齿轮加工机床与齿轮刀具概述(ppt 43页)
合集下载
齿轮培训教材ppt课件.ppt

篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
3.铣齿的工艺特点和应用 篮球比赛是根据运动队在规定的比赛时间里得分多少来决定胜负的,因此,篮球比赛的计时计分系统是一种得分类型的系统 (1)生产成本低。 (2)加工精度低。 (3)生产率低。
465
0.6
1.86
0.8
五轮轮片 (15片)
1260
0.3
1.5
0.6
六轮轮片
900
(8片)
0.3
2
0.8
篮球比赛是根据运动队在规定的比赛 时间里 得分多 少来决 定胜负 的,因 此,篮 球比赛 的计时 计分系 统是一 种得分 类型的 系统
齿形加工
一、
概述
齿轮类型
应用
直齿轮、斜齿轮、人字齿轮 平行轴间传动
❖ ㈡、抛光去毛刺作业要求:
1、按下表参数比例将工件与磨料放入抛光桶中,并加入适量的水,盖上桶盖并拧 紧螺丝;(注意:水平面至少应高出磨料2-5mm,低于桶顶至少10mm) 2、将抛光机机盖打开,将刹车杆卡入刹车槽,确认转盘不能转动后将抛光桶装入 并拧紧螺丝;
3、确认所有的抛光桶已安装牢固后,合上机盖,按表一参数设置抛光时间; 4、打开电源,进行抛光,抛光结束后取下抛光桶,有相应的筛子分离工件与磨料, 如工件为钢件应放入脱水油中浸,时间至少3分钟; 5、抛光后的工件应检查切削毛刺是否已被去除; 6、本工序采用湖牌XGP30型卧式行星滚抛光机。
㈡、机床的主要工作运动
⑴主运动 即滚刀的旋转运动。根据合理的切削速度和滚刀直径,即
可确定滚
刀的转速。
⑵展成运动 即滚刀与工件之间的啮合运动。没滚刀头数为k,工件齿 数为z,则每当滚刀转1转时,工件应转k/z
齿轮加工机床
系为: 滚刀1转——工件转k/Z转
k——滚刀头数,Z——工件齿数
1. 加工直齿圆柱齿轮时的运动和传动原理
• 根据表面成形原理,加工直齿圆柱齿轮时的成形运动应包括: 形成渐开线齿廓(母线)的运动 形成直线形齿线(导线)的运动。
• 渐开线齿廓由范成法形成,靠滚刀旋转运动B11和工件旋转运动B12组成的复合成形运动—— 范成运动实现。这时一条内联传动链;
2. 范成法(展成法)
• 范成法: 利用齿轮的啮合原理 • 把齿轮啮合副(齿条--齿轮、齿轮——齿轮)中的一个转化为刀具;另一个转化为工件,并强制
刀具和工件作严格的啮合运动而范成切出齿廓。
展成法加工齿轮
• 范成法切齿所用刀具切削刃的形状相当于齿条或齿轮的齿廓,它与被切齿轮的齿数无关 • 每一种模数,只需用一把刀具就可以加工各种不同齿数的齿轮。 • 加工精度和生产率一般比较高 • 应用广泛
如图所示, 滚刀沿工件轴线方向,由位 置1运动至位置2为趋近运动α; 由位置2至3为轴向切入运动c;由位 置3至4为进给运动f; 由位置4至1为返回运动α'。
2. 加工斜齿圆柱齿轮时的运动和传动原理
斜齿圆柱齿轮端面上的齿廓是渐开线, 而在轮齿齿长方向,看起来是一条倾斜的 直线,但实际上是一条螺旋线
齿轮加工机床
本章目的
• 学习齿轮加工机床的用途、分类、加工方法; • 掌握滚齿机的加工原理、传动原理及运动分析; • 了解滚刀安装角的调整、运动方向的确定。
• 滚齿机的传动原理
重点与难点
第一节 概 述
• 加工齿轮轮齿的机床 • 齿轮传动应用广泛,齿轮传动在圆周速度和传动精度等方面的要求越来越高,促进了齿轮加
• 合成机构作用:将两个运动合成,使其不发生矛盾
k——滚刀头数,Z——工件齿数
1. 加工直齿圆柱齿轮时的运动和传动原理
• 根据表面成形原理,加工直齿圆柱齿轮时的成形运动应包括: 形成渐开线齿廓(母线)的运动 形成直线形齿线(导线)的运动。
• 渐开线齿廓由范成法形成,靠滚刀旋转运动B11和工件旋转运动B12组成的复合成形运动—— 范成运动实现。这时一条内联传动链;
2. 范成法(展成法)
• 范成法: 利用齿轮的啮合原理 • 把齿轮啮合副(齿条--齿轮、齿轮——齿轮)中的一个转化为刀具;另一个转化为工件,并强制
刀具和工件作严格的啮合运动而范成切出齿廓。
展成法加工齿轮
• 范成法切齿所用刀具切削刃的形状相当于齿条或齿轮的齿廓,它与被切齿轮的齿数无关 • 每一种模数,只需用一把刀具就可以加工各种不同齿数的齿轮。 • 加工精度和生产率一般比较高 • 应用广泛
如图所示, 滚刀沿工件轴线方向,由位 置1运动至位置2为趋近运动α; 由位置2至3为轴向切入运动c;由位 置3至4为进给运动f; 由位置4至1为返回运动α'。
2. 加工斜齿圆柱齿轮时的运动和传动原理
斜齿圆柱齿轮端面上的齿廓是渐开线, 而在轮齿齿长方向,看起来是一条倾斜的 直线,但实际上是一条螺旋线
齿轮加工机床
本章目的
• 学习齿轮加工机床的用途、分类、加工方法; • 掌握滚齿机的加工原理、传动原理及运动分析; • 了解滚刀安装角的调整、运动方向的确定。
• 滚齿机的传动原理
重点与难点
第一节 概 述
• 加工齿轮轮齿的机床 • 齿轮传动应用广泛,齿轮传动在圆周速度和传动精度等方面的要求越来越高,促进了齿轮加
• 合成机构作用:将两个运动合成,使其不发生矛盾
金属切削机床概论齿轮加工机床
4.2 滚齿机运动分析
功用:滚切直齿、斜齿圆柱齿轮及蜗轮
一、滚齿原理
p86
金属切削机床概论齿轮加工机床
4.2 滚齿机 滚齿机动态传动路线
(一) 加工直齿圆柱齿轮时的运动和传动原理
滚切直齿圆柱齿轮的传动原金属理切削图机床概论齿轮加工机床
4.2 滚齿机
(一) 加工直齿圆柱齿轮时的运动和传动原理 1.范成运动
u 作用:将范成运动中工件的旋转运动 和工件的附加运动合成后传到工作台, 使工件获得合成运动。
u 用途:加工斜齿圆柱齿轮、 切向进给法加工蜗轮时。
u 合成机构:圆柱齿轮或锥齿轮行星机 构。
金属切削机床概论齿轮加工机床
u 滚切斜齿圆柱齿轮时,工件的旋转运动是两个运 动的合成:范成运动中的旋转运动B12和螺旋轨迹 运动的附加运动B2 。
金属切削机床概论齿轮加工机床
渐开线齿轮的切齿原理(续)
2.范成法
加工方法有:插齿和滚齿 插斜齿
插直齿
金属切削机床概论齿轮加工机床
渐开线齿轮的切齿原理(续)
2.范成法
滚直齿
动画演示
滚斜齿
金属切削机床概论齿轮加工机床
2)范成法
利用齿轮的啮合原理加工齿轮。常用的展成法齿轮刀具:
滚齿刀、插齿刀、剃齿刀等
1) 范成运动传动链
u 联系滚刀主轴(B11)和工作台(B12) u 传动路线:“滚刀-4-5-ux-6-7-工件” u 保证滚刀和工件旋转运动之间的严格运
动关系。 u 换置机构ux用于适应工件齿数和滚刀头
数的变化。 u 内联系传动链,要求传动比数值绝对准
确及滚刀和工件两者的旋转方向互相配 合。
金属切削机床概论齿轮加工机床
见图4-4a.b
2010_机制_讲10and11_齿轮加工机床与刀具资料

5.齿坯附加转动的方向 图a)为右旋滚刀切右旋齿 轮,附加转动B22与B12同 向,即比切直齿时多转些。 图b)为右旋滚刀切左旋齿 轮,附加转动B22与B12反向,即比切直齿时少转些。
24
5. 滚齿机结构
25
Y3180传动系统图
• 见投影
26
四. 插齿机插齿
1. 插齿原理: 根据范成法的原理,模拟一对园柱齿轮啮合过程。
1
(1).插齿机:多用于粗、精加工内外啮合的直齿圆柱齿轮,特别适用于双 联、多联齿轮,当机床上装有专用装置后,可以加工斜齿圆柱齿轮及 齿条。
(2).滚齿机:可进行滚铣圆柱直齿轮、斜齿轮、蜗轮及花键轴等加工。 (3).剃齿机:按螺旋齿轮啮合原理用剃齿刀带动工件(或工件带动刀具)旋
转剃削圆柱齿轮齿面的齿轮再加工机床。 (4).刨齿机:用于外啮合直齿锥齿轮加工。 (5).铣齿机:用于加工正交、非正交(轴交角不等于90)的弧齿锥齿轮、双
20
3. 滚齿机的运动分析
①主运动B11 :滚刀的旋转,以n0表示。
②包络运动:维持滚刀与被切齿轮之间的啮合关系 (B11、B12)。
③轴向进给运动:保证滚刀在齿轮全齿宽上切除齿形 (A2) 。
21
3.滚切直齿 园柱齿轮的运动分析
传动链:电机-1-2-iv-34-滚刀。
nw k
n0
zw
内传动链:滚刀-4-5-ix6-7-工件。
曲线锥齿轮加工。 (6).磨齿机:用于热处理后各种高精度齿轮再加工。
此外花键、花键轴铣床也属于齿轮加工机床范畴,齿轮加工辅机不 再分述。目前生产出口齿轮加工机床的主要厂家有:天津第一机床总 厂、重庆机床厂、秦川机床厂、南京机床厂、南京第二机床厂、上海第 一机床厂等。
2
24
5. 滚齿机结构
25
Y3180传动系统图
• 见投影
26
四. 插齿机插齿
1. 插齿原理: 根据范成法的原理,模拟一对园柱齿轮啮合过程。
1
(1).插齿机:多用于粗、精加工内外啮合的直齿圆柱齿轮,特别适用于双 联、多联齿轮,当机床上装有专用装置后,可以加工斜齿圆柱齿轮及 齿条。
(2).滚齿机:可进行滚铣圆柱直齿轮、斜齿轮、蜗轮及花键轴等加工。 (3).剃齿机:按螺旋齿轮啮合原理用剃齿刀带动工件(或工件带动刀具)旋
转剃削圆柱齿轮齿面的齿轮再加工机床。 (4).刨齿机:用于外啮合直齿锥齿轮加工。 (5).铣齿机:用于加工正交、非正交(轴交角不等于90)的弧齿锥齿轮、双
20
3. 滚齿机的运动分析
①主运动B11 :滚刀的旋转,以n0表示。
②包络运动:维持滚刀与被切齿轮之间的啮合关系 (B11、B12)。
③轴向进给运动:保证滚刀在齿轮全齿宽上切除齿形 (A2) 。
21
3.滚切直齿 园柱齿轮的运动分析
传动链:电机-1-2-iv-34-滚刀。
nw k
n0
zw
内传动链:滚刀-4-5-ix6-7-工件。
曲线锥齿轮加工。 (6).磨齿机:用于热处理后各种高精度齿轮再加工。
此外花键、花键轴铣床也属于齿轮加工机床范畴,齿轮加工辅机不 再分述。目前生产出口齿轮加工机床的主要厂家有:天津第一机床总 厂、重庆机床厂、秦川机床厂、南京机床厂、南京第二机床厂、上海第 一机床厂等。
2
齿轮加工机床及其刀具讲解

滚齿机的优点
•适用于成批,小批及单件生产圆柱斜齿轮和蜗 轮,尚可滚切一定参数范围的花健轴.
•调整方便,具有自动停车机构
•具有可靠的安全装置以及自动润滑滚齿机 (gear hobbing machine)是齿轮加工机床中应 用最广泛的一种机床,在滚齿机上可切削直齿、 斜齿圆柱齿轮,还可加工蜗轮、链轮等。
• 1884年,美国的比尔格拉姆发明了采用单刨刀按 展成法加工的直齿锥齿轮刨齿机;
• 1900年,美国的比尔设计了双刀盘铣削直齿锥齿 轮的机床。 由于汽车工业的需要,1905年在美 国制造出带有两把刨刀的直齿锥齿轮刨齿机,又 于1913年制成弧齿锥齿轮铣齿机;1923年,出现 了准渐开线齿锥齿轮铣齿机;30年代研制成能把 直齿锥齿轮一次拉削成形的拉齿机,主要用于汽 车差动齿轮的制造。 40年代,为适应航空工业 的需要,发展了弧齿锥齿轮磨齿机。1944年,瑞 士厄利康公司制成延长外摆线齿锥齿轮铣齿机; 从50年代起,又发展了用双刀体组合式端面铣刀 盘,加工延长外摆线齿锥齿轮的铣齿机。
• 1835年英国的惠特沃思获得蜗轮滚齿机的专利; • 1858年,席勒取得圆柱齿轮滚齿机的专利; • 以后经多次改进,至1897年德国的普福特制成带
差动机构的滚齿机,圆满解决了加工斜齿轮的问 题。 • 美国的费洛斯于1897年制成了插齿机。 • 1930年左右在美国制成剃齿机;1956年制成珩齿 机。 • 60年代以后,现代技术在一些先进的圆柱齿轮加 工机床上获得应用,比如在大型机床上采用数字 显示指示移动量和切齿深度;发展了数字控制非 圆齿轮插齿机和适应控制滚齿机;
展成法加工齿轮是利用齿轮的啮合原理进行的,即 把齿轮啮合副中的一个转化为刀具,另一个为工件 ,并强制刀具和工件作严格的啮合运动而展成切除 齿廓。
第4章齿轮加工机床精品PPT课件
(1)主运动B11 电机—1—2—uv—3—4—滚刀 uv为主运动传动比。
(2)展成运动
滚刀旋转运动B11 齿坯旋转运动B12
1/K转(1齿) 1/ z 转(1齿)
内传动链为:
滚刀—4—5—ux—6—7—齿坯 ux为啮合运动传动比。
(3)进给运动A2 齿坯—7—8—uf—9—10—刀架 升Байду номын сангаас,uf为进给运动传动比。
(5)滚切蜗轮 径向法滚切
(((43))2)滚进展斜给成齿传运轮动动时链传的动差链动链 工刀滚件架刀转移转1动r1L→r→→刀工工架件件移转转动±Km/1zmrr L11××7182/0(/3/12π×0)××2/2285/×/228×3×92/23/2895/28
×××aa22/1b8/b2/×21 8×c×22/d342/26×/9536×6×/i7Ⅹi2合Ⅱ成—×Ⅹ×Ⅲi合e成/f ××(×e/f21a×/)/2b5a×主×/bc×运3/dπc动=×/df传1×/动712/链=72K=/z±1
主运动:插齿刀上下往复运动,插斜齿轮时插刀主轴在螺旋导轨上运动; 展成运动:插齿刀与齿坯按一定速比转动; 让刀运动; 径向进给运动;
2. 插齿机传动原理
4~8 圆周进给传动链
1~4 主传动链
8~11展成传动链
剃齿
剃齿是利用剃齿刀在专用剃齿机上对齿轮齿形进行精加工的一 种方法,专门用来加工未经淬火(HRC35以下)的圆柱齿轮。 剃齿加工精度可达7~6级,齿面的Ra值可达0.8~0.4µm。
(3)硬质合金滚刀
用于小模数齿轮或精加工 硬齿面齿轮,代替磨齿。
常采用大的负前角,可达 -30°~-45°
3. 齿轮滚刀的合理使用 (1)齿轮滚刀结构参数分析
(2)展成运动
滚刀旋转运动B11 齿坯旋转运动B12
1/K转(1齿) 1/ z 转(1齿)
内传动链为:
滚刀—4—5—ux—6—7—齿坯 ux为啮合运动传动比。
(3)进给运动A2 齿坯—7—8—uf—9—10—刀架 升Байду номын сангаас,uf为进给运动传动比。
(5)滚切蜗轮 径向法滚切
(((43))2)滚进展斜给成齿传运轮动动时链传的动差链动链 工刀滚件架刀转移转1动r1L→r→→刀工工架件件移转转动±Km/1zmrr L11××7182/0(/3/12π×0)××2/2285/×/228×3×92/23/2895/28
×××aa22/1b8/b2/×21 8×c×22/d342/26×/9536×6×/i7Ⅹi2合Ⅱ成—×Ⅹ×Ⅲi合e成/f ××(×e/f21a×/)/2b5a×主×/bc×运3/dπc动=×/df传1×/动712/链=72K=/z±1
主运动:插齿刀上下往复运动,插斜齿轮时插刀主轴在螺旋导轨上运动; 展成运动:插齿刀与齿坯按一定速比转动; 让刀运动; 径向进给运动;
2. 插齿机传动原理
4~8 圆周进给传动链
1~4 主传动链
8~11展成传动链
剃齿
剃齿是利用剃齿刀在专用剃齿机上对齿轮齿形进行精加工的一 种方法,专门用来加工未经淬火(HRC35以下)的圆柱齿轮。 剃齿加工精度可达7~6级,齿面的Ra值可达0.8~0.4µm。
(3)硬质合金滚刀
用于小模数齿轮或精加工 硬齿面齿轮,代替磨齿。
常采用大的负前角,可达 -30°~-45°
3. 齿轮滚刀的合理使用 (1)齿轮滚刀结构参数分析
齿轮加工机床及切齿刀具概述

金属切削加工
齿轮加工机床及切齿刀具概述
1.1齿轮加工机床的工作原理
1.成形法图 8.1 成形法加工齿轮
成形法加工齿轮 所采用的刀具为成形 刀具,其刀刃(切削 刃)形状与被切齿轮 齿槽的截面形状相同, 例如在铣床上用盘形 或指形齿轮铣刀铣削 齿轮见图8.1,在刨床 或插床上用成形刀具 加工齿轮。
齿数 Z 越少,其渐开线曲率越大(曲率半径越小),齿数 Z越多,其渐开线曲率越小,当齿数 Z 达到无穷大时,其渐开 线的曲率半径也变成无穷大,此时渐开线就变成了直线。
表8.1 齿轮铣刀的刀号
刀号
1
2
3
4
加工齿数 范围
12~13
14~1 6
17~20
21~2 5
5 26~34
6
7
35~5 55~13
4
4
8
135以 上
2.展成法 展成法加工齿轮是利用齿轮的啮合原理进行的,即 把齿轮啮合副(齿条一齿轮或齿轮一齿轮)中的一个制 作为刀具,另一个则作为工件,并强制刀具和工件作严 格的啮合运动而展成切出齿廓。
Y3150E型滚齿机
2.圆锥齿轮加工机床 这类机床可分为直齿锥齿轮加工机床和弧齿锥齿轮加 工机床两类。用于加工直齿锥齿轮的机床有锥齿轮刨齿机、 铣齿机、磨齿机等;用于加工弧齿锥齿轮的机床有弧齿锥 齿轮铣齿机、磨齿机等。
金般一套只有八 把,每把铣刀有它规定的铣齿范围见表8.1,铣刀的齿形 曲线是按该范围内最小齿数的齿形制造的,对其他齿数 的齿轮,均存在着不同程度的齿形误差,另外,加工时 分度装置的分度误差,还会引起分齿不均匀,所以其加 工精度不高。此外,这种方法生产率较低,只适用于单 件小批生产一些低速、低精度的齿轮。
1.2齿轮加工机床的类型及其用途
齿轮加工机床及切齿刀具概述
1.1齿轮加工机床的工作原理
1.成形法图 8.1 成形法加工齿轮
成形法加工齿轮 所采用的刀具为成形 刀具,其刀刃(切削 刃)形状与被切齿轮 齿槽的截面形状相同, 例如在铣床上用盘形 或指形齿轮铣刀铣削 齿轮见图8.1,在刨床 或插床上用成形刀具 加工齿轮。
齿数 Z 越少,其渐开线曲率越大(曲率半径越小),齿数 Z越多,其渐开线曲率越小,当齿数 Z 达到无穷大时,其渐开 线的曲率半径也变成无穷大,此时渐开线就变成了直线。
表8.1 齿轮铣刀的刀号
刀号
1
2
3
4
加工齿数 范围
12~13
14~1 6
17~20
21~2 5
5 26~34
6
7
35~5 55~13
4
4
8
135以 上
2.展成法 展成法加工齿轮是利用齿轮的啮合原理进行的,即 把齿轮啮合副(齿条一齿轮或齿轮一齿轮)中的一个制 作为刀具,另一个则作为工件,并强制刀具和工件作严 格的啮合运动而展成切出齿廓。
Y3150E型滚齿机
2.圆锥齿轮加工机床 这类机床可分为直齿锥齿轮加工机床和弧齿锥齿轮加 工机床两类。用于加工直齿锥齿轮的机床有锥齿轮刨齿机、 铣齿机、磨齿机等;用于加工弧齿锥齿轮的机床有弧齿锥 齿轮铣齿机、磨齿机等。
金般一套只有八 把,每把铣刀有它规定的铣齿范围见表8.1,铣刀的齿形 曲线是按该范围内最小齿数的齿形制造的,对其他齿数 的齿轮,均存在着不同程度的齿形误差,另外,加工时 分度装置的分度误差,还会引起分齿不均匀,所以其加 工精度不高。此外,这种方法生产率较低,只适用于单 件小批生产一些低速、低精度的齿轮。
1.2齿轮加工机床的类型及其用途
第四节齿轮加工机床精品PPT课件

➢加工直齿圆柱齿轮时滚齿机的运动分析
范成运动:滚刀与工件之间的包络运动,
是一个复合表面成形运动,它可分解为滚 刀的旋转运动B11和齿坯的旋转运动B12
主运动:范成运动还应有一条外联系传
动链与动力源联系起来,它使滚刀和工件共 同获得一定的速度和方向的运动,故称为主 运动链。
垂直进给运动:为了形成直齿,滚刀还
滚切斜齿圆柱齿轮的传动原理图
滚刀的安装:滚切斜齿圆柱齿轮时,
滚刀的安装角δ不仅与滚刀的螺旋线方向 和螺旋升角λ0有关,而且还与被加工齿轮 的螺旋线方向及螺旋角β有关。当滚刀与 齿轮的螺旋线方向相同时,滚刀的安装角
δ=β-λ0,当滚刀与齿轮的螺旋线方向相反 时,滚刀的安装角δ=β+λ0
工件附加转动的方向:附加转动B22的方向
2.齿轮的加工刀具 ➢成形法加工齿轮刀具
盘形齿轮铣刀
齿轮齿形的渐开线形状由基圆大小决定; 齿轮的模数和压力角都相同,齿数不同时其 渐开线形状不同。
当模数为0.3~8mm时,每种模数的铣 刀由8把组成一套;
当模数为9~16mm时,每种模数的铣 刀由15把组成一套。
盘形 齿轮 铣刀
渐开线 形状与 基圆的
蜗杆形
双碟形
大平面砂轮型
锥形砂轮型
二、滚齿机
用于滚切外啮合直齿和斜齿圆柱齿轮 及蜗轮。多数为 立式,也有卧式 的。加工齿轮轴、 花键轴和仪表工 类中的小模数齿 轮。
1.滚齿机的运动分析
滚齿加工是按包络法加工齿轮的一种 方法。滚切齿轮的过程,与一对螺旋齿 轮的啮合过程相似。
包括两种运动:一是强迫啮合运动, 一是切削运动。这两种运动分别由齿坯、 滚刀和刀架来完成。
机械制造工程——第二章
第四节 齿轮加工机床
第四章-齿轮加工机床分解PPT课件

.
8
4.2 滚齿机
一、滚齿原理
1-滚刀;2-工件
.
9
4.2 滚齿机
一、滚齿原理
.
10
4.2 滚齿机
一、滚齿原理
(一) 加工直齿圆柱齿轮时的运动和传动原理
.
11
4.2 滚齿机 滚齿机动态传动路线
(一) 加工直齿圆柱齿轮时的运动和传动原理
滚切直齿圆柱齿轮的. 传动原理图
12
4.2 滚齿机
(一) 加工直齿圆柱齿轮时的运动和传动原理 1.范成运动
.
48
4.3 其它类型齿轮加工机床
(二)插齿机的运动
4.让刀运动
让开和恢复原位的运动
5.径向切入运动
即让工件逐渐地向插齿刀(或插齿刀向工件)作径向切入运动。
.
49
4.3 其它类型齿轮加工机床
(三)插齿机的传动原理
.
50
4.3 其它类型齿轮加工机床
二、圆柱齿轮磨齿机
磨齿机是用磨削方法对齿轮轮齿面进行精加工的精密机床,主要用 于淬硬齿轮的精加工,齿轮精度可达到6级或更高。 (一)磨齿原理及所需运动 1、成形法的磨齿原理
附加运动传动链:刀架(滚刀移动A21)—12—13—uy—14— 15—[合成] —6—7—ux—8—9—工作台(工件附加转动B22)
.
21
4.2 滚齿机
(三)滚齿机的运动合成机构
合成机构动态演示
.
22
.
23
.
24
4.2 滚齿机
(四)加工蜗轮时的运动和传动原理
根据切入进给方法不同,滚切蜗轮的方法有两种:
2.轴向进给运动
轴向进给运动是砂轮的往复直线运动A2,由外联系传动链“5— 6—uf—7—8—9曲柄偏心盘机构P—砂轮架溜板(砂轮移动)”实现。 uf为调整砂轮轴向进给速度的换置机构。
(优)齿轮加工及切齿刀PPT资料

2 涡轮滚刀
• 涡轮滚刀相当于原蜗杆,只是上面制作出切削刃, 这些切削刃都在原蜗杆的螺旋面上。
3 插齿刀
盘形齿轮铣刀前角为零时,其刃口形状就是被加工齿轮的渐开线齿形。 展成法加工齿轮是利用齿轮的啮合原理进行的,即把齿轮啮合副中的一个转化为刀具,另一个为工件,并强制刀具和工件作严格的啮
• 插齿刀是利用展成原理加工齿轮的一种刀具,它 合运动而展成切除齿廓。
轮等,而且是加工内齿轮和台肩齿轮最常用的刀 最常用的刀具。
2 指形齿轮铣刀 它实质上是一种成形立铣刀有铲齿和刀齿结构。
具。 涡轮滚刀相当于原蜗杆,只是上面制作出切削刃,这些切削刃都在原蜗杆的螺旋面上。
插齿刀是利用展成原理加工齿轮的一种刀具,它可以用来加工直齿、斜齿、内圆柱齿轮和人字齿轮等,而且是加工内齿轮和台肩齿轮 最常用的刀具。 一 齿轮的加工方法 剃齿刀常用于未淬火的软齿面圆柱齿轮加精工,其精度可达6级以上,且成产效率很高,因此应用十分广泛。 二 展成法加工齿轮刀具 展成法加工齿轮是利用齿轮的啮合原理进行的,即把齿轮啮合副中的一个转化为刀具,另一个为工件,并强制刀具和工件作严格的啮 合运动而展成切除齿廓。 剃齿刀常用于未淬火的软齿面圆柱齿轮加精工,其精度可达6级以上,且成产效率很高,因此应用十分广泛。 一 齿轮的加工方法 常见的齿轮传动的类型如图。 二 展成法加工齿轮刀具 1盘形齿轮铣刀 盘形齿轮铣刀 是一种铲齿成形的铣刀。 插齿刀是利用展成原理加工齿轮的一种刀具,它可以用来加工直齿、斜齿、内圆柱齿轮和人字齿轮等,而且是加工内齿轮和台肩齿轮 最常用的刀具。
轮齿的切削加工方法按成型的原理可分为成形法和展成法。 插齿刀是利用展成原理加工齿轮的一种刀具,它可以用来加工直齿、斜齿、内圆柱齿轮和人字齿轮等,而且是加工内齿轮和台肩齿轮
第7章 齿轮刀具PPT课件
2020/11/15
17
原始剖面—变位系数等于零的剖面0—0,该面中齿顶高和分圆 齿厚都是标准的。在0—0剖面向前刀面的各剖面的变位系数为 正且逐渐增大;在0—0剖面向夹固基面的各剖面的变位系数为 负且逐渐减小。
插齿刀的本质:基圆相同、且变位系数由大到小依次排列而成 的无穷片变位齿轮的组合体。插齿刀重磨一次,得到一个新的 变位系数的齿轮。按齿轮啮合原理,新的插齿刀和重磨后的插 齿刀都能加工出与之相同的模数、齿形角但不同齿数的标准齿 轮和变位齿轮。
(1) 插齿刀的本质 ❖ 插齿刀的切削刃在前端面上的投影是渐开线,插齿刀的运动轨迹就象
一个齿轮的齿面(假想的“产形”齿轮)。Creating shape ❖ 插齿刀及其产形齿轮的基圆直径:db0=mz0cos ❖ 刀齿结构:一条顶刃和顶后刀面、两条侧刃和侧后刀面
侧刃后角
直齿插齿刀的切削刃与后刀面
2020/11/15
2020/11/15
32
齿轮滚刀(Gear Hob)
❖滚齿原理:
模拟一对交错轴斜齿轮副啮合滚动的过程。 将其中一个齿轮的齿数减小到一或几个,轮齿的螺旋倾角很大,就成 了蜗杆。 再将蜗杆开槽并铲背,就成了齿轮滚刀。 当机床使滚刀和工件严格地按一对斜齿圆柱齿轮啮合的传动比关系作 旋转运动时,滚刀就可在工件上连续不断地切出齿来。
圆柱齿轮加工方法:滚齿(Hobbing)、插齿(Shaping)等; 锥齿轮加工方法:刨齿(Shaping)、铣齿(Milling)等; 精加工齿轮齿面方法:研齿(Lappiong)、剃齿(Shaving)、磨
齿(Grinding)、珩齿(Honing)等。
2020/11/15
7
7.2 插齿刀结构(Gear Shaper Cutter)
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
d.计算换置式:
uf
a1 b1
u进0.4f608
式中f为轴向进给量,单位为mm/r。u进为进给箱轴XVII—XVIII之间
的传动比,共有三种:49/35、30/54、39/45。
2)滚切斜齿圆柱齿轮的传动链及换置 滚切斜齿圆柱齿轮与滚切直齿圆柱齿轮的传动链基本相同,只是
增加了一条差动运动传动链。这时将短齿离合器Ml换成长齿离合器M2。
0 0
0 0
0 0
0
0
(a)左旋滚刀滚切左旋齿轮;(b)右旋滚刀滚切右旋齿轮;(c)左旋滚刀滚切右旋齿轮;(d)右旋滚刀滚切左旋齿轮
(6)Y3150E型滚齿机
Y3150E型滚齿机主要用于滚切直齿和斜齿圆柱齿轮,使用蜗轮滚刀 时,还可以手动径向进给滚切蜗轮。
传动系统中分析计算任一条传动链的具体步骤是: (1)确定末端件,即这条动链的首、末件; (2)确定首、末件的计算位移; (3)对照传动系统图,列出运动平衡式;在列运动平衡式之前,可 先列出其传动路线表达式; (4)根据运动平衡式计算换置机构的传动比。
(4)滚刀的安装
在滚齿时,要求滚刀的刀齿螺旋线方向与工件齿槽方向必须一致,这 是沿齿向进给切出全齿长的条件。所以,加工前要调整滚刀的安装角。
滚刀加工直齿圆柱齿轮的安装角。滚刀位于工件前面,滚刀的螺旋升 角为0。从几何关系可知,滚刀安装角=0。角度的偏转方向与刀齿的 螺旋方向有关。
0
0
用滚刀加工斜齿圆柱齿轮时,由于滚刀和工件的螺旋方向都有左、 右方向之分,则它们之间共有四种不同的组合。则有=0,式中为 被加工齿轮螺旋角。
在滚刀作轴向进给运动的同时,工件还应作附加旋转运动B22,而且 这两个运动之间必须保持确定的关系:滚刀移动一个工件螺旋线导 程时,工件应准确地附加转过一转。
滚切斜齿圆柱齿轮时,展成运动、主运动以及轴向进给运动传动链 与加工直齿圆柱齿轮相同,只是刀架与工件之间增加了一条附加运动传 动链;这条传动链属于内联系传动链。
差动运动传动链
a.找末端件:刀架—工件
b.定计算位移:刀架沿轴向移动一个工件螺旋线导程L mm,工件附加 1r。 记作:L mm—1 r(附加)
设工件的螺旋角为,齿数为ZI,端面模数为m端。其导程L为:
L m 端 Z 工 tan
m端
m法 cos
L m 法 Z 工 m 法 Z 工 tan cos sin
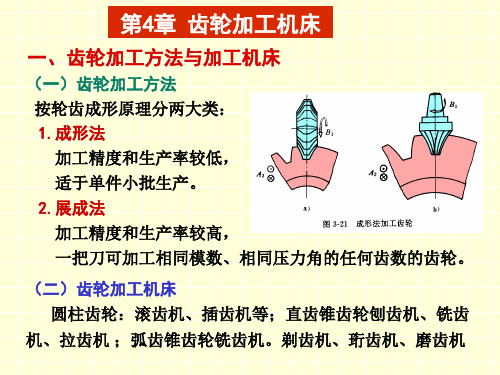
1.齿轮加工方法
根据齿形形成的原理,齿轮加工方法可分为成形法和展成法两类。
(1)成形法:成形法是用与被加工齿轮齿槽形状相同的成形刀具切削 轮齿。
(2)展成法 展成法切削齿轮,其刀具的切削刃相当于齿条或齿轮的齿廓,与被
加工齿轮的齿数无关,只需一把刀具就能加工出模数相同而齿数不同的 齿轮,其加工精度和生产率都比成形法高,因而应用也最广泛。
式中n刀为滚刀转速。
d.计算换置式
将上面的运动平衡式化简得: uv u变B A12n.刀 5483
只要确定了n刀,就可计算出uv的值,并由此确定出变速箱中啮合的齿轮 对和挂轮的齿数。
②展成运动传动链 a.找末端件:滚刀—工件 b.确定计算位移:1/K r(滚刀)—1/Z工 r(工件) c.列出运动平衡式
c.列出运动平衡式:
L 25 2 a2
3 2 25 b2
c2 d2
3762u合成ef
ux
1 1 72
对于差动运动传动链, u合成 u合 2 2
ux为分齿挂轮
a c bd
的传动比,ux
a
b
c f 24k d e Z工
d.计算换置式:
uy
a2 b2
c2 d2
9sin
m法k
式中 a 2 c 2 称为差动挂轮。 b2 d 2
5. 8 齿轮加工机床与齿轮刀具 5.8.1 齿轮加工机床
齿轮加工机床是加工齿轮轮齿的基本设备。按照被加工齿轮的形状, 齿轮加工机床可分为圆柱齿轮加工机床和圆锥齿轮加工机床。
圆柱齿轮加工机床主要有滚齿机、插齿机等。
锥齿轮加工机床有加工直齿锥齿轮的刨齿机、铣齿机、拉齿机 和加工弧齿锥齿轮的铣齿机。
用来精加工齿轮齿面的机床有研齿机、剃齿机和磨齿机等。
ux
ac bd
f 24K e Z工
式中e、f为结构挂轮,根据被加工齿轮的齿数选取,用以调整ux的数值,
使其不会过大或过小,便于挂轮的选取。 a c bd
称为分齿挂轮。
③进给运动传动链
a.找末端件:工件(工作台)—刀架
b.确定计算位移:l(r)—f (mm)
c.列出运动平衡式: 1 7 1 2 2 2 5 3 3 9 9 a b 1 16 2 9 3 u进 2 2 5 3 f
动和形成直线形齿线的运动。 a.展成运动传动链: 属内联系传动链。 b.主运动传动链: 属外联系传动链。 c.轴向进给运动传动链: 属外联系传动链。
(3)滚切斜齿圆柱齿轮的传动原理
斜齿圆柱齿轮与直齿圆柱齿轮相比,其端面上齿廓是渐开线齿形, 而齿长方向不是一条直线,是螺旋线。因此,在滚切斜齿圆柱齿轮时, 除需要有展成运动,主运动和轴向进给运动以外,为了形成螺旋线齿线,
1)滚切直齿圆柱齿轮的传动链及换置计算 ①主运动传动链 a.找末端件:电动机—滚刀 b.确定计算位移:n电(r/min)—n刀(r/min) c.列出运动平衡式: 根据计算位移关系及传动路线,可得运动平衡式:
n 电 1 1 6 1 4 2 5 5 u 2 1 变 B A 2 2 2 2 8 8 2 2 8 8 8 2 8 8 0 n 0 刀 1r 4 m 3 i0 n
180 28 28 28 42 eac1 1 k 2 0 2 8 2 8 2 8 5 u 6 合f成 b d 7 2 Z 工
式中u合成表示通过合成机构的传动比。当加工直齿圆柱齿轮时,以轴 IX端使用短齿爪式离合器M1, M1 将合成机构的转臂与轴IX连成一体。 此时u合成=1。
d.计算换置式
3.插齿机
采用展成原理加工齿轮的机床有滚齿滚齿机广泛用于加工直齿和斜齿圆柱齿轮,又是唯一能加工蜗轮
的齿轮加工机床。 (1)滚齿原理
滚齿机是用齿轮滚刀根据展成原理来加工齿轮渐开线齿廓的。
(2)加工直齿圆柱齿轮的传动原理 加工直齿圆柱齿轮的成形运动必须包括形成渐开线齿廓的展成运