激光再制造
激光再制造机车车轴的力学性能
激光再制造机车车轴的力学性能丁春嵘吕崇伟(神华铁路货车运输有限责任公司沧州机车车辆维修分公司,河北沧州,061113)摘要:重载机车的车轴在运行过程中,承受的载荷主要有2种形式,第1种是日常行驶过程中的旋转弯曲载荷,其方向分别为沿表面和径向深度;第2种为弯道行过程中承受旋转弯曲和冲击等复杂应力,表面划伤和疲劳裂损是其主要的破坏形式,因而要求车轴材料具有足够强度的同时又具有足够的塑韧性。
除了力学性能以外,对车轴组织中可能成为裂纹源的各类缺陷要求十分严格。
使用激光再制造技术对损坏车轴进行修复,在激光与车轴基体的作用过程中,基体热影响区经历了复杂的热循环,导致其组织和力学性能相对原始组织发生下降,即热损伤。
激光再制造35CrMoA 热影响区的组织主要由各类型“渗碳体+铁素体”的组成;激光再制造车轴试样室温力学性能检测结果显示,与原始基体室温拉伸结果相比,再制造试样平均屈服强度为465MPa ,平均抗拉强度为742MPa ,较35CrMoA 车轴出厂性能分别提升18%和8%。
再制造车轴试样体现出极佳塑性,断口延伸率达到了57%,而35CrMoA 基体材料仅为18%;与原始基体室温冲击结果相比,再制造试样的平均冲击吸收能量为61J ,比35CrMoA 基体提升45%。
关键词:重载车轴激光再制造35CrMoA 力学性能中图分类号:U260.11文献标识码:B 文章编号:2096-7691(2020)05-076-05作者简介:丁春嵘(1972-),男,高级工程师,1994年毕业于大连交通大学,现任职于神华铁路火车运输有限责任公司沧州机车车辆维修公司,主要从事电力机车检修。
Tel:186****6755,E-mail:*****************1引言35CrMoA 合金钢具有较高的静力强度、冲击韧性和疲劳极限,同时在高温下还拥有优秀的持久强度,被广泛应用于高负荷下工作的重要结构件,比如机车车轴等。
重载机车的车轴在运行过程中,承受的载荷主要有2种形式,第1种是日常行驶过程中的旋转弯曲载荷,其方向分别为沿表面和径向深度;第2种为弯道行,在运行中承受旋转弯曲和冲击等复杂应力,表面划伤和疲劳裂损是其主要的破坏形式。
大型汽轮机转子轴径激光熔覆修复再制造技术及应用全威

大型汽轮机转子轴径激光熔覆修复再制造技术及应用全威发布时间:2023-06-02T09:05:33.070Z 来源:《中国科技人才》2023年6期作者:全威[导读] 汽轮机转子自重大,转速快,转子轴颈因润滑油系统运行情况不佳或其他因素会发生磨损,引起转子振动超标或其他安全隐患。
针对这类在役转子轴径的损伤,先进的激光熔覆修复再制造技术可以消除损伤,修复质量满足转子长期安全运行要求,跟传统熔焊修复技术相比更加灵活、高效。
本文所涉及的应用案例即是一种应用半导体激光器作为热源,使用激光熔覆的方法在损伤轴颈表面熔覆修复层的一种修复技术。
上海电气电站设备有限公司上海汽轮机厂上海 200240摘要:汽轮机转子自重大,转速快,转子轴颈因润滑油系统运行情况不佳或其他因素会发生磨损,引起转子振动超标或其他安全隐患。
针对这类在役转子轴径的损伤,先进的激光熔覆修复再制造技术可以消除损伤,修复质量满足转子长期安全运行要求,跟传统熔焊修复技术相比更加灵活、高效。
本文所涉及的应用案例即是一种应用半导体激光器作为热源,使用激光熔覆的方法在损伤轴颈表面熔覆修复层的一种修复技术。
激光熔覆层与母材结合强度高,焊接热输入小,自动化程度高,轴颈修复焊缝质量完好,修复前后转子各形位尺寸无明显变化。
关键词:转子轴颈;激光熔覆;修复前言转子是汽轮机的核心部件,需要承受高温、高压、高转速、高应力等严苛工况条件。
但是转子轴颈部位由于润滑油油质、杂质及其他不利的运行因素,有时会发生磨损,严重影响汽轮机组的安全稳定运行。
近年来,激光再制造修复技术在消除转子轴径磨损得到尝试性应用,与传统的电镀、化学镀、热喷涂、电弧焊等传统技术相比,激光再制造修复技术具有结合强度高、热影响区小、稀释率低、变形小、后续加工余量小、选区性强、自动化程度高等优势,成为重要零部件尺寸恢复、表面改性、延寿改造等再制造领域的重要手段[1~4]。
某电厂在役运行的汽轮机,运行8年后其低压转子轴颈发生多处磨损,严重影响机组的安全运行,电厂委托上海汽轮机厂进行轴颈磨损部位的修复。
激光再制造技术及应用

激光再制造技术及应用激光再制造技术是通过激光束对材料表面进行加工、修复和再制造的一种先进技术。
该技术可以实现对各种材料的高效加工和再利用,广泛应用于制造业、医疗领域和环保等多个领域。
一、激光再制造技术的基本原理激光再制造技术利用激光束的高能量、高密度和高单色性,通过激光束与材料表面的相互作用,改变材料的物理、化学和光学性质,实现对材料的加工和修复。
具体来说,激光再制造技术主要有以下几个原理:1. 熔融:激光束的高能量可以使材料表面瞬间升温到熔点以上,实现熔融处理。
2. 蒸发:激光束的高能量可以迅速将材料表面的一部分变为蒸汽,实现物质的去除和切割。
3. 固化:激光束的高能量可以使材料表面的液态物质迅速冷却固化,形成新的材料结构。
4. 合金化:激光再制造技术可以将不同材料并且化学性质相似的材料通过激光熔融和混合,实现材料的合金化。
二、激光再制造技术的应用领域激光再制造技术具有广泛的应用领域,包括以下几个方面:1. 制造业:激光再制造技术在车辆制造、航空航天、机械制造等行业的机械零件修复、模具制造和表面强化等方面具有重要应用价值。
2. 医疗领域:激光再制造技术在医疗领域的应用主要集中在牙科修复、人工关节制造和器官再生等方面,可以为患者提供更好的医疗服务。
3. 环保领域:激光再制造技术可以对废旧材料进行再利用和回收,减少环境污染和资源浪费,具有重要的环保意义。
4. 文化艺术:激光再制造技术可以在文化艺术领域对古建筑、文物、艺术品等进行修复和保护,提高文化遗产的保护和传承。
三、激光再制造技术的优势和发展趋势激光再制造技术具有以下几个优势:1. 高效能:激光再制造技术具有高能量密度和高精度的特点,可以实现对不同材料的高效加工和修复。
2. 灵活性:激光再制造技术可以根据不同的材料和工艺需求进行调整和优化,具有较高的灵活性和适应性。
3. 环保性:激光再制造技术减少了传统加工和修复过程中的废料产生和能源消耗,具有较好的环保性能。
项目可行性报告--发电燃气轮机关键零部件激光再制造装备项目.(DOC)
发电燃气轮机关键零部件激光再制造装备项目可行性报告编制日期:二零一四年七月目录1. 项目背景 (4)2. 市场情况 (7)2.1 行业市场 (7)2.2 项目产品市场 (7)3. 项目建设 (8)3.1 项目载体 (8)3.2 项目共建单位 (9)3.3 项目技术基础 (10)3.4 项目建设规模 (11)3.5 主要建设内容 (12)3.6 厂址概况 (13)4. 项目管理 (14)4.1项目建设管理 (14)4.2 劳动保护与安全生产 (14)4.3 环境保护 (15)4.4 资源综合利用与节能 (15)5. 项目投资预算及经济效益分析 (16)5.1投资估算 (16)5.2 投资使用计划 (19)5.3 资金筹措方案及其准备情况 (19)5.4 项目效益分析 (20)5.5 项目风险分析 (21)6. 可行性分析小结 (21)本项目将以张家港经开区内国家级再制造装备园区为项目载体,以金属所王茂才教授为发起方,重点引进上海团结普瑞玛激光设备有限公司(以下简称“上团普”)的人才、技术与市场资源,组建管理团队与技术团队,组建一个专业的,以修复再制造燃气轮机关键零部件为目的激光熔覆再制造企业,多方共同打造一个集自动化、信息化、智能化于一体的激光再制造产业基地。
1. 项目背景燃气轮机是一种先进而复杂的成套动力机械装备,是典型的高新技术密集型产品。
作为高科技的载体,燃气轮机代表了多理论学科和多工程领域发展的综合水平,是21世纪的先导技术。
发展集新技术、新材料、新工艺于一身的燃气轮机产业,是国家高技术水平和科技实力的重要标志之一,具有十分突出的战略地位。
由于多方面的原因,我国燃气轮机同国际先进水平相比仍存在很大差距,尚未形成真正的产业。
诸多领域动力落后的状态,已成为制约国民经济发展的“瓶颈”,其技术仅被世界上少数几个发达国家(美国、德国、日本等)所控制,先进的燃气轮机在西方国家仍然限制对华出口。
按21世纪经济报道记者掌握的一份国家能源局委托相关机构做的天然气发电调研内部资料的说法,“天然气发电机的国外技术垄断短期内难以解决,甚至十多年都无法解决。
激光熔覆技术在轴类零件再制造过程中的应用现状

MATERIALS FO R M ECHANICAL ENG INEERINGDOI : 10.11973/jxgccl202011007____11 ■2020 年 11 月第 44 卷第 11 期Vol. 44 No. 11 Nov. 2020激光熔覆技术在轴类零件再制造过程中的应用现状王争强\李文戈、杜旭2,赵远涛1(1.上海海事大学商船学院,上海201306;2.云南滇中城市建设投资开发有限公司,昆明650000)摘要:轴类零件在服役过程中易发生摩擦磨损、腐蚀及疲劳等失效,严重影响工程机械装备的正常运行。
激光熔覆技术作为轴类零件修复和再制造常用的技术,可有效延长其使用寿命。
概述 了激光熔覆技术在轴类零件再制造上的应用,重点介绍了激光熔覆工艺参数(激光功率、熔覆速度、 搭接率、送粉量等)和熔覆材料选取对轴类零件再修复性能的影响以及仿真模拟软件的辅助应用, 并对激光熔覆再制造技术的发展趋势进行了展望。
关键词:轴类零件;再制造;激光熔覆;工艺参数;熔覆材料中图分类号:T G 174.4文献标志码: A文章编号:1000-3738(2020)11-0035-06Applications of Laser Cladding Technique in Remanufacturing of Shaft PartsWANG Zhengqiang1, LI Wenge1. DU Xu2, ZHAO Yuantao1(1. M erchant M arine College, Shanghai M aritim e U niversity, Shanghai 201306, C hina ;2. Y unnan Dianzhong U rban Construction Investm ent Development C o., L td., Kunm ing 650000, China)Abstract : Shaft parts are prone to failing such as friction, w ear, corrosion and fatigue during service, whichseriously affect the norm al operation of construction machinery equipment. Laser cladding technique, as a comm on technical means for repairing and rem anufacturing shaft p arts, can effectively extend service lives of parts. T he application of laser cladding technique in the rem anufacturing of shaft parts is summarized. T he influence of laser cladding process param eters (laser pow er, cladding speed, overlap rate and powder feeding am ount) and cladding material selection on the repairing performance of shaft parts and the auxiliary application of sim ulation softw are are focused on. T he developm ent trend of laser cladding rem anufacturing technique is prospected.Key words : shaft p a rt ; rem anufacturing ; laser cladding ; process param eter ; cladding m aterial〇引言轴类零件是船舶、海洋工程等机械装备最常用 的典型部件之一,起到支撑其他部件转动并传递扭 矩的作用。
激光再制造技术及应用
激光再制造技术及应用
激光再制造技术是一种通过激光辅助材料成形的先进制造技术,可以将废旧材料或废弃产品加工再利用,具有重要的环境保护和资源节约意义。
激光再制造技术的基本原理是利用高能密度的激光束对材料进行精确加热和熔化,同时通过精细控制的熔化、凝固和固化过程,实现对材料形状的精确控制和再制造。
这种技术可以有效地消耗废旧材料,减少废弃品的产生,降低环境污染。
激光再制造技术的应用非常广泛。
它可以用于金属再制造。
利用激光再制造技术,可以将废旧金属材料加工成新的零部件,再利用于各种机械设备的制造中,实现废旧材料资源的最大化利用。
激光再制造技术还可以用于塑料再制造。
传统的塑料再制造通常需要高温和高压的条件,而激光再制造技术可以通过精确的能量控制和局部加热,实现对塑料的快速熔化和成形,大大降低了再制造的能耗和成本。
除了上述应用之外,激光再制造技术还可以用于医疗器械的制造、汽车零部件的再制造、航空航天器件的再制造等领域。
激光再制造技术是一种重要的先进制造技术,具有环境保护、资源节约和高效生产的特点。
随着技术的进一步发展和推广应用,相信激光再制造技术将在各个领域得到更加广泛的应用和推广。
基于煤矿设备修复的激光熔覆再制造技术应用思考

基于煤矿设备修复的激光熔覆再制造技术应用思考摘要:正式进行煤矿生产作业时,煤矿机械设备的应用大幅提升了生产效率。
但是煤矿生产环境较为恶劣,煤矿机械设备应用过程中经常会受到磨损,影响了设备的生产效能,甚至为煤矿企业带来了经济损失。
激光熔覆再制造技术能够有效修复受到磨损的机械设备,保障煤矿机械设备正常的生产,保障煤矿机械设备的寿命,降低企业生产成本。
本文将对激光熔覆再制造技术进行分析,针对其在煤矿设备修复中的应用进行深入思考。
关键词:煤矿设备修复;激光熔覆再制造技术;应用思考前言:国家整体经济水平不断提升的同时,社会生产生活对于煤矿资源的需求也在持续上升,供需变化推动了煤炭资源开采技术的发展,市场上涌现了多种大型煤矿设备,这类设备承担了最主要的煤矿开采工作。
但是煤矿开采环境相对较差,且对操作的要求较高,设备长期处于阴暗、潮湿、腐蚀性较强的环境下工作,多数设备存在高速、重载、摩擦等工况,且设备日以继夜的工作,休息时间较少,因此煤矿机械设备的腐蚀与磨损问题非常严重,这同时也影响了煤矿机械的生产效率,还存在一定的资源浪费现象,导致煤炭企业生产成本加大。
为缓解这一问题,相关人员将激光熔覆再制造技术应用在了煤矿设备修复工作中,这项技术的应用,对于煤矿机械设备而言体现出了显著的修复效果,能够明显提升机械设备使用性能,并延长其使用寿命,大力推动了煤矿企业的进一步发展。
1.激光熔覆再制造技术1.1激光熔覆再制造技术原理激光熔覆再制造技术的原理即通过应用激光合金化、激光熔覆等基本技术,在与现代化制造技术理念相结合,形成的一项修复技术。
激光熔覆再制造技术以金属粉末为基础材料,应用CAD/CAM等计算机技术对激光头、送粉嘴与机床的操作进行控制,同时输送光束与粉末,利用各部件合成的金属笔以激光熔覆的方式修复机械设备受损部位,最终形成与原部件相同的三维实体部件,达到修复的作用。
激光技术随着社会的发展而不断创新,逐渐实现废旧零部件的循环再生,应用激光技术修复废旧部件后继续投入设备中循环利用,可在源头处增强废旧部件的使用性能,延长相关部件的使用寿命。
基于激光熔覆的再制造零件可视化损伤修复区域规划
第3 8卷第11期焊接学报V9 38 N。
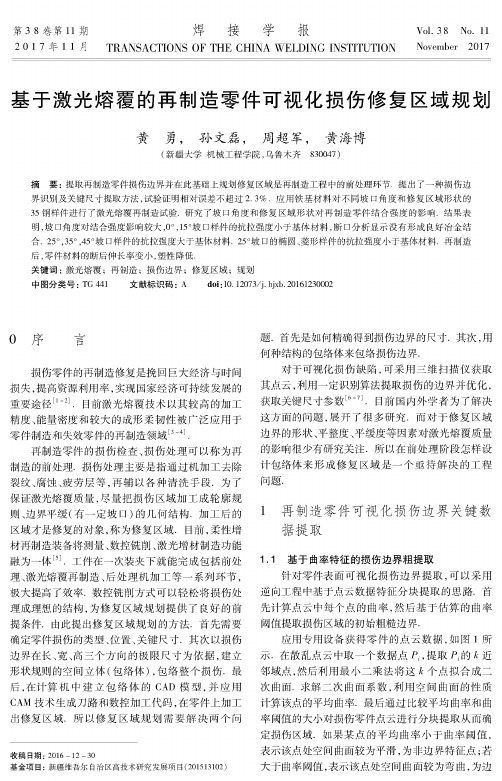
.11 2 0 1 7 年 1 1 月TRA N SA C TIO N S OF T H E C H IN A W E L D IN G IN S T IT U T IO N November2017基于激光熔覆的再制造零件可视化损伤修复区域规划黄勇,孙文磊,周超军,黄海博(新疆大学机械工程学院,乌鲁木齐830047)摘要:提取再制造零件损伤边界并在此基础上规划修复区域是再制造工程中的前处理环节.提出了一种损伤边 界识别及关键尺寸提取方法,试验证明相对误差不超过2.3%.应用铁基材料对不同坡口角度和修复区域形状的 35钢样件进行了激光熔覆再制造试验.研究了坡口角度和修复区域形状对再制造零件结合强度的影响.结果表 明,坡口角度对结合强度影响较大,0°,15°坡口样件的抗拉强度小于基体材料,断口分析显示没有形成良好冶金结 合.25°,35°,45°坡口样件的抗拉强度大于基体材料.25°坡口的椭圆、菱形样件的抗拉强度小于基体材料.再制造 后,零件材料的断后伸长率变小,塑性降低.关键词:激光熔覆;再制造;损伤边界;修复区域;规划中图分类号:T6 441 文献标识码:A doi:10.12073/j.hjxb.201612300020序言损伤零件的再制造修复是挽回巨大经济与时间 损失,提高资源利用率,实现国家经济可持续发展的 重要途径%1-2&.目前激光熔覆技术以其较高的加工 精度、能量密度和较大的成形柔韧性被广泛应用于 零件制造和失效零件的再制造领域[3b4].再制造零件的损伤检查、损伤处理可以称为再 制造的前处理.损伤处理主要是指通过机加工去除 裂纹、腐蚀、疲劳层等,再辅以各种清洗手段.为了 保证激光熔覆质量,尽量把损伤区域加工成轮廓规 则、边界平缓(有一定坡口)的几何结构.加工后的 区域才是修复的对象,称为修复区域.目前,柔性增 材再制造装备将测量、数控铣削、激光增材制造功能 融为一体[5].工件在一次装夹下就能完成包括前处 理、激光熔覆再制造、后处理机加工等一系列环节,极大提高了效率.数控铣削方式可以轻松将损伤处 理成理想的结构,为修复区域规划提供了良好的前 提条件.由此提出修复区域规划的方法.首先需要 确定零件损伤的类型、位置、关键尺寸.其次以损伤 边界在长、宽、高三个方向的极限尺寸为依据,建立 形状规则的空间立体(包络体),包络整个损伤.最 后,在计算机中建立包络体的CAD模型,并应用 CAM技术生成刀路和数控加工代码,在零件上加工 出修复区域.所以修复区域规划需要解决两个问收稿日期:2016-12-30基金项目:新疆维吾尔自治区高技术研究发展项目(201513102)题.首先是如何精确得到损伤边界的尺寸.其次,用 何种 的包络体 包络损 .对于可视化损伤缺陷,可采用三维扫描仪获取 其点云,利用一定识别算法提取损伤的边界并优化,获取关键尺寸参数%6-7].目前国内外学者为了解决 这方面的问题,展开了很多研究.而对于修复区域 边界的形状、平整度、平缓度等因素对激光熔覆质量 的影响很少有研究关注.所以在前处理阶段怎样设 计包络体来形成修复区域是一个亟待解决的工程 问题.1再制造零件可视化损伤边界关键数据提取1.1基于曲率特征的损伤边界粗提取针对零件表面可视化损伤边界提取,可以采用 逆向工程中基于点云数据特征分块提取的思路.首 先计算点云中每个点的曲率,然后基于估算的曲率 阈值提取损伤区域的初始粗糙边界.应用专用设备获得零件的点云数据,如图1所 示.在散乱点云中取一个数据点O,提取O的A近 邻域点,然后利用最小二乘法将这A个点拟合成二 次曲面.求解二次曲面系数,利用空间曲面的性质 计算该点的平均曲率.最后通过比较平均曲率和曲 率阈值的大小对损伤零件点云进行分块提取从而确 定损伤区域.如果某点的平均曲率小于曲率阈值,表示该点处空间曲面较为平滑,为非边界特征点;若 大于曲率阈值,表示该点处空间曲面较为弯曲,为边52焊接学报第38卷特征点,予以提取.对损伤边界的粗提取结果如图2所示.图1试验件原始点云提取Fig. 1Extraction of original point cloud of specimen图3破损边界精提取Fig. 3 Accurate extraction of damage boundary对图1试验件,采用 方法提取损 .首先对原始点云数据进行损 粗提取,提出19 179 点,图2所示.取法矢夹角 #t h d60〇,提的损,包括13 852 点,如图3b.从图3中可 出,精提取结果中零横切的几条细小凹槽更加完善和精确.说明该方法对于细小的轮廓也有较好的适用性.1.3 界的关键 提取为了提取损 键特征 ,采用层思想,用一组 与点云截交,细的每一截的损伤轮廓点,如图4所示.图2损伤边界粗提取结果Fig. 2 Rough extraction of damage boundary1.2基于顶点法矢特征的损伤边界精提取点法矢夹角 可以用 量曲面法矢的变化.所以在粗提取的损 ,通过评价邻点法矢的变化 一次提 特征点.然后利用精提取的 特征点 更 确的零件破损.首先粗 点云中所有点的法向量值?,图3s所示.再搜索 点〇的&近邻域内所有点与O点的法矢夹角,并夹角点O的法矢夹角:通过比较法矢夹角#与夹角#d点是否在损 :提取的损 :图3b所示:图4点云分层切片处理Fig. 4 Layering and slicing of point cloud通过去噪、光、拟合 理,了损 域 层 的轮廓,每轮可以提 键几何尺.将按大 序,损 :的空间关键特征 :如图4所示,通过试验提第11期黄勇,等:基于激光熔覆的再制造零件可视化损伤修复区域规划53取了零件损 在长、宽、深度等方向的极限定形尺寸及定位信息.其中&方向的极限尺寸为72. 44 mm.实际测量 70. 80 mm,如图5.试验值与实 的绝对 1.64 mm,相对 2.31.图5提取尺寸与测量尺寸对比Fig. 5 Comparison between extraction dimensions and measurement dimensions2损伤修复区域规划研究2.1试验方法通过试验 修复 的几何特征对激光熔覆质量的 .试验釆用厚度10 mm的35做基材.如图6所示,首先在 加工了矩形凹槽做为损伤缺陷处理后的修复 ,凹槽深度4 mm.为了 凹槽坡口对冶金结合的 ,选择了 0〇,15〇,25〇,35〇和45〇五种坡口形式.其次,加 了25°坡口的椭圆和菱形 凹槽做为修复 ,形状对熔覆质量的 .再加上基材本身一共八种 试验,见 1.每种情况试验 .试验 的激光波长1 070〜1 080 nm.激光焦距600 mm,焦点光斑直径4 mm.采用负压式气载送图6熔覆试验样件Fig. 6 Cladding test samples表1试验设计Table 1Test des i gn试组G坡口角度#(。
激光再制造技术及应用
激光再制造技术及应用激光再制造技术是一种基于激光加工原理的先进制造技术,它通过激光束对材料进行精密加工和表面改性,从而实现对材料的再加工和利用。
随着科技的不断进步,激光再制造技术已经在各个领域得到广泛的应用,包括航空航天、汽车制造、医疗器械以及工业制造等领域。
本文将介绍激光再制造技术的基本原理、应用领域以及未来发展趋势。
一、激光再制造技术的基本原理激光再制造技术是一种利用激光束对材料进行精密加工和表面改性的制造技术。
其基本原理是利用激光的高能量密度和高聚焦度,将激光束聚焦到材料表面,通过激光与材料之间的相互作用,实现对材料的加工和改性。
激光再制造技术可以实现对金属、塑料、陶瓷等各种材料的加工,包括切割、焊接、热处理、表面涂层等多种加工工艺。
通过激光再制造技术,可以实现对材料表面的精密加工和表面改性,从而提高材料的性能和功能。
1. 航空航天领域在航空航天领域,激光再制造技术被广泛应用于航空发动机零部件的制造和修复。
利用激光再制造技术,可以实现对航空发动机叶片、涡轮叶片等零部件的快速修复和再制造,从而延长零部件的使用寿命,减少航空发动机的维护成本,提高航空发动机的性能和可靠性。
三、激光再制造技术的未来发展趋势1. 高效加工技术随着科技的不断进步,激光再制造技术将越来越注重高效加工技术的研究与应用,包括高功率激光器、高速激光扫描系统、高效加工工艺等方面的发展,以实现更高效、更精密的加工和表面改性。
2. 多材料加工技术未来的激光再制造技术将更加注重多材料加工技术的研究与应用,能够实现对金属、塑料、陶瓷等多种材料的精密加工和表面改性,从而满足多样化、高精度的加工需求。
3. 智能化制造技术未来的激光再制造技术将逐步发展智能化制造技术,包括智能装备、智能工艺、智能监控等方面的发展,以实现更智能、更灵活的制造和加工。
总结:激光再制造技术是一种具有广泛应用前景的先进制造技术,它可以实现对各种材料的精密加工和表面改性,从而提高材料的功能和性能。
激光再制造技术及应用
激光再制造技术及应用
激光再制造技术是一种利用激光能量进行材料加工和制造的新型技术。
它包括激光熔
化成型、激光固化成型、激光切割等多种方法,可以用于制造复杂形状的零部件、修复零
部件缺陷、延长工件的使用寿命等领域。
目前,激光再制造技术已经在航空航天、汽车、医疗、电子等领域得到广泛应用。
其中,航空航天领域是激光再制造技术的重要应用领域之一。
激光再制造技术可以用于制造
复杂形状的叶片、燃烧室、涡轮等零部件,使得其具有更高的耐热性和耐腐蚀性,提高了
航空发动机的性能。
汽车领域是另一个应用激光再制造技术的重要领域。
激光再制造技术可以用于生产自
由曲面的汽车外壳、涡轮增压器、发动机零部件等。
这些零部件的生产工艺繁琐,利用传
统方法难以实现,而激光再制造技术可以通过图像处理和自由形面控制技术,实现复杂零
部件的高效制造。
在医疗领域中,激光再制造技术可以用于制备人工关节、人工骨骼等医用材料。
激光
再制造技术可以根据患者的具体需要,制造非常复杂的骨骼和关节,提高手术的精确性和
成功率。
除了上述领域,激光再制造技术还可以用于制造机器人、精密仪器等高科技产品。
总之,激光再制造技术是一项极具潜力的新型制造技术。
它可以满足现代工业对高效、精确、环保的要求,为产业升级和创新提供了新的空间。
激光再制造技术及应用

激光再制造技术及应用一、激光再制造技术的原理激光再制造技术,是一种将激光熔化或烧结物质,以实现再制造的高精密度加工技术。
激光再制造技术的原理主要包括以下几个方面:1. 激光加热原理:激光是一种高能量密度的光束,可以在短时间内对材料进行快速加热,使其瞬间融化或烧结。
这种高能量密度和快速加热的特性,使得激光成为了再制造材料的理想加热源。
2. 材料再制造原理:通过激光对废旧材料进行加热,将其融化或烧结成新的形状,再利用这些材料来制造新的零部件或产品。
这种再制造的原理,可以大大减少资源的浪费,提高材料的利用率。
3. 三维打印原理:激光再制造技术通常与三维打印技术相结合,利用激光熔化或烧结粉末材料的方式,逐层堆积成所需的形状。
通过三维打印技术,可以实现复杂结构、高精度的零部件制造。
激光再制造技术在再制造领域具有明显的优势,主要表现在以下几个方面:1. 高精度加工:激光再制造技术可以实现高精度的加工,能够制造出复杂结构的零部件,满足不同行业的精密加工需求。
2. 节能环保:激光再制造技术可以大大减少原材料的消耗,降低废料排放,有利于保护环境和节约能源。
3. 灵活性强:激光再制造技术适用于各种材料,包括金属、塑料、陶瓷等,具有很高的加工范围和灵活性。
4. 成本效益高:激光再制造技术可以利用废旧材料进行再利用,节约了原材料的采购成本,提高了生产效率。
5. 个性化定制:激光再制造技术可以根据客户需求进行个性化定制,满足不同客户的特殊需求。
激光再制造技术已经在各个行业得到了广泛应用,主要包括以下几个领域:1. 航空航天领域:激光再制造技术可以制造具有复杂结构的航空零部件,提高了飞行器的性能和安全性。
2. 汽车制造领域:激光再制造技术可以制造汽车零部件,如发动机零部件、刹车系统零部件等,提高了汽车的性能和可靠性。
3. 医疗器械领域:激光再制造技术可以制造医疗器械,如人工关节、牙齿修复材料等,提高了医疗器械的精度和适配性。
激光再制造技术及应用
激光再制造技术及应用
激光再制造技术是一种基于激光加工原理的制造技术,通过激光束对材料进行加热和熔化,实现材料的再制造和改性。
激光再制造技术具有高效、灵活、精确、环保等优点,已经广泛应用于各个领域。
激光再制造技术的主要应用之一是激光熔覆。
激光熔覆是指将金属粉末喷射到基材表面,然后通过激光束对金属粉末进行加热和熔化,使其与基材表面相结合。
激光熔覆技术可以用于修复零部件的损坏部分,提高零部件的耐磨性和耐腐蚀性,延长零部件的使用寿命。
激光再制造技术还可以用于激光熔焊。
激光熔焊是指利用激光束将两个工件的表面加热和熔化,使其相互融合在一起。
激光熔焊技术可以用于制造零件的连接,特别适用于材料不同的零件连接。
激光再制造技术还可以应用于激光表面改性。
激光表面改性是指利用激光束对材料表面进行加热和熔化,然后通过迅速冷却使其形成硬化层、涂层或复合材料。
激光表面改性技术可以用于提高材料的硬度、耐磨性、耐腐蚀性和高温性能,改善材料的表面质量和使用性能。
除了上述应用外,激光再制造技术还可以用于激光切割、激光打孔、激光打标等。
激光再制造技术在汽车制造、航空航天、电子信息、医疗设备、家电制造等领域都有广泛的应用。
金研激光简介

沈阳金研激光再制造技术开发有限公司厂区占地11亩,生产区3500㎡, 办公环境优美,技术开发条件优良。汇聚了一大批专业技术人才,打造了专
业的研发团队,其中拥有博士导师两名、硕士三名、高级工程师三名,大专
及以上学历占比90%以上。
王茂才创建人 中国光学学会激光加工专业委员会常委、副主任。中国科学院金 属研究所研究员、博士生导师,国务院政府特殊津贴获得者。中国科 学院激光加工专家组成员,东北大学特聘教授,沈阳市与辽宁省科技 计划管理咨询专家。 主持完成国家自然科学基金,“973”、“863” 高科技项目,科技攻关项目、国防军工专项等一批项目。获国家发明 专利25余项,应用新型5项,发表学术论文国外刊物38篇,国内刊物 150余篇。获科技进步奖国家三等奖1项,中国科学院二等奖2项,三等 奖3项,辽宁省二等奖1项,全军二等奖2项,国防科工委二等奖3项, 空军三等奖2项,培养硕博50余人。
金研激光拥有2000W、3000W全固态激光焊接机各两台;4000W高功激光器一台;激光切割器一台;拥有等离子堆焊机 、超音速喷涂、等离子喷涂及大中型真空热处理设备。公司为工信部再制造 试点单位(燃气轮机方面国内唯一单位)。公司在燃气轮机热端部件方面已 形成具有自主知识产权的深修生产工艺,具有发明专利30余项。
王东生总经理 俄罗斯新西伯利亚国立师范大学毕业后从事激光加工行业二十余 年,熟练掌握激光加工、材料成型及机械设计等方面的技术,擅长俄 文翻译。自留学归来,作为高科技人才参加完成了国防科工委民口配 套项目五项,国家863项目一项,军工厂委托的合同项目十二项和国家 自然科学基金项目三项等。获得发明专利十一项,发表学术论文25篇。 2006年创办沈阳金研激光再制造技术开发有限公司,主持研发了 激光无损求原修复,微弧沉积涂层及设备的研发等新技术。
(2021)激光熔覆技术正式版PPT资料

左下方为激光熔覆层
上方为热喷涂层
激光熔覆和热喷涂金相组织图
激光熔覆-热喷涂
对于高强度材料,激光熔覆层与基体之间的结合强度是基体抗拉强度的90%, 对于强度较低的材料,熔覆层与基体之间的抗拉强度不低于基体抗拉强度
热喷涂涂层与基体之间的抗拉强度低于50N/mm²,一般情况下为20~30 N/mm²,所以热喷涂不适用于冲击和重载磨损的使用环境。
激光熔覆技术特点
• 激光加工过程中基体温升不超过 80℃,激光加工后热变形小。因此 适合强化或者修复一些高精度零件 或者对变形要求严格的零件。
• 激光熔覆技术可控性好,易实现自 动化控制,可以对几何形状复杂的 产品零部件进行修复,如涡轮动力 叶片等。
• 熔覆层与基体均无粗大的铸造组织, 熔覆层及其界面组织致密, 晶体 细小,无孔洞、夹杂、裂纹等缺陷, 金相组织如图 2 所示。
激光熔覆技术特点
• 激光熔覆复合层由底层、中间层 以及面层各具特点的梯度功能材 料组成(图 3),底层具有与基 体浸润性好、结合强度高等特点; 中间层具有一定强度和硬度、抗 裂性好等优点;面层具有抗冲刷、 耐磨损和耐腐蚀等性能,使修复 后的设备在安全和使用性能上更 加有保障。
• 激光熔覆技术可以任意仿形修复 和制造零件,熔覆层厚度可以按 需要达到预定的几何尺寸要求。
激光熔覆技术简介
上海炬辰激光技术有限公司
激光熔覆技术简介
l激光熔覆技术也叫做激光再制造技术、激光修复技术。
l激光熔覆技术是一种利用高能激光和纳米材料对各类零件进行合金强化 处理的新兴技术,处理后能够显著提高其表面硬度和耐磨性,延长零件 使用寿命,提高作业率,达到增产降耗的目的。
中国电力行业激光再制造现状
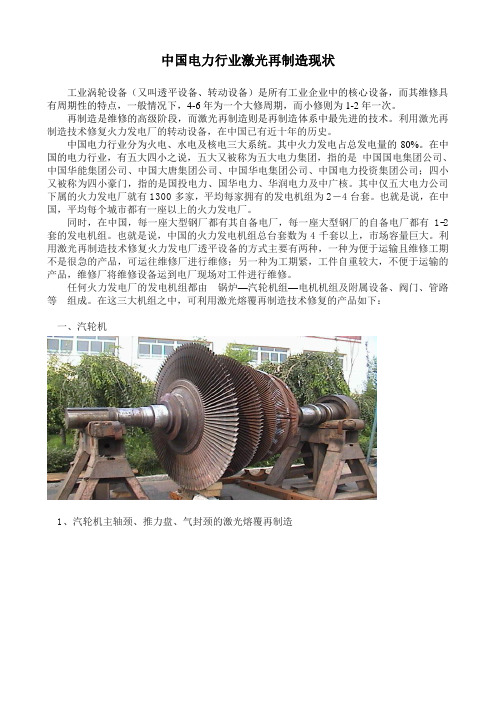
中国电力行业激光再制造现状工业涡轮设备(又叫透平设备、转动设备)是所有工业企业中的核心设备,而其维修具有周期性的特点,一般情况下,4-6年为一个大修周期,而小修则为1-2年一次。
再制造是维修的高级阶段,而激光再制造则是再制造体系中最先进的技术。
利用激光再制造技术修复火力发电厂的转动设备,在中国已有近十年的历史。
中国电力行业分为火电、水电及核电三大系统。
其中火力发电占总发电量的80%。
在中国的电力行业,有五大四小之说,五大又被称为五大电力集团,指的是中国国电集团公司、中国华能集团公司、中国大唐集团公司、中国华电集团公司、中国电力投资集团公司;四小又被称为四小豪门,指的是国投电力、国华电力、华润电力及中广核。
其中仅五大电力公司下属的火力发电厂就有1300多家,平均每家拥有的发电机组为2-4台套。
也就是说,在中国,平均每个城市都有一座以上的火力发电厂。
同时,在中国,每一座大型钢厂都有其自备电厂,每一座大型钢厂的自备电厂都有1-2套的发电机组。
也就是说,中国的火力发电机组总台套数为4千套以上,市场容量巨大。
利用激光再制造技术修复火力发电厂透平设备的方式主要有两种,一种为便于运输且维修工期不是很急的产品,可运往维修厂进行维修;另一种为工期紧,工件自重较大,不便于运输的产品,维修厂将维修设备运到电厂现场对工件进行维修。
任何火力发电厂的发电机组都由锅炉—汽轮机组—电机机组及附属设备、阀门、管路等组成。
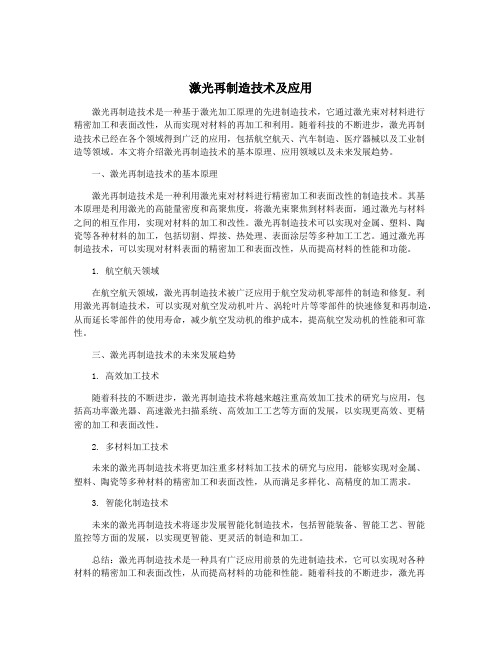
在这三大机组之中,可利用激光熔覆再制造技术修复的产品如下:一、汽轮机1、汽轮机主轴颈、推力盘、气封颈的激光熔覆再制造损伤的汽轮机主轴颈维修后的汽轮机主轴颈2、汽轮机动叶片的激光再制造损伤的汽轮机动叶片维修后的汽轮机动叶片3、汽轮机喷咀及隔板汽轮机喷咀损伤的汽轮机隔板维修后的汽轮机隔板4、汽轮机动叶的围带及铆钉损伤的汽轮机围带及铆钉维修后的汽轮机围带及铆钉5、汽轮机缸体中分面:现场激光熔覆再制造(未找到图片)二、发电机发电机的一般损伤均为主轴颈部位的磨损同时还有一些特殊位置的损伤,如导电螺钉引线孔维修前的导电螺钉引线孔维修后的导电螺钉引线孔三、锅炉部件主要以各型号的锅炉风机为主,主要损伤形式为主轴颈及风机叶片。
再制造激光熔覆层与基体结合强度试验方法及评定

再制造激光熔覆层与基体结合强度试验方法及评定1.引言1.1 概述在撰写长文《再制造激光熔覆层与基体结合强度试验方法及评定》之前,首先需要对文章进行概述。
本文旨在研究和探讨激光熔覆层与基体结合强度的试验方法及评定标准。
我们将通过实验和数据分析,评估激光熔覆层与基体结合的强度,并探讨这种结合强度评定的意义。
2.1节中,我们将介绍熔覆层制备方法和基体结合强度测试方法。
熔覆层制备方法将详细介绍使用激光熔覆技术制备熔覆层的过程和原理。
而基体结合强度测试方法将介绍通过相应实验手段进行强度测试的方法和步骤。
在2.2节中,我们将针对结合强度给出评定标准和方法。
通过定量的数据评估和分析,我们将根据实验结果对结合强度进行评定。
在结果分析和解释的部分,我们将解读并解释所得到的结合强度评定数据,以便更好地理解其含义和作用。
最后,在结论部分,我们将总结实验结果并讨论结合强度评定的意义。
通过该研究,我们有望为激光熔覆层与基体结合强度的试验方法与评定标准提供一种有效的方法,并为相关领域的研究和应用提供参考。
本文的研究对于进一步推动激光熔覆技术的发展以及在再制造领域的应用具有重要意义。
通过准确评估激光熔覆层与基体结合的强度,我们可以为相关工业领域提供新材料和新工艺的理论依据,并为产品的再制造提供有效的指导和支持。
文章结构部分的内容可以如下所示:1.2 文章结构本篇文章主要分为引言、正文和结论三个部分。
引言部分将首先对研究的背景和意义进行概述,接着介绍文章的结构和目的。
在概述中,将阐明再制造激光熔覆层与基体结合强度试验方法及评定的重要性和应用价值。
文章结构的介绍将让读者对文章的整体框架有一个清晰的了解。
正文部分将重点描述试验方法和评定标准。
试验方法部分将详细阐述熔覆层制备和基体结合强度测试的方法步骤、工艺参数和实验设备。
评定标准部分将介绍如何根据测试结果来评估再制造激光熔覆层与基体结合的强度,并对评定方法进行说明。
结论部分将总结实验结果,并针对结合强度评定的意义进行讨论和分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一代设备:大功率CO2激光成套设备 第二代设备:大功率全固态激光成套设备 第三代设备:大功率半导体直接输出
全智能激光成套设备
三、专业化发展与取得的成果
1、激光再制造成套设备:
第一代设备:大功率CO2激光成套设备 激光功率:2~10KW 激光波长:10.6微米 激光激光加工效率(5KW) 激光熔覆:0.05平方米(1毫米厚) 激光合金化:0.15平方米 激光相变强化:0.25平方米
二、激光再制造技术简介
激光熔覆技术——
激光熔覆技术为激光再制造技术的核心。 是指在被涂覆基体表面上,以不同的添料方式 放置选择的涂层材料,经激光辐照使之和基体 表面薄层同时熔化,快速凝固后形成稀 释度极低、与基体金属呈冶金结合的涂 层,从而显著改善基体材料表面的耐磨 、耐蚀、耐热、抗氧化等性能的工艺方 法。
17.6 14.2 81
59 50.2 85
二、激光再制造技术简介
激光熔覆技术特点: 2、基体材料在激光加工过程中仅表面微熔,微熔层为0.05-
0.1mm。基体热影响区极小,一般为0.1-0.2mm。
0.05-0.1mm 0.1-0.2mm
图一、激光熔覆热影响区示意图
激光熔覆热影响区是氩弧焊的十分之一。
二、激光再制造技术简介
激光作用物理过程
时间
激光束 过程
材料
冲击强化过程 激光能量的吸收过程
激光熔覆技术是利用大功率激光束聚集 能量极高的特点,瞬间将被加工件表面
微熔,同时使零件表面预置或与激光束 同步自动送置的合金粉完全熔化,获得
与基体冶金结合的致密覆层。
材料的加热过程
材料的融化与气化过程
材料的凝固过程 10-9 ~1光再制造技术简介
激光熔覆技术特点:
3、激光加工过程中基体温升不超过 80℃,激光加工后基本无热变形。
4、激光熔覆技术可控性好,易实现 自动化控制。
5、熔覆层与基体均无粗大的铸造组 织,熔覆层及其界面组织致密,晶体 细小,无孔洞、夹杂、裂纹等缺陷。
二、激光再制造技术简介
激光熔覆技术特点:
6、激光熔覆复合层组织由底层、 中间层以及面层组成的各具特点 的梯度功能材料,底层具有与基 体浸润性好、结合强度高等特点; 中间层具有一定强度和硬度、抗 裂性好等优点;面层具有抗冲刷、 耐磨损和耐腐蚀等性能,使修复 后的设备在安全和使用性能上更 加有保障。
激光熔覆复合层组织示意图
二、激光再制造技术简介
激光束与材料相互作用的物理过程
二、激光再制造技术简介
激光熔覆技术特点:
1、激光熔覆层与基体为冶金结合,结合强度不低于原基体 材料的90%。
样件种类
Σb(MPa)
σ0.2(MPa)
δ5(%)
Ak(J)
基材 50%熔覆层 50%基材
百分比/%
841
834
99 基材:2Cr13
676 665 98
金属粉:RCF-202
一、企业简介
煜宸公司目前拥有的核心技术团队包含国内外十 余名知名的激光领域专家,其中院士、研究员、博士 及博士生导师8人;同时,煜宸公司依托与中国科学 院上海光学精密 机械研究所、中科院南京先进激光技 术研究院、东北大 学先进激光技术研究院、南京大学 固体微结构物理国家重点实验室、北京工业大学激光 院、北京航空航天大学特种功能材料与表面技术重点 实验室、西北工业大学凝固技术国家重点实验室、沈 阳工业大学材料学院、沈阳航空航天大学航空制造工 艺数字化国防重点实验室、辽宁科技大学等知名科研 院所的科技与人才合作,共同主持或参与公司重点产 品的技术研发。
三、专业化发展与取得的成果
1、激光再制造成套设备: 第二代设备:全固态激光加工成套系统
激光功率:0.5~1.2KW 激光波长:1.06微米 激光加工效率:0.05平方米(0.3毫米) 使用范围:移动式现场加工
三、专业化发展与取得的成果
1、激光再制造成套设备: 第三代设备:半导体直接输出激光加工成套系统
二、激光再制造技术简介
激光再制造技术——
是一种先进修复技术,它集激光熔覆 加工工艺技术、激光熔覆材料技术和其他 多种技术于一体,不仅可以使损伤 的零部件恢复外形尺寸,还可以使 其使用性能达到甚至超过新品的水 平。而再制造成本只是新品的50%, 节能60%,节材70%,是重大工程装 备修复新的发展方向。
激光加工技术体系
激光熔覆专用激光设备
基本技术
激 光 加 工 技 术 体 系
相关技术
激光熔覆专用材料 激光熔覆专用工装设计与制造 激光熔覆工艺技术
强度计算与寿命评估技术 无损检测与缺陷判断技术 故障诊断与失效分析技术 行业机组技术 激光再制造技术标准
三、专业化发展与取得的成果
1、激光再制造成套设备: 专业研发、三代设备、千万资金投入。
激光再制造技术及典型应用
煜宸激光
2012.11
目录
一、企业简介 二、激光再制造技术 三、专业化发展与取得的成果 四、激光再制造技术的核心价值理念 五、激光再制造典型案例 六、其它业务
一、企业简介
煜宸激光是由激光技术领
域科技领军人才邢飞博士及其技术、经营团队 创立的、以激光成套装备、激光加工技术、激 光显示、激光测量及激光核心器件研发与生产 为主营业务高科技集团公司。主要从事激光显 示技术、半导体及全固态激光器研发、激光再 制造、激光焊接、激光切割、激光打孔等技术 的开发和工业应用,以及激光加工成套装备的 研制和产业推广。是一家真正拥有自主知识产 权和核心技术的高科技企业,目标是打造成国 内外激光领域的具备国际竞争力的激光技术产 业集团。
二、激光再制造技术简介
激光淬火技术—— 是利用聚焦后的激光束入射到金属材料表面,使
其温度迅速升高到相变点以上,当激光移开后,由于 仍处于低温的内层材料的快速导热作用,使受热表层 快速冷却到马氏体相变点以下,进而实现工件的表面 相变硬化。 激光表面合金化技术——
是利用高能密度的激光束快速加热熔 化特性,使基材表层和添加的合金元素熔 化混合,从而改变金属表面层的化学成分、 组织和性能,形成以原基材为基的新的表 面合金层。