DINEN 10130
国外标准

国外标准目录一、美国二、国际标准化组织三、欧洲四、英国五、日本六、德国七、法国八、澳大利亚九、俄罗斯十、韩国十一、巴西十二、奥地利十三、意大利十四、罗马尼亚十五、瑞典十六、波兰一、美国美国常用标准如下:ASTM美国材料与试验协会SAE美国汽车工程师协会UNS美国SAE和ASTM的“金属与合金统一数字体系”ASME美国机械工程师协会AMS美国航空材料规范AWS美国焊接协会ACI美国合金铸造协会API美国石油协会ANSI美国国家标准协会MIL美国军工标准FED美国政府民用采购标准 AISI美国钢铁协会一般碳钢、低合金钢 ASTM A6A6为结构钢基础性标准,规定一般交货要求和棒、板、型等尺寸及允许偏差等。
牌号、化学成分按相应专业标准的规定,例如A36碳素结构钢,A131船用结构钢,A242低合金结构钢,A283低中强度碳素钢板,A328钢板桩,A529结构级碳锰钢、A678结构用淬回火碳钢和低合金钢,A786轧制花纹钢板,A871耐大气腐蚀钢板,A992建筑框架用结构型钢等标准,这些产品标准中均规定具体牌号、化学成分、工艺和力学性能和检验等。
二、国际国际标准化组织ISO三、欧洲标准欧洲标准有两种: Euronorm标准和EN标准。
四、英国英国常用标准:BS一英国标准;BSEN一采用欧洲标准后的英国标准。
五、日本日本常用标准为JIS标准,即日本工业标准委员会标准。
钢筋钢钢筋包括:热轧生产的光圆和异型钢筋。
光圆钢筋牌号:SR235和SR295。
异型钢筋牌号:SD295A,SD295B,SD345,SD390和SD490 JIS G3112六、德国德国常用标准(手册)如下:DIN一德国标准DIN EN一采用欧洲标准(EN)的德国标准DIN ISO一采用国际标准(ISO)的德国标准SEW一德国钢铁材料手册LW一德国航空材料手册WW一德国筑坝技术材料手册七、法国标准法国常用标准:NF—法国标准;NFEN—采用欧洲标准的法国标准。
EN10130-1999
Summary of pages
This document comprises a front cover, an inside front cover, the EN title page, pages 2 to 13 and a back cover.
This British Standard, having been prepared under the direction of the Engineering Sector Committee, was published under the authority of the Standards Committee and comes into effect on 15 February 1999
Kaltgewalzte Flacherzeugnisse aus weichen StaÈhlen
zum Kaltumformen Ð Technische
Lieferbedingungen (enthaÈlt AÈ nderung A1:1998)
This amendment A1 modifies the European Standard EN 10130:1991; it was approved by CEN on 1 May 1998.
耐中性盐雾性能的测试中文
van Laar-划痕雕刻 Clemen-划痕雕刻对于第二段引用的国际标准所对应的德国标准如下:ISO 1512 见 DIN EN ISO 15528ISO 1513 见 DIN EN ISO 1513ISO 1514 见DIN EN ISO 1514ISO 2808 见DIN ISO 2808ISO 3270 见 DIN ISO 23270ISO 3574 见 DIN 1623-1ISO 3696 见 DIN ISO 3696ISO 4628-1 见 DIN 53230,E DIN ISO 4823-1大众集团 按照DIN说明进行复制ISO 4628-2 见DIN 53209,E DIN ISO 4823-2ISO 4628-3 见DIN 53210,E DIN ISO 4823-3ISO 4628-4 见DIN ISO 4628-4,E DIN ISO 4823-4ISO 4628-4 见DIN ISO 4628-5,E DIN ISO 4823-5修改相对于DIN 53167:1985-12对如下内容进行了修改:等效采用国际标准ISO 7253:1996的规定。
无本质性的变动,因为以前的版本标准DIN 53167:1985-12对测试的描述在内容上与国际标准ISO 7253一致。
ISO 4628-8应采纳DIN 53176:1985-12对样板评价的描述,并计划作为欧洲标准(DIN EN ISO 4628-8)采用。
以前的版本DIN 53167:1972-08,1985-12国家的附录(NA)(资料性附录)国家之间的附录的文献指示DIN 53209,涂层气泡度的标志DIN 53210,涂层或类似的涂覆层的生锈标志DIN 53230,涂料和类似的涂覆层材料的检验——检验的分析结果鉴定系统DIN EN 10130 用于冷变型的低碳钢冷轧板——交货技术条件DIN EN 23270,清漆和色漆以及它们的材料——预处理和试验用的温度和湿度(ISO 3270:1984);德语版本EN 23270:1991DIN EN ISO 1513,清漆和色漆——用于进一步测试的取样的预测试和准备(ISO 1513:1992);德语版本EN ISO 1513:1994。
DINEN 10139

德国标准1997年12月DIN 德国工业标准协会。
未经DIN 德国工业标准协会同意,参考号:DIN EN ISO 0139:1997-12不得擅自复制本标准。
本标准授权Beuth Verlag GmbH发行。
欧洲标准 EN 10139 EUROPEAN STANDARD1997年11月ICS 77.140.50主题词:冷轧产品,带材,软钢,非合金钢,冷加工,划分,品种,供货状态,命名,性能,试验德文版用于冷加工的软钢制无镀层窄带材供货技术条件(ISO 1234:1997)本欧洲标准由CEN于1996年11月24日批准通过。
CEN的各成员单位有义务履行CEN/CENELEC的议事规程,在制定国家标准时不得修改本欧洲标准。
在中心秘书处或各CEN成员单位可查询最新的国家标准及其图书目录说明。
本欧洲标准有三个官方版本(德文,英文,法文)。
其他语言的版本则由CEN成员单位负责翻译成他们的母语并通知CEN中心秘书处,以保证它与官方版本内容的一致性。
CEN成员单位包括比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞士,瑞典,西班牙,及联合王国的国家标准研究所。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1997 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 10139:1997D 包括使用形式和方法。
第2页EN 10139:1997目录前言 (2)1 适用范围 (2)2 标准提示 (2)3 定义 (3)4 品种划分和供货状态 (3)5 命名 (3)6 要求 (3)6.1 制造方法和化学成分 (3)6.2 性能选择 (3)6.3 机械和工艺性能 (3)6.4 表面质量 (3)6.5 滑移线 (7)6.6 表面镀层资格 (7)6.7 焊接资格 (7)6.8 尺寸、质量、极限误差 (7)7 试验 (7)7.1 约定交货试验 ............................... 7 7.2 试验范围.. (7)7.3 抽样和试样准备试样件和试样 (7)7.4 要使用的试验方法 (7)7.5 重复试验 (7)8 标记 (7)9 上油 (7)10 包装 (8)11 订货说明 (8)12 赔偿要求 (8)附件A(标准性)测量垂直各向异性(r值) (8)附件B(标准性)测量硬化指数(n值) (10)附件C(信息性)所引用的欧洲标准相对的国家标准对应表 (11)前言本欧洲标准是由“扁平产品冷加工-质量、度量和特殊试验标准”技术委员会ECISS/TC13修订的,其秘书处设在IBN/BIN。
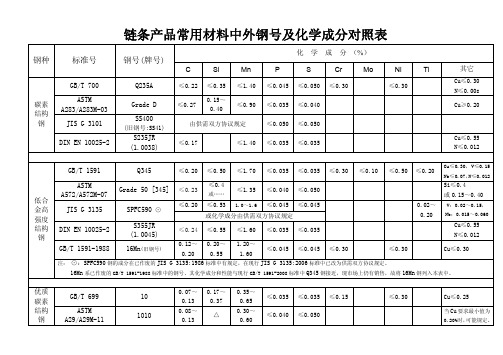
链条产品常用材料中外钢号及化学成分对照表(2012年3月修订)
钢种
标准号
钢号(牌号)
C
Si
Mn
化 学 成 分 (%)
P
S
Cr
Mo
Ni
Ti
碳素 结构 钢
GB/T 700
ASTM A283/A283M-03
JIS G 3101
DIN EN 10025-2
Q235A
Grade D
SS400
(旧钢号:SS41)
S235JR (1.0038)
优质 碳素 结构 钢
GB/T 699
20
ASTM A29/A29M-11
1020
JIS G 4051
S20C
DIN EN 10083-2 C22E(1.1151)
或 DIN 17204 ※
或 Ck22(1.1151)、 C22(1.0402) ※
0.17~ 0.23
0.18~ 0.23
0.18~ 0.23
P
≤0.030 ≤0.045
S
≤0.035 ≤0.045
Cr
Mo
Ni
≤0.40 ≤0.10 ≤0.40
Cr+Mo+Ni≤0.63
≤0.40 ≤0.10 ≤0.40 Cr+Mo+Ni≤0.63
其它
优质 碳素 结构 钢
GB/T 699 ASTM
A29/A29M-11 JIS G 4051
DIN EN 10083-2 或 DIN 17204 ※
DIN EN 10083-2
45
1045
S45C
C45E 或 Ck45 ※ (1.1191) C45 (1.0503)
0.42~ 0.50
DIN EN 10132-1-2000 热处理用冷轧窄钢带 交货技术条件 第1部分 总则

© DIN Deutsches Institut für Normung e.V. . Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet. Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ref. Nr. DIN EN 10132-1:2000-05Preisgr. 07Vertr.-Nr. 2307– Leerseite –EUROPEAN STANDARD NORME EUROPÉENNE EN 10132-1 Februar 2000ICS 77.140.10; 77.140.50Deutsche FassungKaltband aus Stahl für eine WärmebehandlungTechnische LieferbedingungenTeil 1: AllgemeinesCold rolled narrow steel strip for heat treatment – Technical delivery conditions – Part 1: General Feuillards laminés à froid pour traitement thermique –Conditions techniques de livraison – Partie 1: GénéralitésDiese Europäische Norm wurde von CEN am 3.Januar 2000 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der dieBedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung derStatus einer nationalen Norm zu geben ist.Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischenAngaben sind beim Zentralsekretariat oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch).Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortungdurch Übersetzung in seine Landessprache gemacht und dem Zentralsekretariat mitgeteiltworden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Dänemark, Deutschland,Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Niederlande, Norwegen,Österreich, Portugal, Schweden, Schweiz, Spanien, der Tschechischen Republik und demVereinigten Königreich.EUROPÄISCHES KOMITEE FÜR NORMUNGEuropean Committee for StandardizationComité Européen de NormalisationZentralsekretariat: rue de Stassart 36, B-1050 Brüssel©2000CEN – Alle Rechte der Verwertung, gleich in welcher Form und in welchem Verfahren,sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN 10132-1:2000 DY NCSeite 2EN 10132-1:2000InhaltSeiteVorwort . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Anwendungsbereich . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Normative Verweisungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Begriffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Einteilung und Bezeichnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34.1Einteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34.2Bezeichnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Bestellangaben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35.1Verbindliche Angaben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35.2Zusätzliche Angaben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Herstellverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46.1Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46.2Desoxidation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Anforderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.1Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.2Lieferart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.3Lieferzustand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.4Chemische Zusammensetzung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.5Mechanische Eigenschaften . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.6Gefüge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.7Oberflächenbeschaffenheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47.8Maße, Grenzabmaße und Formtoleranzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Prüfung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48.1Allgemeines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48.2Spezifische Prüfung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Probenahme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510Prüfverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510.1Chemische Zusammensetzung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510.2Zugversuch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 510.3Härteprüfung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 511Kennzeichnung, Verpackung und Schutz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 512Wiederholungsprüfungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5Anhang A (normativ)Zusatz- oder Sonderanforderungen . . . . . . . . . . . . . . . . . . . . . . . . 6Literaturhinweise. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6VorwortDiese Europäische Norm wurde vom Technischen Komitee ECISS/TC23 …Für eine Wärmebehandlung bestimmte Stähle, legierte Stähle und Automatenstähle – Gütenormen“ erarbeitet, dessen Sekretariat vom DIN gehalten wird.Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis August 2000, und etwaige entgegenstehende nationale Normen müssen bis August 2000 zurückgezogen werden.Diese Europäische Norm wurde im Rahmen eines Mandates, das dem CEN von der Europäischen Kommission und der Euro-päischen Freihandelszone erteilt wurde, erarbeitet. Diese Europäische Norm wird als eine unterstützende Norm zu anderen Anwendungs- und Produktnormen betrachtet, die selbst eine grundlegende Sicherheitsanforderung einer Richtlinie der Neuen Konzeption unterstützen und auf die vorliegende Europäische Norm normativ verweisen.Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen:Belgien, Dänemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Niederlande, Norwegen,Österreich, Portugal, Schweden, Schweiz, Spanien, die Tschechische Republik und das Vereinigte Königreich.Die Europäische Norm EN10132 …Kaltband aus Stahl für eine Wärmebehandlung – Technische Lieferbedingungen“ ist wie folgt unterteilt:Teil 1:Allgemeines;Teil 2:Einsatzstähle;Teil 3:Vergütungsstähle;Teil 4:Federstähle und andere Anwendungen.Seite 3 EN 10132-1:20001Anwendungsbereich1.1Der vorliegende T eil von EN10132 legt die allgemeinen technischen Lieferbedingungen für unlegiertes und legiertes Kaltband aus Stahl für eine Wärmebehandlung in Walz-breiten < 600mm fest.1.2In Sonderfällen können bei der Bestellung Abweichun-gen von oder Zusätze zu dieser Europäischen Norm zwischen Käufer und Lieferer vereinbart werden (siehe Anhang A).1.3Zusätzlich zu den Angaben dieser Norm gelten die allgemeinen technischen Lieferbedingungen nach EN 10021. 2Normative VerweisungenDiese Europäische Norm enthält durch datierte oder unda-tierte Verweisungen Festlegungen aus anderen Publikatio-nen. Diese normativen Verweisungen sind an den jeweiligen Stellen im Text zitiert, und die Publikationen sind nachste-hend aufgeführt. Bei datierten Verweisungen gehören spä-tere Änderungen oder Überarbeitungen dieser Publikationen nur zu dieser Europäischen Norm, falls sie durch Änderung oder Überarbeitung eingearbeitet sind. Bei undatierten Ver-weisungen gilt die letzte Ausgabe der in Bezug genommenen Publikation.CR 10260Bezeichnungssysteme für Stähle – ZusatzsymboleCR 10261Eisen und Stahl – Überblick über verfügbare chemische AnalysenverfahrenEN 10002-1Metallische Werkstoffe – Zugversuch – T eil1: Prüfver-fahren (bei Raumtemperatur)EN 10020Begriffsbestimmungen für die Einteilung der StähleEN 10021Allgemeine technische Lieferbedingungen für Stahl und StahlerzeugnisseEN 10027-1Bezeichnungssysteme für Stähle – Teil1: Kurznamen, HauptsymboleEN 10027-2Bezeichnungssysteme für Stähle – Teil2: Nummern-systemEN 10052Begriffe der Wärmebehandlung von Eisenwerkstoffen EN 10079Begriffsbestimmungen für StahlerzeugnisseEN 10132-2Kaltband aus Stahl für eine Wärmebehandlung – Tech-nische Lieferbedingungen – T eil2: EinsatzstähleEN 10132-3Kaltband aus Stahl für eine Wärmebehandlung – Tech-nische Lieferbedingungen – T eil3: VergütungsstähleEN 10132-4Kaltband aus Stahl für eine Wärmebehandlung – Tech-nische Lieferbedingungen – T eil4: Federstähle und andere AnwendungenEN 10140Kaltband – Grenzabmaße und FormtoleranzenEN 10204Metallische Erzeugnisse – Arten von Prüfbescheinigun-gen (enthält Änderung A1:1995)ENV 10247Metallographische Prüfung des Gehaltes nichtmetalli-scher Einschlüsse in Stählen mit Bildreihen EN ISO 377Stahl und Stahlerzeugnisse – Lage und Vorbereitung von Probenabschnitten und Proben für mechanische Prü-fungen (ISO377:1997)EN ISO 6507-1Metallische Werkstoffe – Härteprüfung nach Vickers –Teil 1: Prüfverfahren (ISO6507-1:1997)EN ISO6508-1Metallische Werkstoffe – Härteprüfung nach Rockwell –Teil1: Prüfverfahren (Skalen A, B, C, D, E, F, G, H, K, N, T) (ISO6508-1:1999)EURONORM 1031)Mikroskopische Ermittlung der Ferrit- oder Austenitkorn-größe von StählenISO 14284Steel and iron – Sampling and preparation of samples for the determination of chemical composition3BegriffeFür die Anwendung dieser Norm gilt zusätzlich zu den Begriffen in EN10020, EN10021, EN10052, EN10079, EN ISO377 und ISO14284 der folgende Begriff:3.1FertigungslosErzeugnisse gleicher Dicke, die aus derselben Schmelze stammen und die dem gleichen Wärmebehandlungszyklus unterzogen wurden4Einteilung und Bezeichnung4.1EinteilungDie Einteilung der jeweiligen Stahlsorten nach EN10020 ist in EN 10132-2, EN 10132-3 und EN 10132-4 angegeben. 4.2Bezeichnung4.2.1KurznamenFür die in dieser Europäischen Norm enthaltenen Stahlsor-ten sind die in den betreffenden T abellen von EN10132-2, EN10132-3 und EN10132-4 angegebenen Kurznamen nach EN 10027-1 und CR 10260 gebildet.4.2.2WerkstoffnummernFür die in dieser Europäischen Norm enthaltenen Stahlsor-ten sind die in den betreffenden T abellen von EN10132-2, EN10132-3 und EN10132-4 angegebenen Werkstoffnum-mern nach EN 10027-2 gebildet.5Bestellangaben5.1Verbindliche AngabenDamit der Lieferer den Anforderungen dieser Europäischen Norm entsprechen kann, muß der Besteller bei der Anfrage und Bestellung folgende Angaben machen:a)die zu liefernde Menge;b)die Benennung der Erzeugnisform (Kaltband);c)die Nummer der Maßnorm (EN 10140);d)die Maße, Grenzabmaße und Formtoleranzen und, fallszutreffend, die Kennbuchstaben für etwaige besondere Grenzabweichungen;e)Verweis auf diese Europäische Norm einschließlichNummer des entsprechenden Teiles;1)Bis zur Überführung dieser EURONORM in eine Euro-päische Norm darf – je nach Vereinbarung bei der Bestellung – entweder diese EURONORM oder eine ent-sprechende nationale Norm zur Anwendung kommen.Seite 4EN 10132-1:2000f)Kurzname oder Werkstoffnummer (siehe 4.2);g)Lieferzustand (siehe 7.3);h)falls verlangt, die Art der Prüfbescheinigung nachEN10204.BEISPIEL: 5 Tonnen Kaltband EN 10140-1,50x200GKEN 10132-2-16MnCr5+AEN 10204-2.2oder5 Tonnen Kaltband EN 10140-1,50x200GKEN 10132-2-1.7131+AEN 10204-2.25.2Zusätzliche AngabenEine Anzahl von zusätzlichen Angaben sind in dieser Euro-päischen Norm festgelegt und nachstehend aufgeführt. Falls der Besteller nicht ausdrücklich seinen Wunsch zur Berück-sichtigung einer dieser zusätzlichen Angaben äußert, mußder Lieferer nach den Grundanforderungen dieser Europäi-schen Norm liefern (siehe 5.1):a)etwaige Anforderungen an die Oberflächenbeschaffen-heit;b)etwaige Anforderungen hinsichtlich Ausführung derKanten;c)etwaige besondere Anforderungen hinsichtlich desBiegeversuchs (siehe 7.5);d)etwaige besondere Anforderungen in bezug auf die Korn-größe (siehe 7.6.1 und A.2);e)etwaige Anforderungen hinsichtlich nichtmetallischer Ein-schlüsse (siehe 7.6.2 und A.3);f)etwaige Anforderungen an die Rauheit der Oberfläche(siehe 7.7);g)etwaige Anforderungen hinsichtlich Etikettierung (sieheAbschnitt 11);h)etwaige besondere Anforderungen an die Kennzeich-nung (siehe Abschnitt 11);i)etwaige Anforderungen an die Abmessungen und dasGewicht der Rollen (siehe Abschnitt 11);j)etwaige Anforderungen an die Art der Verpackung (siehe Abschnitt 11);k)etwaige Anforderungen bezüglich Schutz während Transport und Handhabung (siehe Abschnitt 11);l)etwaige Anforderungen hinsichtlich Strichcode-Etikettie-rung (siehe Abschnitt 11);m)etwaiger Nachweis der Stückanalyse (siehe A.1).6 Herstellverfahren6.1AllgemeinesDas Verfahren zur Herstellung des Stahles und der Erzeug-nisse bleibt, mit den Einschränkungen nach 6.2, dem Her-steller überlassen.6.2DesoxidationAlle Stähle müssen beruhigt sein.7Anforderungen7.1AllgemeinesDer Hersteller ist für die Überwachung seiner Erzeugung im Hinblick auf die verschiedenen festgelegten Qualitätsanfor-derungen mittels seiner Einschätzung nach geeigneter Maß-nahmen verantwortlich.7.2LieferartDie Erzeugnisse sind nach Schmelzen oder T eilen der Schmelzen zu liefern. Die Anzahl der Schmelzen je Lieferung sind möglichst gering zu halten.7.3LieferzustandDie Erzeugnisse sind in einem bei der Anfrage und Bestel-lung zu vereinbarenden und in EN10132-2, EN10132-3 und EN 10132-4 angegebenen Lieferzustand zu liefern.7.4Chemische Zusammensetzung7.4.1SchmelzenanalyseDie chemische Zusammensetzung nach der Schmelzenana-lyse muß den Festlegungen in den betreffenden Tabellen von EN 10132-2, EN 10132-3 und EN 10132-4 entsprechen.7.4.2StückanalyseDie Grenzabweichungen der Stückanalyse von den für die Schmelzenanalyse festgelegten Grenzwerten (siehe 7.4.1) sind in betreffenden Tabellen von EN10132-2, EN10132-3 und EN 10132-4 festgelegt.7.5Mechanische EigenschaftenDie mechanischen Eigenschaften der Erzeugnisse müssen den Festlegungen in den betreffenden Tabellen von EN10132-2, EN 10132-3 und EN 10132-4 entsprechen.7.6Gefüge7.6.1KorngrößeFalls bei der Bestellung nicht anders vereinbart, bleibt die Korngröße dem Hersteller überlassen.Falls Feinkörnigkeit nach Referenzbehandlung verlangt wird, ist die Sonderanforderung nach A.2 zu bestellen.7.6.2Nichtmetallische EinschlüsseDie Stähle müssen einen der Edelstahlgüte entsprechenden Reinheitsgrad aufweisen. Der Reinheitsgrad darf bei der Bestellung vereinbart werden (siehe A.3).7.6.3RandentkohlungUnabhängig von der Wärmebehandlung dürfen alle Stähle in EN10132-3 mit Mindestkohlenstoffanteilen >0,50% und alle Stähle in EN10132-4 die in EN10132-3 und EN10132-4 niedergeschriebenen Grenzwerte nicht überschreiten.7.7OberflächenbeschaffenheitAlle Erzeugnisse müssen eine wie in EN10132-2, EN10132-3 und EN10132-4 beschriebene glatte Ober-fläche aufweisen.Anforderungen an die Rauheit können bei der Anfrage und Bestellung vereinbart werden.7.8Maße, Grenzabmaße und FormtoleranzenDie Nennmaße, Grenzabmaße und Formtoleranzen der Erzeugnisse müssen EN10140 entsprechen, außer wenn bei der Anfrage und Bestellung anders vereinbart. Grenz-abmaße der Breite nach EN10140 dürfen nicht für vergüte-tes Band (+QT) verlangt werden.8Prüfung8.1AllgemeinesDer Hersteller muß geeignete Verfahrenskontrollen und Prü-fungen durchführen, um sich selbst zu vergewissern, daß die Lieferung den Bestellanforderungen entspricht. Dies schließt zum Beispiel folgendes ein:–einen geeigneten Umfang für den Nachweis der Erzeug-nisabmessungen;–ein ausreichendes Ausmaß an visueller Untersuchung der Oberflächenbeschaffenheit der Erzeugnisse;–einen geeigneten Umfang und Art der Prüfung, um sicherzustellen, daß die richtige Stahlsorte verwendet wird.Seite 5 EN 10132-1:2000Art und Umfang dieser Nachweise, Untersuchungen und Prüfungen werden vom Hersteller unter Berücksichtigung des Grades der Übereinstimmung, der beim Nachweis des Qualitätsmanagementsystems ermittelt wurde, bestimmt. In Anbetracht dessen ist ein Nachweis dieser Anforderungen durch spezifische Prüfungen, falls nicht anders vereinbart, nicht erforderlich.8.2Spezifische Prüfung8.2.1Nachweis der mechanischen EigenschaftenDer Nachweis der mechanischen Eigenschaften muß in dem in den entsprechenden T abellen von EN 10132-2, EN 10132-3 und EN 10132-4 festgelegten Lieferzustand erfolgen.8.2.2Anzahl und Häufigkeit der PrüfungenDie Anzahl der Prüfungen muß mindestens eine je Ferti-gungslos betragen.9Probenahme9.1Bei der Probenahme und Probenvorbereitung sind die Angaben von EN ISO377 und ISO14284 zu beachten. Für die mechanischen Prüfungen gelten außerdem die Angaben in 9.2.9.2Die Probenabschnitte für den Zugversuch sind in hal-bem Abstand zwischen Längskante und Mittellinie zu ent-nehmen.Die Probenabschnitte sind den Erzeugnissen im Liefer-zustand zu entnehmen. Falls vereinbart, dürfen die Proben-abschnitte vor dem Richten entnommen werden. Bei Probenabschnitten, die für eine simulierende Wärmebehand-lung vorgesehen sind, müssen die Glüh- oder Härt- und Anlaßbedingungen vereinbart werden.10Prüfverfahren10.1Chemische ZusammensetzungDie zum Nachweis der chemischen Zusammensetzung anzuwendenden Verfahren sind bei der Bestellung unter Bezugnahme auf bestehende Europäische Normen zu ver-einbaren, falls diese verfügbar sind.10.2ZugversuchDer Zugversuch ist nach EN 10002-1 durchzuführen.10.3HärteprüfungDie Härteprüfung ist nach EN ISO6507-1 (Vickers) oder EN ISO6508-1 (Rockwell) durchzuführen.11Kennzeichnung, Verpackung und Schutz Der Hersteller muß die Erzeugnisse in geeigneter Weise kennzeichnen, damit es möglich ist, den Namen oder das Kurzzeichen des Herstellers, die Schmelzennummer, die Nennmaße und die Stahlsorte zu erkennen.Etwaige besondere oder zusätzliche Kennzeichnungen sind bei der Anfrage und Bestellung zu vereinbaren.Die inneren und äußeren Durchmesser der Rolle und die Art der Verpackung des zu liefernden Erzeugnisses sind bei der Bestellung zu vereinbaren.Die Erzeugnisse werden üblicherweise geölt geliefert. In die-sem Fall erhalten beide Seiten eine Schutzschicht aus Öl, das chemisch neutral, nicht trocknend sowie frei von Fremd-körpern sein muß und gleichmäßig aufzutragen ist, so daßdie Erzeugnisse unter üblichen Verpackungs-, Versand-, Ver-lade- und Lagerungsbedingungen innerhalb von drei Mona-ten nicht korrodieren.Wenn die Versand- oder Lagerungsbedingungen einen besonderen Korrosionsschutz erfordern, muß der Besteller den Hersteller bei der Bestellung entsprechend unterrichten. Die Ölschicht muß sich mit alkalischen Lösungen oder ande-ren üblichen Lösemitteln entfernen lassen.Die Art des Schutzöls kann besonders vereinbart werden. Strichcode-Etikettierung nach ENV 606 kann bei der Bestel-lung vereinbart werden.12WiederholungsprüfungenFür Wiederholungsprüfungen gilt EN 10021.Seite 6EN 10132-1:2000Anhang A(normativ)Zusatz- oder SonderanforderungenANMERKUNG: Eine oder mehrere der nachstehenden Zusatz- oder Sonderanforderungen sind anzuwenden, aber nur, wenn in der Bestellung so festgelegt. Soweit erforderlich, sind die Einzelheiten dieser Anforderungen zwischen Hersteller und Besteller bei der Bestellung zu vereinbaren.A.1StückanalyseZur Ermittlung der Elemente, für die für die betreffende Stahl-sorte Werte für die Schmelzenanalyse festgelegt sind, ist eine Stückanalyse je Schmelze durchzuführen.Die Probenahmebedingungen müssen ISO14284 entspre-chen. Im Streitfall über das Analyseverfahren ist die chemi-sche Zusammensetzung nach einem Referenzverfahren einer der in CR10260 aufgelisteten Europäischen Normen zu ermitteln.A.2FeinkornstahlDer Stahl muß bei Prüfung nach EURONORM103 eine Austenitkorngrößen-Kennzahl von 5 und größer haben. Wenn eine Abnahmeprüfung bestellt wird, ist auch zu verein-baren, ob diese Anforderung an die Korngröße durch Ermitt-lung des Aluminiumgehaltes oder metallographisch nach-gewiesen werden soll. Im ersten Fall ist auch der Aluminium-gehalt zu vereinbaren.Im zweiten Fall ist für den Nachweis der Austenitkorngröße eine Probe je Schmelze zu prüfen. Die Probenahme und die Probenvorbereitung erfolgen nach EURONORM 103.Falls bei der Bestellung nicht anders vereinbart, ist die Abschreckkorngröße zu ermitteln. Zur Ermittlung der Abschreckkorngröße wird wie folgt gehärtet:–Bei Stählen mit einem unteren Grenzanteil an Kohlenstoff ß 0,35%: (880 ± 10)°C 90 min/Wasser;–bei Stählen mit einem unteren Grenzanteil an Kohlenstoff > 0,35 %: (850 ± 10)°C 90 min/Wasser.Im Schiedsfall ist zur Herstellung eines einheitlichen Aus-gangszustandes eine Vorbehandlung 1150°C 30min/Luft durchzuführen.A.3Gehalt an nichtmetallischenEinschlüssenDer mikroskopisch ermittelte Gehalt an nichtmetallischen Einschlüssen muß bei Prüfung nach einem bei der Bestel-lung vereinbarten Verfahren (siehe zum Beispiel ENV10247) innerhalb der vereinbarten Grenzen liegen.LiteraturhinweiseENV606Strichcode-Etiketten für den Transport und die Handhabung von StahlproduktenENV10247Metallographische Prüfung des Gehaltes nichtmetallischer Einschlüsse in Stählen mit Bildreihen。
DINEN 10130
德国标准1999年2月DIN德国工业标准化协会, Berlin的同意才能进行。
第09价格组此标准由Beuth出版社GmbH, 10772 Berlin独家销售第2页DIN EN10130:1990-02标准国家标准附件NA(信息性)索引提示DIN V 17006-100钢铁命名系统——缩写名补充符号:德文版ECISS IC 10:1993SEP 1940*)用随机的粗糙度结构来测量钢制冷机轧扁平产品的算术中等粗糙度值Ra和最大值RPc 新址:钢铁出版社股份有限公司,信箱105164迪塞多夫40042欧洲标准EN 10130 EUROPEAN STANDARD1998年3月ISC 77.140..50 取代EN10130:1991主题词:钢铁产品,冷轧产品、材、软钢、冷加工、轧制、折边、供货状态,检验德文版由软钢制冷轧扁平产品用于冷加工供货技术条件(包含修改改本A1:1998)本欧洲标准于1991年2月20日为欧洲标准委员会(CEN)通过接受。
欧洲标准委员会成员国有义务遵从CEN/CENELEC 工作规程,该规程确定了许多条件,欧洲标准不对成员国标准作任何改动,是必须列明的。
CEN成员国如果有需要,可向中央秘书处索取这些带有图片文字说明的国家标准最新清单。
本欧洲标准共有三种正式版本(德,英,法)。
如果CEN成员国将上述版本翻译成本国文字,责任须自负,在通知了中央秘书处以后,译文与正式文本具有同等位置。
CEN成员国单位由下列国家的标准局组成:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙和英国。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1995 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 1014 9-2:1995D包括使用形式和方法。
en10131-1991冷成形用冷轧无涂层低
en10131-1991冷成形用冷轧无涂层低碳钢和高屈服极限的EN10130-1999.pdfEN10131-1991冷成形用冷轧无涂层低碳钢和高屈服极限的普通钢的扁平制品.尺寸和形状公差.pdfEN10131-1992.PDFEN10131-2006.pdfEN10132-1-2000热处理用冷轧窄钢带材.技术提交条件.第1部分_一般.pdfEN10132-2-2000热处理用冷轧窄钢带材.技术提交条件.第2部分_表面硬化钢.pdfEN10132-3-2000热处理用冷轧窄钢带材.技术提交条件.第3部分_淬火和回火.pdfEN10132-4-2000热处理用冷轧窄钢带材.技术提交条件.第4部分_弹簧钢和其它用途钢.pdfEN10136-1989黑色金属材料的化学分析.钢中镍的测定.火焰原子吸收分光光度测定法.pdfEN10139-1997冷成型加工用无涂层低碳钢制冷轧窄钢带.技术交货条件.pdfEN1014-1-1995木材防腐剂.沥青浸渍油以及用该油的浸渍木材.取样和分析.第1部分_沥青浸渍油取样法.pdfEN1014-2-1995木材防腐剂.沥青浸渍油以及用该油的浸渍木材.取样和分析.第2部分_跟踪分析用从浸渍木材中提取.pdfEN1014-3-1997木材防腐剂.沥青浸渍油以及用该油浸渍的木材.取样和分析方法.第3部分_杂酚油中苯芬花含量的测.pdfEN1014-4-1995木材防腐剂.煤焦浸渍油及用该油浸渍的木材.取样和分析.第4部分_煤焦浸渍油中水解萃取苯酚含量.pdfEN10140-1996冷轧窄钢带.尺寸和形状公差.pdfEN10142-2000.pdfEN10143-1993连续热镀钢板和钢带.极根尺寸和形状公差.pdfEN10147-1991.pdfEN10149-1-1995冷成型用高屈服点钢制热轧扁平产品.第1部分_一般交货条件.pdfEN10149-2-1995冷成型用高屈服点钢制热轧扁平产品.第2部分_热机械轧制钢的交货条件.pdfEN10149-3-1995冷成型用高屈服点钢制热轧扁平产品.第3部分_普通退火和轧制钢交货条件.pdfEN1015-1-1998圬工用灰浆的检验方法.第1部分_用筛分分析测定粒度分布.pdfEN1015-10-1999圬工用灰浆的检验方法.第10部分_固体灰浆干燥体密度的测定.pdfEN1015-11-1999圬工用灰浆的检验方法.第11部分_固体灰浆的弯曲拉伸强度和抗压强度的测定.pdfEN1015-12-2000圬工用灰浆的试验方法.第12部分_在基底物上硬化打底和涂抹灰浆的粘结强度的测定.pdfEN1015-17-2000圬工用灰浆的试验方法.第17部分_新凝灰浆中水溶性氯化物含量的测定.pdfEN1015-18-2002圬工用灰浆的检验方法.第18部分_测定硬化泥浆毛吸作用引起的水吸收系.pdfEN1015-19-1998圬工用灰浆的检验方法.第19部分_粉刷灰浆制固定灰浆的水蒸气渗透性的测定.pdfEN1015-2-1998圬工用灰浆的检验方法.第2部分_灰浆的取样和检验灰浆的制备.pdfEN1015-21-2002圬工用灰浆的检验方法.第21部分_测定底层灰浆与基材的兼容性.pdfEN1015-4-1998圬工用灰浆的检验方法.第4部分_用渗透器测定新鲜灰浆的粘度.pdfEN1015-6-1998圬工用灰浆的检验方法.第6部分_测定新鲜灰浆的粗密度.pdfEN1015-7-1998圬工用灰浆的检验方法.第6部分_测定新鲜灰浆的粗密度.pdfEN1015-9-1999圬工用灰浆的检验方法.第9部分_新鲜灰浆的可处理时间和可修正时间的测定.pdfEN10151-2002弹簧用不锈钢带材.交货技术条件.pdfEN10152-2003电解镀锌冷轧扁钢制品.交货技术条件.pdfEN10160-1999.PDFEN10160-1999厚度大于或等于6毫米的钢板制品的超声波检验(平面反射法).pdfEN10162-2003冷轧钢型材.交货技术条件.尺寸和横截面公差.pdfEN10163-1-2004热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第1部分_一般要求.pdfEN10163-2-2004热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第2部分_薄板和宽扁钢.pdfEN10163-3-2004热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第3部分_异型钢.pdfEN10164-2004经调质垂直于制品表在变形性能的钢制品.交货技术条件.pdfEN10165-1995非最终退火装态下合金钢制冷轧电工钢片和钢带.pdfEN10168-2004钢产品.检查文件.信息和描述表.pdfEN10169-1-1996连续有机涂层(带涂层)的钢板制品.第1部分_概述(定义,材料,极限偏差,试验法).pdfEN10169-2-2006.pdfEN10169-3-2003连续有机涂层(盘绕涂层)变平钢轧材.建筑物内部用品.pdfEN1017-1998用于制备饮用水的产品.半烧结的白云石.pdfEN10179-1989黑色金属材料的化学分析.钢中氮(微含量)的测定.光度法.pdfEN1018-1998用于制备饮用水的产品.碳酸钙.pdfEN10181-1989黑色金属材料的化学分析.钢中铅含量)的测定.火焰原子吸收分光光度测定法.pdfEN10184-1989钢铁材料的化学分析.钢内和铁内磷的测定.分光光度法.pdfEN10188-1989黑色金属材料的化学分析.钢铁中铬的测定.火焰原子吸收分光光度测定法.pdfEN102-1991.pdfEN1020-1997用风扇输送燃气和-或废气,不超过300kV额定热负载,非家用室内供暖的强对流气体燃烧热气发生器.pdfEN10200-1991钢铁冶炼材料的化学分析.钢中硼含量的测定.分光光度法.pdfEN10202-2001.pdfEN10204-2004.pdfEN10204-2004冶金产品.检验文件型式.pdfEN10205-1992.pdfEN10207-2005简单的压力容器用钢材.薄钢板,带钢和棒钢的交货技术条件.pdfEN10208-1-1997易燃液体或气体用管道钢管.交货技术条件.第1部分_要求等级为A的管.pdfEN10208-2-1996易燃液体或气体用管道钢管.交货技术条件.第2部分_要求等级为B的管.pdfEN10209-1996.pdfEN1021-1-2006家具.装璜家具易燃性的评估.第1部分_火源_燃着的香烟.pdfEN1021-2-2006家具.室内装璜家具易燃性的评估.第2部分_火源_等同于火柴的煤气火焰.pdfEN10210-1-1994非合金结构钢和精粒结构钢制的钢构件用热成型空心型件.第1部分_交货技术要求.pdfEN10210-2-2006.pdfEN10211-1995钢铁材料的化学分析.钢和铁中钛含量测定.火焰原子吸收光谱测定法.pdfEN10212-1995生铁材料的化学分析.用分光光度法测定钢和铁中的砷含量.pdfEN10213-1-1995压力容器用铸钢的交货技术条件.第1部分_概述.pdfEN10213-2-1995压力容器用铸钢的交货技术条件.第2部分_室温和高温下使用的钢种.pdfEN10213-3-1995压力容器用铸钢的交货技术条件.第3部分_低温下使用的钢种.pdfEN10213-4-1995压力容器用铸钢的交货技术条件.第4部分_奥氏体和奥氏体铁素钢种.pdfEN10216-1-2002压力载荷用无缝钢管.交货技术条件.第1部分_具有室温下规定性能的非合金钢管.pdfEN10216-2-2002压力载荷用无缝钢管.交货技术条件.第2部分_具有较高温度下规定性能的非合金和合金钢管.pdfEN10216-3-2002压力载荷用无缝钢管.交货技术条件.第3部分_细粒合金钢管.pdfEN10216-4-2002压力载荷用无缝钢管.交货技术条件.第4部分_具有低温下规定性能的非合金和合金钢管.pdfEN10216-5-2004压力无缝钢管.交货技术条件.无缝钢管.pdfEN10217-1-2002压力载荷用焊接钢管.交货技术条件.第1部分_具有室温下规定性能的非合金钢管.pdfEN10217-2-2002压力载荷用焊接钢管.交货技术条件.第2部分_具有较高温度下规定性能的电焊非合金和合金钢管.pdfEN10217-3-2002压力载荷用焊接钢管.交货技术条件.第3部分_细粒合金钢管.pdfEN10217-4-2002压力载荷用焊接钢管.交货技术条件.第4部分_具有低温下规定性能的电焊非合金钢管.pdfEN10217-5-2002压力载荷用焊接钢管.交货技术条件.第5部分_具有较高温度下规定性能的埋弧焊接非合xx和合xx钢.pdfEN10217-6-2002压力载荷用焊接钢管.交货技术条件.第6部分_具有低温下规定性能的埋弧焊接非合金钢管.pdfEN10217-7-2005压力用途焊接钢管.交货技术条件.不锈钢管.pdfEN10218-1-1994钢丝和线材产品.概述.第1部分_检验方法.pdfEN10218-2-1996钢丝和线材产品.概述.第2部分_线材尺寸和公差.pdfEN10219-1-1997.pdfEN10219-1-1997非合金结构钢和细晶粒结构钢的冷成形结构空心型材.第1部分_交货技术要求.pdfEN10219-2-1997.pdfEN10219-2-1997非合金结构钢和细晶粒结构钢的冷成形结构空心型材.第2部分_公差,尺寸和分段性能.pdfEN1022-2005.PDFEN1022-2005居室家具.可就坐的家具.稳定性测试.pdfEN10220-2002无缝钢管.单位长度尺寸重量通用表.pdfEN10221-1995热轧钢棒和线材的表面质量等级.交货技术条件.pdfEN10222-1-1998压力容器用钢锻件.第1部分_自由成型锻件的一般要求.pdfEN10222-2-1999-AC-2000.pdfEN10222-2-1999压力容器用钢锻件.第2部分_特定高温性能的铁素体和马氏体钢.pdfEN10222-3-1998压力罐用钢制锻件.第3部分_低温下有确定性能的镍钢.pdfEN10222-4-1998压力罐用钢制锻件.第4部分_高膨胀极限适于焊接的微粒结构钢.pdfEN10222-5-1999-AC-2000.pdfEN10222-5-1999压力容器用钢锻件.第5部分_马氏体、奥氏体和奥氏体铁素体不锈钢.pdfEN10223-1-1997栅栏用钢丝和钢丝制品.第1部分_锌和锌合金涂层的有刺钢丝.pdfEN10223-2-1997栅栏用钢丝和钢丝制品.第2部分_农业,隔离和栅栏用六角网目钢丝编织物.pdfEN10223-3-1997栅栏用钢丝和钢丝制品.第3部分_建筑用带六角网目的钢丝编织物.pdfEN10223-4-1998栅栏用钢丝和钢丝制品.第4部分_栅栏用钢丝焊接的格网.pdfEN10223-5-1998栅栏用钢丝和钢丝制品.第5部分_栅栏用钢丝铰链网格和结节网格.pdfEN10223-6-1998栅栏用钢丝和钢丝制品.第6部分_栅栏用正方形网目的钢丝编织物.pdfEN10223-7-2002栏栅用钢丝和钢丝制品.第7部分_栏栅用焊接钢丝板条.pdfEN10224-2005.pdfEN10225-2001固定近海结构的可焊接结构钢.技术交货条件.pdfEN10226-1-2004.pdfEN10226-3-2005.PDFEN10228-1-1999.PDFEN10228-1-1999钢锻件的无损检验.第1部分_磁粉探伤.pdfEN10228-2-1998.pdfEN10228-2-1998钢锻件的无损检验.第2部分_渗透检验.pdfEN10228-3-1998.pdfEN10228-3-1998钢制锻件的无损检验.第3部分_铁氧体钢制或马氏体钢制锻件的超声波试验.pdfEN10228-4-1999.pdfEN10228-4-1999钢锻件的无损检验.第4部分_奥氏和奥氏铁氧体非合金钢锻件的超声波检验.pdfEN1023-1-1996办公室家具.隔断墙板.第1部分_尺寸.pdfEN1023-2-2000办公室家具.隔断墙板.第2部分_机械安全要求.pdfEN1023-3-2000办公室家具.隔断墙板.第3部分_试验方法.pdfEN10230-1-1999钢丝钉.第1部分_一般用途的散装钉.pdfEN10238-1996结构钢制经自动喷射和自动涂层处理的产品.pdfEN1024-1997不连续铺设用粘土屋顶砖.几何特性测定.pdfEN10240-1997钢管用内部和-或外部防护涂层.通过在自动设备中热浸镀锡进行的涂层的规定.pdfEN10241-2000螺纹钢管.pdfEN10242-1994可锻铸铁制螺纹管件.pdfEN10243-2-1999钢热模锻件.尺寸公差.第2部分_在水平锻造机器上的顶锻.pdfEN10244-1-2001钢线和钢线产品.钢线上的有色金属涂层.第1部分_一般规则.pdfEN10244-2-2001钢线和钢线产品.钢线上的有色金属涂层.第2部分_锌和锌合金涂层.pdfEN10244-3-2001钢线和钢线产品.钢线上的有色金属涂层.第3部分_铝涂层.pdfEN10244-4-2001钢线和钢线产品.钢线上的有色金属涂层.第4部分_锡涂层.pdfEN10244-5-2001钢线和钢线产品.钢线上的有色金属涂层.第5部分_镍涂层.pdfEN10244-6-2001钢线和钢线产品.钢线上的有色金属涂层.第6部分_铜,青铜和黄铜涂层.pdfEN10245-1-2001钢线和钢线产品.钢线上的有机涂层.第1部分_一般规则.pdfEN10245-2-2001钢线和钢线产品.钢线上的有机涂层.第2部分_PVC涂层线.pdfEN10245-3-2001钢线和钢线产品.钢线上的有机涂层.第3部分_PE涂层线.pdfEN10245-4-2003钢丝和钢丝产品.钢丝上的有机涂层聚脂涂覆钢丝.pdfEN10246-1-1996钢管的无损检测.第1部分_证明密封性用无缝和焊接铁磁钢管(埋弧焊除外)的自动电磁检验.pdfEN10246-10-2000钢管的无损检验.第10部分_缺陷探测用自动熔融电弧焊接钢管焊缝的放射线检验.pdfEN10246-11-2000钢管的无损试验.第11部分_表面缺陷探测用的无缝和焊接钢管的液体渗透试验.pdfEN10246-12-2000钢管的无损检验.第12部分_表面缺陷探测用无缝和焊接铁磁钢管的磁粉探伤.pdfEN10246-13-2000钢管的无损检验.第13部分_无缝和焊接(埋弧焊除外)钢管的自动全周超声波测厚检验.pdfEN10246-14-1999钢管的无损试验.第14部分_无缝和焊接钢管(埋头焊接除外)叠层缺陷检测的自动超声波试验.德文.pdfEN10246-15-2000钢管的无损检验.第15部分_用于检测层状缺陷的焊接钢管生产时用的带材-板材的自动超声波检验.pdfEN10246-16-2000钢管的无损检验.第16部分_层状缺陷检测用焊接钢管焊缝区域的自动超声波检验.pdfEN10246-17-2000钢管的无损检验.第17部分_层状缺陷检测用无缝和焊接钢管管端的超声波检验.pdfEN10246-18-2000钢管的无损检验.第18部分_层状缺陷检测用无缝和焊接铁磁钢管管端的磁粉探伤.pdfEN10246-2-2000钢管的无损试验.第2部分_证明液压渗漏紧密性的无缝和焊接(埋弧焊接除外)的奥氏体和铁素体-奥.pdfEN10246-3-1999钢管的无损试验.第3部分_无缝和焊接钢管(埋弧焊接除外)缺陷检测的自动涡电流试验.德文版本EN.pdfEN10246-4-1999钢管的无损检验.第4部分_横向不完整性检测用铁磁无缝钢管的自动全外围磁换能器检验-磁漏检验.pdfEN10246-5-1999钢管的无损检验.第5部分_纵向不完整性检测用铁磁无缝和焊接(埋弧焊接除外)钢管的自动全外围.pdfEN10246-6-1999钢管的无损试验.第6部分_无缝钢管横向缺陷探测的自动全周长超声波试验.pdfEN10246-7-2005钢管的无损检测.第7部分_证明长度误差用整个管圆周上无缝和焊接铁磁钢管(埋弧焊除外)的自动.pdfEN10246-8-1999钢管的无损试验.第8部分_电焊钢管焊缝径向缺陷探测的自动超声试验.pdfEN10246-9-2000钢管的无损试验.第9部分_径向和-或横向缺陷探测用的埋弧焊钢管的自动超声试验.pdfEN10248-1-1995非合金钢制热轧板桩.第1部分_交货技术条件.pdfEN10248-2-1995非合金钢制热轧板桩.第2部分_极限尺寸和外形公差.pdfEN10249-1-1995非合金钢制冷成型板桩.第1部分_交货技术条件.pdfEN10249-2-1995非合金钢制冷成型板桩.第2部分_极限尺寸和外形公差.pdfEN10250-1-1999通用工程用开式模锻钢件.第1部分_一般要求.pdfEN10250-2-1999通用工程用开式模锻钢件.第2部分_非合金质量级钢和特种钢.pdfEN10250-3-1999通用工程用开式模锻钢件.第3部分_特种合金钢.pdfEN10250-4-1999通用工程用开式模锻钢件.第4部分_不锈钢.pdfEN10251-1997磁性材料.测定电工钢片和电工钢带几何特性值的方法.pdfEN10252-1997磁性材料.中等频率下电工钢片和电工钢带的磁性测量的方法.pdfEN10253-1-1999对焊管配件.第1部分_一般用途和无特定检验要求的锻造碳钢.pdfEN10254-1999闭模锻造的钢锻件.通用技术交货条件.pdfEN10255-2004.pdfEN10256-2000钢管的无损检验.1级和2级检验师的合格证明及能力.pdfEN10257-1-1998.pdfEN10257-1-1998电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第1部分_地下铺设的电缆.pdfEN10257-2-1998.pdfEN10257-2-1998电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第2部分_海底电缆.pdfEN10258-1997冷轧不锈钢窄带材和剪切长度.极限尺寸和外形公差.pdfEN10259-1997冷轧不锈钢宽带材和薄板.极限尺寸和外形公差.pdfEN1026-2000门窗.透气率.试验方法.pdfEN10263-1-2001冷镦和冷挤压的钢杆材、棒材和线材.第1部分_一般交货技术条件.pdfEN10263-2-2001冷镦和冷挤压的钢杆材、棒材和线材.第2部分_冷处理后不用于热处理的钢的交货技术条件.pdfEN10263-3-2001冷镦和冷挤压的钢杆材、棒材和线材.第3部分_表面硬化钢的交货技术条件.pdfEN10263-4-2001冷镦和冷挤压的钢杆材、棒材和线材.第4部分_淬火和回火钢的交货技术条件.pdfEN10263-5-2001冷镦和冷挤压的钢杆材、棒材和线材.第5部分_不锈钢的交货技术条件.pdfEN10264-1-2002钢丝和钢丝产品.绳索用钢丝.第1部分_一般要求.pdfEN10264-2-2002钢丝和钢丝产品.绳索用钢丝.第2部分_一般绳索用的冷拉非合金钢丝.pdfEN10264-3-2002钢丝和钢丝产品.钢丝绳用钢丝.第3部分_3_重型装置用圆形和异型非合金钢丝.pdfEN10264-4-2002钢丝和钢丝产品.绳索用钢丝.第4部分_不锈钢钢丝.pdfEN10265-1995磁性材料.确定机械性能和磁性能的薄钢板和带钢的要求.pdfEN10266-2003.pdfEN10267-1998由热变形温度产生的沉淀硬化铁氧-珠光体钢.pdfEN10268-1998微型合金钢制冷变形用高延展极限冷轧平面产品.交货技术要求.pdfEN10269-1999具有特殊高温和-或低温性能的紧固件用钢和镍合金.pdfEN10269.pdfEN1027-2000门窗.水密性.试验方法.pdfEN10270-1-2001机械弹簧用钢丝.第1部分_铅淬火冷拉制非合金钢丝.pdfEN10270-2-2001机械弹簧用钢丝.第2部分_油淬火和回火弹簧钢丝.pdfEN10270-3-2001机械弹簧用钢丝.第3部分_不锈钢弹簧钢丝.pdfEN10271-1998带电解分离锌-镍(ZN)涂层的平面钢制品.交货技术条件.pdfEN10272-2000压力设备用不锈钢棒材.pdfEN10273-2000规定高温性能的压力容器用热轧可焊钢棒.pdfEN10274-1999金属材料.重量坠落试验.pdfEN10275-1999金属材料.管环液压压力试验.pdfEN10276-1-2000铁素体材料的化学分析.钢铁中氧的含量测定.第1部分_氧测定用钢样品的抽样和制备.pdfEN10277-1-1999.PDFEN10277-1-1999光亮钢产品.技术交货条件.第1部分_总则.pdfEN10277-2-1999.PDFEN10277-2-1999光亮钢产品.技术交货条件.第2部分_一般工程用钢.pdfEN10277-3-1999.PDFEN10277-3-1999光亮钢产品.技术交货条件.第3部分_快削钢.pdfEN10277-4-1999.PDFEN10277-4-1999光亮钢产品.技术交货条件.第4部分_表面硬化钢.pdfEN10277-5-1999.PDFEN10277-5-1999光亮钢产品.技术交货条件.第5部分_回火和淬火钢.pdfEN10278-1999.pdfEN10278-1999光亮钢产品的尺寸和公差.pdfEN10279-2000热轧钢管道.形状,尺寸,质量公差.德文版本EN10279_2000.pdf EN1028-1-2002消防泵.带起动注油器的消防离心泵.第1部分_分类、总则和安全要求.pdfEN1028-2-2002消防泵.带起动注油器的消防离心泵.第2部分_总则和安全要求的检定.pdfEN10280-2001磁性材料.使用单片试验机测量电工钢板和带钢的磁性的方法.pdfEN10282-2001磁性材料.测定电工钢板和带钢表面绝缘电阻的试验方法.pdfEN10283-1998耐蚀钢铸件.pdfEN10284-2000聚乙烯(PE)管系统用带压缩端的可锻铸铁配件.pdfEN10288-2002.pdfEN10289-2002.pdfEN10290-2002.pdfEN10291-2000金属材料.单轴蠕变拉伸试验.试验方法.pdfEN10293-2005一般工程用钢铸件.pdfEN10294-1-2005机制空心棒.技术交货条件.第1部分_非合金和合金钢.pdfEN10295-2002耐热钢铸件.pdfEN10296-1-2003机械和一般工程用焊接圆钢管.交货技术条件.第1部分_非合金及合金钢管.pdfEN10296-2-2005机械工程和一般工程用焊接圆钢管.交货技术条件.第2部分_不锈钢.pdfEN10297-1-2003机械和一般工程用无缝圆形钢管.交货条件技术.非合金和合金钢管.pdfEN10297-2-2005机械和一般工程用无缝钢管.交货技术条件.第2部分_不锈钢.pdfEN10298-2005岸上和海底管路用钢管和管件.水泥灰浆内衬.pdfEN103-1991.pdfEN10301-2003岸上及海底管道用钢管及配件.非腐蚀性气体的输送用减少摩擦的内涂层.pdfEN10302-2002耐蠕变的镍和钴合金钢.pdfEN10303-2001在中等频率使用的薄磁性钢片材和带材.pdfEN10304-2001继电器用磁性材料(钢铁).pdfEN10305-1-2002(Incldue Corrigendum1).pdfEN10305-1-2002.pdfEN10305-1-2002精密装置用钢管.交货技术条件.第1部分_无缝冷拉管.pdfEN10305-2-2002精密装置用钢管.交货技术条件.第2部分_焊接冷拉管.pdfEN10305-3-2002精密装置用钢管.交货技术条件.第3部分_焊接冷分级管.pdfEN10305-4-2003精密仪器用钢管.交货技术条件.液压和气动系统用无缝冷拉管.pdfEN10305-5-2003精密仪器用钢管.交货技术条件.焊接和冷精加工的方形矩形钢管.pdfEN10305-6-2005精密仪器用钢管.交货技术条件.液压和气动系统用焊接冷拉管材.pdfEN10306-2001钢铁.带平行法兰和IPE梁的H梁的超声检验.pdfEN10307-2001无损检验.厚度等于或大于6mm的奥氏体和奥氏体铁素不锈钢板制品的超声检验(反射式探伤法).pdfEN10308-2001无损检验.钢棒的超声检验.pdfEN10311-2005.pdfEN10312-2002.pdfEN10318-2005.pdfEN10319-1-2003金属材料.拉伸应力松弛试验.试验机规程.pdfEN1032-2003机器振动.测定可移动机器整体振动的试验方法.概述.pdfEN10323-2004钢丝和钢制品.轮胎钢丝.pdfEN10324-2004钢丝和钢丝制品.软管加筋钢丝.pdfEN10326-2004结构钢的持续热浸镀带材和薄板.交货技术条件.pdfEN10327-2004冷成形低碳钢持续热浸涂覆带材和片材.交货技术条件.pdfEN10328-2005铁和钢.表面加热测定常规深度和硬度.pdfEN10329-2006.pdfEN10330-2003.pdfEN10331-2003.pdfEN10332-2003.pdfEN10333-2005.pdfEN10334-2005.pdfEN10335-2005.pdfEN1034-1-2000机械安全.纸制造和整饰机器的设计和结构的安全要求.第1部分_共同要求.pdfEN1034-13-2005.pdfEN1034-14-2005.pdfEN1034-3-1999机械安全.纸制造和整饰机器的设计和结构的安全要求.第3部分_卷纸机、切纸机和压纸机.pdfEN1034-4-2005.pdfEN1034-5-2005.pdfEN1034-6-2005.pdfEN1034-7-2005.pdfEN10342-2005磁性材料.电工钢片、带材和层压板材表面绝缘的分类.pdfEN1035-1998制革机.带移动板的制革机.安全性要求.pdfEN1036-1999建筑业中用玻璃.室内用涂银浮法玻璃制镜子.pdfEN1037-1995机器的安全性.避免意外起动.pdfEN1038-1995识别卡系统.电信应用.集成电路卡付费电话.pdfEN104-1991.pdfEN1040-1997化学消毒剂和抗菌药及杀毒药作用(基础试验).检验方法和要求(第1期).pdfEN1041-1998.pdfEN1041-1998医疗产品生产者提供的信息.pdfEN1043-1-1995金属材料焊接的破坏试验.硬度试验.第1部分_电弧焊接的硬度试验.pdfEN1043-2-1996金融材料焊接的破坏试验.硬度试验.第2部分_焊接连接的显微硬度试验.pdfEN1044-1999硬焊接.填充材料.pdfEN1045-1997硬焊.硬焊用熔剂.分类和交货技术条件.pdfEN1047-1-2005安全存储单元.耐火试验的分类和方法.第1部份_数据保险箱.pdfEN1047-2-1999安全存储单元.耐火试验的分类和方法.第2部份_数据空间和数据容器.pdfEN1048-1998热交换器风冷液体冷却器_干冷塔_.功率确定用检验方法.pdfEN1049-2-1993.pdfEN105-1991.pdfEN1050-1996机器安全性.风险评定用原理.pdfEN1051-1-2003建筑玻璃.玻璃块和玻璃铺面.第1部分_定义和说明.pdfEN1052-1-1998圬工的检验方法.第1部分_抗压强度的测定.pdfEN1052-2-1999圬工的检验方法.第2部分_弯曲拉伸强度的测定.pdfEN1052-3-2002圬工的检验方法.第3部分_初始剪切强度的测定.pdfEN1052-4-2000圬工的试验方法.第4部分_包括防潮层的剪切强度的测定.pdfEN1052-5-2005圬工的试验方法.第5部分_粘结扭转法测定粘结强度.pdfEN1053-1995塑料管道系统.无压力情况下使用的热塑管道系统.防水性的检验方法.pdfEN1054-1995塑料管道系统.建筑物内污水排放下水道用热塑管道系统.连接件气密性检验方法.pdfEN1055-1996塑料管道系统.建筑物内排水管用热塑制管道系统.可载温度负荷的检验方法.pdfEN1056-1996塑料管道及保护管系统.塑料管及管件.暴露在室外的自然风蚀法.pdfEN1057-1996铜和铜合金.卫生装置和暖气设备上的水管道和气管道用铜制无缝圆管.pdfEN1058-1995木制材料.机械性能和粗密度特性值的测定.pdfEN106-1991.pdfEN1060-1-1995.pdfEN1060-1-1995非侵入式血压计.第1部分_一般要求.pdfEN1060-2-1995非侵入式血压表.第2部分_机械血压表的补充要求.pdfEN1060-3-1997.pdfEN1060-3-1997非侵入式血压表.第3部分_电机血压表的补充要求.pdfEN1060-4-2004.pdfEN1062-1-2004漆和涂料.外部砖石和混凝土用涂层材料和涂层系统.第1部分_分类.pdfEN1062-11-2002涂料和清漆.外部砖石和混凝土用涂层材料和涂层系统.第11部分_检验前的状态调节方法.pdfEN1062-3-1998漆和涂料.外部矿物地基和混凝土用涂层材料和涂层系统.第3部分_液态水渗透系数的测定和分类(渗.pdfEN1062-6-2002涂料和清漆.外部砖石和混凝土用涂层材料和涂层系统.第6部分_二氧化碳渗透性的测定.pdfEN1063-1999建筑物用玻璃.安全玻璃.防弹玻璃的试验和分类.pdfEN1064-2005健康信息学.标准通信协议.计算机辅助心电图仪.pdfEN1065-1998可拉伸调节的钢结构支撑件.产品规范,设计以及通过计算和试验的评定.pdfEN1067-1997胶粘剂.试样的制备和检验.pdfEN1068-2005健康信息学.编码系统的注册.pdfEN1069-1-20002米高或更高的水滑道.第1部分_安全要求和试验方法.pdfEN1069-2-19992米高或更高的水滑道.第2部分_说明.pdfEN107-1980窗户的试验方法.机械试验.pdfEN1071-1-2003高级工业陶瓷.陶瓷覆层的试验方法.第1部分_用触针式轮廓测定仪测定陶瓷覆层厚度.pdfEN1071-2-2002高级工程陶瓷.陶瓷覆层的试验方法.第2部分_用环形研磨法测定覆层厚度.pdfEN1071-3-2005.pdfEN1072-1995胶合板.建筑用胶合板.弯曲性能说明.pdfEN1073-1-1998放射性污染防护服.第1部分_防护固体颗粒放射性污染的通气式防护服的要求和检验方法.pdfEN1073-2-2002放射性污染防护服.第1部分_防护固体颗粒放射性污染的不通气式防护服的要求和检验方法.pdfEN1074-1-2000供水用阀门.适用性要求和专用检查试验.第1部分_一般要求.pdfEN1074-3-2000供水用阀门.适用性要求和专用检查试验.第3部分_止回阀.pdfEN1074-4-2000供水用阀门.适用性要求和专用检查试验.第4部分_空气阀.pdfEN1074-5-2001供水阀门.适用性要求和适配试验.第5部分_控制阀门.pdfEN1075-1999木结构.试验方法.冲孔金属板紧固件连接接头.pdfEN1076-1997工作场所环境.气体和蒸气测定用抽吸附物质管.pdfEN1078-1997自行车赛车手的防护帽和滑板及轮滑鞋使用者的防护帽.pdfEN108-1980.pdfEN1080-1997幼儿用冲击防护帽.pdfEN1081-1998弹性铺地织物.电阻测定.pdfEN1082-1-1996防护服.防止手用刀造成剪伤和刺伤用的手套和套袖.第1部分_金属环编织的手套和套袖.pdfEN1082-2-2000防护服.防止被手持刀具割伤和刺伤用的手套和手臂保护物.第2部分_非链环铠甲式的手套和手臂保.pdfEN1082-3-2000防护服.防止被手持刀具割伤和刺伤用的手套和手臂保护物.第3部分_编织物,皮革和其它编织材料的.pdf。
DINEN 10139

德国标准1997年12月DIN 德国工业标准协会。
未经DIN 德国工业标准协会同意,参考号:DIN EN ISO 0139:1997-12不得擅自复制本标准。
本标准授权Beuth Verlag GmbH发行。
欧洲标准 EN 10139 EUROPEAN STANDARD1997年11月ICS 77.140.50主题词:冷轧产品,带材,软钢,非合金钢,冷加工,划分,品种,供货状态,命名,性能,试验德文版用于冷加工的软钢制无镀层窄带材供货技术条件(ISO 1234:1997)本欧洲标准由CEN于1996年11月24日批准通过。
CEN的各成员单位有义务履行CEN/CENELEC的议事规程,在制定国家标准时不得修改本欧洲标准。
在中心秘书处或各CEN成员单位可查询最新的国家标准及其图书目录说明。
本欧洲标准有三个官方版本(德文,英文,法文)。
其他语言的版本则由CEN成员单位负责翻译成他们的母语并通知CEN中心秘书处,以保证它与官方版本内容的一致性。
CEN成员单位包括比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞士,瑞典,西班牙,及联合王国的国家标准研究所。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1997 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 10139:1997D 包括使用形式和方法。
第2页EN 10139:1997目录前言 (2)1 适用范围 (2)2 标准提示 (2)3 定义 (3)4 品种划分和供货状态 (3)5 命名 (3)6 要求 (3)6.1 制造方法和化学成分 (3)6.2 性能选择 (3)6.3 机械和工艺性能 (3)6.4 表面质量 (3)6.5 滑移线 (7)6.6 表面镀层资格 (7)6.7 焊接资格 (7)6.8 尺寸、质量、极限误差 (7)7 试验 (7)7.1 约定交货试验 ............................... 7 7.2 试验范围.. (7)7.3 抽样和试样准备试样件和试样 (7)7.4 要使用的试验方法 (7)7.5 重复试验 (7)8 标记 (7)9 上油 (7)10 包装 (8)11 订货说明 (8)12 赔偿要求 (8)附件A(标准性)测量垂直各向异性(r值) (8)附件B(标准性)测量硬化指数(n值) (10)附件C(信息性)所引用的欧洲标准相对的国家标准对应表 (11)前言本欧洲标准是由“扁平产品冷加工-质量、度量和特殊试验标准”技术委员会ECISS/TC13修订的,其秘书处设在IBN/BIN。
EN10130-2006冷成形用低碳钢冷轧钢板和钢带交货技术条件

EN 10130:2006(E)冷成形用低碳钢冷轧钢带及钢板交货技术条件1 范围本欧洲标准适用于轧制宽度≥600mm、最小厚度为0.35mm(除在订货和询价时商定为≤3mm外)、以薄板、带卷、窄带卷或产自窄带卷或纵切薄板的定尺板交货的冷成形用冷轧非涂层低碳钢扁平产品。
该标准不适用于冷轧窄带材(轧制宽度<600mm)和涉及下列标准的冷轧扁平产品:-冷轧非晶粒取向磁力薄钢板和钢带(EN 10106):-磁路用半工艺钢带(EN 10126和EN 10165);-成卷黑钢板(EN 10205);-冷成形用高屈服强度钢冷轧扁平产品(EN 10268);-冷成形用冷轧非涂层非合金软钢窄带材(EN 10139);-搪瓷用冷轧低碳钢扁平产品(EN 10209)。
2 参考标准在采用本标准时需采用以下参考标准。
对于标注日期的标准,只采用引用的版本;对于未注明日期的标准,采用其最新版本(包括修订版)。
EN l0002-1,金属材料一拉力试验一第1部分:室温下的试验方法EN l0020,钢种的分类和定义EN l0021,钢和铁产品的一般交货技术要求EN l0027-1,钢的命名体系一第1部分:钢名EN l0027-2,钢的命名体系一第2部分:数字体系EN l0049,金属扁平产品的粗糙度平均值Ra和峰值RPc的测量EN l0079:1992,钢产品定义EN 10131,冷成型用冷轧非涂层、冷轧电镀锌或电镀锌-镍低碳高强度钢扁平产品- 尺寸和外形公差EN l0204,金属产品-检验文件类型EN ISO 377,钢和钢产品- 力学试验用样品和试样的位置和制备(ISO 377:1997)EN ISO 14284,钢和铁- 化学成分测定用样品的取样和制备(ISO 14284:1996)ISO 10113,金属材料- 薄板和带材- 塑性应变比的测定ISO 10275,金属材料- 薄板和带材- 拉伸应变硬化指数的测定3 术语和定义本欧洲标准条款1中的冷轧扁平产品术语和定义即为EN 10079:1992中所列。
德国工业标准DIN简介
德国工业标准DIN简介1.德国标准化委员会DIN(Deutsches Institut fǖr Normung)简介1917年5月18日德国工程师协会设立“通用机械制造标准委员会”,同年12月制订单程并改名为“德国工业标准委员会”(NADI),标准则以“D1”标准为标志。
1919年3月用“DIN (Deutsches Industrid-Norm)”代替了“DI标准”的标志。
1926年冬名称改为“德国标准化委员会DIN”,1975年联邦德国政府与DIN机构签订了一项协议,承认DIN是联邦德国和柏林的标准化主管机构,从事制订德国工业标准,并代表政府参加国际标准化活动。
1990年7月5日民主德国与IDN为创立标准联盟达成协议,1990年10月3日DIN重新成为全德国的标准化组织。
2.DIN标准与欧洲标准EN和国际标准ISO的关系德国是欧洲标准化委员会CEN(European Committee for Standardixation)的18个成员国之一,DIN在CEN中起着重要的作用,CEN中有三个之一的技术委员会秘书国由德国担任。
DIN在制、修订标准时不断考虑到国际上和欧洲的动向,所以其经营的标准化项目数量也是逐年变化。
在1984年DIN的标准化项目中有5%是国际标准化项目,12%是欧洲标准化项目,83%纯粹是本国国家标准,到1994年国际标准化和纯德国标准化部分各占25%,(Europaeische 而欧洲标准化部分则为50%。
随着时间推移越来越多的欧洲标准ENSNorms)已被德国采用作为新的DIN EN标准而取代了原来的DIN标准,如德国现有200将达到多个钢铁产品标准中有近一半采用了欧洲标准,预计再过5~6年欧洲标准ENS 20,000个,这意味着23000个DIN标准中有20,000个是经过欧洲协调好的。
在欧洲标准EN决通过时,采用加权票计数,德有拥有10票,是CEN成员国中拥有加权票数最多的国家之一。
DINEN10139版本(中)1997.12用以冷加工软钢制无镀层窄带材供货技术条件

修改 对 DIN 16124:1987-06 标准作了下述的改动:
a) 钢钟划分符合 DIN EN 10130 的匹配 b) 修改了钢钟命名 c) 限制了轧制宽度在 600 毫米以下的带材使用范围。 d) 删除了深冲要求; e) 采纳了垂直各向异性(r 值)和硬化指数 n 值(见表格 1 以及附件 A 和 B)。
德国标准
1997 年 12 月
用以冷加工软钢制无镀层窄带材 供货技术条件
德文版 EN 10139:1997
DIN EN 10139
ICS 77.140.50 用以冷加工软钢制窄带材无镀层 供货技术条件 德文版 EN 10139:1997
对 DIN1624:1987-06 的补令
德国版 EN10139 具有德国标准的法律地位。
1 适用范围
1.1 本欧洲标准适用于成卷窄带材,其轧制宽度< 600 毫米,也适用于由带材经纵剪生产的窄条材, 其厚度至 10 毫米,由软钢、非合金钢和合金钢制 成,用于冷加工,见表格 1。
1.2 本欧洲标准不适用于冷加工和表面处理,但不 适用于淬火硬度和调质。
- 冷轧非颗粒结构定向电工板材和带材 (EN10106);
异性(r 值) ···························8 附件 B(标准性)测量硬化
指数(n 值)··························· 10 附件 C(信息性)所引用的欧洲标准
相对的国家标准对应表 ············ 11
BS_EN_10130-2006_冷成形的冷轧低碳钢平板制品.技术交付条件(中文版)

冷成形的冷轧低碳钢平板制品—技术交付条件
前言(略)
本欧洲标准由 CEN 于 2006 年 10 月 28 日批准通过。
目录
序言................................................................................................................... 3 1范围 ............................................................................................................... 4 2 标准参考资料 ........................................................................................... .. 4 3 术语和定义 ...................................................................................................5 4 表示符号 ...................................................................................................... 5 5 要求 ..............................................................................................................5 5.1 炼钢和制造过程 ............................................................. ............. .............5 5.2 去氧化 .......................................................................................................5 5.3化学成分 ....................................................................................................5 5.4 交货条件.....................................................................................................6 5.5 机械性能....................................................................................................6 5.6 表面特征 ...................................................................................................6 5.6.1 综述....................................................................................................... 6 5.6.2 表面质量................................................................................................ 6 5.6.3 表面处理 ............................................................................................. 7 5.7 拉伸机应变痕.......................................................................................... 7 5.7.1 综述..................................................................................................... 7 5.7.2 光整产品 ......................................................................................... ... 8 5.7.3 非光整产品........................................................................................ .8 5.8 表面可涂覆性 ............................................................................. ....... ...8 5.9 焊接性能 .................................................................................................8 5.10 尺寸和形状公差 .......................................................... ............ ............8 6 测试 ............................................................................................................8 6.1综述 ............................................................................................................8 6.2 检测单元................................................................................................. 8 6.3 测试编号....................................................................................................8 6.4 取样............................................................................................................8 6.5 测试方法................................................................................................... 9 6.6 重复检测.............................................................................................. .....9 6.7 检测文件....................................................................................................9 7 标记..............................................................................................................9 8 包装 ................................................................................. ............. ............9 9 纠纷..............................................................................................................9 10 询价和定单中采购商应该提供的信息 ........................................... .......10 参考文献 .................................................................. ............. ........... ............12
DINEN 10130

德国标准1999年2月© DIN德国工业标准化协会 任何形式的复印包括摘要,只有获得DIN德国工业标准化协会, Berlin的同意才能进行。
第09价格组此标准由Beuth出版社GmbH, 10772 Berlin独家销售第2页DIN EN10130:1990-02标准国家标准附件NA(信息性)索引提示DIN V 17006-100钢铁命名系统——缩写名补充符号:德文版ECISS IC 10:1993SEP 1940*)用随机的粗糙度结构来测量钢制冷机轧扁平产品的算术中等粗糙度值Ra和最大值RPc 新址:钢铁出版社股份有限公司,信箱105164迪塞多夫40042欧洲标准EN 10130 EUROPEAN STANDARD1998年3月ISC 77.140..50 取代EN10130:1991主题词:钢铁产品,冷轧产品、材、软钢、冷加工、轧制、折边、供货状态,检验德文版由软钢制冷轧扁平产品用于冷加工供货技术条件(包含修改改本A1:1998)本欧洲标准于1991年2月20日为欧洲标准委员会(CEN)通过接受。
欧洲标准委员会成员国有义务遵从CEN/CENELEC 工作规程,该规程确定了许多条件,欧洲标准不对成员国标准作任何改动,是必须列明的。
CEN成员国如果有需要,可向中央秘书处索取这些带有图片文字说明的国家标准最新清单。
本欧洲标准共有三种正式版本(德,英,法)。
如果CEN成员国将上述版本翻译成本国文字,责任须自负,在通知了中央秘书处以后,译文与正式文本具有同等位置。
CEN成员国单位由下列国家的标准局组成:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙和英国。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1995 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 1014 9-2:1995D包括使用形式和方法。
DIN EN 10130-2007

February 2007
DIN EN 10130
ICS 77.140.50
D
Supersedes DIN EN 10130:1999-02
Cold rolled low carbon steel flat products for cold forming – Technical delivery conditions English version of DIN EN 10130:2007-02
A&I-Normenabonnement - Siemens AG - Kd.-Nr.986345 - Abo-Nr.00851257/007/001 - 2007-05-25 09:13:02
EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION EUROPÄISCHES KOMITEE FÜR NORMUNG
This European Standard was approved by CEN on 28 October 2006. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Central Secretariat or to any CEN member. This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Central Secretariat has the same status as the official versions. CEN members are the national standards bodies of Austria, Belgium, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
DINEN 10139
德国标准1997年12月DIN 德国工业标准协会。
未经DIN 德国工业标准协会同意,参考号:DIN EN ISO 0139:1997-12不得擅自复制本标准。
本标准授权Beuth Verlag GmbH发行。
欧洲标准 EN 10139 EUROPEAN STANDARD1997年11月ICS 77.140.50主题词:冷轧产品,带材,软钢,非合金钢,冷加工,划分,品种,供货状态,命名,性能,试验德文版用于冷加工的软钢制无镀层窄带材供货技术条件(ISO 1234:1997)本欧洲标准由CEN于1996年11月24日批准通过。
CEN的各成员单位有义务履行CEN/CENELEC的议事规程,在制定国家标准时不得修改本欧洲标准。
在中心秘书处或各CEN成员单位可查询最新的国家标准及其图书目录说明。
本欧洲标准有三个官方版本(德文,英文,法文)。
其他语言的版本则由CEN成员单位负责翻译成他们的母语并通知CEN中心秘书处,以保证它与官方版本内容的一致性。
CEN成员单位包括比利时,丹麦,德国,芬兰,法国,希腊,爱尔兰,冰岛,意大利,卢森堡,荷兰,挪威,奥地利,葡萄牙,瑞士,瑞典,西班牙,及联合王国的国家标准研究所。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1997 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 10139:1997D 包括使用形式和方法。
第2页EN 10139:1997目录前言 (2)1 适用范围 (2)2 标准提示 (2)3 定义 (3)4 品种划分和供货状态 (3)5 命名 (3)6 要求 (3)6.1 制造方法和化学成分 (3)6.2 性能选择 (3)6.3 机械和工艺性能 (3)6.4 表面质量 (3)6.5 滑移线 (7)6.6 表面镀层资格 (7)6.7 焊接资格 (7)6.8 尺寸、质量、极限误差 (7)7 试验 (7)7.1 约定交货试验 ............................... 7 7.2 试验范围.. (7)7.3 抽样和试样准备试样件和试样 (7)7.4 要使用的试验方法 (7)7.5 重复试验 (7)8 标记 (7)9 上油 (7)10 包装 (8)11 订货说明 (8)12 赔偿要求 (8)附件A(标准性)测量垂直各向异性(r值) (8)附件B(标准性)测量硬化指数(n值) (10)附件C(信息性)所引用的欧洲标准相对的国家标准对应表 (11)前言本欧洲标准是由“扁平产品冷加工-质量、度量和特殊试验标准”技术委员会ECISS/TC13修订的,其秘书处设在IBN/BIN。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德国标准1999年2月DIN德国工业标准化协会, Berlin的同意才能进行。
第09价格组此标准由Beuth出版社GmbH, 10772 Berlin独家销售第2页DIN EN10130:1990-02标准国家标准附件NA(信息性)索引提示DIN V 17006-100钢铁命名系统——缩写名补充符号:德文版ECISS IC 10:1993SEP 1940*)用随机的粗糙度结构来测量钢制冷机轧扁平产品的算术中等粗糙度值Ra和最大值RPc 新址:钢铁出版社股份有限公司,信箱105164迪塞多夫40042欧洲标准EN 10130 EUROPEAN STANDARD1998年3月ISC 77.140..50 取代EN10130:1991主题词:钢铁产品,冷轧产品、材、软钢、冷加工、轧制、折边、供货状态,检验德文版由软钢制冷轧扁平产品用于冷加工供货技术条件(包含修改改本A1:1998)本欧洲标准于1991年2月20日为欧洲标准委员会(CEN)通过接受。
欧洲标准委员会成员国有义务遵从CEN/CENELEC 工作规程,该规程确定了许多条件,欧洲标准不对成员国标准作任何改动,是必须列明的。
CEN成员国如果有需要,可向中央秘书处索取这些带有图片文字说明的国家标准最新清单。
本欧洲标准共有三种正式版本(德,英,法)。
如果CEN成员国将上述版本翻译成本国文字,责任须自负,在通知了中央秘书处以后,译文与正式文本具有同等位置。
CEN成员国单位由下列国家的标准局组成:比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢森堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙和英国。
CEN欧洲标准委员会European Committee for Standardization中心秘书处:ru de Stassart 36, B-1050 Brüssel1995 CEN-CEN各成员单位将保留本标准的所有权利,参考号:EN 1014 9-2:1995D包括使用形式和方法。
第2页EN10130:1991+A1:1998目录前言 2 6.3 检验次数 51 使用范围2 6.4 取试样 52 标准提示 2 6.5 实施检验 53 定义 3 6.6 重复检验 54 命名 3 6.7 检验证书 55 要求 3 7 标记 55.1 钢熔炼法和产品制造法 3 8 包装 55.2 还原法 3 9 赔偿要求 55.3 化学万分 3 10 订货说明 55.4 供货状态 3 附件A(标准的)测定各向异性(值)75.5 性能选择 4 附件B(标准的)测定硬化指数值85.6 机械性能 4 附件C(信息的)所引欧罗标准相对5.7 表面质量 4 应的国家标准105.8 滑移线 4 附件D(信息的)可供比较钢的旧5.9 表面镀层的资格 4 版国家标准命名清单105.10 焊接资格 4 附件E(信息的)索引提示105.11 极限尺寸和形状误差 46 检验 46.1 概况 46.2 检验单元 4前言EN10130:1991+修改本1:1998是由“扁平产品冷加工——质量、度量和特殊检验标准”技术委员会ECISS/TC13修订的,它的秘书处是在IBN。
修改欧洲标准EN10130:1991必须取得国家标准的合法地位,或者发布一个相一致的正文,或者承认至1998.11,因为有点相抵触的国家标准到1998.11必须收回。
为3-5CEN/CENELEC议事日程相一致,国家标准研究院要求下列国家接受这个欧洲标准。
比利时、丹麦、德国、芬兰、法国、希腊、爱尔兰、冰岛、意大利、卢圣堡、荷兰、挪威、奥地利、葡萄牙、瑞典、瑞士、西班牙、捷克共和国和联合王国。
1、适用范围本欧洲标准适合冷轧扁平产品而不镀层,轧制宽度≥600mm,厚度0.35至——只要在订货时没有另外的约定——3mm软钢,它可以进行冷加工,将作为板材,宽带材,纵剪宽带材供货;或作为纵剪宽带材的窄条材或板材供货。
本标准不适合冷带材(轧制宽度<600mm),另外也不适用于冷轧扁平产品,因为它们都有自己的标准,例如用于下列产品:——冷轧非颗粒结构去向(定向)电工板材和电工带板(EN10106)——冷轧非终结退火电工带材(EN10126和EN10106)——冷轧极薄板(或卷),以生产白铁皮或生产电解专用镀络钢(EN10205)——焊接气瓶用带材和板材(EN1020)——热轧钢制扁平产品,具有高屈服点,可以进行冷加工(EN10149-1,EN10149-2和EN10149-3)——冷轧扁平产品,具有高屈服点可以进行冷加工(prEN10268)——软钢制冷带没镀层,可以进行冷加工(EN10139)——软钢制冷轧扁平产品,可以涂瓷漆(EN10209)——冷轧普通建筑钢2、标准提示本欧洲标准通过注明日期或不注明日期的提示,也包含了其他出版物的规定,这些标准提示都是引自正文的某些段落,而出版物是以后引用的。
如提示是注明日期的,即该出版物的今后修改或修订只属于该欧洲标准,倘若它的通过修改被补上的话。
如提示是不注明日期的,那说明涉及该出版物的最后版本才有效。
N 10002.1金属材质——拉力试验——部分1:检验方法(在室温情况下)EN 10002.2金属材质-拉力试验—部分2:检验拉力检测机的(拉)力测量装置EN 10002.4金属材质——拉力试验——部分4:检验长度变化测量装置,用单轴应力来检查EN 10020确定概念以划分钢(种)EN 10021钢和钢产品的供货技术一般条件EN 10027-1钢命名系统——部分1:缩写名,主要符号EN 10027-2钢命名系统——部分2:号码系统EN 10079确定钢产品的概念EN 10131冷轧扁平产品,没有镀层,由软钢制成,以及由钢制具有较高屈服点用以冷加工的冷轧扁平产品——极限尺寸和形状误差EN 10204钢和钢产品——检验证明书欧罗标准181取试样和准备剪切钢和钢产品的试样欧罗标准491测量冷轧扁平产品粗糙度,钢制无镀层CR 10260ECISSIC10—钢命名系统—缩写名补充符号3、定义为了使用本欧洲标准,按EN10079的定义适用于第1款中提到的冷轧扁平产品4、命名钢品种的缩写名是按EN10027-1和CR10260构成的,而材质编号是按EN10027-2构成的命名是由名称“板材”,“宽带钢”,“纵切宽带”或“窄条”组成,以及在提到的顺序中由——本欧洲标准号(EN10130+A1)——按表格1的钢品种的缩写名或材质号表面各类的标志字母(A:表面种类A;B:表第3页EN10130:1991+A1:1998面种类B)——表面规格标志字母(见表格1)组成命名例子:一种板材的命名由钢种DC01(1.0330),表面种类A (A),表面规格消光(m)组成;板材EN10130+A1-DC01-A-m或板材EN10130+A1-1.0330-A-m宽带材命名由钢种DC06(1.0873),表面种类B(B),表面规格光滑的(g):组成宽带材EN10130+A1-DC06-B-g或宽带材EN10130+1.0873-B-g5、要求5.1钢熔炼法和产品制造法只要在订货时没有其他的约定,那熔炼方法和产品制造方法是由制造厂商来选择的,而且会因要求而向订货者通报。
5.2还原法订钢种DC01时,制造厂商可选择还原法;而订DC03、DC04,DC05和DC06时,那将作为全镇静钢供货。
5.3化学成分表格工2说明了由熔炼分析得到的化学成分的最高值5.4供货状态5.4.1按照本标准,一般地说,产品应在冷再轧制后供货;在订货时如有特殊约定,也可以不再冷轧制而供货。
5.4.2一般情况下,产品是在上了油后供货的,在这种情况下,产品两面都有了一层油保护层,而此油应是化学上显中性,不干(不挥发)以及无异物,而且能涂得均匀。
这样产品在通常的馐,发货、装载和储存条件下在三个月之内不会锈蚀。
如果对发货或储存条件要求特殊防腐蚀保护的话,那订货者必须在订货时向制造厂商作相应的说明。
应当用碱性溶液或其他流行的溶剂清洗稀油层。
关于防腐油的种类可以特别约定。
如果订货者不希望产品表面上油,那必须在订货时用明确的正文加以说明。
注释:如产品订货时说明不上油,那制造厂商对腐蚀损坏该不负责。
此外,使用者还应当明白,在运输和加工时会有出现划伤或网纹的巨大危险。
1)直到你转换或欧洲标准之前,即可以使用提到的欧罗标准,也可以使用附件C清单中所列相应的国家标准,这就是为了本欧洲标准可以做的事。
第4页EN10130:1991+A1:19985.5性能选择按表格1和2的要求适用于本欧洲标准的产品。
订货时有特殊约定时,可以使供货的产品具备特殊资格以满足制造一定工件的需要;在这种情况下,可以商定最高报废允许率;那就不再进行核定机械性能的验收检验。
5.6机械性能按表格2的机械性能只适用于冷再轧状态(见5.8.2),这些机械性能适用于表格2中所说明的产品供使用之后的时间长度。
对于不是冷再轧的产品(见5.8.3),其机械性能应在订货时约定。
产品使用之时应及时向订货者道报该产品机械性能的有效期,DC01钢种的产品较长时间的储存会引起机械性能的改变,尤其会降低其冷加工的资格。
5.7表面质量5.7.1概况所谓表面质量就是表面的种类和规格,而在订货时应说明表面种类和表面规格。
对于不再冷轧的产品就不能要求表面种类B和一定的表面规格。
5.7.2表面种类产品的表面种类分成两大类,即A和B:——表面种类A缺陷如气孔,小网纹,小花纹突点,轻微划伤和轻微通退色,由于它们不损害冷加工资格和表面镀层的附着力,因此都是被允许的——表面种类B表面好的一面应是如此缺陷,以致不损害高质量涂层外观的统一性,或不损害电解镀层(见5.9)而另一面必须符合表面A的要求。
当供宽带钢或纵剪宽带钢时,表面缺陷量可大于供板材或窄条时的缺陷量,买方应应致虑到这一点;表面缺陷的允许量可在订货时通过特别商谈来确定。
如无其他约定,那只要产品的一面必须符合要求就行了,而另一面的性质应是这样的,在以后的加工中不会对好一面的质量产生负面作用。
5.7.3表面规格表面规格可以是粗糙,无光泽,光滑或特别光滑。
如在订货时没有作进一步的说明,那就提供表面规格“无光泽”的产品。
上述4种表面规格相当于表格1中的中等粗糙值。
其检验是按欧罗标准49来进行的。
为了特殊的使用目的,在订货时可以约定中等粗糙值的其他跨距。
5.8滑移线5.8.1概况一般地说,全部产品在制造厂退火后稍冷却就进行再轧制,以避免在随后的加工中形成滑移线。
因为在冷轧后一些时间又会重新出现形成滑移线的倾向,出于使用者的利益,产品应尽可能地不就被加工。
DC06钢种的产品不会显示滑移线;它即适合冷再轧,也适合于不再冷轧的供货状态。