挤压铸造 squeeze casting (brief introduction)
挤压铸造双金属复合材料成型工艺及性能分析

世界有色金属 2023年 5月上10冶金冶炼M etallurgical smelting挤压铸造双金属复合材料成型工艺及性能分析户 芳,高秀峰,叶 云(山西晋中理工学院,山西 晋中 030600)摘 要:双金属复合材料是一种具有高利用率、综合性能优于其它金属材料的新型浇铸材料,为此,本文对挤压铸造工艺和性能进行了分析。
首先,通过对双金属复合材料的模态结构的建模、固液复合度的控制、双金属材料的包覆温度和退温成型等方面的研究,而后对其成型过程进行了分析,最后再对其导电性、轻量化等方面作了较为深入的研究。
关键词:复合材料;性能分析;挤压铸造;成型工艺中图分类号:TG249.2 文献标识码:A 文章编号:1002-5065(2023)09-0010-3Forming Technology and Performance Analysis of Squeeze Casting Bimetal CompositesHU Fang, GAO Xiu-feng, YE Yun(Shanxi Jinzhong Institute of Technology,Jinzhong 030600,China)Abstract: Bimetal composite material is a new type of casting material with high utilization rate and better comprehensive performance than other metal materials. Therefore, the squeeze casting process and performance are analyzed in this paper. First of all, through the research on the modeling of the modal structure of the bimetallic composite, the control of the solid-liquid composite, the coating temperature of the bimetallic material and the annealing molding, the molding process is analyzed, and finally, the conductivity and lightweight of the bimetallic composite are further studied.Keywords: composite materials; Performance analysis; Squeeze casting; Forming process收稿日期:2023-03作者简介:户芳,女,生于1988年,汉族,山东曹县人,硕士研究生,助教,研究方向:材料成型。
铸造工艺模拟分析软件系统--压铸篇
充填过程中的温度变化
困在模穴表面的空气与氧化膜
由于金属导热速度快,而且产品不厚,充填速度相当快 最佳化溢流井的分布 减少喷流以及流动分离的状况 减少空气与氧化膜混入的机会
镁合金压铸引擎进气岐管
模具最佳化设计-步骤III :固化模拟与冷却模拟
固化率分布
-可以设计冷却水路与加热机构 -可以模拟模具预热与冷却效果
镁合金压铸引擎进气岐管
模具最佳化设计-步骤 I: 流道与浇口设计
-进浇速度 ~ 60 m/sec, 较薄区域速度 达到 100 m/sec -减少喷流以及流动分离的状况 -减少空气与氧化膜混入的机会 -达到所有的流体可以通过所有浇口区 域
镁合金压铸引擎进气岐管
模具最佳化设计-步骤 II : 充填模拟
Advanced Materials & Processes, July 2000
高压铸造的卷气现象模拟Flow Separation & Bre源自kup During Filling
- 空气
- 金属
C
C
A C
A
B
C
A. Severe breakup of the metal front. B. Flow separation at the gate. C. Irregular backfilling metal front.
铸造工艺模拟分析软件 系统--压铸篇
2020年4月30日星期四
可模拟的铸造方式
• Gravity casting重力铸造
• Precision Casting熔模铸造
• Low Pressure Casting低压铸造
• High Pressure Die Casting高压铸 造
轮毂挤压铸造数值模拟与参数优化

C A M E O 凯模C A E 案例库w w w .c a m e o .o r g .c n《热加工工艺》2013年3月第42卷第5期轮毂属于汽车的受力件,承受着汽车的全部质量。
在汽车高速运行过程中,面临着地面的摩擦、碰撞,要求有很好的强度、抗撞击能力;同时,在运行过程中,一直暴露在露天,饱受风吹雨淋,要求有一定的气密性。
总之,服役环境复杂,对其力学性能等都有很高的要求,由此选择铸造成型方法就成了关键。
1轮毂成型工艺试验方法轮毂挤压铸造成型所涉及的工艺参数很多,而每个工艺参数又有多种选择情况,工艺参数组合不同,所铸造出来的轮毂质量也不相同,如果对每种工艺参数组合都做一次试验,则试验次数繁多,甚至试验无法完成。
本文采用正交试验设计法对参数进行试验安排,通过少量试验次数,得出所需要的数据[1]。
正交试验设计,是利用规格化的正交表,恰当的设计出试验方案和有效的分析试验结果,提出最优配方和工艺条件,并进而设计出可能更优秀的试验方案的一种科学方法。
正交表则是利用“均衡搭配”与“整齐可比”这两条基本原理,从大量的全面试验中,为挑选出少量具有代表性的试验点,所制成的排列整齐的规格化表格[2]。
2轮毂成型工艺参数方案的确立挤压铸造不同于其他铸造方式之处是液态合金一直处于压力下直至凝固结束,相对于普通压铸而言,多了一个压力下补缩的过程,挤压压力是其最显著的一个工艺参数,针对38mm 铝合金汽车轮毂,已有较为成熟的挤压力取值为110MPa 。
由于在相同铸造工艺下,镁合金的压力通道阻力比铝合金要大,对于相近形状与体积铸件来说,镁合金应采用比铝合金略高的挤压力[3]。
根据轮毂“挤压压铸”的工艺特性,模具温度和合金液温度对铸件的充型和凝固过程有较大的影响。
初始加压时间以合金液充型完成开始,通过Anycasting 软件自动计算铸件体积与内浇口充型速度的比值得到,与保压时间设定为软件凝固过程模拟结束时自动结束。
3试验过程及结果分析本文针对挤压压力,合金液浇注温度,模具初始温度3个参数,选取的因素和水平表见表1。
汽车行业挤压铸造SQUEEZE CAST AUTOMOTIVE
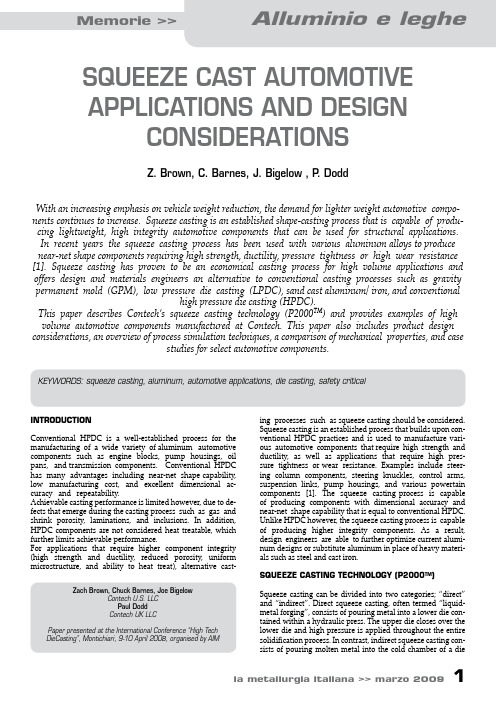
SQUEEZE CAST AUTOMOTIVEAPPLICATIONS AND DESIGNCONSIDERATIONSZ. Brown, C. Barnes, J. Bigelow , P. DoddWith an increasing emphasis on vehicle weight reduction, the demand for lighter weight automotive compo-nents continues to increase. Squeeze casting is an established shape-casting process that is capable of produ-cing lightweight, high integrity automotive components that can be used for structural applications. In recent years the squeeze casting process has been used with various aluminum alloys to produce near-net shape components requiring high strength, ductility, pressure tightness or high wear resistance [1]. Squeeze casting has proven to be an economical casting process for high volume applications and offers design and materials engineers an alternative to conventional casting processes such as gravity permanent mold (GPM), low pressure die casting (LPDC), sand cast aluminum/ iron, and conventionalhigh pressure die casting (HPDC).This paper describes Contech’s squeeze casting technology (P2000TM) and provides examples of high volume automotive components manufactured at Contech. This paper also includes product design considerations, an overview of process simulation techniques, a comparison of mechanical properties, and casestudies for select automotive components.KEYWORDS: squeeze casting, aluminum, automotive applications, die casting, safety criticalINTRODUCTIONConventional HPDC is a well-established process for the manufacturing of a wide variety of aluminum automotive components such as engine blocks, pump housings, oil pans, and transmission components. Conventional HPDC has many advantages including near-net shape capability, low manufacturing cost, and excellent dimensional ac-curacy and repeatability.Achievable casting performance is limited however, due to de-fects that emerge during the casting process such as gas and shrink porosity, laminations, and inclusions. In addition, HPDC components are not considered heat treatable, which further limits achievable performance.For applications that require higher component integrity (high strength and ductility, reduced porosity, uniform microstructure, and ability to heat treat), alternative cast-Zach Brown, Chuck Barnes, Joe BigelowContech U.S. LLCPaul DoddContech UK LLCPaper presented at the International Conference “High TechDieCasting”, Montichiari, 9-10 April 2008, organised by AIM ing processes such as squeeze casting should be considered. Squeeze casting is an established process that builds upon con-ventional HPDC practices and is used to manufacture vari-ous automotive components that require high strength and ductility, as well as applications that require high pres-sure tightness or wear resistance. Examples include steer-ing column components, steering knuckles, control arms, suspension links, pump housings, and various powertain components [1]. The squeeze casting process is capable of producing components with dimensional accuracy and near-net shape capability that is equal to conventional HPDC. Unlike HPDC however, the squeeze casting process is capable of producing higher integrity components. As a result, design engineers are able to further optimize current alumi-num designs or substitute aluminum in place of heavy materi-als such as steel and cast iron.SQUEEZE CASTING TECHNOLOGY (P2000TM)Squeeze casting can be divided into two categories; “direct” and “indirect”. Direct squeeze casting, often termed “liquid-metal forging”, consists of pouring metal into a lower die con-tained within a hydraulic press. The upper die closes over the lower die and high pressure is applied throughout the entire solidification process. In contrast, indirect squeeze casting con-sists of pouring molten metal into the cold chamber of a diesFig. 1Schematic of P2000TM casting machine. Schema della macchina di colata P2000TM.casting machine, ejecting the metal into the cavity at relatively slow shot speeds, and applying pressure through the shot sys-tem during solidification [2].Contech’s proprietary P2000TM process is considered an indi-rect squeeze casting process. Fig. 1 shows the schematic of a typical casting machine. The vertical cold chamber is designed to tilt back prior to pouring the metal into the cold chamber. The metal is poured down the sidewall of the cold chamber to minimize turbulence, thereby minimizing porosity and the formation of oxide skins.This is done outside of the casting cycle during the spray-ing phase so overall cycle time is minimized. The metal is slowly forced into the preheated die cavity, and pressure is applied throughout solidification. The slow injection speed reduces turbulence resulting in minimal air entrapment. The continuous application of pressure helps minimize shrink porosity and creates rapid heat transfer at the mold/metal in-terface resulting in a fine microstructure (small dendrite arm spacing (DAS) and fibrous silicon morphology). The reduced amount of shrink and gas porosity, fine microstructure, and ability to heat treat are factors responsible for the improved part integrity [3].The proprietary CONTECH P2000TM squeeze casting process has been in high-volume production for over 25 years and has been continuously refined throughout this timeframe. As a result, the P2000TM casting process takes into account all factors that can influence the quality of the casting including die cooling systems, gating and venting configurations, casting process parameters, die lube selection and applica-tion, alloy selection, metal handling, heat treatment, and secondary operations. If all of these factors are considered dur-ing the design and product development phase, components can be optimized to not only meet functional requirements but also manufacturing requirements.DESIGN CONSIDERATIONSWith ongoing emphasis on weight reduction, designers are challenged with developing components that meet weight and cost targets, while meeting functional and manufactur-ing requirements.Examples of functional requirements include strength, durability, stiffness, hardness/wear resistance, surface ap-pearance, and packaging. Manufacturing requirements in-clude castability, dimensional capability, cycle time optimi-zation, tooling reliability, machining stock minimization, and overall casting quality. Determining the proper balance be-tween these factors can be challenging. It is recommend therefore that design engineers collaborate closely with cast-ing engineers as early as possible during the development of a new product.Design ProcessCreating a fully optimized casting design requires multiple design iterations and analysis techniques. Fig. 2 shows an example of the design process that was used to convert a steel stamped shock mount assembly to a single aluminum squeeze casting. Solid modeling software was used to de-velop the initial casting models. Finite element analysis (FEA) was used to optimize the component geometry and ensure all strength, durability, and stiffness requirements were met. Process simulation tools were used to ensure manufacturing re-quirements were met and to indentify potential casting flaws (i.e. porosity, flow related defects, etc.). The final design was validated through component testing of the prototype castings. The aluminum shock mount weighed approximate-ly 30% less than the steel design. The number of individual stamped and welded components was reduced from seven to one.By using both FEA and process simulation tools simul-taneously, design engineers can take advantage of the full material potential, resulting in lighter weight designs. Simula-tion results can be compared to FEA results to determine if po-tential casting defects are near high stress regions, potentially resulting in lower than expected casting performance. In addition, specific geometries that improve manufacturability and component integrity can be incorporated into the design in the early stages of development. By using this type of approach, design engineers can take full advantage of the castings true potential.Process SimulationProcess simulation tools, when used properly, are an effec-tive method of evaluating potential casting integrity, estab-lishing process settings, predicting residual stresses, and deter-mining optimal gating and die cooling configuration.sFig. 2Design process for aluminum shock mount. Configurazione del processo per la produzione di un supporto anti-urto in alluminio.Solidification simulations are used mainly to predict shrink porosity and evaluate directional solidification. Fill simula -tions are used to identify potential fill related issues such as laminations due to merging flow fronts, turbulence, and improper venting. Tooling design engineers rely on these tools when optimizing gating size and location, cooling line placement, cooling media and temperature, die configuration, and process development. New process simulation techniques are now being used to predict the microstructure at various locations through-out the casting. Since strength and ductility are influenced by the microstructure, this tool can be used to predict mechani-cal properties at various locations throughout the casting. This information can then be used when interpreting FEA results. Other new developments allow for the prediction of residual stresses induced during the casting and heat treating proc-ess. Most commercially available FEA software does not consider residual stress. High residual stress can result in lower than expected component performance and dimensional capability. Design Recommendations The squeeze casting process is capable of producing com-plex geometries with high dimensional accuracy and repeat-ability. This allows designers to create near-net shapes, thus minimizing secondary machining operations. Fig. 3 shows an example of an aluminum bearing cap that was converted from gravity permanent mold to squeeze casting. Due to the near net shape capability of the squeeze casting process, all secondary machine operations were eliminated. The use of precision cores with minimal draft (less than .5º per side) eliminated the need for a secondary drilling operation. The flatnessand surface finish requirements were achieved in the as-cast condition, eliminating the milling operation. For applications that require high mechanical stiffness, de-sign engineers must consider both the modulus of elasticity and section modulus. Modulus of elasticity is a function of the stiffness of the alloy itself and is fairly similar for most alumi-num casting alloys. Section modulus is a function of stiffness from the casting geometry. Increasing the section modulus through design can offset issues with a lower modulus of elasticity. Complex geometries such as ribs, pockets, andu-shaped sections can be used to increase section modulus. It is recommended to avoid drastic wall thickness changes andisolated thick sections. By avoiding localized thick sections and drastic wall thickness changes, the tendency to form shrink porosity is greatly reduced. Isolated thick sections can also in-duce stress concentration points and cause casting defects such as hot tears and heat sinks. Material Selection One important advantage of the squeeze casting process is that it is can be used with various alloy/ heat treat combinations that can be tailored to meet design requirements. Primary al-loys, such as A356 (AlSi7Mg) are used in the T6 condition for applications that require high strength and ductility such ascontrol arms, steering knuckles, and suspension links. Second-ary alloys such as ADC12 (AlSi11Cu3Fe) are used in the as-cast, T5, and T6 conditions for ap -plications that require high strength,pressure tightness, and wear resist-ance. Typical mechanical properties are shown in Tab. 1.P2000TM APPLICATIONSFig. 4 shows an example of a squeeze cast front steering knuckle. Inthiss Fig. 3Example of an aluminum bearing cap that wasconverted from GPM to the P2000TM squeeze cast process. All secondary machining operations were eliminated.Esempio di una calotta in alluminio prodotto mediante squeeze casting (P2000TM ) anzichè in gravità inconchiglia. Tutte le operazioni secondarie di lavorazionesono state eliminate.s Fig. 4Example of P2000TM squeeze cast knuckle.Esempio di snodo prodotto con la tecnica di squeeze castingP2000TM .s Tab. 1indici di prestazione dei materiali candidati.Materials indexes for candidate materials.application, a direct conversion was made from cast iron to a much lighter-weight, near net-shape aluminium squeeze casting. Since steering knuckles are considered safety critical components, rigorous testing is required prior to shipment. Ex-amples of tests include material property measurements, com-ponent strength and fatigue testing, dimensional checks, x-ray, and ultrasonic inspection. The P2000TM squeeze casting process was able to meet, and in some cases, exceeded all customer re-quirements and expectations with A356.2 alloy and a T6 tem -per [3]. This high-volume knuckle (120,000 parts annually) has been in production for several years.Fig. 5 shows an example of a squeeze cast rack and pinion housing for a high-volume full size truck. The integrity of the cast housing is critical to the overall function of the hydraulic steering system. Leakage of hydraulic fluid from any pres -surized area of the casting can create a drop in hydraulic pres-sure, thereby creating a potential malfunction of the vehicle steering system. Through the years rack and pinion housings have primarily been made via the conventional HPDC process. For this particular application, the customer required higher mechanical properties and burst requirements than the HPDC process could deliver. The P2000TM squeeze casing process wasideally suited for this type of component due to the superior physical and mechanical properties, dimensional capabilities, and prior success with similar applications. The annual re-quirement of 400,000 castings is achieved using a two-cavity die, ADC12 alloy, and a T6 temper.CONCLUSIONSqueeze casting is an established shape-casting process that is capable of producing lightweight, high integrity, automo-tive components that can be used for structural applica-tions. The squeeze casting process has many advantages over other casting processes including high mechanical properties, near-net shape capability, minimal gas and shrink porosity, and the ability to heat treat.Even with the many advantages of the squeeze casting process, desired quality level cannot be guaranteed without proper design and upfront engineering. Carefully planned casting geometries and tooling designs can offset issues with manufacturability and casting performance. Advanced computer aided engineering software such as solid modeling, process simulation, and finite element analysis are powerful tools that can be used to assist with product development, tooling design, and process engineering. The use of these tools, combined with the design and casting engineers knowledge and experience, can result in lighter weight casting designs that meet or exceed all performance and cost targets. The use of lightweight castings will assist the automobile manufacturers in improving fuel economy and re-ducing vehicle emissions.REFERENCES1) S. CORBIT. and R. DASGUPTA, Squeeze cast automotive ap-plications and squeeze cast aluminum alloy properties (1999-01-0343). SAE International Congress and Exposition (1999). 2) D. APELIAN and M. MAKHLOUF (eds.), High integrity aluminum die casting: alloys, processes, & melt preparation. North American Die Cast Association (NADCA), Rosemount, Illinois (2004).3) R. DASGUPTA, C. BARNES, P. RADCLIFFE, and P. DODD, Squeeze casting of aluminum alloy safety critical componentsfor automotive applications. World Foundry Congress (2006).s Fig. 5P2000TM rack & pinion housing for a full sizetruck application.Alloggiamento pignone per camion prodotto con la tecnologia P2000TM .ABSTRACTAPPLICAZIONI DI “SQUEEZE CASTING” NELSETTORE AUTOMOBILISTICO E CONSIDERAZIONI PER LA PROGETTAZIONEParole chiave: alluminio e leghe, pressocolata, processi Per la crescente enfasi sulla riduzione del peso nei veicoli, continua ad aumentare la domanda di componenti automobilistici più leggeri. Lo “squeeze casting” è un processo che permette di produrre componenti leggeri e ad alta integrità che possono essere impiegati per applicazioni strutturali sugli autoveicoli. Negli ultimi anni il processo di “squeeze ca-sting” è stato utilizzato con varie leghe di alluminio per la produzione di componenti “near-net-shape” che richiedono alta resistenza meccanica,duttilità, tenuta a pressione o alta resistenza all’usura [1]. Il processo di “squeeze casting” si è dimostrato un processo economico per applicazioni ad alti volumi di produzione ed offre ai progettisti una alternativa rispetto ai processi convenzionali, come la colata a gravità in conchiglia (GPM), la colata in bassa pressione (LPDC), la colata in sabbia di alluminio / ghisa, e la pressocolata convenzionale (HPDC).Il presente documento descrive la tecnologia di squeeze casting (P2000TM ) sviluppata dalla Contech; fornisce anche esempi di alti volumi di produ-zione per componenti di autoveicoli fabbricati presso tale azienda. Il do-cumento presenta anche delle considerazioni relative alla progettazione dei prodotti, una panoramica delle tecniche di simulazione del processo, il confronto delle proprietà meccaniche, alcuni studi di casi per componenti automobilistici specifici.。
挤压铸造工艺简介
应力 [MPa]
200
180
160
σu=143MPa
140
120
100
80
σu=67MPa
60
普通压铸
40
挤压铸造
20
0
104
105
106
107
108
重复次数(Cycle) [次]
3.挤压铸造工艺的应用实例
3.挤压铸造工艺的应用实例
ABS valve body
压射单元的
YY
小型化
・压射行程
350T
800T
・油缸直径
X 3,250mm 4,100mm
XX
・熔杯直径
Y 2,600mm 3,400mm
・熔杯回倾角度
Z 2,000mm 3,700mm
1.挤压铸造工艺的概要
UBE压铸机的开发历史
昭和 35年
1960年
45年 1970年
55年 1980年
平成 2年 1990年
650
AC4CH挤压铸造 AZ91挤压铸造 600
AZ91普通铸造 550
AC4CH普通铸造
AC4CH熔点: 615℃ AZ91熔点: 595℃
热电偶
0
10
20
30
40
注汤后的时间经过 (sec)
熔杯内温 度测定
2.挤压铸造件的特征
2.挤压铸造品德特征
换挡片内部品质比较/A390合金(ADC14相当)
・射出速度:max. 10 m/s
1.挤压铸造工艺的概要
UBE挤压铸造机的出厂数量
Europe: 38 sets
铝活塞的挤压铸造(1)

铝活塞的挤压铸造闫汝辉,张屹林,王亚南,高占雨(山东滨州渤海活塞股份有限公司,山东滨州256602)摘要:概述了挤压铸造技术的发展情况。
重点评述了铝活塞挤压铸造工艺特点及其优势以及此技术在实际中的应用。
关键词:挤压铸造;铝活塞;复合材料中图分类号:TK403.3 文献标识码:B 文章编号:1000-6494(2006)03-0022-03The Squeeze Casting of Aluminium Alloy PistonYAN Ru -hui,Z HANG Yi -lin,W ANG Ya -nan,GAO Zhan -yu (Shandong Binzhou B ohai Piston C o.,Ltd.,Binzhou 256602,China)Abstract:The squeeze casting technical development is summarized in this paper.It focuses on introducing the aluminiu m piston squeeze casting technology characteristics and their superiori ty and its practical application .Key words:squeeze casting;alu minium alloy piston;compound material作者简介:闫汝辉(1970-),男,山东滨州人,高级工程师,主要从事铝活塞铸造工艺、计算机辅助设计与自动化设计的研究。
收稿日期:2005-11-211 概述1.1 铝活塞的热工成形技术活塞是汽车发动机中传递能量的一个重要的零件。
它的工作条件是高温高压及高应力状态,与活塞环、气缸壁之间不断产生摩擦,润滑条件较差,工作条件极其恶劣。
铝活塞传统上应用最多的生产工艺是金属型铸造,金属型铸造对活塞形状的选择自由度大,容易满足设计者对形状的要求,加工简单,生产成本较低,但容易产生缩孔、缩松等铸造缺陷,机械性能较低。
挤压铸造

目录
概述 挤压铸造合金的组织和性能 挤压铸造工艺 铸型设计 挤压技术新发展
挤压铸造成型
7.3.1 概述
挤压铸造(Squeeze Casting)也称“液态模(Liquid Metal Forging),这一概念最早出现在1819年的一项英国专利中,第一台 挤压铸造设备1931年诞生在德国,随后挤压铸造在前苏联得到较广 泛的应用,但直到20世纪60年代才开始在北美、欧洲和日本获得应 用。北美压铸协会(NADAC)对挤压铸造的定义为:采用低的充型速 度和最小的扰动,使金属液在高压下凝固,以获得可热处理的高致密 度铸件的铸造工艺。
挤压铸造成型
5.浇注温度 挤压铸造所采用的浇注温度比同种合金的砂型铸造、金属型铸造略低一
些。一般控制在合金液相线以上50~100℃。对形状简单的厚壁实心铸件 可取温度下限;对形状复杂或薄壁铸件应取上限。。
挤压铸造成型
6.温度 模具温度过高或过低都会直接影响铸件质量和模具寿命。模具温度过低, 铸件质量难以得到保证,易产生冷隔和表面裂纹等缺陷。模具温度过高, 容易发生黏模,降低模具寿命,还会使铸件脱模困难。
挤压铸造成型
(3)冲头-柱塞挤压铸造
(a)法兰盘形零件
(b)通孔法兰盘零件
挤压铸造成型
(4)局部加压凝固 对于大型铸件,采用间接挤压铸造工艺时,施加的压力对远离冲头 的部位很难起到压力补缩作用,因此,对这些部位实行局部加压的方 法,以期达到减少该部位缩孔、缩松的目的。
挤压铸造成型
工艺流程:
顶出 制件
中的金属液传递到铸件上。间接挤压铸造工艺中,由于铸件是在已合型闭 锁的型腔中成形,不必精确定量金属液,因而铸件尺寸精度高。但冲头不 直接而是部分地加压于铸件上,加压效果较差。此外,间接挤压工艺采用 了浇注系统,因此金属液利用率较低。此工艺适合于产量大,形状较为复 杂或小型零件的生产,也可用于生产等截面型材。
铸造技术名词B5611-85
铸造名词术语(GB5611-85)1 基本术语1.1 铸造 foundry, founding, casting1.2铸造工艺 foundry technology1.3铸件 casting1.4砂型铸造 sand casting process1.5特种铸造 special casting process 2合金性能2.1 流动性 fluidity2.2 充型能力 mold-filling capacity2.3 吸气 gas absorption2.4 过冷 undercooling, supercooling2.5 过冷度 degree of undercooling2.6 成核 nucleation2.7 自发成核(均质成核) homogeneous nucleation2.8非自发成核(非均质成核)heterogeneous nucleation2.9凝固温度范围 solidification range2.10定向凝固(顺序凝固) directionalsolidification2.11液态收缩(液体收缩) liquidcontraction2.12凝固收缩 solidification contraction 2.13固态收缩(固体收缩) solidcontraction2.14凝固时间 solidification time2.15自由收缩 free contraction2.16受阻收缩 hindered contraction2.17铸件线收缩率 shrinkage2.18收缩应力 contraction stress2.19热应力 thermal stress2.20相变应力 transformation stress,phase change stress2.21铸造应力 casting stress2.22残留应力(残余应力) residual stress 3铸造用材料3.1金属原材料3.1.1 金属原材料 metallic raw material 3.1.2生铁 pig iron3.1.3铁合金 ferro-alloy3.1.4回炉料 foundry returns3.1.5中间合金 master alloy3.2燃料3.2.1铸造焦炭 foundry coke3.2.2冶金焦炭 metallurgical coke3.2.3固定碳 fixed carbon3.3熔剂3.3.1 熔剂 flux3.3.2 除气熔剂(除气剂) degassing flux 3.3.3 覆盖熔剂(覆盖剂) covering flux 3.3.4 精炼熔剂(精炼剂) refining flux 3.4耐火材料3.4.1耐火度(耐火性) refractoriness3.4.2耐火砖 firebrick3.4.3耐火粘土 fireclay3.4.4硅砖 silica brick3.4.5镁砂 grain magnesite3.5 造型材料3.5.1 造型材料 molding material3.5.2 砂 sand3.5.3 水洗砂 washed-out sand3.5.4 硅砂 silica sand3.5.5天然砂 natural sand3.5.6人工砂 artificial sand3.5.7天然粘土砂 naturally clay-bondedsand3.5.8橄榄石砂 olivine sand3.5.9铬铁矿砂 chromite sand3.5.10锆砂 zircon sand3.5.11炭粒砂 carbon sand3.5.12精硅砂 sharp sand3.5.13红砂 red sand3.5.14熟料砂 chamotte sand3.5.15粘结剂 binder3.5.16粘土 clay3.5.17无机粘结剂 inorganic binder3.5.18有机粘结剂 organic binder3.5.19高岭土 kaolin3.5.20膨润土 bentonite3.5.21钠基膨润土 sodium bentonite3.5.22钙基膨润土 calcium bentonite3.5.23活化膨润土 activated bentonite3.5.24干性油 drying oil3.5.25自硬粘结剂(冷硬粘结剂) no bakebinder3.5.26热固树脂粘结剂 thermosetting resinbinder3.5.27油类粘结剂 oil based binder3.5.28水玻璃粘结剂 water glass binder,sodium silicate binder3.5.29纸浆废液 lignin liquor3.5.30合脂粘结剂 synthetic fat binder3.5.31水玻璃模数 sodium silicate modulus 3.5.32Phenolic resin 酚醛树脂3.5.33Furan Resin 呋喃树脂3.6辅助材料3.6.1附加物 additives3.6.2发热剂 exothermic mixture3.6.3分型剂(脱模剂) parting agent,stripping agent3.6.4固化剂(硬化剂)hardener3.6.5悬浮剂suspending agent3.6.6涂料 coatingx3.7砂处理3.7.1型砂制备(砂处理) sand preparation 3.7.2混砂 sand mulling, sand mixing3.7.3型砂(造型混合料) molding sand 3.7.4芯砂(造芯混合料) core sand3.7.5合成砂 synthetic sand3.7.6自硬砂 self-hardening sand3.7.7水玻璃砂 sodium silicate-bonded sand 3.7.8覆膜砂 precoated sand3.7.9烂砂泥(麻泥) loam3.7.10调匀砂 temper sand3.7.11面砂 facing sand3.7.12背砂(填充砂) backing sand3.7.13单一砂 unit sand3.7.14含泥量 clay content3.7.15含水量 moisture content3.7.16旧砂 floor sand3.7.17枯砂(焦砂) burnt sand3.7.18废砂 waste sand3.7.19热砂 hot sand3.7.20松砂 aeration , sand-cutting3.7.21筛分(筛析) screen analysis3.7.22旧砂处理 sand reconditioning3.7.23旧砂再生 sand reclamation3.7.24沉降分选 elutriation, decantation3.8型砂性能及试验3.8.1 型砂试验 sand testing3.8.2 透气性 permeability3.8.3 流动性 flowability3.8.4型砂强度 sand strength3.8.5湿强度 green strength3.8.6干强度 dry strength3.8.7耐用性(复用性) durability3.8.8砂型(芯)硬度 mold hardness3.8.9热变形 hot deformation3.8.10残留强度 retained strength3.8.11热强度 hot strength3.8.12韧性 toughness3.8.13发气率(发气速度) gas evolution rate 3.8.14发气性(发气量) gas evolution3.8.15吸湿性 moisture absorption3.8.16落砂性 knock-out capability3.8.17潰散性 collapsibility3.8.18胶质价 colloid index3.8.19破碎指数 shatter index3.9砂处理设备3.9.1热气流烘砂装置 hot pneumatic tubedrier3.9.2混砂机 sand muller, sand mixer3.9.3松砂机 aerator, sand cutter3.9.4冷却提升机 cooling elevator,coolevator3.9.5筛砂机 riddle3.9.6磁力滚筒 magnetic separator3.9.7旧砂再生设备 sand reclamation3.9.8气力输送装置 pneumatic tubeconveyor 4铸造合金4.1铸铁4.1.1 铸铁 cast iron4.1.2 铸铁石墨形态 morphology of graphite in cast iron4.1.3 灰铸铁(灰口铸铁) gray cast iron 4.1.4 白口铸铁 white cast iron4.1.5 麻口铸铁 mottled cast iron4.1.6共晶度 degree of saturation4.1.7碳当量 carbon equivalent4.1.8片状石墨 flake graphite4.1.9初生石墨 primary graphite4.1.10孕育铸铁 inoculated cast iron4.1.11球墨铸铁 spheroidal graphite castiron, nodular graphite iron, ductileiron4.1.12球状石墨 spheroidal graphite,nodular graphite4.1.13可锻铸铁 malleable cast iron4.1.14黑心可锻铸铁 black heart malleablecast iron4.1.15珠光体可锻铸铁 pearlitic malleablecast iron4.1.16铁素体可锻铸铁 ferritic malleablecast iron4.1.17白心可锻铸铁 white heart malleablecast iron4.1.18团絮石墨 tempered graphite4.1.19冷硬铸铁(激冷铸铁) chilled iron 4.1.20耐磨铸铁 wear resisting cast iron4.1.21耐热铸铁 heat resisting cast iron4.1.22耐酸铸铁 acid resisting cast iron4.1.23高硅铸铁 high silicon cast iron4.1.24蠕墨铸铁 vermicular cast iron,compacted graphite cast iron4.1.25蠕虫状石墨 vermicular graphite4.1.26合金铸铁 alloy cast iron4.2铸钢4.2.1 铸钢 cast steel4.2.2 炭素铸钢 carbon cast iron4.2.3 低合金铸钢 low alloy cast steel4.2.4 高锰钢 high manganese steel4.2.5铁素体钢 ferritic steel4.3铸造非铁合金4.3.1 青铜 bronze4.3.2 铅青铜 lead bronze4.3.3 铝青铜 aluminum bronze4.3.4 黄铜 brass4.3.5铝铜合金 aluminum-copper alloy4.3.6铝镁合金 aluminum-magnesium alloy 4.3.7铝硅合金 aluminum-silicon alloy4.3.8镁合金 magnesium alloy4.3.9轴承合金(减摩合金) bearing metal,antifrictional metal4.3.10巴氏合金 babbitt alloy4.3.11钛合金 titanium alloy5熔炼工艺及设备5.1熔炼基本术语5.1.1 熔化(熔炼) melting5.1.2 重熔 remelting5.1.3 炉料 charge5.1.4 熔化率 melting rate5.1.5 炉料计算 charge calculation5.1.6 双联熔炼 duplexing5.1.7 元素烧损(元素烧损率) melting losses of various chemical elements5.1.8 熔炼损耗(烧损) total melting loss 5.1.9还原气氛 reducing atmosphere5.1.10氧化气氛 oxidizing atmosphere5.1.11惰性气体 inert gas5.1.12碱度(碱性指数) index of basicity 5.1.13碱性渣 basic slag5.1.14酸性渣 acid slag5.1.15精炼 refining5.1.16遗传性 heredity5.2铸铁熔炼5.2.1 风口比 tuyere ratio5.2.2 有效高度 effective height5.2.3 送风强度 blast intensity5.2.4预热送风 hot blast5.2.5底焦 coke bed5.2.6层焦 coke split5.2.7隔焦(结力焦) buffer coke charge 5.2.8炉衬 furnace lining5.2.9碱性炉衬 basic lining5.2.10酸性炉衬 acid lining5.2.11棚料 bridging5.2.12熔池 bath5.2.13吸碳 carbon pick-up5.2.14铁焦比(焦比) iron-coke ratio5.2.15出渣 deslagging5.2.16打炉 cupola drop5.3铸钢5.3.1 氧化熔炼法 oxidizing melting5.3.2 不氧化熔炼法 dead melting5.3.3 真空熔炼 vacuum refining5.3.4 电渣熔炼 electro-slag melting5.3.5 熔渣 slag5.3.6 沉渣 sludge5.3.7 浮渣 dross, cinder5.3.8 氧化期(沸腾期) oxidizing stage, boil5.3.9还原期 deoxidizing stage, blockingstage5.3.10还原渣 reducing slag5.3.11氧化渣 oxidizing slag5.3.12白渣 white slag5.3.13脱氧 deoxidation 5.3.14扒渣 slagging- off5.3.15脱碳 decarburization5.3.16脱硫 desulphurization5.3.17脱磷 dephosphorization5.3.18增碳 recarburizing5.3.19脱氧剂 deoxidizer5.4非铁金属熔炼5.4.1 挥发损耗 volatilizing losses5.4.2 静置 stewing, holding5.4.3 吹氮 nitrogen flushing5.5熔炼设备5.5.1 冲天炉 cupola5.5.2 水冷冲天炉 water-cooled cupola5.5.3热风冲天炉 hot-blast cupola5.5.4湿法除尘器 wet cap5.5.5炉缸 cupola well5.5.6前炉 forehearth5.5.7冲天炉加料机 cupola chargingmachine5.5.8爬式加料机 skip hoist5.5.9电磁配铁称 electro-magnetic weighingbalancer5.5.10电磁盘 electromagnetic chuck5.5.11电弧炉(直接电弧炉) arc furnace,direct arc furnace5.5.12感应电炉 electric induction furnace5.5.13电渣炉 electroslag furnace5.5.14电磁搅拌electromagnetic agitation5.5.15浇包 ladle5.5.16摇包 shaking ladle5.5.17底注包 bottom pouring ladle5.5.18保温炉holding furnace5.5.19坩埚炉crucible furnace5.6熔融金属处理5.6.1孕育 inoculation5.6.2多孔塞法 porous plug process5.6.3变质 modification5.6.4墨化剂 graphitizer5.6.5过热 superheating5.6.6石墨球化处理 nodularizing treatmentof graphite5.6.7碳当量仪eutectometer5.6.8三角试块 wedge test-piece5.6.9真空除气vacuum degassing5.7浇注5.7.1浇注 pouring5.7.2保护气氛浇注 pouring under controlledatmosphere5.7.3浇注速度 pouring rate5.7.4浇注温度 pouring temperature5.7.5浇注时间 pouring time5.7.6浇注位置 pouring position5.7.7型内孕育 inmold inoculation5.7.8压铁 weight5.7.9捣冒口 churning, pumping5.7.10点冒口(补注) teeming5.7.11浸入式高温计 immersion pyremeter 5.7.12补炉 patching5.7.13炉龄(炉衬寿命) campaign6工艺设计及工艺装备6.1工艺设计6.1.1 铸造工艺设计 mold design6.1.2 铸造工艺装备设计 foundry tools design6.1.3 铸造工艺图 foundry molding drawing 6.1.4 铸件图(毛坯图) drawing of rough casting6.1.5起模斜度(拔模斜度) pattern draft 6.1.6收缩余量shrinkage allowance6.1.7工艺补正量 molding allowance6.1.8加工余量 machining allowance6.1.9吃砂量 mold thickness6.1.10补贴 pad6.1.11分型负数 joint allowance6.1.12铸件尺寸公差 dimensional toleranceof casting6.1.13铸件重量公差 weight allowance ofcasting6.1.14铸件加工基准面 reference face formachining of casting6.1.15铸件表面粗糙度 surface roughness ofcasting6.2浇冒口系统6.2.1 浇注系统(浇口) gating system, running system6.2.2封闭式浇注系统 choked runningsystem, pressurized gating system6.2.3半封闭式浇注系统 enlarged runnersystem6.2.4开放式浇注系统 unchoked runningsystem, non-pressurized gating system 6.2.5浇口盆(外浇口) pouring basin6.2.6浇口杯 pouring cup6.2.7浇口塞 blanking-off plug6.2.8直浇道 sprue6.2.9直浇道窝 sprue base6.2.10横浇道 runner6.2.11筛网芯(滤网芯) strainer core6.2.12内浇道 ingate6.2.13离心集渣浇注系统 whirl gate, dirttrap system6.2.14顶注式浇注系统 top gating system 6.2.15底注式浇注系统 bottom gatingsystem6.2.16阶梯式浇注系统 step gating system 6.2.17雨淋浇口 shower gate6.2.18缝隙浇口 slot gate6.2.19压边浇口 lip runner, kiss runner6.2.20牛角式浇口 horn gate 6.2.21热节 hot spot6.2.22冒口 riser, feeder heed6.2.23冒口效率 riser efficiency6.2.24明冒口 open riser6.2.25暗冒口 blind riser6.2.26侧冒口(边冒口) side riser6.2.27压力冒口 pressure riser6.2.28大气压力冒口 atmospheric riser6.2.29发气压力冒口(气弹冒口)gas-delivered pressure riser6.2.30透气砂芯 pencil core6.2.31冒口颈 riser neck6.2.32冒口根 riser pad6.2.33保温冒口套 heat insulating feedersleeve6.2.34发热冒口套 exothermic feeder sleeve 6.2.35补缩距离 feeding distance, feedingzone6.2.36易割冒口 knock-off head6.2.37易割片(易割芯片) washburn core 6.3模样6.3.1铸造工艺装备 foundry tools andequipment6.3.2模样(铸模,模) pattern6.3.3母模 master pattern6.3.4金属模 metal pattern6.3.5骨架模 skeleton pattern6.3.6石膏模 plaster pattern6.3.7塑料模 plastic pattern6.3.8整体模 one-piece pattern6.3.9分开模 parted pattern, split pattern 6.3.10活块 loose piece6.3.11模板 pattern plate6.3.12模底板 pattern mounting plate6.3.13单面模板 single face pattern plate 6.3.14双面模板 match plate6.3.15放样(伸图) hot dimensionaldrawing6.3.16缩尺(模样工缩尺) shrinkage rule,pattern-maker’s rule6.4芯盒6.4.1 芯盒 core box6.4.2 脱落式芯盒 troughed core box6.4.3下芯量具 core setting scale6.4.4下芯夹具 core jig6.4.5烘芯板 core drying plate6.5砂箱6.5.1 砂箱 flask, molding box6.5.2 箱带(箱挡) flask bar, cross bar 6.5.3 脱箱 snap flask6.5.4 套箱 mold jacket6.5.5套销 hollow pin, stub pin7造型及造芯7.1造型7.1.1造型 molding7.1.2型腔 mold cavity7.1.3铸型(型) mold7.1.4砂型 sand mold7.1.5上型(上箱) cope, top part7.1.6下型(下箱) drag, bottom part7.1.7手工造型 hand molding7.1.8机器造型 machine molding7.1.9自动化造型 automatic molding7.1.10分型面 mold joint7.1.11有箱造型 flask molding7.1.12两箱造型 two-part molding7.1.13三箱造型 three-part molding7.1.14不平分型面 stepped joint7.1.15无箱造型 flaskless molding7.1.16脱箱造型 removable flask molding 7.1.17地坑造型 pit molding7.1.18刮板造型 sweep molding7.1.19抛砂造型 impeller ramming, sandslinging molding7.1.20组芯造型 core assembly molding7.1.21假箱造型 oddside molding7.1.22微震压实造型 vibratory squeezingmolding7.1.23高压造型 high pressure molding7.1.24湿砂型(湿型,潮型) green sandmold7.1.25砂型烘干 mold drying7.1.26干砂型(干型)dry sand mold7.1.27表面烘干型 skin dried mold7.1.28烂砂泥型 loam mold7.1.29砂床 bed7.1.30过渡角 transition angle7.1.31吊砂 cod7.1.32砂钩 lifter7.1.33负压造型(真空密封造型) vacuummolding7.1.34流态砂造型 fluid sand molding7.1.35漏模 pattern stripping7.1.36填砂 mold-filling7.1.37紧实(紧砂,舂砂) ramming7.1.38震实 jolt ramming7.1.39压实 squeezing ramming7.1.40紧实度 degree of ramming7.1.41二氧化碳法造型 CO2 process7.1.42自硬砂造型 self-hardening sandmolding7.1.43塞砂 tucking7.1.44刮砂 strike-off7.1.45造型生产线 molding line7.1.46刷水 swabbing7.1.47敲模 rapping7.1.48起模(拔模) stripping7.1.49扎出气孔 venting 7.1.50排气道 venting channel7.1.51修型 patching7.1.52冷铁 densener, chill7.1.53外冷铁 surface densener7.1.54内冷铁 internal densener7.1.55验型(验箱) trial closing7.1.56合型(合箱,组型) moldassembling, closing7.2造芯7.2.1造芯(制芯) core making7.2.2芯(芯子) core7.2.3 芯骨 core rod, core scab7.2.4 油砂芯 oil sand core7.2.5 预制芯 embeded core, ram up core 7.2.6 芯头 core print7.2.7芯座 core print7.2.8芯头斜度 core print taper7.2.9芯头间隙 core print clearance7.2.10壳芯 shell core7.2.11烘芯 core baking7.2.12通气蜡线 vent wax7.2.13冷芯盒法 cold box process7.2.14热芯盒法 hot box process7.2.15芯撑 chaplet7.3造型工具7.3.1 造型工具 hand tools of molding 7.3.2 压勺 heart and spoon7.3.3 提沟 cleaner7.3.4 双头铜勺(秋叶) double ended radius sleeker7.3.5镘刀 trowel7.4造型及造芯设备7.4.1 造型机 molding machine7.4.2 压实造型机 squeezing molding machine7.4.3 震击台 bumper7.4.4 振动台 vibrating table7.4.5微震压实造型机 vibratory squeezer 7.4.6震实造型机 jolt molding machine 7.4.7高压造型机 high pressure moldingmachine7.4.8射压造型机 shooting and squeezingmolding machine7.4.9多触头造型机 equalizing pistonsqueezer7.4.10抛砂机 sand slinger7.4.11起模机 drawing machine7.4.12射砂机 core shooter7.4.13挤芯机 core extruder7.4.14铸型输送机 mold conveyor8铸件落砂及清理8.1落砂及清理8.1.1 落砂 shake-out, knock-out8.1.2 除芯 decoring8.1.3 噴砂清理 sand blasting8.1.4 抛丸清理 shot blasting8.1.5 水力清砂 hydraulic cleaning8.1.6 水砂清砂 hydraulic blast8.1.7清理 cleaning, fettling8.1.8清砂 cleaning8.1.9火焰表面清理 scarfing8.1.10清铲 chipping8.1.11化学清砂 chemical cleaning8.1.12精整 dressing and finishing8.1.13落砂机 knock-out machine8.1.14抛丸清理机 shot blast machine8.1.15清理滚筒 tumbling barrel8.1.16抛丸落砂清理设备 shot blastreclaiming equipment8.1.17悬挂式磨轮 swing frame grinder8.2修补及矫正8.2.1 矫正 coining, straightening8.2.2 焊补 repair welding8.2.3 渗补 impregnation9特种铸造9.1金属型铸造9.1.1 金属型铸造 permanent mold casting, gravity die casting9.1.2 金属型 metal mold9.1.3 金属芯 metal core9.1.4 覆砂金属型 sand-lined metal mold 9.1.5 排气塞 venting plug9.1.6 排气槽 air vent9.1.7 龟裂 heat checking9.1.8 金属型铸造机 gravity die casting machine9.2压力铸造9.2.1压力铸造(压铸) die casting,pressure die casting9.2.2压铸型 die-casting die, die9.2.3动型 moving die, ejector die half9.2.4定型 fixed die, cover die half9.2.5合型力 clamping force , die lockingforce9.2.6压室 pressure chamber9.2.7鹅颈管 gooseneck9.2.8分流器 spreader, sprue spreader9.2.9顶杆 ejector pin9.2.10溢流槽 overflow well9.2.11压射冲头(压室) injection piston,plunger9.2.12压射比压 injection pressure9.2.13压射速度 injection speed9.2.14保压时间 dwell time9.2.15真空压铸 evacuated die casting,vacuum die casting9.2.16充氧压铸 pore-free die casting 9.2.17双冲头压铸(精速密压铸)acurad(accurate?) die casting9.2.18压铸机 die casting machine9.2.19冷室压铸机 cold chamber die castingmachine9.2.20热室压铸机 hot chamber die castingmachine9.2.21镶铸法 insert process9.3离心铸造9.3.1离心铸造 true centrifugal casting9.3.2半离心铸造 semi-centrifugal casting 9.3.3离心浇注 centrifugal pressure casting,centrifuge casting9.3.4双金属离心铸造 bimetal centrifugalcasting9.3.5离心铸造机 centrifugal castingmachine9.4熔模铸造9.4.1 失模铸造 lost pattern casting9.4.2熔模铸造(失蜡铸造) fusible patternmolding, lost-wax molding9.4.3压制熔模 fusible pattern injection9.4.4压型 pattern die9.4.5熔模 fusible pattern9.4.6盐模salt pattern9.4.7蜡模 wax-pattern9.4.8模组 pattern assembly9.4.9熔模涂料(浆料) slurry9.4.10面层涂料 investment precoat9.4.11撒砂 stuccoing9.4.12脱蜡 dewaxing9.4.13熔烧 sintering9.5壳型铸造9.5.1壳型铸造 shell molding9.5.2结壳时间 investing time9.5.3结壳温度 investing temperature9.5.4硬化温度 curing temperature9.5.5硬化时间 curing time9.6其它铸造方法9.6.1 陶瓷型铸造 ceramic molding9.6.2 陶瓷型浆料 ceramic slurry9.6.3灌浆 paste pouring9.6.4喷烧 torch firing9.6.5低压铸造 low-pressure die casting9.6.6充型压力 mold filling pressure9.6.7保压压力 dwell pressure9.6.8升液管 stalk9.6.9真空吸铸 suction casting9.6.10差压铸造(反压铸造) counter-pressure casting9.6.11实型铸造 full mold process, cavitylesscasting9.6.12泡沫塑料模 styrofoam pattern9.6.13磁型铸造(磁丸铸造) magnetic shotmolding process9.6.14凝壳铸造 slush casting9.6.15石膏型铸造 plaster molding9.6.16连续铸造 continuous casting10 铸件质量及铸件缺陷10.1 铸件质量基本术语10.1.1铸件检验 inspection of casting10.1.2铸件质量分析 quality analysis ofcasting10.1.3铸件外观质量 visual quality ofcasting10.1.4铸件内在质量 internal quality ofcasting10.1.5铸件使用性能 service ability ofcasting10.1.6单铸试块 separated test bar ofcasting10.1.7附铸试块 test lug10.1.8缺陷铸件 defective casting10.1.9废品 reject10.1.10无损检验(无损探伤)nondestructive inspection10.1.11破坏性试验 destructive testing10.2多肉类缺陷10.2.1飞翅(飞边) joint flash10.2.2毛刺 veining10.2.3抬型(抬箱) cope raise , raised mold 10.2.4胀箱 swell10.2.5冲砂 erosion, cut, wash10.2.6掉砂 drop, crush10.2.7外渗物(外渗豆) sweat10.3孔洞类缺陷10.3.1 气孔 blow hole10.3.2 针孔 pinhole10.3.3 缩孔 shrinkage10.3.4缩松 dispersed shrinkage10.3.5疏松(显微缩松) porositymicroshrinkage10.4裂纹、冷隔类缺陷10.4.1冷裂 cold cracking10.4.2热裂 hot tearing10.4.3热处理裂纹 heat treatment crack 10.4.4白点(发裂) flake10.4.5冷隔 cold shut, cold lap10.4.6浇注断流 interrupted pour10.5表面缺陷10.5.1 鼠尾 rat-tail10.5.2 沟漕 buckle10.5.3 夹砂结疤(夹砂) scab10.5.4机械粘砂(渗透粘砂) metalpenetration10.5.5化学粘砂(烧结粘砂)burn-on10.5.6表面粗糙 rough surface 10.5.7皱皮 elephant skin10.5.8缩陷 depression10.6残缺类缺陷10.6.1 浇不到 misrun10.6.2 未浇满 poured short10.6.3 跑火 run-out, bleeding10.6.4 型漏(漏箱)run-out, bleeding 10.6.5损伤(机械损伤)damage10.7形状及重量差错类缺陷10.7.1 拉长 exaggeration of dimension 10.7.2 超重 over-weight10.7.3 变形 distortion, warping10.7.4 错型(错箱) shift10.7.5 错芯 core shift10.7.6 偏芯(漂芯) core raised, corelift 10.8夹杂类缺陷10.8.1 夹杂物 inclusion10.8.2 冷豆 cold shot10.8.3 内渗物(内渗豆) internal sweat 10.8.4 渣气孔 scum, slag-blow hole 10.8.5 砂眼 sand inclusion10.9性能、成分、组织不合格10.9.1 亮皮 pearlite layer10.9.2 菜花头 cauli-flowering10.9.3 石墨飘浮 carbon floatation10.9.4 石墨集结 kish graphite spot 10.9.5 组织粗大 open grain structure 10.9.6 偏析 segregation10.9.7 硬点 hard spot10.9.8 反白口 inverse chill10.9.9 球化不良 under-nodularizing 10.9.10 球化衰退 degradated spheroidisationCollapsibility 退让性10.9.11 脱碳 decarburization定位点 anchor point凸轮轴 tumbling shaft曲轴 crank shaft主轴 principal shaft镗杆, 铣刀轴, 刀杆轴, 刀具轴 cutter spindle 曲轴箱 crankcase球化剂 nodulizer nodularisers定位销定位键 locator key试验样品 pilot sample对刀仪 tool pre-setterEutectic 共晶Steadite 磷化物共晶体3Are chemistries checked prior to tap out? Annealing 退火Quench 淬火 Tempering 回火Normalizing 正火Dendrite 树枝状结晶Alcohol radical core wash/moldwash 醇基涂料Fixture 卡具Embrittled 脆化目 mesh, gritPrecipitation析出cleavage fractureintergranular embrittlementcoarsening of precipitatesembrittled castingnucleate 成核affinity 亲和力austenitize [冶]奥氏体化austenitic [冶]奥氏体的austenite grain size奥氏体结晶粒度retained austenite残留[残余]奥氏体Coarsening (晶粒)长大,粗化carbon equivalent 碳当量detrimental tramp elements such as lead, bismuth, antimony, titaniumde-nodulariseExothermic sleevesGlossary of Metalcasting TermsThis Glossary of Metalcasting Terms provides the casting designer andpurchaser withpractical definitions of common metalcasting phrases and terms. AQL Acceptable Quality Level. A quality level established on a prearranged system of inspection using samples selected at random.As-cast condition Casting without subsequent heat treatment.Backing sand The bulk of the sand in the flask. The sand compacted on top of the facing sand that covers the pattern.Binder The bonding agent used as an additive to mold or core sand to impart strength or plasticity in a "green" or dry state.Burn-on sand Sand adhering to the surface of the casting that is extremely difficult to remove.Chaplet A small metal insert or spacer used in molds to provide core support during the casting process.Charge A given weight of metal introduced into the furnace.Chill A metal insert in the sand mold used to produce local chilling and equalize rate of solidification throughout the casting.Cleaning Removal of runners, risers, flash, surplus metal and sand from a casting.Cold shut A surface imperfection due to unsatisfactory fusion of metal. Cope The top half of a horizontally parted mold.Core A sand or metal insert in a mold to shape the interior of the casting or that part of the casting that cannot be shaped by the pattern.Core assembly An assembly made from a number of cores.Corebox The wooden, metal or plastic tool used to produce cores. Coreprint A projection on a pattern that leaves an impression in the mold for supporting the core.Core wash A liquid suspension of a refractory material applied to cores and dried (intended to improve surface of casting).Crush The displacement of sand at mold joints.Cupola A cylindrical, straight shaft furnace (usually lined with refractories) for melting metal in direct contact with coke by forcing air under pressure through openings near its base.Cure To harden.Die A metal form used as a permanent mold for die casting or for a wax pattern in investment casting. Dowel A pin of various types used in the parting surface of parted patterns or dies to assure correct registry.Draft Taper on the vertical sides of a pattern or corebox that permits the core or sand mold to be removed without distorting or tearing of the sand. Drag The bottom half of a horizontally parted mold.Ejector pins Movable pins in pattern dies that help remove patterns from the die.Facing sand The sand used to surround the pattern that produces the surface in contact with the molten metal.Feeder Sometimes referred to as a "riser," it is part of the gating system that forms the reservoir of molten metal necessary to compensate for losses due to shrinkage as the metal solidifies.Finish allowance The amount of stock left on the surface of a casting for machining.Finish mark A symbol (f, fl, f2, etc.) appearing on the line of a drawing that represents the edge of the surface of the casting to be machined or otherwise finished.Flask A rigid metal or wood frame used to hold the sand of which a mold is formed and usually consisting of two parts, cope and drag.Foundry returns Metal (of known composition) in the form of gates, sprues, runners, risers and scrapped castings returned to the furnace for remelting.Gas porosity A condition existing in a casting caused by the trapping of gas in the molten metal or by mold gases evolved during the pouring of the casting.Gate (ingate) The portion of the runner where the molten metal enters the mold cavity.Green sand Moist clay-bonded molding sand.Heat A single furnace charge of metal.Heat treatment A combination of heating and cooling operations timed and applied to a metal or alloy in the solid state in a manner that will produce desired mechanical properties.Hotbox process A resin-based process that uses heated metal coreboxes to produce cores.Hot tear Irregularly shaped fracture in a casting resulting from stresses set up by steep thermal gradients within the casting during solidification. Inclusions Particles of slag, refractory materials, sand or deoxidation products trapped in the casting during pouring solidification.Investment casting A pattern casting process in which a wax or thermoplastic pattern is used. The pattern is invested (surrounded) by a refractory slurry. After the mold is dry, the pattern is melted or burned out of the mold cavity, and molten metal is poured into the resulting cavity. Ladle A container used to transfer molten metal from the furnace to the mold.Locating pad A projection on a casting that helps maintain alignment of the casting for machining operations.Locating surface A casting surface to be used as a basis for measurement in making secondary machining operations.Master pattern The object from which a die can be made; generally a metal model of the part to be cast with process shrinkage added. Mechanical properties Those properties of a material that reveal the elastic and inelastic properties when force is applied. This term should not be used interchangeably with "physical properties."Metal lot A master heat that has been approved for casting and given a sequential number by the foundry.Mold Normally consists of a top and bottom form, made of sand, metal or any other investment material. It contains the cavity into which molten metal is poured to produce a casting of definite shape.Mold cavity The impression in a mold produced by removal of the pattern. It is filled with molten metal to form the casting.Mold coating (See core wash.)Nobake process Molds/cores produced with a resin-bonded air-setting sand. Also known as the airset process because molds are left to harden under normal atmospheric conditions.Parting line The line showing the separation of the two halves of the mold.Pattern The wood, metal, foam or plastic shape used to form the cavity in the sand. A pattern may consist of one or many impressions and would normally be mounted on a board or plate complete with a runner system. Pattern draft The taper allowed on the vertical faces of a pattern to permit easy withdrawal of the pattern from the mold or die. (See draft.)Pattern layout Full-sized drawing of a pattern showing its arrangement and structural features.Patternmaker's shrinkage The shrinkage allowance made on all patterns to compensate for the change in dimensions as the solidified casting cools in the mold from freezing temperature of the metal to room temperature. The pattern is made larger by the amount of shrinkagecharacteristic of the particular metal in the casting and the amount of resulting contraction to be encountered.Permeability The property of a mold material to allow passage ofmold/core gases during the pouring of molten metal.Physical properties Properties of matter such as density, electrical and thermal conductivity, expansion and specific heat. This term should not be used interchangeably with "mechanical properties."Pig iron Blocks of iron to a known metal chemical analysis that are used for melting (with suitable additions of scrap, etc.) for the production of ferrous castings.Pilot or sample casting A casting made from a pattern produced in a production die to check the accuracy of dimensions and quality of castings that will be made.Porosity Holes in the casting due to: gases trapped in the mold, the reaction of molten metal with moisture in the molding sand, or the imperfect fusion of chaplets with molten metal.Recovery rate Ratio of the number of saleable parts to the total number of parts manufactured, expressed as a percentage.Refractory Heat-resistant ceramic material.Reject rate Ratio of the number of parts scrapped to the total number of parts manufactured, expressed as a percentage.Riser (See feeder.)Runner system or gating The set of channels in a mold through which molten metal is poured to fill the mold cavity. The system normally consists of a vertical section (downgate or sprue) to the point where it joins the mold cavity (gate) and leads from the mold cavity through vertical channels (risers or feeders) (Fig. 3).Sand inclusions Cavities or surface imperfections on a casting caused by sand washing into the mold cavity.Scrap (a) Any scrap metal melted (usually with suitable additions of pig iron or ingots) to produce castings; (b) reject castings.Shakeout The process of separating the solidified casting from the mold material.Shrinkage Contraction of metal in the mold during solidification. The term also is used to describe the casting defect, such as shrinkage cavity, which results from poor design, insufficient metal feed or inadequate feeding.Slag A fused nonmetallic material that protects molten metal from the air and extracts certain impurities from the melt.Slag inclusions Casting surface imperfections similar to sand inclusions but containing impurities from the charge materials, silica and clay eroded from the refractory lining, and ash from the fuel during the melting process. May also originate from metal-refractory reactions occurring in the ladle during pouring of the casting.Slurry A flowable mixture of refractory particles suspended in a liquid. Sodium silicate/CO2 process Molding sand is mixed with sodium silicate and the mold is gassed with CO2 gas to produce a hard mold or core. Sprue (downsprue-downgate) The channel, usually vertical, that the molten metal enters (Fig. 3).Test bar Standard specimen bar designed to permit determination of mechanical properties of the metal from which it was poured.Test lug A lug cast as a part of the casting and later removed for testing purposes.Vent An opening or passage in a mold or core to facilitate escape of gases when the mold is pouredFluorescent penetrant examination井式炉 pit furnace热处理常用英文词汇1.indication 缺陷2. test specimen 试样3. bar 棒材4.stock 原料5. billet 方钢,钢方坯6. bloom 钢坯,钢锭7. section 型材 8. steel ingot 钢锭 9. blank 坯料,半成品 10. caststeel 铸钢 11. nodular cast iron 球墨铸铁 12. ductilecast iron 球墨铸铁 13. bronze 青铜 14. brass 黄铜15. copper 合金 16. stainless steel不锈钢 17.decarburization 脱碳 18. scale 氧化皮 19. anneal 退火20. process anneal 进行退火 21. quenching 淬火 22.normalizing 正火 23. Charpy impact text 夏比冲击试验24. fatigue 疲劳 25. tensile testing 拉伸试验 26.solution 固溶处理27. aging 时效处理 28. Vickers hardness维氏硬度 29.Rockwell hardness 洛氏硬度 30. Brinell hardness 布氏硬度 31. hardness tester硬度计32. descale 除污,除氧化皮等 33. ferrite 铁素体 34. austenite 奥氏体35. martensite马氏体 36. cementite 渗碳体 37. iron carbide 渗碳体38. solid solution 固溶体 39. sorbite 索氏体 40. bainite 贝氏体41. pearlite 珠光体 42. nodular fine pearlite/ troostite屈氏体43. black oxide coating 发黑 44. grain 晶粒 45. chromium 铬46. cadmium 镉 47. tungsten 钨 48. molybdenum 钼49. manganese 锰50. vanadium 钒 51. molybdenum 钼 52. silicon 硅 53. sulfer/sulphur 硫54. phosphor/ phosphorus 磷 55. nitrided 氮化的 56. case hardening 表面硬化,表面淬硬 57. air cooling 空冷58. furnace cooling 炉冷59. oil cooling 油冷 60. electrocladding /plating 电镀 61. brittleness 脆性 62. strength 强度 63. rigidity 刚性,刚度64. creep 蠕变65. deflection 挠度 66. elongation 延伸率 67. yield strength 屈服强度68. elastoplasticity 弹塑性 69. metallographic structure 金相组织70. metallographic test 金相试验 71. carbon content 含碳量72. induction hardening 感应淬火 73. impedance matching 感应淬火74. hardening and tempering 调质 75. crack 裂纹 76. shrinkage 缩孔,疏松 77. forging 锻(件) 78. casting 铸(件) 79. rolling 轧(件)80. drawing 拉(件) 81. shot blasting 喷丸(处理)82. grit blasting 喷钢砂(处理) 83. sand blasting 喷砂(处理)84. carburizing 渗碳 85. nitriding 渗氮86. ageing/aging 时效 87. grain size 晶粒度 88. pore 气孔89. sonim 夹砂 90. cinder inclusion 夹渣 91. lattice晶格92. abrasion/abrasive/rub/wear/wearing resistance (property) 耐磨性93. spectrum analysis光谱分析 94. heat/thermal treatment 热处理95. inclusion 夹杂物 96. segregation 偏析97. picking 酸洗,酸浸 98. residual stress 残余应力 99. remaining stress 残余应力 100. relaxation of residual stress 消除残余应力 101. stress relief 应力释放annealing 1.退火,焖火,韧化:2.缓冷annealing for workability 改善加工性退火annealing in mould 铸型内退火annerling of lattice disturbance 晶格结构破坏退火(以退火消除晶格扰动)ausform annealing 奥氏体形变退火batch annealing 分批退火;周期退火between-pass annealing 亚临界退火black annealing 粗退火;黑退火blowpipe annealing 火焰加热退火blue annealing 发蓝退火(将热轧钢板加热至相变温度范围,保温后,在静止空气中冷却)“过热”的单词当然有了,请看overheatbox annealing(=close annealing, coffin annealing, pack annealing, pot annealing)装箱退火bright annealing光亮退火carbide annealing 石墨化退火chill removing annealing 消除白口退火clean annealing光洁退火close(d)annealing (=box annealing)密闭退火,装箱退火coffin annealing (=box annealing) 装箱退火commercial annealing中间退火continuous annealing连续退火continuous strand annealing(线材的)多根连续退火cover annealing 罩式炉退火critical annealing 临界退火cycle annealing循环退火,周期退火cyclic annealing循环退火,周期退火(将钢件加热到820。
铸造技术名词B5611-85
铸造名词术语(GB5611-85)1 基本术语1.1 铸造 foundry, founding, casting1.2铸造工艺 foundry technology1.3铸件 casting1.4砂型铸造 sand casting process1.5特种铸造 special casting process 2合金性能2.1 流动性 fluidity2.2 充型能力 mold-filling capacity2.3 吸气 gas absorption2.4 过冷 undercooling, supercooling2.5 过冷度 degree of undercooling2.6 成核 nucleation2.7 自发成核(均质成核) homogeneous nucleation2.8非自发成核(非均质成核)heterogeneous nucleation2.9凝固温度范围 solidification range2.10定向凝固(顺序凝固) directionalsolidification2.11液态收缩(液体收缩) liquidcontraction2.12凝固收缩 solidification contraction 2.13固态收缩(固体收缩) solidcontraction2.14凝固时间 solidification time2.15自由收缩 free contraction2.16受阻收缩 hindered contraction2.17铸件线收缩率 shrinkage2.18收缩应力 contraction stress2.19热应力 thermal stress2.20相变应力 transformation stress,phase change stress2.21铸造应力 casting stress2.22残留应力(残余应力) residual stress 3铸造用材料3.1金属原材料3.1.1 金属原材料 metallic raw material 3.1.2生铁 pig iron3.1.3铁合金 ferro-alloy3.1.4回炉料 foundry returns3.1.5中间合金 master alloy3.2燃料3.2.1铸造焦炭 foundry coke3.2.2冶金焦炭 metallurgical coke3.2.3固定碳 fixed carbon3.3熔剂3.3.1 熔剂 flux3.3.2 除气熔剂(除气剂) degassing flux 3.3.3 覆盖熔剂(覆盖剂) covering flux 3.3.4 精炼熔剂(精炼剂) refining flux 3.4耐火材料3.4.1耐火度(耐火性) refractoriness3.4.2耐火砖 firebrick3.4.3耐火粘土 fireclay3.4.4硅砖 silica brick3.4.5镁砂 grain magnesite3.5 造型材料3.5.1 造型材料 molding material3.5.2 砂 sand3.5.3 水洗砂 washed-out sand3.5.4 硅砂 silica sand3.5.5天然砂 natural sand3.5.6人工砂 artificial sand3.5.7天然粘土砂 naturally clay-bondedsand3.5.8橄榄石砂 olivine sand3.5.9铬铁矿砂 chromite sand3.5.10锆砂 zircon sand3.5.11炭粒砂 carbon sand3.5.12精硅砂 sharp sand3.5.13红砂 red sand3.5.14熟料砂 chamotte sand3.5.15粘结剂 binder3.5.16粘土 clay3.5.17无机粘结剂 inorganic binder3.5.18有机粘结剂 organic binder3.5.19高岭土 kaolin3.5.20膨润土 bentonite3.5.21钠基膨润土 sodium bentonite3.5.22钙基膨润土 calcium bentonite3.5.23活化膨润土 activated bentonite3.5.24干性油 drying oil3.5.25自硬粘结剂(冷硬粘结剂) no bakebinder3.5.26热固树脂粘结剂 thermosetting resinbinder3.5.27油类粘结剂 oil based binder3.5.28水玻璃粘结剂 water glass binder,sodium silicate binder3.5.29纸浆废液 lignin liquor3.5.30合脂粘结剂 synthetic fat binder3.5.31水玻璃模数 sodium silicate modulus 3.5.32Phenolic resin 酚醛树脂3.5.33Furan Resin 呋喃树脂3.6辅助材料3.6.1附加物 additives3.6.2发热剂 exothermic mixture3.6.3分型剂(脱模剂) parting agent,stripping agent3.6.4固化剂(硬化剂)hardener3.6.5悬浮剂suspending agent3.6.6涂料 coatingx3.7砂处理3.7.1型砂制备(砂处理) sand preparation 3.7.2混砂 sand mulling, sand mixing3.7.3型砂(造型混合料) molding sand 3.7.4芯砂(造芯混合料) core sand3.7.5合成砂 synthetic sand3.7.6自硬砂 self-hardening sand3.7.7水玻璃砂 sodium silicate-bonded sand 3.7.8覆膜砂 precoated sand3.7.9烂砂泥(麻泥) loam3.7.10调匀砂 temper sand3.7.11面砂 facing sand3.7.12背砂(填充砂) backing sand3.7.13单一砂 unit sand3.7.14含泥量 clay content3.7.15含水量 moisture content3.7.16旧砂 floor sand3.7.17枯砂(焦砂) burnt sand3.7.18废砂 waste sand3.7.19热砂 hot sand3.7.20松砂 aeration , sand-cutting3.7.21筛分(筛析) screen analysis3.7.22旧砂处理 sand reconditioning3.7.23旧砂再生 sand reclamation3.7.24沉降分选 elutriation, decantation3.8型砂性能及试验3.8.1 型砂试验 sand testing3.8.2 透气性 permeability3.8.3 流动性 flowability3.8.4型砂强度 sand strength3.8.5湿强度 green strength3.8.6干强度 dry strength3.8.7耐用性(复用性) durability3.8.8砂型(芯)硬度 mold hardness3.8.9热变形 hot deformation3.8.10残留强度 retained strength3.8.11热强度 hot strength3.8.12韧性 toughness3.8.13发气率(发气速度) gas evolution rate 3.8.14发气性(发气量) gas evolution3.8.15吸湿性 moisture absorption3.8.16落砂性 knock-out capability3.8.17潰散性 collapsibility3.8.18胶质价 colloid index3.8.19破碎指数 shatter index3.9砂处理设备3.9.1热气流烘砂装置 hot pneumatic tubedrier3.9.2混砂机 sand muller, sand mixer3.9.3松砂机 aerator, sand cutter3.9.4冷却提升机 cooling elevator,coolevator3.9.5筛砂机 riddle3.9.6磁力滚筒 magnetic separator3.9.7旧砂再生设备 sand reclamation3.9.8气力输送装置 pneumatic tubeconveyor 4铸造合金4.1铸铁4.1.1 铸铁 cast iron4.1.2 铸铁石墨形态 morphology of graphite in cast iron4.1.3 灰铸铁(灰口铸铁) gray cast iron 4.1.4 白口铸铁 white cast iron4.1.5 麻口铸铁 mottled cast iron4.1.6共晶度 degree of saturation4.1.7碳当量 carbon equivalent4.1.8片状石墨 flake graphite4.1.9初生石墨 primary graphite4.1.10孕育铸铁 inoculated cast iron4.1.11球墨铸铁 spheroidal graphite castiron, nodular graphite iron, ductileiron4.1.12球状石墨 spheroidal graphite,nodular graphite4.1.13可锻铸铁 malleable cast iron4.1.14黑心可锻铸铁 black heart malleablecast iron4.1.15珠光体可锻铸铁 pearlitic malleablecast iron4.1.16铁素体可锻铸铁 ferritic malleablecast iron4.1.17白心可锻铸铁 white heart malleablecast iron4.1.18团絮石墨 tempered graphite4.1.19冷硬铸铁(激冷铸铁) chilled iron 4.1.20耐磨铸铁 wear resisting cast iron4.1.21耐热铸铁 heat resisting cast iron4.1.22耐酸铸铁 acid resisting cast iron4.1.23高硅铸铁 high silicon cast iron4.1.24蠕墨铸铁 vermicular cast iron,compacted graphite cast iron4.1.25蠕虫状石墨 vermicular graphite4.1.26合金铸铁 alloy cast iron4.2铸钢4.2.1 铸钢 cast steel4.2.2 炭素铸钢 carbon cast iron4.2.3 低合金铸钢 low alloy cast steel 4.2.4 高锰钢 high manganese steel4.2.5铁素体钢 ferritic steel4.3铸造非铁合金4.3.1 青铜 bronze4.3.2 铅青铜 lead bronze4.3.3 铝青铜 aluminum bronze4.3.4 黄铜 brass4.3.5铝铜合金 aluminum-copper alloy4.3.6铝镁合金 aluminum-magnesium alloy 4.3.7铝硅合金 aluminum-silicon alloy 4.3.8镁合金 magnesium alloy4.3.9轴承合金(减摩合金) bearing metal,antifrictional metal4.3.10巴氏合金 babbitt alloy4.3.11钛合金 titanium alloy5熔炼工艺及设备5.1熔炼基本术语5.1.1 熔化(熔炼) melting5.1.2 重熔 remelting5.1.3 炉料 charge5.1.4 熔化率 melting rate5.1.5 炉料计算 charge calculation5.1.6 双联熔炼 duplexing5.1.7 元素烧损(元素烧损率) melting losses of various chemical elements5.1.8 熔炼损耗(烧损) total melting loss 5.1.9还原气氛 reducing atmosphere5.1.10氧化气氛 oxidizing atmosphere5.1.11惰性气体 inert gas5.1.12碱度(碱性指数) index of basicity 5.1.13碱性渣 basic slag5.1.14酸性渣 acid slag5.1.15精炼 refining5.1.16遗传性 heredity5.2铸铁熔炼5.2.1 风口比 tuyere ratio5.2.2 有效高度 effective height5.2.3 送风强度 blast intensity5.2.4预热送风 hot blast5.2.5底焦 coke bed5.2.6层焦 coke split5.2.7隔焦(结力焦) buffer coke charge 5.2.8炉衬 furnace lining5.2.9碱性炉衬 basic lining5.2.10酸性炉衬 acid lining5.2.11棚料 bridging5.2.12熔池 bath5.2.13吸碳 carbon pick-up5.2.14铁焦比(焦比) iron-coke ratio5.2.15出渣 deslagging5.2.16打炉 cupola drop5.3铸钢5.3.1 氧化熔炼法 oxidizing melting5.3.2 不氧化熔炼法 dead melting5.3.3 真空熔炼 vacuum refining5.3.4 电渣熔炼 electro-slag melting5.3.5 熔渣 slag5.3.6 沉渣 sludge5.3.7 浮渣 dross, cinder5.3.8 氧化期(沸腾期) oxidizing stage, boil5.3.9还原期 deoxidizing stage, blockingstage5.3.10还原渣 reducing slag5.3.11氧化渣 oxidizing slag5.3.12白渣 white slag5.3.13脱氧 deoxidation 5.3.14扒渣 slagging- off5.3.15脱碳 decarburization5.3.16脱硫 desulphurization5.3.17脱磷 dephosphorization5.3.18增碳 recarburizing5.3.19脱氧剂 deoxidizer5.4非铁金属熔炼5.4.1 挥发损耗 volatilizing losses5.4.2 静置 stewing, holding5.4.3 吹氮 nitrogen flushing5.5熔炼设备5.5.1 冲天炉 cupola5.5.2 水冷冲天炉 water-cooled cupola5.5.3热风冲天炉 hot-blast cupola5.5.4湿法除尘器 wet cap5.5.5炉缸 cupola well5.5.6前炉 forehearth5.5.7冲天炉加料机 cupola chargingmachine5.5.8爬式加料机 skip hoist5.5.9电磁配铁称 electro-magnetic weighingbalancer5.5.10电磁盘 electromagnetic chuck5.5.11电弧炉(直接电弧炉) arc furnace,direct arc furnace5.5.12感应电炉 electric induction furnace 5.5.13电渣炉 electroslag furnace5.5.14电磁搅拌electromagnetic agitation5.5.15浇包 ladle5.5.16摇包 shaking ladle5.5.17底注包 bottom pouring ladle5.5.18保温炉holding furnace5.5.19坩埚炉crucible furnace5.6熔融金属处理5.6.1孕育 inoculation5.6.2多孔塞法 porous plug process5.6.3变质 modification5.6.4墨化剂 graphitizer5.6.5过热 superheating5.6.6石墨球化处理 nodularizing treatmentof graphite5.6.7碳当量仪eutectometer5.6.8三角试块 wedge test-piece5.6.9真空除气vacuum degassing5.7浇注5.7.1浇注 pouring5.7.2保护气氛浇注 pouring under controlledatmosphere5.7.3浇注速度 pouring rate5.7.4浇注温度 pouring temperature5.7.5浇注时间 pouring time5.7.6浇注位置 pouring position5.7.7型内孕育 inmold inoculation5.7.8压铁 weight5.7.9捣冒口 churning, pumping5.7.10点冒口(补注) teeming5.7.11浸入式高温计 immersion pyremeter 5.7.12补炉 patching5.7.13炉龄(炉衬寿命) campaign6工艺设计及工艺装备6.1工艺设计6.1.1 铸造工艺设计 mold design6.1.2 铸造工艺装备设计 foundry tools design6.1.3 铸造工艺图 foundry molding drawing 6.1.4 铸件图(毛坯图) drawing of rough casting6.1.5起模斜度(拔模斜度) pattern draft 6.1.6收缩余量shrinkage allowance6.1.7工艺补正量 molding allowance6.1.8加工余量 machining allowance6.1.9吃砂量 mold thickness6.1.10补贴 pad6.1.11分型负数 joint allowance6.1.12铸件尺寸公差 dimensional toleranceof casting6.1.13铸件重量公差 weight allowance ofcasting6.1.14铸件加工基准面 reference face formachining of casting6.1.15铸件表面粗糙度 surface roughness ofcasting6.2浇冒口系统6.2.1 浇注系统(浇口) gating system, running system6.2.2封闭式浇注系统 choked runningsystem, pressurized gating system6.2.3半封闭式浇注系统 enlarged runnersystem6.2.4开放式浇注系统 unchoked runningsystem, non-pressurized gating system 6.2.5浇口盆(外浇口) pouring basin6.2.6浇口杯 pouring cup6.2.7浇口塞 blanking-off plug6.2.8直浇道 sprue6.2.9直浇道窝 sprue base6.2.10横浇道 runner6.2.11筛网芯(滤网芯) strainer core6.2.12内浇道 ingate6.2.13离心集渣浇注系统 whirl gate, dirttrap system6.2.14顶注式浇注系统 top gating system 6.2.15底注式浇注系统 bottom gatingsystem6.2.16阶梯式浇注系统 step gating system 6.2.17雨淋浇口 shower gate6.2.18缝隙浇口 slot gate6.2.19压边浇口 lip runner, kiss runner6.2.20牛角式浇口 horn gate 6.2.21热节 hot spot6.2.22冒口 riser, feeder heed6.2.23冒口效率 riser efficiency6.2.24明冒口 open riser6.2.25暗冒口 blind riser6.2.26侧冒口(边冒口) side riser6.2.27压力冒口 pressure riser6.2.28大气压力冒口 atmospheric riser6.2.29发气压力冒口(气弹冒口)gas-delivered pressure riser6.2.30透气砂芯 pencil core6.2.31冒口颈 riser neck6.2.32冒口根 riser pad6.2.33保温冒口套 heat insulating feedersleeve6.2.34发热冒口套 exothermic feeder sleeve 6.2.35补缩距离 feeding distance, feedingzone6.2.36易割冒口 knock-off head6.2.37易割片(易割芯片) washburn core 6.3模样6.3.1铸造工艺装备 foundry tools andequipment6.3.2模样(铸模,模) pattern6.3.3母模 master pattern6.3.4金属模 metal pattern6.3.5骨架模 skeleton pattern6.3.6石膏模 plaster pattern6.3.7塑料模 plastic pattern6.3.8整体模 one-piece pattern6.3.9分开模 parted pattern, split pattern 6.3.10活块 loose piece6.3.11模板 pattern plate6.3.12模底板 pattern mounting plate6.3.13单面模板 single face pattern plate 6.3.14双面模板 match plate6.3.15放样(伸图) hot dimensionaldrawing6.3.16缩尺(模样工缩尺) shrinkage rule,pattern-maker’s rule6.4芯盒6.4.1 芯盒 core box6.4.2 脱落式芯盒 troughed core box6.4.3下芯量具 core setting scale6.4.4下芯夹具 core jig6.4.5烘芯板 core drying plate6.5砂箱6.5.1 砂箱 flask, molding box6.5.2 箱带(箱挡) flask bar, cross bar 6.5.3 脱箱 snap flask6.5.4 套箱 mold jacket6.5.5套销 hollow pin, stub pin7造型及造芯7.1造型7.1.1造型 molding7.1.2型腔 mold cavity7.1.3铸型(型) mold7.1.4砂型 sand mold7.1.5上型(上箱) cope, top part7.1.6下型(下箱) drag, bottom part7.1.7手工造型 hand molding7.1.8机器造型 machine molding7.1.9自动化造型 automatic molding7.1.10分型面 mold joint7.1.11有箱造型 flask molding7.1.12两箱造型 two-part molding7.1.13三箱造型 three-part molding7.1.14不平分型面 stepped joint7.1.15无箱造型 flaskless molding7.1.16脱箱造型 removable flask molding 7.1.17地坑造型 pit molding7.1.18刮板造型 sweep molding7.1.19抛砂造型 impeller ramming, sandslinging molding7.1.20组芯造型 core assembly molding7.1.21假箱造型 oddside molding7.1.22微震压实造型 vibratory squeezingmolding7.1.23高压造型 high pressure molding7.1.24湿砂型(湿型,潮型) green sandmold7.1.25砂型烘干 mold drying7.1.26干砂型(干型)dry sand mold7.1.27表面烘干型 skin dried mold7.1.28烂砂泥型 loam mold7.1.29砂床 bed7.1.30过渡角 transition angle7.1.31吊砂 cod7.1.32砂钩 lifter7.1.33负压造型(真空密封造型) vacuummolding7.1.34流态砂造型 fluid sand molding7.1.35漏模 pattern stripping7.1.36填砂 mold-filling7.1.37紧实(紧砂,舂砂) ramming7.1.38震实 jolt ramming7.1.39压实 squeezing ramming7.1.40紧实度 degree of ramming7.1.41二氧化碳法造型 CO2 process7.1.42自硬砂造型 self-hardening sandmolding7.1.43塞砂 tucking7.1.44刮砂 strike-off7.1.45造型生产线 molding line7.1.46刷水 swabbing7.1.47敲模 rapping7.1.48起模(拔模) stripping7.1.49扎出气孔 venting 7.1.50排气道 venting channel7.1.51修型 patching7.1.52冷铁 densener, chill7.1.53外冷铁 surface densener7.1.54内冷铁 internal densener7.1.55验型(验箱) trial closing7.1.56合型(合箱,组型) moldassembling, closing7.2造芯7.2.1造芯(制芯) core making7.2.2芯(芯子) core7.2.3 芯骨 core rod, core scab7.2.4 油砂芯 oil sand core7.2.5 预制芯 embeded core, ram up core 7.2.6 芯头 core print7.2.7芯座 core print7.2.8芯头斜度 core print taper7.2.9芯头间隙 core print clearance 7.2.10壳芯 shell core7.2.11烘芯 core baking7.2.12通气蜡线 vent wax7.2.13冷芯盒法 cold box process7.2.14热芯盒法 hot box process7.2.15芯撑 chaplet7.3造型工具7.3.1 造型工具 hand tools of molding 7.3.2 压勺 heart and spoon7.3.3 提沟 cleaner7.3.4 双头铜勺(秋叶) double ended radius sleeker7.3.5镘刀 trowel7.4造型及造芯设备7.4.1 造型机 molding machine7.4.2 压实造型机 squeezing molding machine7.4.3 震击台 bumper7.4.4 振动台 vibrating table7.4.5微震压实造型机 vibratory squeezer 7.4.6震实造型机 jolt molding machine 7.4.7高压造型机 high pressure moldingmachine7.4.8射压造型机 shooting and squeezingmolding machine7.4.9多触头造型机 equalizing pistonsqueezer7.4.10抛砂机 sand slinger7.4.11起模机 drawing machine7.4.12射砂机 core shooter7.4.13挤芯机 core extruder7.4.14铸型输送机 mold conveyor8铸件落砂及清理8.1落砂及清理8.1.1 落砂 shake-out, knock-out8.1.2 除芯 decoring8.1.3 噴砂清理 sand blasting8.1.4 抛丸清理 shot blasting8.1.5 水力清砂 hydraulic cleaning8.1.6 水砂清砂 hydraulic blast8.1.7清理 cleaning, fettling8.1.8清砂 cleaning8.1.9火焰表面清理 scarfing8.1.10清铲 chipping8.1.11化学清砂 chemical cleaning8.1.12精整 dressing and finishing8.1.13落砂机 knock-out machine8.1.14抛丸清理机 shot blast machine8.1.15清理滚筒 tumbling barrel8.1.16抛丸落砂清理设备 shot blastreclaiming equipment8.1.17悬挂式磨轮 swing frame grinder8.2修补及矫正8.2.1 矫正 coining, straightening8.2.2 焊补 repair welding8.2.3 渗补 impregnation9特种铸造9.1金属型铸造9.1.1 金属型铸造 permanent mold casting, gravity die casting9.1.2 金属型 metal mold9.1.3 金属芯 metal core9.1.4 覆砂金属型 sand-lined metal mold 9.1.5 排气塞 venting plug9.1.6 排气槽 air vent9.1.7 龟裂 heat checking9.1.8 金属型铸造机 gravity die casting machine9.2压力铸造9.2.1压力铸造(压铸) die casting,pressure die casting9.2.2压铸型 die-casting die, die9.2.3动型 moving die, ejector die half9.2.4定型 fixed die, cover die half9.2.5合型力 clamping force , die lockingforce9.2.6压室 pressure chamber9.2.7鹅颈管 gooseneck9.2.8分流器 spreader, sprue spreader9.2.9顶杆 ejector pin9.2.10溢流槽 overflow well9.2.11压射冲头(压室) injection piston,plunger9.2.12压射比压 injection pressure9.2.13压射速度 injection speed9.2.14保压时间 dwell time9.2.15真空压铸 evacuated die casting,vacuum die casting9.2.16充氧压铸 pore-free die casting 9.2.17双冲头压铸(精速密压铸)acurad(accurate?) die casting9.2.18压铸机 die casting machine9.2.19冷室压铸机 cold chamber die castingmachine9.2.20热室压铸机 hot chamber die castingmachine9.2.21镶铸法 insert process9.3离心铸造9.3.1离心铸造 true centrifugal casting9.3.2半离心铸造 semi-centrifugal casting 9.3.3离心浇注 centrifugal pressure casting,centrifuge casting9.3.4双金属离心铸造 bimetal centrifugalcasting9.3.5离心铸造机 centrifugal castingmachine9.4熔模铸造9.4.1 失模铸造 lost pattern casting9.4.2熔模铸造(失蜡铸造) fusible patternmolding, lost-wax molding9.4.3压制熔模 fusible pattern injection9.4.4压型 pattern die9.4.5熔模 fusible pattern9.4.6盐模salt pattern9.4.7蜡模 wax-pattern9.4.8模组 pattern assembly9.4.9熔模涂料(浆料) slurry9.4.10面层涂料 investment precoat9.4.11撒砂 stuccoing9.4.12脱蜡 dewaxing9.4.13熔烧 sintering9.5壳型铸造9.5.1壳型铸造 shell molding9.5.2结壳时间 investing time9.5.3结壳温度 investing temperature9.5.4硬化温度 curing temperature9.5.5硬化时间 curing time9.6其它铸造方法9.6.1 陶瓷型铸造 ceramic molding9.6.2 陶瓷型浆料 ceramic slurry9.6.3灌浆 paste pouring9.6.4喷烧 torch firing9.6.5低压铸造 low-pressure die casting9.6.6充型压力 mold filling pressure9.6.7保压压力 dwell pressure9.6.8升液管 stalk9.6.9真空吸铸 suction casting9.6.10差压铸造(反压铸造) counter-pressure casting9.6.11实型铸造 full mold process, cavitylesscasting9.6.12泡沫塑料模 styrofoam pattern9.6.13磁型铸造(磁丸铸造) magnetic shotmolding process9.6.14凝壳铸造 slush casting9.6.15石膏型铸造 plaster molding9.6.16连续铸造 continuous casting10 铸件质量及铸件缺陷10.1 铸件质量基本术语10.1.1铸件检验 inspection of casting10.1.2铸件质量分析 quality analysis ofcasting10.1.3铸件外观质量 visual quality ofcasting10.1.4铸件内在质量 internal quality ofcasting10.1.5铸件使用性能 service ability ofcasting10.1.6单铸试块 separated test bar ofcasting10.1.7附铸试块 test lug10.1.8缺陷铸件 defective casting10.1.9废品 reject10.1.10无损检验(无损探伤)nondestructive inspection10.1.11破坏性试验 destructive testing10.2多肉类缺陷10.2.1飞翅(飞边) joint flash10.2.2毛刺 veining10.2.3抬型(抬箱) cope raise , raised mold 10.2.4胀箱 swell10.2.5冲砂 erosion, cut, wash10.2.6掉砂 drop, crush10.2.7外渗物(外渗豆) sweat10.3孔洞类缺陷10.3.1 气孔 blow hole10.3.2 针孔 pinhole10.3.3 缩孔 shrinkage10.3.4缩松 dispersed shrinkage10.3.5疏松(显微缩松) porositymicroshrinkage10.4裂纹、冷隔类缺陷10.4.1冷裂 cold cracking10.4.2热裂 hot tearing10.4.3热处理裂纹 heat treatment crack 10.4.4白点(发裂) flake10.4.5冷隔 cold shut, cold lap10.4.6浇注断流 interrupted pour10.5表面缺陷10.5.1 鼠尾 rat-tail10.5.2 沟漕 buckle10.5.3 夹砂结疤(夹砂) scab10.5.4机械粘砂(渗透粘砂) metalpenetration10.5.5化学粘砂(烧结粘砂)burn-on10.5.6表面粗糙 rough surface 10.5.7皱皮 elephant skin10.5.8缩陷 depression10.6残缺类缺陷10.6.1 浇不到 misrun10.6.2 未浇满 poured short10.6.3 跑火 run-out, bleeding10.6.4 型漏(漏箱)run-out, bleeding 10.6.5损伤(机械损伤)damage10.7形状及重量差错类缺陷10.7.1 拉长 exaggeration of dimension 10.7.2 超重 over-weight10.7.3 变形 distortion, warping10.7.4 错型(错箱) shift10.7.5 错芯 core shift10.7.6 偏芯(漂芯) core raised, corelift 10.8夹杂类缺陷10.8.1 夹杂物 inclusion10.8.2 冷豆 cold shot10.8.3 内渗物(内渗豆) internal sweat 10.8.4 渣气孔 scum, slag-blow hole 10.8.5 砂眼 sand inclusion10.9性能、成分、组织不合格10.9.1 亮皮 pearlite layer10.9.2 菜花头 cauli-flowering10.9.3 石墨飘浮 carbon floatation10.9.4 石墨集结 kish graphite spot 10.9.5 组织粗大 open grain structure 10.9.6 偏析 segregation10.9.7 硬点 hard spot10.9.8 反白口 inverse chill10.9.9 球化不良 under-nodularizing 10.9.10 球化衰退 degradated spheroidisationCollapsibility 退让性10.9.11 脱碳 decarburization定位点 anchor point凸轮轴 tumbling shaft曲轴 crank shaft主轴 principal shaft镗杆, 铣刀轴, 刀杆轴, 刀具轴 cutter spindle 曲轴箱 crankcase球化剂 nodulizer nodularisers定位销定位键 locator key试验样品 pilot sample对刀仪 tool pre-setterEutectic 共晶Steadite 磷化物共晶体3Are chemistries checked prior to tap out? Annealing 退火Quench 淬火 Tempering 回火Normalizing 正火Dendrite树枝状结晶Alcohol radical core wash/mol dwash 醇基涂料Fixture 卡具Embrittled 脆化目 mesh, gritPrecipitation析出cleavage fractureintergranular embrittlementcoarsening of precipitatesembrittled castingnucleate 成核affinity 亲和力austenitize [冶]奥氏体化austenitic [冶]奥氏体的austenite grain size奥氏体结晶粒度retained austenite残留[残余]奥氏体Coarsening (晶粒)长大,粗化carbon equivalent 碳当量detrimental tramp elements such as lead, bismuth, antimony, titaniumde-nodulariseExothermic sleevesGlossary of Metalcasting Terms This Glossary of Metalcasting Terms provides the casting designer and purchaserwithpractical definitions of common metalcastingphrases and terms.AQL Acceptable Quality Level. A qualitylevel established on a prearranged systemof inspection using samples selected at random.As-ca st condition Casting without subsequent heat treatment.Backing sand The bulk of the sand in the flask. The sand compacted on top of the facing sand that covers the pattern.Binder The bonding agent used as an additive to mold or core sand to impart strength or plasticity in a "green" or dry state. Burn-on sand Sand adhering to the surface of the casting that is extremely difficult to remove.Chaplet A small metal insert or spacer used in molds to provide core support during the casting process. Charge A given weight of metal introduced into the furnace.Chill A metal insert in the sand mold usedto produce local chilling and equalize rate of solidification throughout the casting. Cleaning Removal of runners, risers, flash, surplus metal and sand from a casting.Cold shut A surface imperfection due to unsatisfactory fusion of metal.Cope The top half of a horizontally parted mold.Core A sand or metal insert in a mold to shape the interior of the casting or that part of the casting that cannot be shaped by the pattern.Core assembly An assembly made from a number of cores.Corebox The wooden, metal or plastic tool used to produce cores.Coreprint A projection on a pattern that leaves an impression in the mold for supporting the core.Core wash A liquid suspension of a refractory material applied to cores and dried (intended to improve surface of casting).Crush The displacement of sand at mold joints.Cupola A cylindrical, straight shaft furnace (usually lined with refractories) for melting metal in direct contact with coke by forcing air under pressure through openings near its base.Cure To harden.Die A metal form used as a permanent mold for die casting or for a wax pattern in investment casting.Dowel A pin of various types used in the parting surface of parted patterns or dies to assure correct registry.Draft Taper on the vertical sides of a pattern or corebox that permits the core or sand mold to be removed without distorting or tearing of the sand.Drag The bottom half of a horizontally parted mold.Ejector pins Movable pins in pattern dies that help remove patterns from the die. Facing sand The sand used to surround the pattern that produces the surface in contact with the molten metal.Feeder Sometimes referred to as a "riser," it is part of the gating system that forms the reservoir of molten metal necessary to compensate for losses due to shrinkage as the metal solidifies.Finish allowance The amount of stock left on the surface of a casting for machining. Finish mark A symbol (f, fl, f2, etc.) appearing on the line of a drawing that represents the edge of the surface of the casting to be machined or otherwise finished.Flask A rigid metal or wood frame used to hold the sand of which a mold is formed and usually consisting of two parts, cope and drag.Foundry returns Metal (of known composition) in the form of gates, sprues, runners, risers and scrapped castings returned to the furnace for remelting.Gas porosity A condition existing in a casting caused by the trapping of gas in the molten metal or by mold gases evolved during the pouring of the casting.Gate (ingate) The portion of the runner where the molten metal enters the mold cavity.Green sand Moist clay-bonded molding sand.Heat A single furnace charge of metal. Heat treatment A combination of heating and cooling operations timed and applied to a metal or alloy in the solid state in a manner that will produce desired mechanical properties.Hotbox process A resin-based process that uses heated metal coreboxes to produce cores.Hot tear Irregularly shaped fracture in a casting resulting from stresses set up by steep thermal gradients within the casting during solidification.Inclusions Particles of slag, refractory materials, sand or deoxidation products trapped in the casting during pouring solidification.Investment casting A pattern casting process in which a wax or thermoplastic pattern is used. The pattern is invested (surrounded) by a refractory slurry. After the mold is dry, the pattern is melted or burned out of the mold cavity, and molten metal is poured into the resulting cavity.Ladle A container used to transfer molten metal from the furnace to the mold. Locating pad A projection on a casting that helps maintain alignment of the casting for machining operations.Locating surface A casting surface to be used as a basis for measurement in making secondary machining operations.Master pattern The object from which a die can be made; generally a metal model of the part to be cast with process shrinkage added.Mechanical properties Those properties of a material that reveal the elastic and inelastic properties when force is applied. This term should not be used interchangeably with "physical properties." Metal lot A master heat that has been approved for casting and given a sequential number by the foundry.Mold Normally consists of a top and bottom form, made of sand, metal or any other investment material. It contains the cavity into which molten metal is poured to produce a casting of definite shape.Mold cavity The impression in a mold produced by removal of the pattern. It is filled with molten metal to form the casting. Mold coating (See core wash.)Nobake proce ss Molds/cores produced with a resin-bonded air-setting sand. Also known as the airset process because moldsare left to harden under normal atmospheric conditions.Parting line The line showing the separation of the two halves of the mold. Pattern The wood, metal, foam or plastic shape used to form the cavity in the sand. A pattern may consist of one or many impressions and would normally be mounted on a board or plate complete with a runner system.Pattern draft The taper allowed on the vertical faces of a pattern to permit easy withdrawal of the pattern from the mold or die. (See draft.)Pattern layout Full-sized drawing of a pattern showing its arrangement and structural features.Patternmaker's shrinkage The shrinkage allowance made on all patterns to compensate for the change in dimensions as the solidified casting cools in the mold from freezing temperature of the metal to room temperature. The pattern is made larger by the amount of shrinkage characteristic of the particular metal in the casting and the amount of resulting contraction to be encountered. Permeability The property of a mold material to allow passage of mold/core gases during the pouring of molten metal. Physical properties Properties of matter such as density, electrical and thermal conductivity, expansion and specific heat. This term should not be used interchangeably with "mechanical properties."Pig iron Blocks of iron to a known metal chemical analysis that are used for melting (with suitable additions of scrap, etc.) for the production of ferrous castings.Pilot or sample casting A casting made from a pattern produced in a production die to check the accuracy of dimensions and quality of castings that will be made. Porosity Holes in the casting due to: gases trapped in the mold, the reaction of molten metal with moisture in the molding sand, or the imperfect fusion of chaplets with molten metal.Recovery rate Ratio of the number of saleable parts to the total number of parts manufactured, expressed as a percentage. Refractory Heat-resistant ceramic material. Reject rate Ratio of the number of parts scrapped to the total number of parts manufactured, expressed as a percentage. Riser (See feeder.)Runner system or gating The set of channels in a mold through which molten metal is poured to fill the mold cavity. The system normally consists of a vertical section (downgate or sprue) to the point where it joins the mold cavity (gate) and leads from the mold cavity through vertical channels (risers or feeders) (Fig. 3).Sand inclusions Cavities or surface imperfections on a casting caused by sand washing into the mold cavity.Scrap (a) Any scrap metal melted (usually with suitable additions of pig iron or ingots) to produce castings; (b) reject castings. Shakeout The process of separating the solidified casting from the mold material. Shrinkage Contraction of metal in the mold during solidification. The term also is usedto describe the casting defect, such as shrinkage cavity, which results from poor design, insufficient metal feed or inadequate feeding.Slag A fused nonmetallic material that protects molten metal from the air and extracts certain impurities from the melt. Slag inclusions Casting surface imperfections similar to sand inclusions but containing impurities from the charge materials, silica and clay eroded from the refractory lining, and ash from the fuel during the melting process. May also originate from metal-refractory reactions occurring in the ladle during pouring of the casting.。
铸造术语--中英文对照

一、基本术语1.铸造: casting ,founding , foundry2。
砂型铸造:Sand casting process3.特种铸造: Special casting process4.铸件: casting5。
毛坯铸件: Rough casting6。
砂型铸件:Sand casting7.试制铸件:Pilot casting8.铸态铸件:as—cast casting9。
铸型[型]:mold10.铸造工艺: Casting process,foundry technology11。
铸造用材料:Foundry materials12.铸造工艺材料:Consumable materials13.铸造设备: Foundry equipment,foundry facilities14。
铸工:Caster,founder,foundry worker15.铸造工作者:foundryman16.铸造车间:Foundry shop17。
铸造厂: Foundry18.铸造分厂:Attached foundry,captive foundry,tied foundry19.铸造三废: Foundry affluent20。
一批: A batch21.一炉: A cast,a heat, a melt22.铸焊:Cast welding,flow welding23.铸锭:ingot二、铸造合金及熔炼、浇注2。
1铸造合金基础术语1.铸造合金:Cast alloy2。
共晶合金系:Eutectic alloy system3。
共晶合金:Eutectic alloy4。
亚共晶合金:Hypoeutectic alloy5.过共晶合金: Hypereutectic alloy6.共晶团: Eutectic cell7。
共晶温度: Eutectic temperature8.共晶转变:Eutectic reaction,eutectic transformation9.共晶组织:Eutectic structure10。
铸造名词术语(中英对照,GB5611-85)

3.5.23. 旧砂 floor sand
3.5.24. 枯砂(焦砂) burnt sand
3.5.25. 废砂 waste sand
3.5.26. 热砂 hot sand
3.5.27. 松砂 aeration , sand-cutting
2.9. 凝固温度范围 solidification range
2.10. 定向凝固(顺序凝固) directional
solidification
2.11. 液态收缩(液体收缩) liquid
contraction
2.12. 凝固收缩 solidification contraction
4.1.16. 铁素体可锻铸铁 ferritic malleable cast iron
4.1.17. 白心可锻铸铁 white heart malleable cast iron
4.1.18. 团絮石墨 tempered graphite
4.1.19. 冷硬铸铁(激冷铸铁) chilled iron
2.3. 吸气 gas absorption
2.4. 过冷 undercooling, supercooling
2.5. 过冷度 degree of undercooling
2.6. 成核 nucleation
2.7. 自发成核(均质成核) homogeneous
nucleation
2.8. 非自发成核(非均质成核)heterogeneous nucleation
2.13. 固态收缩(固体收缩) solid contraction
2.14. 凝固时间 solidification time
的压铸模具相关英语注释

超值压铸英语.安装尺.instal.dimensio.凹模固定.retaine.plat.凹.femal.die.femal.mold.negativ.mol....spar.part...modificatio..质.modificatio.agen...slagging-of.保温.holdin.furnac.保压压.dwel.pressur.表面缺.surfac.defec..淬火硬度quenchin.hardnes..芯cor.侧面抽芯sid.cor.抽芯油缸cor.oi.cylinde.插拔式结构plu.抽芯机构cor.pulle.抽芯油缸支架bracke.o.cylinde.粗糙度roughness/degre.铸件表面粗糙度surfac.roughnes..伤gallin.尺寸公差dimensio.toleranc.o.castin..气degassin.吹气净化blo.purifyin.除气剂degassin.flu..渣de-slaggin.出渣口sla.hol..渣sludg.出炉口ta.hol.菜花头Cauli-flowerin.超声波检验ultrasoni.tes..熔re-meltin....盖cove.动模垫块space.paralle...forge.stee.氮化处理nitridin.treatmen..裂fractur.塑性断裂plasti.fractur..柱guid.pilla..套guid.sleev.导向板guid.plat.导向件guid.par..型movin.die/ejecto.die/movabl.moul.动模座板movin.clam.plate/botto.clampin.plat.定模座板fixe.clam.plate/to.plat.定型fixe.die/cove.di.定模套版bolster/fixe.di..杆ejecto.pi.顶出结构ejecto.mechanis..出ejecto.吊装孔liftin.ey..环liftin.rin.镀钛处理titaniu.platin.treatmen.多肉缺陷metalli.projectio.电火花electri.spar..磨grinding.分流.divider/blas.con.分型.mol.parting/partin.face/mol.join...attachment/appendi.复位.rese.bar(rod.附件故.accessor.覆盖.coverin.flu.废金属料scra..渣cinde.反射.reverberator.furnac...rejec..边join.flas..真simulatio....specification/standar.数值孔.numerica.apertur.(N.A.固定.segmen..埚crucibl.坩埚炉crucibl.furnac.感应电炉electri.inductio.furnac...blin.sca.硅Silico.....slidin.bloc.滑块部.movin.part.滑块退.return/mov.bac...welding-o.横浇.runne...di.lockin.横流.runne.回炉料foundr.return...mol.assembling/closing/di.lockin.合型.di.lockin.forc.化学成分不合格chemica.consistenc.analysi...浇口.spru.bus.浇排道系统pourin.syste.浇不.misru...pourin.浇注断裂interrupte.pou.浇道.gatin.rati.dl..整dressin.an.finishin...accurac...connecto...sho.damag.金相组.metallographi.structur.金属残液hee.金相检验metallographi.tes.金属型涂.di.coating/coatin.fo.meta.mol.加压速.rat.o.pressur.increasin...clearanc..炼refinin.精炼剂refinin.flu.精密铸.precisio.castin..置holding/stewin...impregnatio.集渣装置dir.trap.夹杂类缺陷inclusio.defect..渣entrappe.slag/sla.inclusio...too.fixtures...housin...blowin.i.孔洞缺陷cavit...inventor....coolin.冷却水.coolin.wate.pip.冷却耐压.coolin.pressur.pip.冷却水管用密封.O-ring/sealin.ring/gaske.rin.冷室卧式压铸.horizonta.(col.chamber.di.castin.machin.冷却系.coolin.syste.冷却水接.coolin.wate.connecto...col.crac...Aluminu...crac...caugh.castin.拉杆.dra.ba...screw/threa.螺纹结.scre.structur.螺纹公称直径(直.diameter.公称尺寸(名义尺寸.specifie.size/nomina.dimensio...leakag.o.oi.棱边倒.edg...charg...furnac.linin.炉气分析flu.ga.analysi.炉前分析on-the-spo.sampl.analysi...bloom/flo.lin.力学性能不合.physical-mechanica.characteristi.abnorma....rough/blan.毛坯铸.roug.castin...veining/bur...cor...fram...mol.channe...chase/bolster/fram.模具.di.stee.模具图.mol.drawin.内浇.in-gat...riser/feede.hea..口浇注系.feede.hea.gatin.syste..Magnesiu..Manganes.密闭耐压系.tightnes.tes..内浇.in-gat..Nickl..配油.pressur.plat.排气.exhaus.bloc.排气.ai.ven.排气.vent/ventin.channe.排气.ventin.plu.配合.圆形:fittin.sleev.方型.fittin.cas...aluminu.slo.ou.o.mol.喷射冶.injectin.metallurg.喷丸清.sho.blastin.cleanin.抛丸清.whee.blastin.cleanin...segregatio.破坏性实.destructiv.test.取件.extracto.去除浇冒.de-gatin...chippin.缺陷铸.defectin.castin...blowhole/ga.cavity/pinhole/porosit.气孔.blowhol.shrinkag.去毛.de-burrin.去除氧化.de-scalin..Hydroge...cleanin..热处.hea.treatmen.热电偶测温.thermocoupl.wel. 热电.thermocoupl.(TC)/pyo...ho.heatin...smeltin.熔化.meltin.rat.熔炼损.tota.meltin.los...bat...flu...sla.....wate.pip.三维造...三坐标测量.coordinat..上模座.uppe.clampin.plat...shrinkag...disperse.shrinkag...porosity(disperse.shrinkage...leakag...sink/sin.in/depressio. ..tes.block/tes.piece/coupo. 实时控制系.real-tim.contro.syste.试.de-buggin....pus.plat...pus.ro.推板导.pus.plat.guid.pilla.推板导.pus.plat.guid.sleev.凸模固定.punch-retaine.plat..coppe..Titaniu..网状裂.craz.crack/crazing/checkin.未浇.poure.shor....cor...mol.cavit.镶拼.splicin.plac.斜导柱.hol.o.incline.guid.pilla.楔紧.wedg.型芯弯.cor.bendin.下模座.lowerin.clampin.plat.型芯固定.core-retaine.plat..光射线检.X-ra.inspectio..压铸.di.castin.machin...pressur.chambe.压室止口(定位)尺.dimension/siz.pactio.压.shot/injectio.压射冲.injectio.piston(ram)/plunge.压铸.di.castin.di.压力铸造模.die-castin.di.易损镶.wea.inser.易损.wearin.part.预应.pre-stres.永久.permanen.mol...har.spo.溢流.ove.flo.wel...indentatio..Oxyge.荧光检.fluorescen.tes..真空接.vacuu.connecto.真空排气.vacuu.exhaus.bloc.总接.mai.connecto.中接.middl.connecto.直浇.spru.转接处(转口)transi.装配图(铸型装配图.mol.assembl.drawin...cas.stee...ejecto.housing/mol.bas.le.造.sla.formin.真空熔.vacuu.meltin.真空压.vacuu.di.casting.evacuate.di.castin.增.pressurizatio...pinhol...adhesiv.aluminu.直读光谱分析.direct-readin.spectrograp.转运dl.转向器steerin.rack柴油式传动叉.Diese.forklif.复印.copyin.machin.服务.Serve.绘图.Graphi.plotte.兼容.compatibl.machin.材料.warehous.投影.projecto.半自动车th.半自动立式钻.dril.machin.表面粗度测量.surfac.roughnes.gaug. 布洛维硬度.Brinel.hardnes.gaug.测氢.Hydroge.gaug.叉车充电.charge.程控交换.exchange.齿轮油.oi.pum.储气.accumulato.tan.电动葫.Gantr.cran.电动试压.pres.teste.电动斜切.bia.cutte.电子.weighin.scal.电子扫描.scanne.吊.spoo.hoppe.高压离心风.combustio.blowe.管道.proces.wate.pum.烘.ove.监控系.monitorin.syste.简易数控车th.交流弧焊.Ar.welde.抛光.polishe.锯.sa.空压presso.冷冻式干燥.drye.红外线测温.冷却.coolin.towe.立式带锯.ban.sa.滤油.oi.filte.焊接.welde.模温.di.heate.喷粉室回收设.painte.syste.平面磨.grinde.气动量.ai.gaug.切割.cut-of.machin.清洗.washe.散热器攻丝.tappin.machin.台式光谱.spectrograp.台式砂轮.abrasiv.machin. 卧式液压拉.broachin.machin.铣.millin.machin.钻.drillin.machin.液压.hydrauli.machin.真空.vacuu.pum.时效.agin.furnac.电阻.stres.relie.furnac.探伤.diagnosti.machin.加工中.machinin.cente.车.lath.钻削中.drillin..cuttin.cente.别.Buic.切边.tri.pres.冷却塔循环.coolin.towe.pum.循环水离心.proces.wate.pum.脱模剂压送.di.lub.statio.取件.extracto.FL充痒压铸系.F.oxyge.fee.di.cas.syste.装卸.loade.在建工.constructio.i.progres.捡漏.picke.纸芯式滤油器pape.elemen.filte.电磁.solenoid valv.溢流阀spillove.valv.调速.spee.contro.valv.压力传感器pressur.transduce.三角带wedg.shape.bel.节流阀erno.同步齿型带timin.belt喷涂机spra.coate.轴承(main.bearin.浮球.floa.valve/bal.coc.行车bridg.cran.平衡重式叉车counte.balance.forklif.轮毂螺栓whee.hu.bol.制动蹄片brak.sho.制动液brakin.flui.叶片lamina/van.侧护板sid.guar.plat.单列向心推力球轴承singl.ro.radia.thrust bal.bearin.带防尘盖单列轴承singl.ro.bearin.shielde.急停按.scra.butto.三相开关threephas.switc.行程开关limit/trave.switc.断路器circui.breake.接触.contacto.中间继电器intermediat.rela.时间继电.tim.rela.控制变压器contro.transforme.开关电源switchin.suppl.节能灯m.日光灯管fluorescen.tub.自整流高压汞灯泡m.电工胶布garrers/electrica.tap.焊条weldin.ro.石笔slat.penci.外圆磨床externa.grinderHydrauli.flui.oi.液压.Safet.hook/bolt.安全.Crosshea.十字.Tai.stoc.尾.尾.Fram.cove.护.框.Toggl.to.cove.肘环.Couplin.联轴.Tie-ba.拉杆.系.Contro.pane.控制面.Powe.boar.分配板.配电.Overhaulin.大修.拆.Hos.软管.水龙.Warrant.perio.保修.Nozzl.管口.喷.Natur.ta.日晒后的颜色.茶.Electri.fittin.电装.Rubbe.pa.橡胶.Shoc.absorbin.rubbe.stoppe.减震橡皮.Di.heigh.模子闭合高.Di.strok.动模行. Intensificatio.rati.standar.增强比标.Plunge.strok.柱塞行.Plunge.ti.penetratio.冲头穿透.Viscosit.inde.粘度指.Rate.pressur.额定压.Plu.socke.插口.塞.Ventilate.通风.Ancho.bol.hol.地锚(脚)螺栓.Inle.入.Galvaniz.通电.Carbo.grai.碳.Morta.火泥.砂.Stretche.拉伸.Earthin.cabl.接地电.Manifol.总管.集合.Clam.forc.senso.夹紧力传感.Attenuat.削.Emulsificatio.乳化作.中子线wir.fo.slidin.出模斜.draf.angl.隔.bu.掉.misru.研.grin.Turbidit.浑浊度Refrac.mete.折光.Sedimen.沉淀.Glyco.乙二.Combustibl.易燃.Water-solubl.水溶性. Greas.pum.黄油泵,油脂.Droolin.滴.Disulfid.二硫化.Lithiu..Gaug.coc.试水位旋. Pressur.matc.valv.压力拟合.Lock/chec.nu.防松螺.Slan.倾.Cor.slidin.fac.型芯滑.Flu.treatmen.熔剂处. Di.clampin.cylinde.模具夹紧气.Cloggin.堵塞,闭.Electrod.ba.电极. Fumigatio.certificat.熏蒸消毒证.Crat.条板箱,柳条.Resi.part.树脂零.Oi.rin.油.Gea.bo.齿轮箱,传动箱,变速.Draf.angl.出模斜.Ta.an.dril.gaug.丝锥和钻头.Ta.bore.螺纹底孔.Ta.cutte.丝锥刀.Ta.di.holde.丝锥板牙两用夹.Ta.handl.丝锥扳.Scre.funne.分液漏. Scre.chasin.machin.螺纹切削.Scre.cuttin.螺纹切.Scre.pitc.gaug.螺距.Scre.rive.螺纹铆.Scre.ven.螺杆通.Rac.housin.齿条.Rac.Tube.油.Cu.Seal.Fee.Pipe.输油.Spool.卷. Recuperatin.Seal(恢复性密封.Inflato.Tube.充气.Cu.Seal.Steerin.Hose.转向胶.Biscui.thicknes.料柄厚度注油.oi.filte.poin.牛皮.kraft/brow.pape.瓦楞.flutin.pape.崩.charg.downslide/collaps. 卡涉现.interferenc.phenomeno.机械加工余.stockin.复制.replace.moul.偏心.offse.distanc.抽大.pul.ti.ba.料.biscui.抽.loos.cor.光整平滑.flatnes.Drai.coc.排气阀,放出开.Wrenc.扳.Stoppe.塞子,制动.Intensifie.增强.Chec.valv.止回.Orific.孔,.Pilo.valv.领示阀,导.Col.shu.冷疤,冷.Flo.mar.波纹,流线.Sho.strok.压射冲. Surg.pressur.冲击压力,脉动压.Jac.bol.定位螺.Ancho.hol.锚栓.Dus.sea.档尘.Valv.cove.气门盖,阀.Cylinde.tub.汽缸.Pisto.ro.活塞.Pisto.rin.活塞.Sho.cylinde.压射.Wir.clam.钢丝.Ai.hos.空气软管,送风.Atomize.喷雾.Straine.滤.Hollo.shaf.空心轴,管. Potentiomete.电位计,分压.Shaf.轴,杆状.Asbesto.wir.石棉.Pulle.滑车,滑.Sprin.washe.弹簧垫.Inverte.电源交换.Cuttin.flui.切削. refractio.coefficien.折光系数Scre.Cuttin.Ta.螺旋切削丝.plu.gaug.塞.colo.shade色.re.lea.powe.红丹.stres.relie.去应.castin.fil.铸型薄.cas.form铸造成形.铸. cas.hous.crane炉前[出铁场]吊.cas.panel铸造面.cas.rotor铸造转. cas.superalloy铸造高温合.cas.tes.block铸造试块[棒.castin.character铸造性.castin.crack缩.castin.fin铸件飞边.铸件披缝.铸件周缘翅.castin.head浇冒.p铸件皱.castin.scar铸疤.浇注.castin.sealer铸件渗补.castin.strain铸造应.castin.stress铸造应.spar.plu.火花.internal-combustio.engin.cylinder内燃机汽.hydraulic.水力.pinion小齿.pinio.bearing小齿轮轴.pinio.cage主动[行星]齿轮架.差速器壳.差速.pinio.cuttin.machine齿轴切削机.pinio.head齿轴齿.pinio.shape.cutter插齿.pinio.spider差速器十字.pinio.stop(起动机的)齿轮停止.valv.housing阀.valv.actuatin.mechanism配气机.valv.ai.relief自动放气.valv.bank阀.valv.barrel阀.valv.bod.attachment阀体连接.valv.bounce阀.valv.bush阀衬.阀[衬].valv.ches.gasket阀柜垫密.valv.cock阀.valv.cottar气阀制.valv.disc阀盘valv.discharg.centrifuge活门卸料式离心.valv.follower阀推.valv.positioner阀门定位.分层Delaminatio.filling-engine梳丝机.fillin.agen.填充剂;填.fillin.auger装载螺.poun填.fillin.funnel注液漏.车.(car.fram.钣.shee.meta.测.sid.plat.内侧板Inne.sid.plat.焊钳solderin.turre.焊.weldin.ro.焊.weldin.spo.焊接机器.weldin.robo.寿命周期成.lif.cycl.cos.前.fore/leadin.axl.后翼子.rea.fende.切削性.cuttin.characteristi.散热性.hea.dispersio.耐磨性.wea.resistan.propert.摩擦系.frictio.coefficien.灰铸.gra.iron.graphiti.cas.iro.过盈配.tight/interferenc.fi. 缸.cylinder.sleeve.barre.tub.pip.导轨.guid.wa.(face.铣刀lin.cutter/facin.cutte.刀.too.pan/cutte.hea.磨削余.grindin.allowanc.耐用.enduranc.钝.passivatio.刀尖圆.circula.pr.knif.poin.(刀具)主偏.enterin.angle.pla.angl.弹性变形.amoun.o.elasti.deformatio.燃烧.combustio.chambe.磨.abrasiv.dus.滤器.straine.cor.差速.differentia.gea.反冲减震.recoilin.shoc.absorbe.废气涡.exhaus.turbin.涡轮增压.turbocharge.增压盲.turboloch喷油.oi.sprayer/atomize.汽化.carbureto.硬质合金刀.carbid.tippe.too.精镗刀.fin.borin.too.动力传动系.powe.transmissio.syste.spanne.扳.(美作:wrench.double-ende.spanne.双头扳. adjustabl.spanner.monke.wrenc.活扳子,活络扳.bo.spanne.管钳.(美作:socke.wrenc.caliper.卡.pincers.tong.夹.wir.cutter.剪线. multipurpos.pliers.universa.plier.万能手.adjustabl.plier.可调手.punc.冲.scrape.三角刮.reame.扩孔.callipe.gaug.孔径.hacksa.钢.greas.gu.注油.oi.ca.油.边刨.sid.plane.插.slottin.machin.车.lath.too.车轮车th.车.turnin.Bayone.卡.Bearin.fitting.轴承配. Bearin.processin.equipmen.轴承加工.Bel.driv.带传.Bendin.machine.弯曲.Borin.head.搪孔.Borin.machine.镗.Cabl.makin.tool.造线.CN.bendin.presse.电脑数控弯折.CN.borin.machine.电脑数控镗.CN.drillin.machine.电脑数控钻.CN.ED.wire-cuttin.machine.电脑数控电火花线切削.CN.electri.discharg.machine.电脑数控电火花.CN.engravin.machine.电脑数控雕刻.CN.grindin.machine.电脑数控磨床the.电脑数控车.CN.machin.too.fitting.电脑数控机床配.lin.machine.电脑数控铣.CN.shearin.machine.电脑数控剪切.C刀.CN.wire-cuttin.machine.电脑数控线切削.Conveyin.chain.输送.Crimpin.tool.卷边工.Disposabl.toolholde.bit.舍弃式刀.Drawin.machine.拔丝.Etchin.machine.蚀刻.Honin.machine.搪磨.Lappin.machine.精研.Millin.head.铣.Mol.polishing/texturin.模具打磨/磨.Planin.machine.刨.aberratio.色.atomizatio.雾.ban.mar.料.bit.咬.blackin.hol.涂料孔(铸疵.blackin.sca.涂料.bliste.起.bloomin.起.blo.hol.破.blushin.泛.bod.wrinkl.侧壁皱.breaking-i.冒口带.bubbl.膜.bur.mar.糊.bur.毛.cambe.翘.cel.气.centr.buckl.表面中部波.chec.细裂.checkin.龟. chippin.修整表面缺.clamp-of.铸件凹.collaps.塌.colou.mottl.色.corrosio.腐.crac.裂.crazin.碎.crazin.龟裂deformatio.变.edg.切边碎.edg.crac.裂.fadin.退.fille.spea.填充料.fissur.裂. flang.wrinkl.凸缘起.fla.刮.flo.mar.流.gallin.毛.glazin.光.glos.光.greas.pit.污.grindin.defec.磨.haircrac.发.haz.雾.incrustatio.水.indentatio.压. interna.porosit.内部气.mismatc.偏.mottl.斑.neckin.缩.nic.割. orang.pee.橘皮状表面缺.overflo.溢.peelin.剥.pi..pittin.corrosio.点状腐.plat.mar.模板印.poc.麻.poc.mar.痘.resi.strea.树脂流.resi.wea.树脂脱.ridin.凹.saggin.松.saponificatio.皂.sca.疤.scra.ja.废料阻.scratc.刮伤/划.scuffin.深冲表面划.sea.裂.shoc.lin.模口挤.shor.sho.充填不.shrinkag.poo.凹孔sin.mar.凹.ski.inclusio.表皮折.straightenin.矫.strea.条状.surfac.chec.表面裂. surfac.roughenin.橘皮状表皮皱.surgin.波.swea.ou.冒.torsio.扭.warpag.翘.wavines.波.webbin.熔.wel.mar.焊.whitenin.白.wrinkl.皱.表面处理关联用.时效硬.ag.hardenin.气体硬.ai.hardenin.空气韧.ai.patternin.退.annealin.阳极效.anod.effec.阳极氧化处.anodizin.滚.barre.platin.滚筒打.barre.tumblin.染黑.blackenin.青熟脆.blu.shortnes.碳酸盐薄膜防锈.bonderizin.箱位退.bo.annealin.封箱渗.bo.carburizin. 辉面电.brigh.electroplatin.光辉热处.brigh.hea.treatmen. 旁路热处.bypas.hea.treatmen.化学电.chemica.platin.化学蒸.chemica.vapo.depositio. 大气热处.controlle.atmospher.锐角效.corne.effec.儒缓放.creepin.discharg.压.embossin.部分淬.selectiv.quenching。
挤压铸造与超声处理对铸造铝锂合金组织与性能的影响
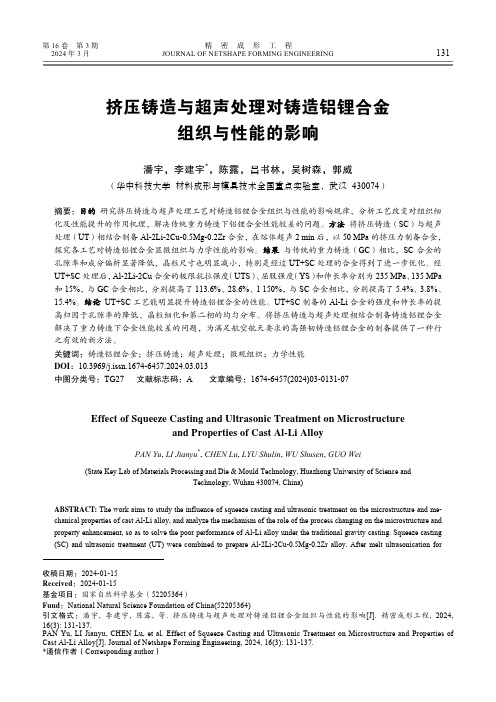
第16卷第3期精密成形工程2024年3月JOURNAL OF NETSHAPE FORMING ENGINEERING131挤压铸造与超声处理对铸造铝锂合金组织与性能的影响潘宇,李建宇*,陈露,吕书林,吴树森,郭威(华中科技大学材料成形与模具技术全国重点实验室,武汉 430074)摘要:目的研究挤压铸造与超声处理工艺对铸造铝锂合金组织与性能的影响规律,分析工艺改变对组织细化及性能提升的作用机理,解决传统重力铸造下铝锂合金性能较差的问题。
方法将挤压铸造(SC)与超声处理(UT)相结合制备Al-2Li-2Cu-0.5Mg-0.2Zr合金,在熔体超声2 min后,以50 MPa的挤压力制备合金,探究各工艺对铸造铝锂合金显微组织与力学性能的影响。
结果与传统的重力铸造(GC)相比,SC合金的孔隙率和成分偏析显著降低,晶粒尺寸也明显减小,特别是经过UT+SC处理的合金得到了进一步优化。
经UT+SC处理后,Al-2Li-2Cu合金的极限抗拉强度(UTS)、屈服强度(YS)和伸长率分别为235 MPa、135 MPa 和15%,与GC合金相比,分别提高了113.6%、28.6%、1 150%,与SC合金相比,分别提高了5.4%、3.8%、15.4%。
结论UT+SC工艺能明显提升铸造铝锂合金的性能。
UT+SC制备的Al-Li合金的强度和伸长率的提高归因于孔隙率的降低、晶粒细化和第二相的均匀分布。
将挤压铸造与超声处理相结合制备铸造铝锂合金解决了重力铸造下合金性能较差的问题,为满足航空航天要求的高强韧铸造铝锂合金的制备提供了一种行之有效的新方法。
关键词:铸造铝锂合金;挤压铸造;超声处理;微观组织;力学性能DOI:10.3969/j.issn.1674-6457.2024.03.013中图分类号:TG27 文献标志码:A 文章编号:1674-6457(2024)03-0131-07Effect of Squeeze Casting and Ultrasonic Treatment on Microstructureand Properties of Cast Al-Li AlloyPAN Yu, LI Jianyu*, CHEN Lu, LYU Shulin, WU Shusen, GUO Wei(State Key Lab of Materials Processing and Die & Mould Technology, Huazhong University of Science andTechnology, Wuhan 430074, China)ABSTRACT: The work aims to study the influence of squeeze casting and ultrasonic treatment on the microstructure and me-chanical properties of cast Al-Li alloy, and analyze the mechanism of the role of the process changing on the microstructure and property enhancement, so as to solve the poor performance of Al-Li alloy under the traditional gravity casting. Squeeze casting (SC) and ultrasonic treatment (UT) were combined to prepare Al-2Li-2Cu-0.5Mg-0.2Zr alloy. After melt ultrasonication for收稿日期:2024-01-15Received:2024-01-15基金项目:国家自然科学基金(52205364)Fund:National Natural Science Foundation of China(52205364)引文格式:潘宇, 李建宇, 陈露, 等. 挤压铸造与超声处理对铸造铝锂合金组织与性能的影响[J]. 精密成形工程, 2024, 16(3): 131-137.PAN Yu, LI Jianyu, CHEN Lu, et al. Effect of Squeeze Casting and Ultrasonic Treatment on Microstructure and Properties of Cast Al-Li Alloy[J]. Journal of Netshape Forming Engineering, 2024, 16(3): 131-137.*通信作者(Corresponding author)132精密成形工程 2024年3月2 min, the alloy was prepared at 50 MPa extrusion pressure, to explore the influence of each process on the microstructureand mechanical properties of cast Al-Li alloy. The results showed that compared with the traditional gravity casting (GC), the porosity and composition segregation of SC alloy were significantly reduced, and the grain size was also significantly re-duced, especially the UT+SC alloy was further optimized. After UT+SC, the ultimate tensile strength (UTS), yield strength (YS) and elongation of Al-Li alloy were 235 MPa, 135 MPa and 15% respectively, which were 113.6%, 28.6% and 1 150% higher than those of GC alloy, and 5.4%, 3.8% and 15.4% higher than those of SC alloy. The UT+SC process significantly enhances the properties of cast Al-Li alloy. The increase of strength and elongation of Al-Li alloy prepared by UT+SC is at-tributed to the decrease of porosity, grain refinement and uniform distribution of the second phase. The combination of squeeze casting and ultrasonic treatment for the preparation of cast Al-Li alloys solves the poor alloy performance under gravity casting, and provides a new and effective method for the preparation of high strength and toughness cast Al-Li alloy to meet aerospace requirements.KEY WORDS: cast Al-Li alloy; squeeze casting; ultrasonic treatment; microstructure; mechanical property铝锂(简称Al-Li)合金因其高模量和低密度等优异性能,在航空航天等领域受到了广泛关注[1-4]。
常用铸造术语中英对照
常用铸造术语中英对照2021-6-26整理(BY BARRY)Ⅰ.根本术语1.压力铸造die casting2.铸造casting,foundry,founding3.铸件casting4.毛坯铸件rough casting5.试制铸件pilot casting6.试模trial shot7.模具mold,mould8.压铸机die casting machine9.铸造设备foundry equipment,foundry facilities10.铸工caster,founder,foundry worker11.压铸工die carter12.铸造厂foundry13.铸造车间foundry shop14.铸造工作者foundry man15.批〔batch一批:a batch;每批:each batch, per batch);lot16.一炉a cast,a heat,a melt17.焊接welding18.铸造三废foundry effluent19.铸锭ingotⅡ.铸造合金、熔炼和浇注1.铸造合金cast alloy2.铝合金aluminium alloy3.铸造复合材料cast composite4.合金元素alloy element5.杂质元素tramp element6.碳化物carbide7.过热superheating8.过冷supercooling9.熔点melting point10.总碳量total carbon11.碳当量carbon equivalent12.碳当量仪eutectometer13.铝硅合金aluminium-silicon alloy14.压铸合金die cast alloy15.压铸铝合金aluminium diecast alloy16.压铸镁合金magnesium diecast alloy17.熔炼smelting18.熔化率melting rate19.元素增加gain of element20.熔剂flux21.熔池bath22.除气熔剂degassing flux23.覆盖剂covering flux24.炉料charging25.金属炉料metallic charging26.回炉料foundry returns 27.废金属料scrap28.熔渣slag29.沉渣sludge30.浮渣dross,scum,cinder31.造渣slag forming32.出渣deslagging33.出渣口slag hole34.炉衬furnace liner35.出炉口tap hole36.出炉温度tapping temperature37.重熔remelting38.坩埚炉crucible furnace39.保温炉holding furnace40.精炼refining41.真空精炼vacuum refining42.除气degassing43.残料heel44.浇注pouring45.自动浇注装置automatic pouring device46.浇包,料斗(勺)ladle47.转运包transfer ladle48.金属残液heel49.冷金属cold matelⅢ铸造工艺与工艺设备die casting process and process device1.铸造性能castability2.流动性fluidity3.充型能力mold-filling capacity4.充型速度(浇注速度)pouring rate;delivery rate5.充型时间filling time6.浇注温度pouring temperature7.比浇注速度specific pouring rate8.浇注时间pouring time9.凝固solidification10.凝固时间solidification11.收缩contraction;shrinkage12.收缩率shrinkage13.液态收缩liquid contraction14.凝固收缩solidification contraction15.固态收缩solid contraction16.液-固收缩liquid-solid contraction17.自由收缩free contraction18.收缩余量shrinkage allowance19.收缩应力contraction stress20.热应力thermal stress21.铸造应力casting stress22.残留应力(剩余应力)residual stress23.热裂倾向性tendency to hot tearing24.铸造工艺设计casting process design25.铸造工艺计算机辅助设计Computer-aided design for the casting process;casting process CAD26.实体造型constructive solid geometry;solid modeling27.充型分析mold filling analysis28.铸造工艺设备设计foundry tools design29.铸造工艺卡casting process card;foundry process card30.铸型装配图mold assembly drawing31.铸件图(毛坯图)drawing of rough casting32.铸造工艺准备preparation of casting technique33.铸件设计casting design34.铸件基准面reference face for machining of casting35.分型面parting face;(mold joint;mold parting)36.不平分型面irregular parting;(irregular joint;match parting)37.阶梯分型面stepped parting;stepped joint38.浇注位置pouring position39.交接壁intersection40.十字交接X-junction41.圆角fillet42.热节(点)hot spot43.加强筋stiffening ribs44.拨模斜度draft45.型腔mold cavity46.工艺孔technological hole47.浇注系统gating system;running system48.直浇道sprue49.横浇道runner50.内浇口ingate,gate51.溢流槽overflow well52.排气槽air vent53.分流锥sprue spreader;spreaderⅣ压力铸造〔特种铸造〕die-casting1.压铸机die casting machine2.冷室压铸机cold chamber die casting machine3.冷室卧式压铸机(卧式压铸机)horizontal(cold chamber)die casting machine4.冷室立式压铸机〔立式压铸机〕vertical(cold chamber)die casting machine5.热室压铸机hot chamber die casting machine6.真空压铸evacuated die casting;vacuum die casting7.压射injection;shot8.压射机构injection system9.压室injection chamber10.压射冲头injection ram;plunger11.压射速度injection speed12.压射比压injection pressure13.增压pressurization 14.充填率rate of filling15.锁型(合型)die locking16.合型机构(锁型机构)die closing mechanism17.锁型力die locking force;clamping force18.拉杆tie bar;tie rod19.压铸模die;die casting die20.定模(定型)fixed die;cover die half21.动模(动型)moving die;ejection die half22.浇口套sprue bush23.留型时间opening time24.顶出机构ejection mechanism25.顶杆ejector pin26.抽芯机构core puller27.余料biscuit;slug28.压铸涂料coating of diecasting;releaseagent29.充型压力mold filling pressure30.充型速度filling speed31.保压压力dwell pressure32.保压时间dwell timeⅤ压铸后加工及其工具1.喷砂清理sand blasting cleaning2.喷丸清理shot blasting cleaning3.抛丸清理wheel blasting cleaning4.滚筒清理tumbling5.抛丸清理机wheel blasting machine6.除浇口degating;trimming7.除毛刺deburring8.去氧化皮descaling9.打磨grinding10.弹丸shot11.抛丸器shot wheel12.喷丸器shot blaster13.砂轮机grinder14.浸渗处理impregnantion15.浸渗剂impregnant16.矫型rectification;straightening coining;17.外表处理surface treatment18.砂带打磨belt sanding19.钻孔;镗孔boring20.脱脂degreasing21.电镀electroplating;electrostatic coating22.夹具clamp;fixture23.机加工machining24.铣milling25.台式铣床bench milling machine26.数控加工中心CNC27.铸件机加工余量machining allowance of casting28.切削液mineral cutting oil29.抛光polishing30.粗加工rough working31.喷涂painting32.冲孔punching33.外表处理surface treatment34.洗净rinse35.车床lathe36.磨床grinder,grinding machine37.铣床milling machine38.钻床drill press39.刨床planerⅥ检测方式/设备/工具量具inspection equipment/facility1.合格质量水平acceptable quality level(AQL)2.气密性试验air tightness test3.大气暴露试验atmospheric corrosion test4.成分分析试验chemical analysis5.破坏性检测destructive inspection6.非破坏性检测nondestructive inspection7.尺寸检测dimensional test8.硬度试验hardness test9.冲击试验impact test10.逐件检查individual check11.抽样检查sampling inspection12.三座标检测microcode13.耐压试验pressure test14.盐雾试验salt spray test15.盐雾试验机salt spray test machine16.拉力测量机tensile test machine17.平面度检测仪flatness inspection guage18.检漏机leakage test machine19.普通检具normal guage20.抽样检查sampling inspection21.耐气候试验weathering test22.x光探伤x-ray test23.X光机X-ray machine24.塞规plug guage25.丝攻screw tap26.锥度规conical guage27.螺纹塞规thread plug guage28.游标卡尺vernier caliper29.半径规radius guage30.测角器/量角器bevel guage31.测径规,厚簿规calliper guage32.高度尺height guage33.深度尺depth guage34.三座标CMM35.光谱仪spectrographⅦ.包装packaging1.护边edge protection2.中间夹层intermediate layer3.多插入口式托盘multiple-entry pallet4.一次性托盘throw-away pallet5.耐气候wether resistanceⅧ图纸相关Drawing Related1.喷砂清理abrasive cleaning2.研磨剂abrasive3.依据according to/Acc to4.阳极氧化anodic oxidation5.外观appearance6.踏板autowalk pallet7.底座基座基准base8.盲孔blind hole9.气孔,气泡blow hole10.孔径hole diameter11.凸台boss12.基准面datum plane13.模定位面cast locator datum plane14.铸造应变casting strain15.中心孔center bore16.外圆角,倒角chamfer17.内圆角fillet18.同心度concentricity19.平面度flatness20.平行度parallel21.粗糙度roughness22.垂直度perpendicularity23.清洁度cleanness24.符合conform to25.残留物,污物contamination26.抽芯孔,铸孔core hole27.耐腐蚀corrosion resistance28.沉孔counterbore29.盖板cover30.关键尺寸critical dimension31.横切试验cross-cut test32.脱炭decarburize33.拔模斜度draft angle/draft34.导电性electric conductivity35.电动扶梯梯级escalator step36.外径〔大径〕external diameter37.内径(小径)internal diameter38.外螺纹external thread39.加工余量machining allowance40.法兰flange41.披锋flash42.自由状态free state43.通用公差〔未注公差〕general tolerance44.符合in accondance with45.来料检验incoming inspection46.标识indication,marking47.绝缘性isolation characteristics48.金属互化物intermetallic compound49.内螺纹internal thread50.每per51.边缘periphery52.永久伸长permanent stretch53.垂直于perpendicular to54.针孔,销孔pin hole55.平面图plan,plane figure56.磨光剂polish agent57.聚酯纤维polyester58.容许应力proof stress59.剩余应力residual stress60.试生产铸件prototype casting61.质量保证quality assurance62.散热器radiator63.耐磨性resistance to abrasion64.肋;筋条rib65.滚丝攻通roll thread thru66.剖面图section67.模具寿命service life of dies68.螺距pitch69.阴影毛坯区域shaded area cast70.收缩shrink71.缩孔shrinkage porosity72.碎片sliver73.烧伤soldering mark74.标准standard/std.75.强度范围strength division76.分层;剥落stripped mark;peeling77.清理外表;外表加工;外表抛光surface finish78.抗拉强度tensile strength79.未注unless otherwise specified/unspecified/unmarked80.凸纹/直纹vein grain81.壁厚wall thickness82.屈服点yield pointⅨ压铸报价Quotation1.适用检测标准acceptable inspection standard2.压铸附加费additional casting cost3.铸造费用casting cost4.折扣价depreciation expenses5.估价estimated price6.离岸价free on board(FOB)7.到岸价cost insurance freight(CIF)8.信用证letter of credit(LC)9.后加工费finishing cost10.定率法fixed rate method11.先行生产go-ahead of produce 12.铝锭价格ingot price13.插件费insert cost14.检测费inspection cost15.熔炼费melting cost16.制造间接(额外)费overhead manufacturing expense17.附加利益profit added18.废品比例rejection percentage19.废品率standard rejection rate20.报废时价值,剩余价值,剩余价值residual value/scrap value21.机器运转费;机器运营本钱running cost of machine22.卖价selling expense23.销售间接费selling overhead24.寿命service life25.(合金)掺合比例standard alloying ratio26.标准价格standard price27.试铸时间time of trial shot28.总价格total cost29.试铸费trial casting cost30.除浇口费trimming cost31.生产yield32.生产率yield rate33.后加工合格率yield rate of finishing34.熔炼生产率yield rate of melting35.压铸成品率overall yield of castingⅩ压铸质量和缺陷casting quality and defect1.废品reject2.化学成分不合格chemical consistenceabnormal3.飞边joint flash4.毛刺veining;burr5.气孔blowhole6.气泡blister7.气泡bubble8.激冷区chill zone9.冷脆性cold shortness10.冷隔cold shut;cold filling11.裂纹crack12.铸点dot13.花纹flower msrk;stripping for shot blast14.外部材料foreign material。
不同浇注温度和挤压压力下直接挤压铸造铝铜合金的力学性能
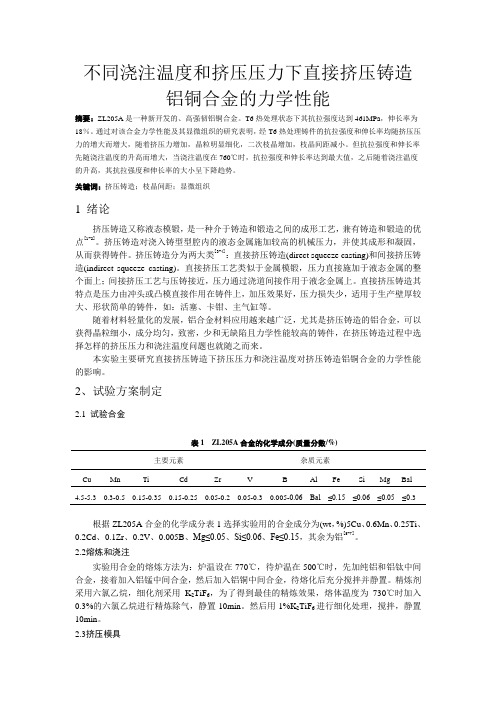
不同浇注温度和挤压压力下直接挤压铸造铝铜合金的力学性能摘要:ZL205A是一种新开发的、高强韧铝铜合金。
T6热处理状态下其抗拉强度达到461MPa,伸长率为18%。
通过对该合金力学性能及其显微组织的研究表明,经T6热处理铸件的抗拉强度和伸长率均随挤压压力的增大而增大,随着挤压力增加,晶粒明显细化,二次枝晶增加,枝晶间距减小。
但抗拉强度和伸长率先随浇注温度的升高而增大,当浇注温度在760℃时,抗拉强度和伸长率达到最大值,之后随着浇注温度的升高,其抗拉强度和伸长率的大小呈下降趋势。
关键词:挤压铸造;枝晶间距;显微组织1 绪论挤压铸造又称液态模锻,是一种介于铸造和锻造之间的成形工艺,兼有铸造和锻造的优点[1-2]。
挤压铸造对浇入铸型型腔内的液态金属施加较高的机械压力,并使其成形和凝固,从而获得铸件。
挤压铸造分为两大类[3-4]:直接挤压铸造(direct squeeze casting)和间接挤压铸造(indirect squeeze casting)。
直接挤压工艺类似于金属模锻,压力直接施加于液态金属的整个面上;间接挤压工艺与压铸接近,压力通过浇道间接作用于液念金属上。
直接挤压铸造其特点是压力由冲头或凸模直接作用在铸件上,加压效果好,压力损失少,适用于生产壁厚较大、形状简单的铸件,如:活塞、卡钳、主气缸等。
随着材料轻量化的发展,铝合金材料应用越来越广泛,尤其是挤压铸造的铝合金,可以获得晶粒细小,成分均匀,致密,少和无缺陷且力学性能较高的铸件,在挤压铸造过程中选择怎样的挤压压力和浇注温度问题也就随之而来。
本实验主要研究直接挤压铸造下挤压压力和浇注温度对挤压铸造铝铜合金的力学性能的影响。
2、试验方案制定2.1 试验合金表1 ZL205A合金的化学成分(质量分数/%)主要元素杂质元素Cu Mn Ti Cd Zr V B Al Fe Si Mg Bal4.5-5.3 0.3-0.5 0.15-0.35 0.15-0.25 0.05-0.2 0.05-0.3 0.005-0.06 Bal ≤0.15 ≤0.06 ≤0.05 ≤0.3根据ZL205A合金的化学成分表1选择实验用的合金成分为(wt,%)5Cu、0.6Mn、0.25Ti、0.2Cd、0.1Zr、0.2V、0.005B、Mg≤0.05、Si≤0.06、Fe≤0.15,其余为铝[5-7]。
《特种铸造》第6章-挤压铸造(5-6学时)-程远胜
6-11
“十三五”规划教材
特种铸造
第6章 挤压铸造
3)与热模锻比较
与热模锻比较,挤压铸造是在单一型腔内利用金属液 流动性好,在较小能量消耗下填充型腔,避免了采用多个 型腔和充填时的那种镦挤的强制塑性流动方式,使其成形 能耗大大低于热模锻;由于成形主要是压力下结晶凝固, 缺少大的塑性流动,因此挤压铸造获得的制件组织,尽管 有细化,但还是典型的结晶组织,性能改善有限。
间所对应的半固态结晶区。该区间的金属具有伪塑性体或宾汉体
的流变特性(图6-7 (a)中B或D)。
6-21
“十三五”规划教材
特种铸造
第6章 挤压铸造
①“剪切变稀”这一伪塑性体的流变特性,存在于“补缩” 流动中,使其补缩效果,优于重力铸造。 ②补缩后期,由于液态金属区消失,仅存在半固态区和已凝 固的固态区,此时,金属补缩流动,具有宾汉体流变特性, 剪应力与剪切速度呈线性关系,其流动曲线为一不通过原点 的直线。 ③“剪切变稀”流变特性,使其“补缩”具有更多液态补缩 的特性,而宾汉体流变特性,使其“补缩”具有塑性流动的 特性,因此有:
(a)
(b)
图6-5 复合式冲头直接加压(教材图6-4) (a)法兰盘成形件 (b) 通孔法兰盘成形件(活动底盘)
6-8
“十三五”规划教材
特种铸造
第6章 挤压铸造
2)间接加压
挤压铸造间接加压,与液态压铸相近,如图6-6所示。制 件形状由合模后形成的型腔来保证。冲头的作用将液态金属挤 入型腔。充填结束后,维持一段保压时间,此时压力通过余料 端和内浇口金属,把压力传递至制件上。显然传递压力有限, 适用于批量大,形状较复杂或小尺寸零件的生产。
铸造缺陷中英文对照
A .尺寸,形状缺陷铸造缺陷casting defects尺寸超差impropershrinkage allowance尺寸不合格wrong size模样错误excess rappingof pattern, deformed pattern, pattern error 壁厚不均differentthickness铸型下垂mold sag错型mold shift,shift, miss-match, cross-joint舂移ram off, ramaway塌型mold drop,drop off, drop out, drop sticker上型下沉,沉芯sag( 上型和型芯下垂导致壁厚减小)飞翅fins, joint flash翘曲warp age,buckling, warping, camber铸件变形warped casting挤箱push up,cramp-off型裂broken mold,cracked掉砂crush ofmold, crush变形deformation,casting distortion, warped castingB.缩孔(由凝固收缩引起)缩孔shrinkage,shrinkaged cavity内部缩孔internalshrinkage, dispersed shrinkage, blind shrinkage敞露缩孔open shrinkage,external shrinkages, sink marks, depression缩松porosity, shrinkage porosity,leakers, micro shrinkage, disperded shrinkage缩陷sink marks,draw, suck-in芯面缩孔core shrinkage内角缩孔cornershrinkage, fillet shrinkage出汗孔extruded bead,exudation线状缩孔fissure likeshrinkageC.气体缺陷(由气体引起的孔)气孔blowholes,gas hole, blow针孔pinholes裂纹状缺陷,线状缺陷fissure defectsD.裂纹裂纹crack缩裂shrinkage crack季裂seasoncracking, season crack应力热裂hot cracking,hot tearing, hot tear淬火裂纹quench crack,quenching crack应力冷裂cold cracking,breakage, cold tearing, cold tear 龟裂crack激冷层裂纹,白裂chill crackE.夹杂物夹渣slaginclusion, slag blowholes砂眼sandinclusion, raised sand, sand hole其他夹杂物the other inclusion胀砂push up,cramp-off, sand hole掉砂crush, crushof mold硬点hard spot浮渣dross ( 浇注后在铸型内形成的缺陷,尤其是石墨、氧化物和硫化物的线状缺陷的总称,另外,浇注过程中被卷进去的缺陷成为夹渣和砂眼,两者的区别是形成原因不同)石墨浮渣graphite dross,carbon dross氧化皮夹渣oxide dross, oxideinclusion, skins, seams硫化物熔渣sulfide dross沉淀物sludge夹渣物sand inclusion,oxide inclusion, skins, seams黑点,黑渣black spots,lustrous carbon涂料夹渣blacking,refractory coating inclusions光亮碳膜lustrous carbonfilms, kish tracksF.外观缺陷浇不足misrun, shortrun, cold lap, cold shut冷隔cold shut,cold laps轻度冷隔seam两重皮plate皱皮surface fold,gas run, elephant skin, seams, scare, flow marks 漏箱run-out,runout, break-out, bleeder漏芯mold drop,stiker未浇满short pours,short run, poured short气孔blowholes, blow飞翅fins,joint flash胀砂,气疱swell, blister芯撑未融合chaplet shut,insert cold shut, unfused chaplet热粘砂burn in热痕flow marks内渗豆,冷豆,冷隔internal sweating, coldshot, shot iron外渗物sweating磷化物渗豆phosphide sweat铅渗豆lead sweat锡渗豆tin sweat掉砂rat, sticker (型砂的一部分附着在模样上而形成的表面缺陷)G.型芯缺陷砂芯断裂crushed core,broken core砂芯压碎broken core芯面缩孔core blow砂芯缩孔core blow砂芯下垂sag core,deformed core砂芯弯曲deformed core漂芯shiftedcore, core raise, raised core, mold element cutout 偏芯core shiftH.表面缺陷沾砂burn on,sand burning, burn in , penetration粘型(金属型)fusion两重皮laminations ,plat机械粘砂penetration ,metal penetration夹渣结疤scabs ,expansion scabs , corner scab表面粗糙rough casting ,rough surface鼠尾buckle , rattail涂料结疤blacking scab ,wash scabs烘干不足sever surface ,wash scabs熟痕surfacedefect casting by combination of gas and shrinkage ( 在靠近厚断面处形成下陷的蛇状伤痕)涂料剥落wash erosion气疱blister ,surface or subsurface blow hole表面粗糙rough surface ,seems , scars起皮stripping剥落结疤pull down ,spalling scab伤痕crow’s feet麻面pittingsurface , orange peel , alligator skin热裂痕surface folds, gas runs泡疤表面surface folds ,gas runs象皮状皱皮surface fold , gasrun , elephant skin皱皮surface fold, gas run , seams , scare , flow marks 波纹wave冲砂wash冲蚀erosionI.组织缺陷(铸铁)球化不良poor nodularity, degenerated graphite蠕墨化不良degeneratedgraphite异常石墨abnormalgraphite开花状石墨exploded graphite过冷石墨under cooledgraphite , D-type graphite石墨细小颗粒chunky graphite石墨粗大kish graphite ,kish整列石墨aligned graphite石墨漂浮floated graphite石墨魏氏组织Widmannstattengraphite麻口mottled cast iron , mottle灰点mottle反麻口inverse mottle ( 与麻口相反,在薄断面处和尖角处形成的麻口)白口chill反白口reverse chill , inverse chill冷豆extruded bead , exudation ,internal sweating退火不足miss annealing , incomplete annealing粗大枝晶组织coarsened dendritic反偏析inverse segregation比重偏析gravity segregation溶质偏析solute segregation宏观偏析macroscopic segregation微观偏析microscopic segregationJ.断口缺陷表面铁素体ferrite rim表面珠光体pearlite rim白缘,脱碳pearlitic rim , picture frame , pearlitelayer不均匀断口heterogeneous fractured surface破碎激冷层scattered chill structure , cold flakes晶粒粗大rough grain尖钉状断口spiky fractured surface冰糖状断口rock candy fracture surfaceK.力学性能缺陷硬点hard spot ( 对铸件,硬点是硬区、白口或冷豆等力学性能缺陷的总称;对铝合金,硬点是铸件内各种高硬度相,如初晶Si相、金属间化合物、氧化物,偏析等总称)硬度不良poor hardness , too high or lowhardnessL.使用性能缺陷腐蚀性不良poor corrosion resistance切削性不良poor machinability麻点torn surface锌晶间腐蚀zinc intergranular corrosion电导率不良poor electrical conductivityM.其他缺陷残留飞翅residual fin残留黑皮residualblack skin浇道冒口断口缺肉broken casting at gate , riser or vent端部缺肉inside cut切口缺肉(压铸件)inside cut翘曲( 喷丸引起)camber, excessive cleaning铸件弯曲( 铸件变形)warped casting , casting distortion , deformed mold , mold creep打磨缺肉crow’s feet铸造管理缺陷裂纹crack压痕impression残留物型砂残留sand inclusions喷丸粒残留residual shot锌蒸汽向炉壁渗透zinc infiltration into refractory。
铸造技术名词B5611-8578784
铸造名词术语(GB5611-85)1 基本术语1.1 铸造 foundry, founding, casting1.2铸造工艺 foundry technology1.3铸件 casting1.4砂型铸造 sand casting process1.5特种铸造 special casting process 2合金性能2.1 流动性 fluidity2.2 充型能力 mold-filling capacity2.3 吸气 gas absorption2.4 过冷 undercooling, supercooling2.5 过冷度 degree of undercooling2.6 成核 nucleation2.7 自发成核(均质成核) homogeneous nucleation2.8非自发成核(非均质成核)heterogeneous nucleation2.9凝固温度范围 solidification range2.10定向凝固(顺序凝固) directionalsolidification2.11液态收缩(液体收缩) liquidcontraction2.12凝固收缩 solidification contraction 2.13固态收缩(固体收缩) solidcontraction2.14凝固时间 solidification time2.15自由收缩 free contraction2.16受阻收缩 hindered contraction2.17铸件线收缩率 shrinkage2.18收缩应力 contraction stress2.19热应力 thermal stress2.20相变应力 transformation stress,phase change stress2.21铸造应力 casting stress2.22残留应力(残余应力) residual stress 3铸造用材料3.1金属原材料3.1.1 金属原材料 metallic raw material 3.1.2生铁 pig iron3.1.3铁合金 ferro-alloy3.1.4回炉料 foundry returns3.1.5中间合金 master alloy3.2燃料3.2.1铸造焦炭 foundry coke3.2.2冶金焦炭 metallurgical coke3.2.3固定碳 fixed carbon3.3熔剂3.3.1 熔剂 flux3.3.2 除气熔剂(除气剂) degassing flux 3.3.3 覆盖熔剂(覆盖剂) covering flux 3.3.4 精炼熔剂(精炼剂) refining flux 3.4耐火材料3.4.1耐火度(耐火性) refractoriness 3.4.2耐火砖 firebrick3.4.3耐火粘土 fireclay3.4.4硅砖 silica brick3.4.5镁砂 grain magnesite3.5 造型材料3.5.1 造型材料 molding material3.5.2 砂 sand3.5.3 水洗砂 washed-out sand3.5.4 硅砂 silica sand3.5.5天然砂 natural sand3.5.6人工砂 artificial sand3.5.7天然粘土砂 naturally clay-bondedsand3.5.8橄榄石砂 olivine sand3.5.9铬铁矿砂 chromite sand3.5.10锆砂 zircon sand3.5.11炭粒砂 carbon sand3.5.12精硅砂 sharp sand3.5.13红砂 red sand3.5.14熟料砂 chamotte sand3.5.15粘结剂 binder3.5.16粘土 clay3.5.17无机粘结剂 inorganic binder3.5.18有机粘结剂 organic binder3.5.19高岭土 kaolin3.5.20膨润土 bentonite3.5.21钠基膨润土 sodium bentonite3.5.22钙基膨润土 calcium bentonite3.5.23活化膨润土 activated bentonite3.5.24干性油 drying oil3.5.25自硬粘结剂(冷硬粘结剂) no bakebinder3.5.26热固树脂粘结剂 thermosetting resinbinder3.5.27油类粘结剂 oil based binder3.5.28水玻璃粘结剂 water glass binder,sodium silicate binder3.5.29纸浆废液 lignin liquor3.5.30合脂粘结剂 synthetic fat binder3.5.31水玻璃模数 sodium silicate modulus 3.5.32Phenolic resin 酚醛树脂3.5.33Furan Resin 呋喃树脂3.6辅助材料3.6.1附加物 additives3.6.2发热剂 exothermic mixture3.6.3分型剂(脱模剂) parting agent,stripping agent3.6.4固化剂(硬化剂)hardener3.6.5悬浮剂suspending agent3.6.6涂料 coatingx3.7砂处理3.7.1型砂制备(砂处理) sand preparation 3.7.2混砂 sand mulling, sand mixing3.7.3型砂(造型混合料) molding sand3.7.4芯砂(造芯混合料) core sand3.7.5合成砂 synthetic sand3.7.6自硬砂 self-hardening sand3.7.7水玻璃砂 sodium silicate-bonded sand 3.7.8覆膜砂 precoated sand3.7.9烂砂泥(麻泥) loam3.7.10调匀砂 temper sand3.7.11面砂 facing sand3.7.12背砂(填充砂) backing sand3.7.13单一砂 unit sand3.7.14含泥量 clay content3.7.15含水量 moisture content3.7.16旧砂 floor sand3.7.17枯砂(焦砂) burnt sand3.7.18废砂 waste sand3.7.19热砂 hot sand3.7.20松砂 aeration , sand-cutting3.7.21筛分(筛析) screen analysis3.7.22旧砂处理 sand reconditioning3.7.23旧砂再生 sand reclamation3.7.24沉降分选 elutriation, decantation3.8型砂性能及试验3.8.1 型砂试验 sand testing3.8.2 透气性 permeability3.8.3 流动性 flowability3.8.4型砂强度 sand strength3.8.5湿强度 green strength3.8.6干强度 dry strength3.8.7耐用性(复用性) durability3.8.8砂型(芯)硬度 mold hardness3.8.9热变形 hot deformation3.8.10残留强度 retained strength3.8.11热强度 hot strength3.8.12韧性 toughness3.8.13发气率(发气速度) gas evolution rate 3.8.14发气性(发气量) gas evolution3.8.15吸湿性 moisture absorption3.8.16落砂性 knock-out capability3.8.17潰散性 collapsibility3.8.18胶质价 colloid index3.8.19破碎指数 shatter index3.9砂处理设备3.9.1热气流烘砂装置 hot pneumatic tubedrier3.9.2混砂机 sand muller, sand mixer3.9.3松砂机 aerator, sand cutter3.9.4冷却提升机 cooling elevator,coolevator3.9.5筛砂机 riddle3.9.6磁力滚筒 magnetic separator3.9.7旧砂再生设备 sand reclamation3.9.8气力输送装置 pneumatic tubeconveyor4铸造合金4.1铸铁4.1.1 铸铁 cast iron4.1.2 铸铁石墨形态 morphology of graphite in cast iron4.1.3 灰铸铁(灰口铸铁) gray cast iron 4.1.4 白口铸铁 white cast iron4.1.5 麻口铸铁 mottled cast iron4.1.6共晶度 degree of saturation4.1.7碳当量 carbon equivalent4.1.8片状石墨 flake graphite4.1.9初生石墨 primary graphite4.1.10孕育铸铁 inoculated cast iron4.1.11球墨铸铁 spheroidal graphite castiron, nodular graphite iron, ductileiron4.1.12球状石墨 spheroidal graphite,nodular graphite4.1.13可锻铸铁 malleable cast iron4.1.14黑心可锻铸铁 black heart malleablecast iron4.1.15珠光体可锻铸铁 pearlitic malleablecast iron4.1.16铁素体可锻铸铁 ferritic malleablecast iron4.1.17白心可锻铸铁 white heart malleablecast iron4.1.18团絮石墨 tempered graphite4.1.19冷硬铸铁(激冷铸铁) chilled iron 4.1.20耐磨铸铁 wear resisting cast iron4.1.21耐热铸铁 heat resisting cast iron4.1.22耐酸铸铁 acid resisting cast iron4.1.23高硅铸铁 high silicon cast iron4.1.24蠕墨铸铁 vermicular cast iron,compacted graphite cast iron4.1.25蠕虫状石墨 vermicular graphite4.1.26合金铸铁 alloy cast iron4.2铸钢4.2.1 铸钢 cast steel4.2.2 炭素铸钢 carbon cast iron4.2.3 低合金铸钢 low alloy cast steel4.2.4 高锰钢 high manganese steel4.2.5铁素体钢 ferritic steel4.3铸造非铁合金4.3.1 青铜 bronze4.3.2 铅青铜 lead bronze4.3.3 铝青铜 aluminum bronze4.3.4 黄铜 brass4.3.5铝铜合金 aluminum-copper alloy4.3.6铝镁合金 aluminum-magnesium alloy 4.3.7铝硅合金 aluminum-silicon alloy4.3.8镁合金 magnesium alloy4.3.9轴承合金(减摩合金) bearing metal,antifrictional metal4.3.10巴氏合金 babbitt alloy4.3.11钛合金 titanium alloy5熔炼工艺及设备5.1熔炼基本术语5.1.1 熔化(熔炼) melting5.1.2 重熔 remelting5.1.3 炉料 charge5.1.4 熔化率 melting rate5.1.5 炉料计算 charge calculation5.1.6 双联熔炼 duplexing5.1.7 元素烧损(元素烧损率) melting losses of various chemical elements5.1.8 熔炼损耗(烧损) total melting loss 5.1.9还原气氛 reducing atmosphere5.1.10氧化气氛 oxidizing atmosphere5.1.11惰性气体 inert gas5.1.12碱度(碱性指数) index of basicity 5.1.13碱性渣 basic slag5.1.14酸性渣 acid slag5.1.15精炼 refining5.1.16遗传性 heredity5.2铸铁熔炼5.2.1 风口比 tuyere ratio5.2.2 有效高度 effective height5.2.3 送风强度 blast intensity5.2.4预热送风 hot blast5.2.5底焦 coke bed5.2.6层焦 coke split5.2.7隔焦(结力焦) buffer coke charge 5.2.8炉衬 furnace lining5.2.9碱性炉衬 basic lining5.2.10酸性炉衬 acid lining5.2.11棚料 bridging5.2.12熔池 bath5.2.13吸碳 carbon pick-up5.2.14铁焦比(焦比) iron-coke ratio5.2.15出渣 deslagging5.2.16打炉 cupola drop5.3铸钢5.3.1 氧化熔炼法 oxidizing melting5.3.2 不氧化熔炼法 dead melting5.3.3 真空熔炼 vacuum refining5.3.4 电渣熔炼 electro-slag melting5.3.5 熔渣 slag5.3.6 沉渣 sludge5.3.7 浮渣 dross, cinder5.3.8 氧化期(沸腾期) oxidizing stage, boil5.3.9还原期 deoxidizing stage, blockingstage5.3.10还原渣 reducing slag5.3.11氧化渣 oxidizing slag5.3.12白渣 white slag5.3.13脱氧 deoxidation5.3.14扒渣 slagging- off 5.3.15脱碳 decarburization5.3.16脱硫 desulphurization5.3.17脱磷 dephosphorization5.3.18增碳 recarburizing5.3.19脱氧剂 deoxidizer5.4非铁金属熔炼5.4.1 挥发损耗 volatilizing losses5.4.2 静置 stewing, holding5.4.3 吹氮 nitrogen flushing5.5熔炼设备5.5.1 冲天炉 cupola5.5.2 水冷冲天炉 water-cooled cupola5.5.3热风冲天炉 hot-blast cupola5.5.4湿法除尘器 wet cap5.5.5炉缸 cupola well5.5.6前炉 forehearth5.5.7冲天炉加料机 cupola chargingmachine5.5.8爬式加料机 skip hoist5.5.9电磁配铁称 electro-magnetic weighingbalancer5.5.10电磁盘 electromagnetic chuck5.5.11电弧炉(直接电弧炉) arc furnace,direct arc furnace5.5.12感应电炉 electric induction furnace 5.5.13电渣炉 electroslag furnace5.5.14电磁搅拌electromagnetic agitation5.5.15浇包 ladle5.5.16摇包 shaking ladle5.5.17底注包 bottom pouring ladle5.5.18保温炉holding furnace5.5.19坩埚炉crucible furnace5.6熔融金属处理5.6.1孕育 inoculation5.6.2多孔塞法 porous plug process5.6.3变质 modification5.6.4墨化剂 graphitizer5.6.5过热 superheating5.6.6石墨球化处理 nodularizing treatmentof graphite5.6.7碳当量仪eutectometer5.6.8三角试块 wedge test-piece5.6.9真空除气vacuum degassing5.7浇注5.7.1浇注 pouring5.7.2保护气氛浇注 pouring under controlledatmosphere5.7.3浇注速度 pouring rate5.7.4浇注温度 pouring temperature5.7.5浇注时间 pouring time5.7.6浇注位置 pouring position5.7.7型内孕育 inmold inoculation5.7.8压铁 weight5.7.9捣冒口 churning, pumping5.7.10点冒口(补注) teeming5.7.11浸入式高温计 immersion pyremeter 5.7.12补炉 patching5.7.13炉龄(炉衬寿命) campaign6工艺设计及工艺装备6.1工艺设计6.1.1 铸造工艺设计 mold design6.1.2 铸造工艺装备设计 foundry tools design6.1.3 铸造工艺图 foundry molding drawing 6.1.4 铸件图(毛坯图) drawing of rough casting6.1.5起模斜度(拔模斜度) pattern draft 6.1.6收缩余量shrinkage allowance6.1.7工艺补正量 molding allowance6.1.8加工余量 machining allowance6.1.9吃砂量 mold thickness6.1.10补贴 pad6.1.11分型负数 joint allowance6.1.12铸件尺寸公差 dimensional toleranceof casting6.1.13铸件重量公差 weight allowance ofcasting6.1.14铸件加工基准面 reference face formachining of casting6.1.15铸件表面粗糙度 surface roughness ofcasting6.2浇冒口系统6.2.1 浇注系统(浇口) gating system, running system6.2.2封闭式浇注系统 choked runningsystem, pressurized gating system6.2.3半封闭式浇注系统 enlarged runnersystem6.2.4开放式浇注系统 unchoked runningsystem, non-pressurized gating system 6.2.5浇口盆(外浇口) pouring basin6.2.6浇口杯 pouring cup6.2.7浇口塞 blanking-off plug6.2.8直浇道 sprue6.2.9直浇道窝 sprue base6.2.10横浇道 runner6.2.11筛网芯(滤网芯) strainer core6.2.12内浇道 ingate6.2.13离心集渣浇注系统 whirl gate, dirttrap system6.2.14顶注式浇注系统 top gating system 6.2.15底注式浇注系统 bottom gatingsystem6.2.16阶梯式浇注系统 step gating system 6.2.17雨淋浇口 shower gate6.2.18缝隙浇口 slot gate6.2.19压边浇口 lip runner, kiss runner6.2.20牛角式浇口 horn gate6.2.21热节 hot spot 6.2.22冒口 riser, feeder heed6.2.23冒口效率 riser efficiency6.2.24明冒口 open riser6.2.25暗冒口 blind riser6.2.26侧冒口(边冒口) side riser6.2.27压力冒口 pressure riser6.2.28大气压力冒口 atmospheric riser6.2.29发气压力冒口(气弹冒口)gas-delivered pressure riser6.2.30透气砂芯 pencil core6.2.31冒口颈 riser neck6.2.32冒口根 riser pad6.2.33保温冒口套 heat insulating feedersleeve6.2.34发热冒口套 exothermic feeder sleeve 6.2.35补缩距离 feeding distance, feedingzone6.2.36易割冒口 knock-off head6.2.37易割片(易割芯片) washburn core 6.3模样6.3.1铸造工艺装备 foundry tools andequipment6.3.2模样(铸模,模) pattern6.3.3母模 master pattern6.3.4金属模 metal pattern6.3.5骨架模 skeleton pattern6.3.6石膏模 plaster pattern6.3.7塑料模 plastic pattern6.3.8整体模 one-piece pattern6.3.9分开模 parted pattern, split pattern 6.3.10活块 loose piece6.3.11模板 pattern plate6.3.12模底板 pattern mounting plate6.3.13单面模板 single face pattern plate 6.3.14双面模板 match plate6.3.15放样(伸图) hot dimensionaldrawing6.3.16缩尺(模样工缩尺) shrinkage rule,pattern-maker’s rule6.4芯盒6.4.1 芯盒 core box6.4.2 脱落式芯盒 troughed core box6.4.3下芯量具 core setting scale6.4.4下芯夹具 core jig6.4.5烘芯板 core drying plate6.5砂箱6.5.1 砂箱 flask, molding box6.5.2 箱带(箱挡) flask bar, cross bar 6.5.3 脱箱 snap flask6.5.4 套箱 mold jacket6.5.5套销 hollow pin, stub pin7造型及造芯7.1造型7.1.1造型 molding7.1.2型腔 mold cavity7.1.3铸型(型) mold7.1.4砂型 sand mold7.1.5上型(上箱) cope, top part7.1.6下型(下箱) drag, bottom part7.1.7手工造型 hand molding7.1.8机器造型 machine molding7.1.9自动化造型 automatic molding7.1.10分型面 mold joint7.1.11有箱造型 flask molding7.1.12两箱造型 two-part molding7.1.13三箱造型 three-part molding7.1.14不平分型面 stepped joint7.1.15无箱造型 flaskless molding7.1.16脱箱造型 removable flask molding 7.1.17地坑造型 pit molding7.1.18刮板造型 sweep molding7.1.19抛砂造型 impeller ramming, sandslinging molding7.1.20组芯造型 core assembly molding7.1.21假箱造型 oddside molding7.1.22微震压实造型 vibratory squeezingmolding7.1.23高压造型 high pressure molding7.1.24湿砂型(湿型,潮型) green sandmold7.1.25砂型烘干 mold drying7.1.26干砂型(干型)dry sand mold7.1.27表面烘干型 skin dried mold7.1.28烂砂泥型 loam mold7.1.29砂床 bed7.1.30过渡角 transition angle7.1.31吊砂 cod7.1.32砂钩 lifter7.1.33负压造型(真空密封造型) vacuummolding7.1.34流态砂造型 fluid sand molding7.1.35漏模 pattern stripping7.1.36填砂 mold-filling7.1.37紧实(紧砂,舂砂) ramming7.1.38震实 jolt ramming7.1.39压实 squeezing ramming7.1.40紧实度 degree of ramming7.1.41二氧化碳法造型 CO2 process7.1.42自硬砂造型 self-hardening sandmolding7.1.43塞砂 tucking7.1.44刮砂 strike-off7.1.45造型生产线 molding line7.1.46刷水 swabbing7.1.47敲模 rapping7.1.48起模(拔模) stripping7.1.49扎出气孔 venting7.1.50排气道 venting channel 7.1.51修型 patching7.1.52冷铁 densener, chill7.1.53外冷铁 surface densener7.1.54内冷铁 internal densener7.1.55验型(验箱) trial closing7.1.56合型(合箱,组型) moldassembling, closing7.2造芯7.2.1造芯(制芯) core making7.2.2芯(芯子) core7.2.3 芯骨 core rod, core scab7.2.4 油砂芯 oil sand core7.2.5 预制芯 embeded core, ram up core 7.2.6 芯头 core print7.2.7芯座 core print7.2.8芯头斜度 core print taper7.2.9芯头间隙 core print clearance 7.2.10壳芯 shell core7.2.11烘芯 core baking7.2.12通气蜡线 vent wax7.2.13冷芯盒法 cold box process7.2.14热芯盒法 hot box process7.2.15芯撑 chaplet7.3造型工具7.3.1 造型工具 hand tools of molding 7.3.2 压勺 heart and spoon7.3.3 提沟 cleaner7.3.4 双头铜勺(秋叶) double ended radius sleeker7.3.5镘刀 trowel7.4造型及造芯设备7.4.1 造型机 molding machine7.4.2 压实造型机 squeezing molding machine7.4.3 震击台 bumper7.4.4 振动台 vibrating table7.4.5微震压实造型机 vibratory squeezer 7.4.6震实造型机 jolt molding machine 7.4.7高压造型机 high pressure moldingmachine7.4.8射压造型机 shooting and squeezingmolding machine7.4.9多触头造型机 equalizing pistonsqueezer7.4.10抛砂机 sand slinger7.4.11起模机 drawing machine7.4.12射砂机 core shooter7.4.13挤芯机 core extruder7.4.14铸型输送机 mold conveyor8铸件落砂及清理8.1落砂及清理8.1.1 落砂 shake-out, knock-out8.1.2 除芯 decoring8.1.3 噴砂清理 sand blasting8.1.4 抛丸清理 shot blasting8.1.5 水力清砂 hydraulic cleaning8.1.6 水砂清砂 hydraulic blast8.1.7清理 cleaning, fettling8.1.8清砂 cleaning8.1.9火焰表面清理 scarfing8.1.10清铲 chipping8.1.11化学清砂 chemical cleaning8.1.12精整 dressing and finishing8.1.13落砂机 knock-out machine8.1.14抛丸清理机 shot blast machine8.1.15清理滚筒 tumbling barrel8.1.16抛丸落砂清理设备 shot blastreclaiming equipment8.1.17悬挂式磨轮 swing frame grinder8.2修补及矫正8.2.1 矫正 coining, straightening8.2.2 焊补 repair welding8.2.3 渗补 impregnation9特种铸造9.1金属型铸造9.1.1 金属型铸造 permanent mold casting, gravity die casting9.1.2 金属型 metal mold9.1.3 金属芯 metal core9.1.4 覆砂金属型 sand-lined metal mold 9.1.5 排气塞 venting plug9.1.6 排气槽 air vent9.1.7 龟裂 heat checking9.1.8 金属型铸造机 gravity die casting machine9.2压力铸造9.2.1压力铸造(压铸) die casting,pressure die casting9.2.2压铸型 die-casting die, die9.2.3动型 moving die, ejector die half9.2.4定型 fixed die, cover die half9.2.5合型力 clamping force , die lockingforce9.2.6压室 pressure chamber9.2.7鹅颈管 gooseneck9.2.8分流器 spreader, sprue spreader9.2.9顶杆 ejector pin9.2.10溢流槽 overflow well9.2.11压射冲头(压室) injection piston,plunger9.2.12压射比压 injection pressure9.2.13压射速度 injection speed9.2.14保压时间 dwell time9.2.15真空压铸 evacuated die casting,vacuum die casting9.2.16充氧压铸 pore-free die casting9.2.17双冲头压铸(精速密压铸)acurad(accurate?) die casting 9.2.18压铸机 die casting machine9.2.19冷室压铸机 cold chamber die castingmachine9.2.20热室压铸机 hot chamber die castingmachine9.2.21镶铸法 insert process9.3离心铸造9.3.1离心铸造 true centrifugal casting9.3.2半离心铸造 semi-centrifugal casting 9.3.3离心浇注 centrifugal pressure casting,centrifuge casting9.3.4双金属离心铸造 bimetal centrifugalcasting9.3.5离心铸造机 centrifugal castingmachine9.4熔模铸造9.4.1 失模铸造 lost pattern casting9.4.2熔模铸造(失蜡铸造) fusible patternmolding, lost-wax molding9.4.3压制熔模 fusible pattern injection9.4.4压型 pattern die9.4.5熔模 fusible pattern9.4.6盐模salt pattern9.4.7蜡模 wax-pattern9.4.8模组 pattern assembly9.4.9熔模涂料(浆料) slurry9.4.10面层涂料 investment precoat9.4.11撒砂 stuccoing9.4.12脱蜡 dewaxing9.4.13熔烧 sintering9.5壳型铸造9.5.1壳型铸造 shell molding9.5.2结壳时间 investing time9.5.3结壳温度 investing temperature9.5.4硬化温度 curing temperature9.5.5硬化时间 curing time9.6其它铸造方法9.6.1 陶瓷型铸造 ceramic molding9.6.2 陶瓷型浆料 ceramic slurry9.6.3灌浆 paste pouring9.6.4喷烧 torch firing9.6.5低压铸造 low-pressure die casting9.6.6充型压力 mold filling pressure9.6.7保压压力 dwell pressure9.6.8升液管 stalk9.6.9真空吸铸 suction casting9.6.10差压铸造(反压铸造) counter-pressure casting9.6.11实型铸造 full mold process, cavitylesscasting9.6.12泡沫塑料模 styrofoam pattern9.6.13磁型铸造(磁丸铸造) magnetic shotmolding process9.6.14凝壳铸造 slush casting9.6.15石膏型铸造 plaster molding9.6.16连续铸造 continuous casting10 铸件质量及铸件缺陷10.1 铸件质量基本术语10.1.1铸件检验 inspection of casting10.1.2铸件质量分析 quality analysis ofcasting10.1.3铸件外观质量 visual quality ofcasting10.1.4铸件内在质量 internal quality ofcasting10.1.5铸件使用性能 service ability ofcasting10.1.6单铸试块 separated test bar ofcasting10.1.7附铸试块 test lug10.1.8缺陷铸件 defective casting10.1.9废品 reject10.1.10无损检验(无损探伤)nondestructive inspection10.1.11破坏性试验 destructive testing10.2多肉类缺陷10.2.1飞翅(飞边) joint flash10.2.2毛刺 veining10.2.3抬型(抬箱) cope raise , raised mold 10.2.4胀箱 swell10.2.5冲砂 erosion, cut, wash10.2.6掉砂 drop, crush10.2.7外渗物(外渗豆) sweat10.3孔洞类缺陷10.3.1 气孔 blow hole10.3.2 针孔 pinhole10.3.3 缩孔 shrinkage10.3.4缩松 dispersed shrinkage10.3.5疏松(显微缩松) porositymicroshrinkage10.4裂纹、冷隔类缺陷10.4.1冷裂 cold cracking10.4.2热裂 hot tearing10.4.3热处理裂纹 heat treatment crack 10.4.4白点(发裂) flake10.4.5冷隔 cold shut, cold lap10.4.6浇注断流 interrupted pour10.5表面缺陷10.5.1 鼠尾 rat-tail10.5.2 沟漕 buckle10.5.3 夹砂结疤(夹砂) scab10.5.4机械粘砂(渗透粘砂) metalpenetration10.5.5化学粘砂(烧结粘砂)burn-on10.5.6表面粗糙 rough surface10.5.7皱皮 elephant skin10.5.8缩陷 depression10.6残缺类缺陷10.6.1 浇不到 misrun10.6.2 未浇满 poured short10.6.3 跑火 run-out, bleeding10.6.4 型漏(漏箱)run-out, bleeding 10.6.5损伤(机械损伤)damage10.7形状及重量差错类缺陷10.7.1 拉长 exaggeration of dimension 10.7.2 超重 over-weight10.7.3 变形 distortion, warping10.7.4 错型(错箱) shift10.7.5 错芯 core shift10.7.6 偏芯(漂芯) core raised, corelift 10.8夹杂类缺陷10.8.1 夹杂物 inclusion10.8.2 冷豆 cold shot10.8.3 内渗物(内渗豆) internal sweat 10.8.4 渣气孔 scum, slag-blow hole10.8.5 砂眼 sand inclusion10.9性能、成分、组织不合格10.9.1 亮皮 pearlite layer10.9.2 菜花头 cauli-flowering10.9.3 石墨飘浮 carbon floatation10.9.4 石墨集结 kish graphite spot 10.9.5 组织粗大 open grain structure 10.9.6 偏析 segregation10.9.7 硬点 hard spot10.9.8 反白口 inverse chill10.9.9 球化不良 under-nodularizing 10.9.10 球化衰退 degradated spheroidisationCollapsibility 退让性10.9.11 脱碳 decarburization定位点 anchor point凸轮轴 tumbling shaft曲轴 crank shaft主轴 principal shaft镗杆, 铣刀轴, 刀杆轴, 刀具轴 cutter spindle曲轴箱 crankcase球化剂 nodulizer nodularisers定位销定位键 locator key试验样品 pilot sample对刀仪 tool pre-setterEutectic 共晶Steadite 磷化物共晶体3Are chemistries checked prior to tap out? Annealing 退火Quench 淬火 Tempering 回火Normalizing 正火Dendrite树枝状结晶Alcohol radical core wash/moldwash 醇基涂料Fixture 卡具Embrittled 脆化目 mesh, gritPrecipitation析出cleavage fractureintergranular embrittlementcoarsening of precipitatesembrittled castingnucleate 成核affinity 亲和力austenitize [冶]奥氏体化austenitic [冶]奥氏体的austenite grain size奥氏体结晶粒度retained austenite残留[残余]奥氏体Coarsening (晶粒)长大,粗化carbon equivalent 碳当量detrimental tramp elements such as lead, bismuth, antimony, titaniumde-nodulariseExothermic sleevesGlossary of Metalcasting TermsThis Glossary of Metalcasting Terms provides the casting designer and purchaserwithpractical definitions of common metalcastingphrases and terms.AQL Acceptable Quality Level. A quality level established on a prearranged systemof inspection using samples selected at random.As-cast condition Casting without subsequent heat treatment.Backing sand The bulk of the sand in the flask. The sand compacted on top of the facing sand that covers the pattern.Binder The bonding agent used as an additive to mold or core sand to impart strength or plasticity in a "green" or dry state. Burn-on sand Sand adhering to the surface of the casting that is extremely difficult to remove.Chaplet A small metal insert or spacer used in molds to provide core support during the casting process.Charge A given weight of metal introduced into the furnace.Chill A metal insert in the sand mold usedto produce local chilling and equalize rate of solidification throughout the casting. Cleaning Removal of runners, risers, flash, surplus metal and sand from a casting. Cold shut A surface imperfection due to unsatisfactory fusion of metal.Cope The top half of a horizontally parted mold.Core A sand or metal insert in a mold to shape the interior of the casting or that part of the casting that cannot be shaped by the pattern.Core assembly An assembly made from a number of cores.Corebox The wooden, metal or plastic tool used to produce cores.Coreprint A projection on a pattern that leaves an impression in the mold for supporting the core.Core wash A liquid suspension of a refractory material applied to cores and dried (intended to improve surface of casting).Crush The displacement of sand at mold joints.Cupola A cylindrical, straight shaft furnace (usually lined with refractories) for melting metal in direct contact with coke by forcing air under pressure through openings near its base.Cure To harden.Die A metal form used as a permanent mold for die casting or for a wax pattern in investment casting.Dowel A pin of various types used in the parting surface of parted patterns or dies to assure correct registry.Draft Taper on the vertical sides of a pattern or corebox that permits the core or sand mold to be removed without distorting or tearing of the sand.Drag The bottom half of a horizontally parted mold.Ejector pins Movable pins in pattern dies that help remove patterns from the die. Facing sand The sand used to surround the pattern that produces the surface in contact with the molten metal.Feeder Sometimes referred to as a "riser," it is part of the gating system that forms the reservoir of molten metal necessary to compensate for losses due to shrinkage as the metal solidifies.Finish allowance The amount of stock left on the surface of a casting for machining. Finish mark A symbol (f, fl, f2, etc.) appearing on the line of a drawing that represents the edge of the surface of the casting to be machined or otherwise finished.Flask A rigid metal or wood frame used to hold the sand of which a mold is formed and usually consisting of two parts, cope and drag.Foundry returns Metal (of known composition) in the form of gates, sprues, runners, risers and scrapped castings returned to the furnace for remelting.Gas porosity A condition existing in a casting caused by the trapping of gas in the molten metal or by mold gases evolved during the pouring of the casting.Gate (ingate) The portion of the runner where the molten metal enters the mold cavity.Green sand Moist clay-bonded molding sand.Heat A single furnace charge of metal. Heat treatment A combination of heating and cooling operations timed and applied to a metal or alloy in the solid state in a manner that will produce desired mechanical properties.Hotbox process A resin-based process that uses heated metal coreboxes to produce cores.Hot tear Irregularly shaped fracture in a casting resulting from stresses set up by steep thermal gradients within the casting during solidification.Inclusions Particles of slag, refractory materials, sand or deoxidation products trapped in the casting during pouring solidification. Investment casting A pattern casting process in which a wax or thermoplastic pattern is used. The pattern is invested (surrounded) by a refractory slurry. After the mold is dry, the pattern is melted or burned out of the mold cavity, and molten metal is poured into the resulting cavity.Ladle A container used to transfer molten metal from the furnace to the mold. Locating pad A projection on a casting that helps maintain alignment of the casting for machining operations.Locating surface A casting surface to be used as a basis for measurement in making secondary machining operations.Master pattern The object from which a die can be made; generally a metal model of the part to be cast with process shrinkage added.Mechanical properties Those properties of a material that reveal the elastic and inelastic properties when force is applied. This term should not be used interchangeably with "physical properties." Metal lot A master heat that has been approved for casting and given a sequential number by the foundry.Mold Normally consists of a top and bottom form, made of sand, metal or any other investment material. It contains the cavity into which molten metal is poured to produce a casting of definite shape.Mold cavity The impression in a mold produced by removal of the pattern. It is filled with molten metal to form the casting. Mold coating (See core wash.)Nobake process Molds/cores produced with a resin-bonded air-setting sand. Also known as the airset process because molds are left to harden under normal atmospheric conditions.Parting line The line showing the separation of the two halves of the mold. Pattern The wood, metal, foam or plastic shape used to form the cavity in the sand. A pattern may consist of one or manyimpressions and would normally be mounted on a board or plate complete with a runner system.Pattern draft The taper allowed on the vertical faces of a pattern to permit easy withdrawal of the pattern from the mold or die. (See draft.)Pattern layout Full-sized drawing of a pattern showing its arrangement and structural features.Patternmaker's shrinkage The shrinkage allowance made on all patterns to compensate for the change in dimensions as the solidified casting cools in the mold from freezing temperature of the metal to room temperature. The pattern is made larger by the amount of shrinkage characteristic of the particular metal in the casting and the amount of resulting contraction to be encountered. Permeability The property of a mold material to allow passage of mold/core gases during the pouring of molten metal. Physical properties Properties of matter such as density, electrical and thermal conductivity, expansion and specific heat. This term should not be used interchangeably with "mechanical properties."Pig iron Blocks of iron to a known metal chemical analysis that are used for melting (with suitable additions of scrap, etc.) for the production of ferrous castings.Pilot or sample casting A casting made from a pattern produced in a production die to check the accuracy of dimensions and quality of castings that will be made. Porosity Holes in the casting due to: gases trapped in the mold, the reaction of molten metal with moisture in the molding sand, or the imperfect fusion of chaplets with molten metal.Recovery rate Ratio of the number of saleable parts to the total number of parts manufactured, expressed as a percentage. Refractory Heat-resistant ceramic material. Reject rate Ratio of the number of parts scrapped to the total number of parts manufactured, expressed as a percentage. Riser (See feeder.)Runner system or gating The set of channels in a mold through which molten metal is poured to fill the mold cavity. The system normally consists of a vertical section (downgate or sprue) to the point where it joins the mold cavity (gate) and leads from the mold cavity through vertical channels (risers or feeders) (Fig. 3).Sand inclusions Cavities or surface imperfections on a casting caused by sand washing into the mold cavity.Scrap (a) Any scrap metal melted (usually with suitable additions of pig iron or ingots) to produce castings; (b) reject castings. Shakeout The process of separating the solidified casting from the mold material. Shrinkage Contraction of metal in the mold during solidification. The term also is used to describe the casting defect, such as shrinkage cavity, which results from poor design, insufficient metal feed or inadequate feeding.Slag A fused nonmetallic material that protects molten metal from the air and extracts certain impurities from the melt. Slag inclusions Casting surface imperfections similar to sand inclusions but containing impurities from the charge materials, silica and clay eroded from the refractory lining, and ash from the fuel during the melting process. May also originate from metal-refractory reactions occurring in the ladle during pouring of the casting.Slurry A flowable mixture of refractory particles suspended in a liquid.Sodium silicate/CO2 process Molding sand is mixed with sodium silicate and the mold is gassed with CO2 gas to produce a hard mold or core.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
INTRODUCTION
Simple definition
Process outline Requirement of squeeze casting Process parameters Future prospect and merits
2. The press is activated to close off the die cavity and to pressurise
the liquid metal. This is carried out very quickly, rendering solidification of the molten metal under pressure.
Requirement of squeeze casting
The die Squeeze casting dies are exposed to severe thermal (严重的热环境)and mechanical cyclic loading , (机械循环加载) which may cause thermal fatigue, cracking(开裂), erosion(浸蚀), corrosion, and indentation. (凹陷) The nature and features of a die are greatly influenced by the particular alloy to be cast. Currently H13 tool steel is a widely used material of constructions but generally die steels should have good hot hardness,(热硬性) high temper resistance(高耐回火性), adequate toughness( 足够韧性) and especially a high degree of cleanliness ( 纯净度)and uniform microstructure(均匀微观结构).
(i) the direct squeeze casting mode
(ii) the indirect squeeze casting mode
Βιβλιοθήκη For the direct mode, two further forms may be distinguished based on liquid metal displacement initiated by the punch movement: (i) without metal movement, and (ii) with metal movement. The first form is suitable for ingot type (锭型) components where there is no metal movement, whilst the second type involving metal movement, also known as the backward process, is more versatile and can be used to cast a wide range of shaped components
看什么看! 喵了个咪!
strengths and weaknesses:
1.铸件内部气孔、缩松(shrinkage porosity)等 缺陷少,组织致密,晶粒细小,组织均匀。对 不少铸件而言,其强度常可比轧材大,接近锻 件,但塑形稍差。
2. 铸件尺寸精度高,可达CT5,表面粗糙度较细 (Ra6.3μm)
3 铸件在压力下凝固,利于防止铸件裂纹(crack)。
3. The pressure is held on the metal until complete solidification.
This not only increases the rate of heat flow, but also most importantly may eliminate macro/ micro shrinkage porosity. In addition, since nucleation of gas porosity is pressure-dependent [23], the porosity formation due to dissolve gases in the molten metal is restricted.
definition
OPEN YOUR BOOK AND TURN PAGE TO xxx.
Principle
Squeeze casting is a generic term to specify a fabrication technique where solidification is promoted under high pressure within a re-usable die. It is a metal-forming process, which combines permanent mould casting with die forging into a single operation where molten metal is solidified under applied hydrostatic pressure. (施加静压力固化) In addition, since squeeze casting may be carried out without any feeding system, runners, gates, and shrinkage compensating units, risers , the yield is quite high with almost no scrap for recycling. Finally, in contrast to forging, squeeze cast components are fabricated in a single action operation with lesser energy requirements. (无废料,单一操作能量少) 管中窥豹,可见一斑。
直接式挤压铸造原理
浇入到型腔中的液态金属在压 头力的作用下直接成型。 适合生产那些壁厚较大,形状 不太复杂,性能要求较高的制件。 制件有微量的塑性变形组织。
间接式挤压铸造原理
浇入到压室内液态或半固态金属 在压(冲)头力作用下经内浇道充 满型腔(压注成型)。
它适合生产那些形状更加复杂, 壁厚差较均匀的零件,制件没有塑 性变形组织。
Classification
Depending on whether the pressure is applied directly on to the solidifying cast product via an upper or male die (punch) or the applied pressure is exerted through an intermediate feeding system(中间进料系统) as schematically .
Process outline
The process of squeeze casting involves the following steps: 1. A prespecified amount of molten metal is poured into a preheated die cavity, located on the bed of a hydraulic press.
Process parameters
The alloy itself
The die The applied pressure The temperature
The most important process parameter is the alloy itself. The composition and physical characteristics of the alloy are of paramount importance due to their direct effects on the die life. These include the melting temperature, and thermal conductivity of the alloy together with the combined effect of the heat-transfer conficient and soldering onto the die material. Furthermore, the alloy dictates the selection of casting parameters such as die temperature, which has direct consequence on the die life. Therefore, squeeze casting is usually employed for low melting temperature alloys of aluminium and magnesium. In addition to the composition of a casting alloy, which determines its freezing range and affects the quality of finished components, the casting parameters should also be controlled very closely to achieve a sound casting. The most dominant process parameters are die temperature and pouring temperature, and superheat, although the level of applied pressure is also important. Since the metal is cast under pressure, the inherent castability(铸造性能) of the alloy is of little.