工艺文件封面
工艺文件内容
生产工艺文件内容
1、工艺文件封面
产品型号DS05-713
产品名称晶体管收音机
产品图号CEC2.022.010MX
2、工艺文件明细表
零部件图号、零部件名称:按设计文件填写零部件及整件的图号及名称。
文件名称
文件编号
工艺流程图(I)
CEC.022.GLT
工艺文件明细表
CEC.022.GML
要有文字和图进行说明。
5、工位器具明细表
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
填写晶体管收音机生产装配过程中所使用的生产工具的名称、型号及其数量。
6、仪器仪表明细表
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
编写晶体管收音机生产、装配、调试过程所使用的仪器、仪表的名称、型号及数量。比如:高频信号发生器、扫频仪、示波器、直流稳压电源、万用表等。
如:机壳:CEC4.146.015MX
螺钉:CEC8.901.011MX
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
名称牌号规格:导线的名称、牌号及规格
数量:导线的数量(根数)
L全长:导线的长度(包括剥头尺寸)
设备及工装:导线加工所需设备及工装的名称及型号
在绘图栏内,按比例绘制导线加工示意图。
9、装配工艺过程卡
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
14、材料消耗工艺定额汇总表
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
材料名称、牌号、代号、规格:填写消耗材料的牌号、代号及规格。
工艺规程-封面目录(AD系列)

总进气压力
压力表
6次/天
0.6+-0.05MPA
6
修整轮压力
压力表
6次/天
0.4+-0.05MPA
7
定位压力
压力表
6次/天
0.3-0.4MPA
1,。缝焊机数据应该与对应产品一致,并事先经过专人测试调整,每次缝焊机开启时候都婴孩进行校对:
更改序号
图纸版本
更改内容
日期
签名
日期:04/12/20
编制:
审批:
序号
检测项目
检测工具
频次
记录要求
备注
1
压力
压力表
4次/天
0.3MPa+0.05 MPa
更改序号
图纸版本
更改内容
日期
签名
日期:
编制:
审批:
页:1共1页
版本:05-01-15
上海均特汽车零部件有限公司
文件号:AD02-GY-40
重要度:B
设备:液压机
工位:4.0连杆与缓冲块座的压铆、
装缓冲块
工装:G-0302-002、G-0302-002-1、G-0302-002-2
2
2.0
清洗
AD01-GY-30
3
3.0
底阀总成装配
AD01-GY-31
3.1
底阀压入内筒
AD01-GY-40
4
4.0
连杆与缓冲块座的压铆、装缓冲块
AD01-GY-41
4.1
连杆与活塞装配
AD01-GY-50
5
5.0
注油
AD01-GY-60
6
6.0
压入导向衬套
工艺文件编制规范

工艺文件编制规范1目的用于规范工艺文件类别,统一格式,更好的与产品匹配,形成整套合理的产品工艺文件。
2适用范围适用于本公司工艺文件的编制及输出。
3相关人员及要求3.1编制人员1)编制:本公司工艺文件需由公司内工艺人员进行编制。
2)审核:本公司工艺文件需由公司内该文件所涉及领域的专业工程师以及相关执行部门负责人(可指定部门内人员)进行文件审核。
3)标准化:由工艺负责人或文档控制专员对文件使用模板及文本格式进行确认。
4)批准:由工艺人员直属上级批准文件使用。
3.2编制要求及职责1)工艺人员在文件编制前应确认相关专业标准及产品最终版设计输出文件。
2)结合产品特性以及公司环境,制定可保证产品质量作业方式及流程。
3)对于研发中产品,工艺人员应根据产品研发进度制定该产品配套工艺文件的输出计划。
4)针对少量特殊物料的作业需对其特殊性要求进行强调。
如涉及相机或其他易损电子部件作业时,应处于静电防护环境并且必须先佩戴防静电装备。
5)工艺文件中凡涉及温度,参数,尺寸等数据信息时,应明确标注出数值范围,不可使用如“室内温度”等模糊信息。
6)工艺文件中凡涉及产品型号、产品名称以及引用的文件编号,图纸编号等信息必须与产品备案信息或最终设计文件信息相同。
7)当工艺文件正式下发至作业人员手中后:工艺人员有针对工艺文件的执行状态进行培训、监督并指正的职责;工艺人员有针对工艺文件的有效性进行跟踪验证并及时改进的职责;实施作业人员有及时向直属上级或工艺人员反馈工艺文件执行情况的职责。
4工艺文件组成框架图及流程图1)框架图:体现目前公司所包含的所有类型工艺文件。
2)流程图:体现产品由物料至出厂各阶段所需文件。
4.1产品工艺文件组成框架图4.2产品工艺执行流程图注:虚线表示该节点所需工艺文件整机调试老化整机产品检验线路板焊接物料采购物料入库物料发放产品装配或制作物料检验规范整机物料清单及线路板总成物料清单线路板总成焊接指导书整机装配或产品制造工艺整机调试工艺工序作业检验整机或成品检验规范线路板总成检验工艺整机产品入库检验作业工艺5工艺文件说明及编制方法5.1整机物料清单1)用于明确整机装配所需物料种类及数量,生产领料人员以此为依据从库房领取所需物料。
工艺文件和管理文件格式表
关键工序作业指导书3
格式8
关键工序作业指导书4
格式9
总装工艺状态明细表
格式10
总装工位送料明细表
格式11
总装工时定额明细表
格式12
(辅助)生产材料消耗工艺定额
格式13
标准件明细表
格式14
车间单车工时定额
格式15
质量控制点明细表
格式16
质量控制点作业指导书
格式17
附加栏1
格式18
附加栏2
格式19
格式57
文件回收记录
格式58
文件接收登记表
格式59
文件销毁记录
格式60
技改项目评定报告
格式61
焊装车间工艺培训记录表
格式62
涂装车间工艺培训记录表
格式63
总装车间工艺培训记录表
格式64
报告
格式65
制度
格式66
工作联络单
格式67
申请
格式68
文件变更单
格式69
会议记录
格式70
文件配备表
格式71
工艺纪律考核评分记录(焊装)
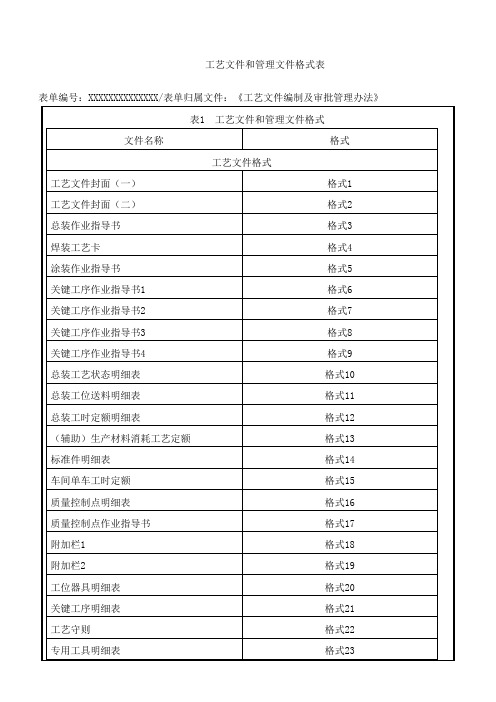
工艺文件和管理文件格式表
表单编号:XXXXXXXXXXXXXX/表单归属文件:《工艺文件编制及审批管理办法》
表1 工艺文件和管理文件格式
文件名称
格式
工艺文件格式
工艺文件封面(一)
格式1
工艺文件封面(二)
格式2
总装作业指导书
格式3
焊装工艺卡
格式4
涂装作业指导书
格式5
关键工序作业指导书1
格式6
关键工序作业指导书2
格式31
总装工艺卡
格式32
工艺工作的基本内容
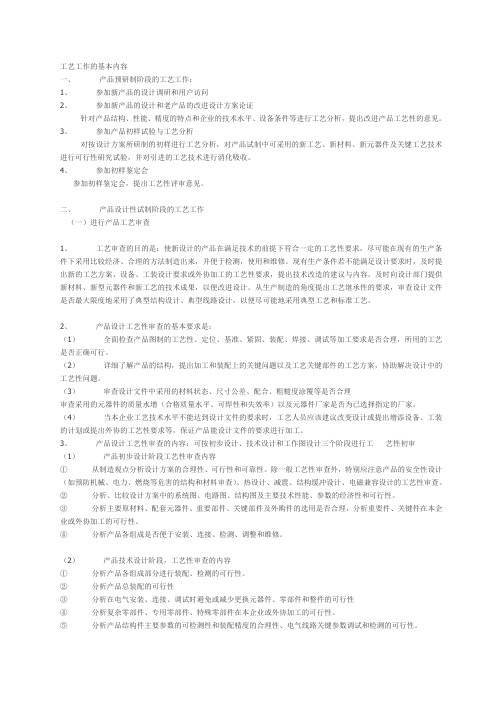
工艺工作的基本内容一、产品预研制阶段的工艺工作:1、参加新产品的设计调研和用户访问2、参加新产品的设计和老产品的改进设计方案论证针对产品结构、性能、精度的特点和企业的技术水平、设备条件等进行工艺分析,提出改进产品工艺性的意见。
3、参加产品初样试验与工艺分析对按设计方案所研制的初样进行工艺分析,对产品试制中可采用的新工艺、新材料、新元器件及关键工艺技术进行可行性研究试验,并对引进的工艺技术进行消化吸收。
4、参加初样鉴定会参加初样鉴定会,提出工艺性评审意见。
二、产品设计性试制阶段的工艺工作(一)进行产品工艺审查1、工艺审查的目的是:使新设计的产品在满足技术的前提下符合一定的工艺性要求,尽可能在现有的生产条件下采用比较经济、合理的方法制造出来,并便于检测,使用和维修。
现有生产条件若不能满足设计要求时,及时提出新的工艺方案、设备、工装设计要求或外协加工的工艺性要求,提出技术改造的建议与内容。
及时向设计部门提供新材料、新型元器件和新工艺的技术成果,以便改进设计。
从生产制造的角度提出工艺继承性的要求,审查设计文件是否最大限度地采用了典型结构设计、典型线路设计,以便尽可能地采用典型工艺和标准工艺。
2、产品设计工艺性审查的基本要求是:(1)全面检查产品图制的工艺性、定位、基准、紧固、装配、焊接、调试等加工要求是否合理,所用的工艺是否正确可行。
(2)详细了解产品的结构,提出加工和装配上的关键问题以及工艺关键部件的工艺方案,协助解决设计中的工艺性问题。
(3)审查设计文件中采用的材料状态、尺寸公差、配合、粗糙度涂覆等是否合理审查采用的元器件的质量水增(合格质量水平、可焊性和失效率)以及元器件厂家是否为已选择指定的厂家。
(4)当本企业工艺技术水平不能达到设计文件的要求时,工艺人员应该建议改变设计或提出增添设备、工装的计划或提出外协的工艺性要求等,保证产品能设计文件的要求进行加工。
3、产品设计工艺性审查的内容:可按初步设计、技术设计和工作图设计三个阶段进行工艺性初审(1)产品初步设计阶段工艺性审查内容①从制造观点分析设计方案的合理性、可行性和可靠性。
工艺文件编写规范

4.1.4作业指导书编写格式:
4.1.4.1表头为公司标志(Times New Roman五号黑体上英文下中文,中间横线为红色,英文字母i字点为红色);接下主题(作业流程图)为小初号加粗字体。
4.1.4.2第2行为小三号黑体,内容为作业指导书英文名全称。
文件名称:
工艺文件编写规范
生效日期:
1.0目的:以标准统一格式来规范文件编写,确保文件编写规范,体现工艺文件格式化与实用性。
2.0适用范围:适用于工艺文件的编写与编写格式。
3.0职责:
3.1工程部:负责工艺文件的编写、整理、修改、备份存档。
3.2ISO办:负责工艺文件的分发、回收、改版、保存、销毁。
4.1.4.3.4表内右边表框为绘编作业过程示意图,示意图的对应作业点要做对应文字标注。
4.1.4.3.5表内右下边第1栏为(作业类别),写有项目:焊锡(S)、装配(A)、品质检查(Q)、包装(P)、修理(RP)、加工(R)、插件(B)、点焊(SW)或对应岗位的作业类别标称并在项目前加选项框(□),并打上“√”。
4.6文件更改/分发、保存流程:按《文件控制程序》4.2、4.3相关项执行。
文件名称:
工艺文件编写规范
生效日期:
5.0附件:
文件编号编写规范:
TW--MI--X X—X X X X X X
产品型号
产品类别代号
产品类型代号
部门代号
文件代号
公司代号
说明:A、“部门代号”为编写文件的部门代号。例如:工程部代号------PE。
4.1.5SMT作业指导书编写格式:
4.1.5.1表内左边第1行为(贴片位置使用元件说明),第3行第1列为(序号),是编写位置元件序号;第2列为(元件型号/规格),是编写作业位置的元件型号/规格;第3列为(用量),是编写元件用量;第4列为(位置),是编写元件的贴装位置;第5列为(备注),用于相对应栏注解。
1 工艺文件
编制作业指导书
1.插件作业指导书编制上的基本要求 在编制作业指导书前要先统计好插件线上的人数及 线体的长度、元器件的种类、大小、数量等。 ①制定一个作业人员插件的数量、种类,以此来决 定一个工位的作业时间,从而确定一条线的产能。 ②作业指导书上的图片要清晰,要明确标出插件的 位置 ③注意事项(如安全、自检、工具使用等)要在明 确位置标示
2.电子产品插件线作业指导书的编制原则 ①由大到小原则 ②同类同工位原则 ③同向原则 ④集中原则 ⑤对称原则 ⑥由左到右原则
设计文件的编号 GKB 2. 8 3 6 .236 DL 企业代号 级类型种 登记顺序号 文件简号 设计文件的成套性
常见的设计文件
1 电路图 使用各种图形符号,按照一定的 规则,表示元器件之间的连接及 电路各部分的功能。
2 方框图 说明性的图形,用简单的方框代表一组元 器件,一个部件或一个功能模块,用连线 表示信号的传递。
电源管理 振荡器
3 逻辑图 在数字电路中,用逻辑符号表示各种具有逻 辑功能的单元电路。 在表达逻辑关系时,采用逻辑符号来表示电 路的工作原理,不必考虑器件的内部电路。
4 实物装配图 以实际的元器件的形状及其相对位置为 基础,表达产品的装配关系的图样。 它在产品生产装配中使用广泛。
5 印制电路板装配图(PCB) 印制电路板装配图(PCB) 用于指导工人装配焊接印制电路板的工 艺图。它把安装元器件的板面作为正面, 画出元器件的图形符号及其位置,用于指 导装配焊接。
工艺文件的编制要求: ①工艺文件要有统一的格式、统一的幅面,其格式、幅面的 大小应符合有关规定,并要装订成册、装配齐全。 ②工艺文件的填写内容要明确,通俗易懂、字迹清晰、幅面 整洁。尽量用计算机编制。 ③工艺文件所有文件的名称、编号、符号、元器件代号应与 设计文件一致。 ④工序安装图可不完全安照实样绘制,但基本轮廓要相似, 安装层次应表示清楚。 ⑤装配接线图中的接线部位要清楚,连接线的接点要明确。 ⑥编写工艺文件要执行审核、会签、批准手续。
工艺工作的基本内容

工艺工作的基本内容一、产品预研制阶段的工艺工作:1、参加新产品的设计调研和用户访问2、参加新产品的设计和老产品的改进设计方案论证针对产品结构、性能、精度的特点和企业的技术水平、设备条件等进行工艺分析,提出改进产品工艺性的意见。
3、参加产品初样试验与工艺分析对按设计方案所研制的初样进行工艺分析,对产品试制中可采用的新工艺、新材料、新元器件及关键工艺技术进行可行性研究试验,并对引进的工艺技术进行消化吸收。
4、参加初样鉴定会参加初样鉴定会,提出工艺性评审意见。
二、产品设计性试制阶段的工艺工作(一)进行产品工艺审查1、工艺审查的目的是:使新设计的产品在满足技术的前提下符合一定的工艺性要求,尽可能在现有的生产条件下采用比较经济、合理的方法制造出来,并便于检测,使用和维修。
现有生产条件若不能满足设计要求时,及时提出新的工艺方案、设备、工装设计要求或外协加工的工艺性要求,提出技术改造的建议与内容。
及时向设计部门提供新材料、新型元器件和新工艺的技术成果,以便改进设计。
从生产制造的角度提出工艺继承性的要求,审查设计文件是否最大限度地采用了典型结构设计、典型线路设计,以便尽可能地采用典型工艺和标准工艺。
2、产品设计工艺性审查的基本要求是:(1)全面检查产品图制的工艺性、定位、基准、紧固、装配、焊接、调试等加工要求是否合理,所用的工艺是否正确可行。
(2)详细了解产品的结构,提出加工和装配上的关键问题以及工艺关键部件的工艺方案,协助解决设计中的工艺性问题。
(3)审查设计文件中采用的材料状态、尺寸公差、配合、粗糙度涂覆等是否合理审查采用的元器件的质量水增(合格质量水平、可焊性和失效率)以及元器件厂家是否为已选择指定的厂家。
(4)当本企业工艺技术水平不能达到设计文件的要求时,工艺人员应该建议改变设计或提出增添设备、工装的计划或提出外协的工艺性要求等,保证产品能设计文件的要求进行加工。
3、产品设计工艺性审查的内容:可按初步设计、技术设计和工作图设计三个阶段进行工艺性初审(1)产品初步设计阶段工艺性审查内容①从制造观点分析设计方案的合理性、可行性和可靠性。
工艺文件编制管理制度

4.3 每一项产品,机加工艺文件首先要有一个封面,然后每道工序都应编制《加工工序卡》,《加工工序卡》为CAD中英文对照格式,幅面有A3、A4
两种,按产品的外形尺寸和复杂程度可自由选用,表中每一项内容都应做到
批准日期
2007。05。01
执行日期
2007。05。01
页次
1/8
详细、准确,确保能有效地指导操作者进行生产;
4。4 每一项焊接产品,都应编制中英文对照的焊接工艺文件,便于国内外客户专家和DIN6700体系的检查;按封面、焊接零部件清单、焊接顺序计划、焊接工艺规程(WPS文件)的顺序装订。焊接工艺文件的编制须做到合理、详细。因编制错误而造成产品批量返工,每次扣相关工艺技术员50元,造成批量报废视情节严重和报废产品价值,每次扣相关技术员100~200元;
执行日期
2007。05.01
页次
3/8
附表2:
批准日期
2007。05.01
执行日期
2007。05。01
页次
4/8
附表3:
批准日期
2007.05.01
执行日期
2007。05.01
页次
5/8
附表4:
批准日期
2007.05。01
执行日期
2007.05。01
页次
6/8
附表5:
批准日期
2007。05。01
执行日期
附表4 《加工工序卡》(A4版面)
附表5 焊接《工艺文件封面》
附表6 《焊接零部件清单》
封面尺寸与印刷工艺

封面尺寸与印刷工艺1、胶装书脊位书脊位=(内页P数/2)*内页所用纸张厚度2.精装书脊位书脊位=书心厚度+(纸板厚度*2)3.护封的计算护封的计算=精装书脊位+(勒口*2)+(书宽*2)+(出血*2)4.精装书壳皮壳面料的计算长=书心(长度)*2+压槽位(11MM*2)+飘口(3MM*2)+(板纸厚度*2)+(色边位(最少15MM*2)+精装书脊位高=书心(高度)+色边位(最少15MM*2)+(板纸厚度*2)+飘口(3MM*2)精装(飘口 3MM)里边7MM 包口20MM-30MM 出血6MM印刷工艺介绍(全部)印刷的产品工艺有:覆膜、装订、烫金(银)、模切、压痕、起凸/压凹、打孔、打号、UV上光、压纹、专色印刷、其它工艺覆膜定义:将塑料薄膜覆盖于印刷品表面,并采用黏合剂经加热、加压后使之粘合在一起,形成纸、塑合一的印刷品的加工技术。
(在印刷品表面覆盖一层薄薄聚乙烯薄膜)分类:覆膜分光膜和哑膜两种特点:覆光膜的产品表面亮丽、表现力强,多用于产品类印刷品;覆哑光膜的产品表面不反光,高雅,多用于形象类印刷品适用范围:200g以上的纸张,遇实色部位有折痕工艺必须使用覆膜工艺注意:128克以下纸张单面覆膜后容易因两面表面张力不同而打卷;覆哑光膜后印刷品色彩饱和度会略有下降;装订装订有五种常用方式:骑马钉、胶钉、锁线钉、环钉和精装对裱骑马订装定义:将书册套贴配页,书脊打订书钉,三面裁切成册;特点:价廉、工艺简单、交货周期短,易跨页拼图;适用范围:使用骑马钉装订的样本P数应为4 的倍数,装订厚度以157g铜版纸为准,不超过48P,成品厚度小于4mm;注意:封面与内文纸克重悬殊时,长期使用,封面易从装订处脱落胶订装定义:将书册按页序先套贴后配贴,书脊上胶后配封面,裁切成册特点:价廉、美观、交货周期较骑订长适用范围:使用胶订P数可以不是4的倍数,装订厚度以157g铜版纸为准,超过48P,成品厚度大于4mm、小于30mm注意:对页很难打开,不易跨页拼图,若纸张克重高在使用中易掉页锁线装定义:将书册按页序先套贴后配贴,按顺序用线订成书芯,书脊上胶后配封面,裁切成册特点:装订考究、高档、不宜掉页、易跨页拼图,但生产周期较长适用范围:装订厚度以157g铜板纸为准,48P以上的产品宜采用线装,成品厚度不限注意:生产周期长,而且费用较高环钉(塑环/铁环)定义:将书册各页扪切打孔,按页序排列后,穿环成册特点:环装的产品结实耐用,可180度或360度翻转、平放适用范围:装订厚度以157g铜板纸为准,16P以上的产品宜采用注意:费用较高,非常适用于经常翻动的台历,工具手册等精装对裱定义:将书册各页背对背裱糊裁切整齐,与封面粘贴后成册特点:装订考究,不掉页、结实耐用,跨页无须拼图适用范围:装订厚度以157g铜板纸为准,16P以上的产品宜采用注意:采用单面印刷工艺,装订时间很长,一般封面配合荷兰板裱糊印刷纸或装祯纸,非常适用于菜谱、邮册、卡书等,费用高昂烫金/银定义:借助于一定的压力和温度使金属箔烫印到印刷品上的方法特点:有金属光泽,富丽堂皇,使印刷画面产生强烈对比。
工艺文件填写说明
工艺文件专业术语说明工艺文件:是企业组织生产、指导工人操作和用于生产、工艺管理等的各种技术文件的总称。
工艺文件是产品加工、装配、检验的技术依据,也是企业组织生产、产品经济核算、质量控制和工人加工产品的主要依据。
工艺文件的编号:是指工艺文件的代号,简称“文件代号”。
它由四个部分组成:企业区分代号、该工艺文件的编制对象(设计文件)的十进分类编号、工艺文件简号以及区分号。
底图总号:是由企业技术档案部门在接收底图产品设计文件时,填写设计文件的底图总号。
旧底图总号:是由企业技术档案部门填写被本底图所代替的底图总号。
草图:草图是设计产品所绘制的原始资料,它是供生产和设计部门使用的一种临时性设计文件,草图可以用徒手方式绘制。
原图:原图是供描绘底图用的设计文件。
底图:底图是确定产品的基本凭证,它是用以复制复制图的设计文件,如用硫酸纸绘制的底图、印制底图、CAD基准盘,都属于设计类底图。
底图可以分为基本底图和副底图。
基本底图(原底图)是经过有关人员签署后的底图,是产品的基本凭证。
副底图(基本底图的副本)是供复制复制图用的底图。
在一些企业中,实际编制底图设计文件已不再分基本底图和副底图,两者已经合二为一。
工艺文件格式通用栏:各种工艺文件格式的表头、标题栏及登记栏统称为通用栏。
用于填写产品名称、产品图号、编号、签署、更改标记及底图归档等。
工艺文件封面填写说明工艺文件的封面是在工艺文件装订成册时使用。
简单的设备可以按整机装订成册,复杂设备可按分机单元装成若干册。
填写中,“共X册”填写工艺文件的总册数;“第X册”填写该册在全套工艺文件中的序号;“共X页”填写该册的总页数;“型号”、“名称”、“图号”分别填写产品型号、名称、图号;“本册内容”填写该册主要工艺文件内容的名称;最后由相关人员(单位技术负责人)执行批准手续,并填写批准日期。
工艺文件目录填写说明工艺文件目录供装订成册的工艺文件编写目录用,反映产品工艺文件的齐套性。
电子产品的工艺文件

右图是
×× 袖珍 收音 机的 工艺 文件 封面 。
路漫漫其修远兮, 吾将上下而求索
工艺文件
型 号 科宏2045 名 称 AM/FM袖珍收音机 图 号 ××× 本册内容 收音机的装配调试
共1册 第1册 共页
批准 ××× 2006年5月6
日
工艺文 件明细 表是工 艺文件 的目录 。成册 时,应 装在工 艺文件 的封面 之后, 反映产 品工艺 文件的 齐套性 。
➢工艺文件明细表(目录)
路漫漫其修远兮, 吾将上下而求索
填写文件 的简号
工艺文件目录 明细表产品名称或型号
产品图 号
序 文件 号 代号
1
2
零部件、整件 图号
3
零部件、整 件名 称
页数
4
5
备注
6
填写被 本底图 所代替 的旧底 图总号
填写 更改 事项
路漫漫其修远兮, 吾将上下而求索
使用性
旧底图 总号
底图总 号
下图给出了××收音机的导线加工表。
路漫漫其修远兮, 吾将上下而求索
导线及线扎加工表
产品名称或型号
编号
名称规格
颜 色
数 量
L全 长
1
2
34 5
1
ASTVR 黄
80
填写
2
导线 3
的编 4
号
5
6
填写 7
材料 8
使用性的名
称规
格、
旧底图总颜号 色 、数
量
黑
80
黑
40
白
90
红
60
黄
80
长度(mm) A B A剥 端端 头
生效日期
电子产品的工艺文件

电子产品的工艺文件电子产品的工艺文件工艺图和工艺文件是指导操生产、加工、操作的依据*对照工艺图,操都应该能够知道产品是什么样子,怎样把产品做出来,但不需要对它的工作原理过多关注。
工艺文件一般包括生产线布局图、产品工艺流程图、实物装配图、印制板装配图等。
7.2.1 工艺文件的定义按照一定的条件选择产品最合理的工艺过程(即生产过程),将实现这个工艺过程的程序、内容、方法、工具、设备、材料以及每一个环节应该遵守的技术规程,用文字和图表的形式表示出来,称为工艺文件。
工艺文件能够指导操按预定步骤的要求完成产品的加工过程。
2.2 工艺文件的作用工艺文件的主要作用如下:(1)组织生产,建立生产秩序;(2)指导技术,保证产品质量,(3)编制生产计划,考核工时定额(4)调整劳动组织;(5)安排物资供应;(6)工具、工装、模具管理;(7)经济核算的依据;(8)执行工艺纪律的依据;(9)历史档案资料;(10)产品转厂生产时的交换资料;(11)各企业之间进行经验交流。
对于组织机构健全的电子产品制造企业来说,NXP代理商上述工艺文件的作用也正是各部门的职员与工作依据。
”为生产部门提供规定的流程和工序,便于组织有序的产品生产;按照文件要求组织工艺纪律的管理和员工的管理;提出各工序和岗位的技术要求和操作方法,保证生产出符合质量要求的产品。
·质量管理部门检查各工序和岗位的技术要求和操作方法,监督生产符合质量要求的产品。
·生产计划部门、物料供应部门和财务部门核算确定工时定额和材料定额,控制产品的制造成本。
·资料档案管理部门对工艺文件进行严格的授权管理,记载工艺文件的更新历程,确认生产过程使用有效的文件。
7.2.3 电子产品工艺文件的分类根据电子产品的特点,工艺文件主要包括产品工艺流程、岗位作业指导书、通用工艺文件和管理性工艺文件几大类工艺流程是组织产品生产必需的工艺文件“岗位作业指导书和操作指南是参与生产的每个员工、每个岗位都必须遵照执行的;·通用工艺文件如设备操作规程、焊接工艺要求等,力求适用于多个工位和工序;.管理性工艺文件如现场工艺纪律、防静电管理办法等。
工艺文件

工时消耗定额。
4、管理工艺文件用的格式
包括:工艺文件封面、工艺文件目录、元器件
工艺表、导线及扎线加工表、工艺说明及简图、
装配工艺过程卡、工艺文件更改通知单、工艺
文件明细表等。
按用途分类 第一类: 工艺规程的封面 工艺规程的目录 第二类: 各种汇总图表 工装明细表 消耗定额表 配套明细表 工艺流程图 工艺过程表 它们是作为材料供应、工装配置、成本核算、 劳动力安排、组织生产的依据。
其它分类方式: 工艺文件通常分为:基本工艺文件、指导 技术的工艺文件、统计汇编资料和管理工艺文
件用的格式。 1、基本工艺文件
是供企业组织生产、进行生产技术准备工作的 最基本的技术文件,它规定了产品的生产条件、 工艺路线、工艺流程、工具设备、调试及检验 仪器工艺装置、工时定额。
包括:零件工艺过程、装配工艺过程、元器件
2、工艺文件编制要求
(1)既要具有经济上的合理性和技术上的先进性, 又要考虑企业的实际情况,具有适用性。 (2)必须严格与设计文件的内容相符合,应尽量 体现设计的意图,最大限度的保证设计质量的实现。
(3)要严肃认真,一丝不苟,力求文件内容完整
正确,表达简洁明了,条理清楚,用词规范严谨。
并尽量采用视图加以表达。要做到不用口头解释,
根据工艺规程,就可正常的进行一切工艺活动。
(4) 要体现质量第一的思想,对质量的关键部位 及薄弱环节应重点加以说明。 技术指标应前紧后松,有定量要求,无法定量 要以封样为准。 (5)尽量提高工艺规程的通用性,对一些通用的 工艺要求应上升为通用工艺。
(6)表达形式应具有较大的灵活性及适用性,做
到当产量发生变化时,文件需要重新编制的比例压
b. 电阻器避免集中在某几个工位安装,应尽量平均分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MVIS-2015全自动血流变分析仪工艺文件编制:_______________审核:_______________批准:_______________日期:_______________重庆天海医疗设备有限公司工艺文件目录JL-7.3-13 产品名称:全自动血流变分析仪型号:MVIS-2015 序号文件名称文件编号页数存放方式备注1 总工艺流程图MVIS-2015-GY-LCT 1 Word文件2 整机生产工艺流程图MVIS-2015-GY-LCT-ZJ 1 Word文件3 工艺方案MVIS-2015-GY-FA 1 Word文件4 物料清单MVIS-2015-GY-BOM Word文件5 PCB位号图MVIS-2015-GY-WH 3 Word文件6 PCB物料清单MVIS-2015-GY-BOM-PCB 3 Word文件7 管路连接图MVIS-2015-GGLT 1 VISIO文件8 电气布线图MVIS-2015-GBXT 1 VISIO文件9 线束作业物料清单MVIS-2015-WL-XS-BOM 1 EXCEL文件10 线束作业标签说明MVIS-2015-WL-XS-BQ 1 EXCEL文件11 线束作业指导书MVIS-2015-GY-XS 1 EXCEL文件12 半成品装配作业指导书MVIS-2015-GY-BCPZ 4 Word文件13 半成品测试作业指导书MVIS-2015-GY-BCPC 1 Word文件14 整机装配作业指导书MVIS-2015-GY-ZP 12 Word文件15 整机测试作业指导书MVIS-2015-GY-CS 10 Word文件16 整机接线图TH4-A15B-005 1 VISIO文件总工艺流程图文件编号MVIS-2015-GY-LCT拟 制 第01页 共01页审 核标 准 化整机装配线束作业整机测试半成品装配 包装下线入厂检验入库检验成品检验出厂检验合 格不合格不合格不合格半成品测试印制板制作其他物料采购 机壳制作 不合格退回供应商入库合 格合格整机生产流程图文件编号MVIS-2015-GY-LCT-ZJ拟 制 第01页 共01页审 核标 准 化老化、重复性测电源开关、保险管安装变压器安装机脚振动测试左右门安装管路支架安装主体盒电脑主板、硬盘按钮开关、LED加热控制板接口板、下位机板计算机电源包装下线联机调试硬参设置硬件检测标定设置压力传感器、管路连接质控点成品检验出厂检验跌落测试比例抽测不合格不合格合格 物料准备工艺方案文件编号MVIS-2015-GY-FA1、 生产方法1) 手工焊接、装配 2) 电测试2、 仪器仪表、工装夹具1) 电烙铁 40W 2把 2) 泵管调整工装 1个 3) 电脑显示器、键盘、鼠标 1套 4) 打印机(含数据线等) 1台 5) 主机 MVIS-2015 1台 3、 主要生产辅料、工具1) 血流变质控液 足量 2) 血流变清洗液 足量 3) 试管 足量 4) 焊锡丝 ROHS 足量 5) 螺丝刀 1#、2#、3# 各1把 6) 扎带 足量 7) 热缩管 Φ3、Φ4 足量 8) 棘轮手工具 1把 9) 剥线钳 1把 10) 斜口钳 1把 11) 漏斗 1个 12) 静电腕带 性能良好 1个 13) 细纱手套拟 制 第01页 共01页审 核标 准 化序号品名规格/型号用量 单位备注1 底包装泡沫(左) MVIS2015-05-001 1 件2 上包装泡沫(右) MVIS2015-05-002 1 件3 底包装泡沫(右) MVIS2015-05-003 1 件 5 上包装泡沫(左) MVIS2015-05-004 1 件 6 纸箱 MVIS-2015 2 件 7 包装袋 MVIS-2015 1 件 8 打印机 HP 激光打印机 1 套 10 显示器 17寸液晶 标屏 1 台 11 键盘1 件 12 鼠标 USB 接口光电 1 件 13 鼠标垫 1 件14 接线板 1 件 (至少9孔)根据现场情况15 电源线 1 根 三相,主板用16 浓缩液(赠送) 30ml 1 瓶 17 质控液(盒) 1 2 3 4 号 1 盒 18 说明书 MVIS-2015说明书 1 套 19 保修卡 MVIS-2015 1 份 20 装箱清单 MVIS-2015 1 份 21 验收报告 MVIS-2015 1 份 22 合格证书 MVIS-2015 1 份 23 下位机控制板 TH015A 1 件 24 接口板 TH050A 1 件 25 加热控制板 8261A1 件 26 变压器 43W 24V/1.8A 1 件 27 压力传感器 24PCEFA6D 1 件 28 步进电机驱动器 SH-20403 1 件 29 步进电机 42BYG218-04 1 件 30 泵管 PUMP RED 1 根 31 泵轮 TH9-02BL_40×26×4 1 件 32 泵管调整板 TH9-003(M) 1 件 33 夹紧套(电磁阀)TH9-0134 件 34 进口电磁阀(单) 075P2NO12-02SQ 3 件 35 进口电磁阀(双) 075P3MP12-02S 1 件 36 三通(大) YO-2PP 3 件 37 二通(大) CO-2PP 6 件 38 硅胶管 φ4.0×φ2.5 5 米 39 硅胶管 φ5.0×φ3.1 1 米40管接头Φ43拟 制 第01页 共02页审 核标 准 化序号品名规格/型号用量 单位备注1 电机支架 MVIS2015-03-001 1 件2 面板 MVIS2015-02-001 1 件3 左右门 MVIS2015-02-002 1 件 5 压片 MVIS2015-02-003 2 件 6 吸样管 MVIS2015-01-005 1 件 7 吸样螺钉 MVIS2015-01-006 1 件 8 螺母 MVIS2015-01-007 1 件 10 机脚 金色4 件 11 电源开关 灰色10A,250V 1 件 12 保险管 3A 4 套 13 按钮开关 KD-22 2 件 14 发光二极管 绿 φ5 2 件 15 发光二极管 黄 φ5 1 件 16 DB9插孔1 件 母头,焊线式17 主板 GA-G31M-ES2C 1 件 18 CPU(处理器) 英特尔 奔腾(R )处理器E65001 件 19 CPU 风扇 CPU 自带 1 件 20 内存 金士顿1G 1 根 21 硬盘 ST 160G SATA 8M 1 件 22 计算机电源 航嘉BS-2006 1 件 23 恒温槽 MVIS2015-01-001 1 件 24 玻璃密封板 MVIS2015-01-002 1 件 25 玻管 MVIS2015-01-003 1 件 26 螺钉塞 MVIS2015-01-004 1 件 27 O 型密封圈 φ81 件 28 加热棒 24V 30W φ8×105 1 件 29 温度传感器 AD590JH 1 件 30 发光二极管 φ5 白色散光 1 件 31 温度计1 根 32 色环电阻 1/2W ±1% 100Ω 1 个 33 过热保护器 JVC-IM 45° 1 个 34 硅胶 703 黑色 1 支 35 硅胶 703 白色 1 支 36 热缩管 φ3 2 米 足量 37 热缩管 φ4 1 米 足量 38变压器油足量拟 制 第02页 共02页审 核标 准 化PCB 板TH050位号图拟 制 第01页 共03页审 核标 准 化PCB 板TH015位号图拟 制 第02页 共03页审 核标 准 化PCB 板8261位号图拟 制 第03页 共03页审 核标 准 化PCB 板TH050物料清单序号名称规格封装位置1 直插集成电路 INA118P DIP-8 IC1、CI32 TLP521-4 DIP-16 IC73 贴片集成电路OP07 SO-G8 IC2、IC4、IC54 7555 SO-G8 IC6 5 78L05SOT89 V1、V2 6 贴片电阻1/10W 0Ω±1% 0805 R37 7 1/10W 10Ω±1% 0805 R31 8 1/10W 68Ω±1% 0805 R11 9 1/10W 100Ω±1% 0805 R3、R15 10 1/10W 240Ω±1% 0805 R1011 1/10W 1K ±1% 0805 R4、R5、R6、R8、R13、R16、R22、R23、R29、R3012 1/10W 3K ±1% 0805 R7、R1913 1/10W 4.3K ±1% 0805 R33、R34、R35、R3614 1/10W 4.7K ±1% 0805 R2515 1/10W 10K ±1% 0805 R12、R14、R17、R20、R26、R3216 1/10W 20K ±1% 0805 R9 17 1/10W 51K ±1% 0805 R24、R28 18 1/10W 100K ±1% 0805 R1、R2、R27 19 1/10W 510K ±1%0805 R18、R21 20 排阻 470×9 SIP9 RP1 21 可调电位器 2K W1、W3、W422 50K W223 贴片电容 104 0805 C2、C4、C5、C8、C9、C10、C11、C12、C14、C15、C16、C17、C18、24 107 C1、C3、C6、C7、C13、C23 25 二极管 IN4007 D1、D2、D3、D4、D5、D6 26 发光二极管 Φ3 红色 DS1、DS2、DS3、DS4、DS527 贴片三极管 2N5551 T128 NMOS 管 IRF640 TO220 Q1、Q2、Q3、Q4 29 IC 插座 8P(2*4) DIP-8 IC1、CI3 30 16P(2*8) DIP-16 IC7 31 插针2510_2P JP5 32 2510_4P JP3 33 2510_4P(90°) JP8 34 2510_5P JP2 35 HT3.96_2P JP4、JP6 36 HT3.96_4P JP7 37 HT3.96_5P JP1 38 双排插座 10P(2*5) JP9 39 40P(2*20JP1040PCB8261拟 制 第01页 共03页审 核标 准 化PCB 板TH015物料清单序号名称 规格型号封装备注1 贴片集成块 MSP430F1611 S-PQFP-G64 U12 74LVC164245SSOP48 U2、U3 3 SP3232EEN SO-G16 U6 4 SP708S SO-G8 U5 5 SA1117-3.3 SOT-223 N16 贴片电阻1/10W 0Ω±1% 0805 R14、R15、R16、R17、R18、R21 7 1/10W 10Ω±1%0805 R1、R2 8 1/10W 1K ±1% 0805 R9 9 1/10W 2K ±1% 0805 R30 10 1/10W 20K ±1% 0805 R20 11 1/10W 100K ±1% 0805 R19 12 贴片电容22p0805 C9、C1013 0.1μ 0805 C11、C13、C14、C15、C16、C17、C18、C19、C20、C21、C22、C24、C26、C27 14 10μ 16V 3528-21 C1215 100μ 16V 7343-31C23、C25、C28 16 插针 HT_3.96(2P)PWR 17 2510_4P UART0 18 DC3-14JTAG 19 双排插针 14P(2*7) ADC 20 40P(2*20) PIO 21 晶振 8MHz Y1 22PCBTH015拟 制 第02页 共03页审 核标 准 化PCB 板8261物料清单序号名称规格封装位置1 直插电阻1/10W 5Ω±1% R3 2 1/10W 5K ±1% R4 3 3W 0.5Ω±1%R1 4 保险管座F3、F4 5 继电器 380D04 4A J56 插针 2510_2P J6、J7、J8、J9 7PCB8261拟 制 第03页 共03页审 核标 准 化。