左摆动杠杆零件图夹具零件图夹具装配图
调速杠杆的机械加工工艺规程及专用夹具设计
调速杠杆的机械加工工艺规程及专用夹具设计 Final approval draft on November 22, 2020135调速杠杆的机械加工工艺规程及专用夹具设计二〇一一 年 十二 月机制工艺与夹具设计任务书1. 工件零件图(2天)2. 机械加工工艺过程卡(2天)3. 机械加工工序卡(5天)4. 专用夹具装配图(5天)5. 夹具体零件图(3天)6. 专用夹具三维造型(5天)7. 设计说明书(3天)说明书书写注意事项1. 目录页没有页码2. 大的章要另起页3. 参考文献另起页4. 每个图下面要有图标及说明(例如图1-1工件零件图)5. 每个表格上面要有表头及说明(例如表1-1工艺方案比较)目 录第1章 杠杆机械加工工艺规程及夹具设计.................................4 分析零件图..................................................................4 零件的作用 ...............................................................4 零件的工艺分析............................................................4 确定生产类型..................................................................5 确定毛坯类型 ...............................................................6 确定毛坯类型 (6)JIANGSU TEACHERS UNIVERSITY OF TECHNOLOGY机制工艺夹具课程设计与综合训练确定锻件及形状 (6)机械加工工艺过程设计 (7)选择定位基准 (8)拟定工艺过程 (8)选择机床和工艺装备 (8)选择机床 (9)选择夹具 (9)选择刀具 (9)选择量具 (9)确定工序尺寸 (9)确定切削用量和时间定额 (10)工序1切削用量及基本时间的确定 (10)工序2切削用量及基本时间的确定 (12)工序3切削用量及基本时间的确定 (14)工序4切削用量及基本时间的确定 (16)工序5切削用量及基本时间的确 (17)工序6切削用量及基本时间的确定 (17)工序7切削用量及基本时间的确定 (17)工序8切削用量及基本时间的确定 (18)工序9切削用量及基本时间的确定 (20)工序10切削用量及基本时间的确定 (20)工序11切削用量及基本时间的确定 (22)夹具设计有关计算 (24)定位基准的选择 (24)工切削力及夹紧力的计算 (24)工定位误差分析 (25)夹具设计结构设计及操作简要说明 (25)第2章综合训练 (27)夹具造型(小4号黑体) (27)铣夹具立体图 (27)铣夹具三视图…………………………...……………………… .28夹具各零件造型过程简述 (30)夹具体 (30)定位元件 (31)夹紧元件 (34)参考文献 (37)总结………………………………………………………………… .38第1章左摆动杠杆机械加工工艺规程设计分析零件图零件的作用杠杆原理亦称“杠杆平衡条件”。
零件图.装配图
螺钉
右端盖
销
螺母
★ 标准件 (螺栓、销等)
垫圈
左端盖 泵体 传动齿轮
表达单个零件的图称为零件图。 一、零件图的作用: 加工制造、检验、测量零件。 二、零件图的内容: ⒈ 一组视图 表达零件的结 构形状。 ⒉ 完整的尺寸 确定各部分的 大小和位置。 ⒊ 技术要求 加工、检验达到 的技术指标。 端盖零件图 ⒋ 标题栏 零件名称、数量、材料及必要签署。
装配图
销套5
螺母8 螺柱7 垫圈6
轴承盖4 上轴衬3 轴承座1
A
下轴衬2
B
9.2 装配图的规定画法和特殊画法
一、规定画法 ⒈ 相邻零件的接触表面和配合表面只画一条 线;不接触表面和非配合表面画两条线。
两面接触
两面不配合 两面配合
⒉ 两个(或两个以上)零件邻接时,剖面线的倾 斜方向应相反或间隔不同。但同一零件在各 视图上的剖面线方向和间隔必须一致。 ⒊ 标准件和实心件按不剖画。
⒌ 加深 检查无误后,加深并画剖面线。
⒍ 完成零件图 标注尺寸、表面粗糙度、尺寸公差等, 填写技术要求和标题栏。
9
9.1 装配图的功用和内容 9.2 装配图的规定画法和特殊画法 9.3 装配图视图的选择 9.4 装配图的尺寸标注 9.5 装配图的零件序号和明细栏 9.6 画装配图的方法和步骤 9.7 常见装配结构 9.8 读装配图的方法和步骤 9.9 由装配图拆画零件图 本章小结
2.常规标注方法 (1)标注在轮廓线上或指引线上
• 表面粗糙度要求可标注在轮廓线上,表面结构符号可 用带箭头的指引线引出标注。 要用完整符号,视图中底面和右侧面的标注,需通过指 线引出。
夹具课设零件图
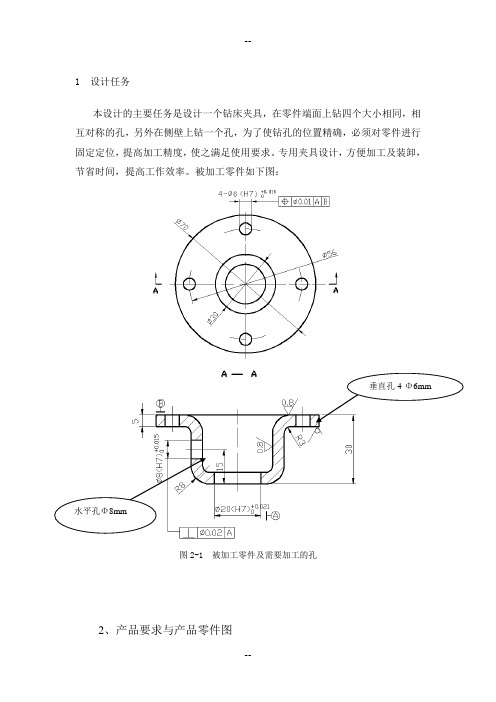
1 设计任务
本设计的主要任务是设计一个钻床夹具,在零件端面上钻四个大小相同,相
互对称的孔,另外在侧壁上钻一个孔,为了使钻孔的位置精确,必须对零件进行
固定定位,提高加工精度,使之满足使用要求。
专用夹具设计,方便加工及装卸,节省时间,提高工作效率。
被加工零件如下图:
垂直孔4-Φ6mm
水平孔Φ8mm
图2-1 被加工零件及需要加工的孔
2、产品要求与产品零件图
如图2—6所示,本工序需在钢套上钻φ5mm孔,应满足如下加工要求:
1、φ5mm孔轴线到端面B的距离20士0.1mm;
2、φ5mm孔对φ20H7孔的对称度为0.1 mm。
3、已知工件材料为Q235A钢,批量N=500件。
3.
设计钻孔夹具直径为7的三个孔
4.设计铣槽夹具加工半径为6的槽
5.产品的重点技术要求分析
设计手动铣床专用夹具。
工件已加工过的大小孔径分别为Φ11018
.00+mm 和Φ24021.00+mm ,两孔中心距为 42±0.02 mm,厚度为2603.003.0+-mm 。
. 其余:
6.产品的重点技术要求分析
设计手动铣床专用夹具。
. 其余:
7. 设计在摇臂钻床上加工杠杆臂零件上孔φ10mm和φ13mm的钻夹具。
8
设计在铣床上加工“套筒”零件上键槽的专用夹具
9.夹具设计任务:加工连杆零件的小头孔,45钢,模锻件,年产量500件,立式钻床Z525。
9.。
机械制图零件图和装配图
最小极限尺寸 最大极限尺寸 最大过盈
最小过盈
最小过盈是零
孔的公差带在轴 的公差带之下
③ 过渡配合 可能具有间隙或过盈的配合。
最大极限尺寸 最小极限尺寸
最大间隙 最大过盈 最小极限尺寸 最大极限尺寸 最大过盈 最大间隙
过渡配合示意图
孔的公差带 与轴的公差 带相互交叠
⑶ 配合制 ① 基孔制配合
30
30
)
)
-0.020 -0.041
+0.033 0
⑶ 在基本尺寸后,注出公差带代号及上、下 偏差值,偏差值要加上括号。
既明确配合精度又有公差数值。适用 于生产规模不确定的情况。
30f7(
30H8(
§7-4 零件的工艺结构
零件图上应反映加工工艺对零件结构 的各种要求。 一、 铸造工艺对零件结构的要求 ⒈ 铸造圆角
例如:
12
F8 h7
12
F8 h7
基轴制间隙配合 销轴
12
J8 h7
滑轮
12
J8 h7
开口销 底座
基轴制过渡配合
二、极限与配合在图上的标注
⒈ 在装配图中配合的标注
标注形式为:
基本尺寸
孔的公差带代号 轴的公差带代号
采用基孔制配合时, 分子为基准孔的公差带 代号。
H7 n6
30
40
例如:
30 H8 基孔制间隙配合
A~H 形成间隙配合
基轴制: J~N 形成过渡配合
EF F FG
P~ZC 形成过盈配合
孔
G
H
JS J
K
基准轴公差带
M
N
P
R
S
U T
装配图
3.对实心杆件和标准件(如螺栓),当剖切平面通过其轴线或 对称面剖切时,只画这些零件外形。
转子油泵装配图
球 阀
球阀装配图
球阀拆装演示
点击播放
装配图的特殊表示法
1.拆卸画法 2.沿结合面剖切画法 3.单独表示某个零件 4.夸大画法 薄片零件、微小间隙夸大画出。 5.假想画法 相邻零、部件用双点画线画出。 6.展开画法 空间结构展开在平面上。 7.简化画法 工艺结构(圆角、倒角等)可不画。
装配图的零件序号 及明细栏、标题栏
零件序号 标题栏和明细栏
零件序号注写
零件序号
零件序号的箭头指引
零件序号
指引线弯折
公共指引线
标题栏和明细栏
装配图的明细栏画在标题栏上方。 明细栏中,零件序号编写顺序是从下向上。
装配结构
常见装配结构的合理性要求 接触面与配合面的结构 螺纹连接的合理结构 轴向零件的固定结构 防松的结构 密封防漏的结构
2. 画图时,不但要从设计方面考虑零件的作用和要求, 而且要从工艺方面考虑零件的制造和装配。
拆画零件图要处理的几个问题
1. 零件分类
(1) 标准零件 列出标准件的汇总表。 (2)借用零件 借用定型产品零件的图样,不必另行画图。 (3)特殊零件 特殊零件在设计说明书中附有其图样或数 据,应按给出的图样或数据绘制零件图。 (4)一般零件 按照装配图所示形状、大小和有关的技术 要求来画图,是拆画零件图的主要对象
为防止滚动轴承等轴上的零件产生轴向窜动,必须采用 一定的结构来固定。常用的固定结构方法有:
1.用轴肩固定 2.用弹性挡圈固定。 3.用轴端挡圈固定。 4.用圆螺母及止动垫圈固定。
连杆铣削、钻夹具全套示意图、零件图、装配图

连杆零件图
第五道工序图——铣削加工工序图
第五道工序图
第五道工序定位方案简图
第五道工序夹紧方案简图
连杆铣夹具
第五道工序夹具体草图
钻孔
第六道工序工序图
第六工序定位机构
第六工序定位机构
拨杆钻夹具精度计算图
连杆钻夹具夹具体草图
Hale Waihona Puke 连杆插键槽夹具插键槽加工工序图
第七序插键槽定位机构
第七序 插键槽夹紧机构
第七序插键槽夹具总装图
连杆插键槽夹具夹具体草图
左摆动杠杆设计说明书

第一章零件的分析第一章零件的分析1.1零件的作用杠杆原理亦称“杠杆平衡条件”。
为了使杠杆平衡,杠杆上的两个力(力,支持点和阻力点)的力臂的大小是其成反比。
用数学式表示就是F1• L1=F2•L2这样表达就很直观明了。
式中,F1表示动力,L1表示动力臂,F2表示阻力,L2表示阻力臂。
从上述式中可以看出来,如果要使杠杆平衡达到条件,那么动力臂是阻力臂的几倍,动力便是阻力的几分之一。
1.2零件的工艺分析这一部分是杆类零件,形状不规则,尺寸精度,形位精度要求很高,对分析零件的主要技术要求如下:1.2.1主要尺寸精度和形位公差(1)Φ12孔尺寸精度是H8,内表面的粗糙度值是 1.6,其中心轴线是Φ15H8(2)孔的定位基准和Φ6H7的孔的定位基准;(3)零件下方的部分的表面粗糙度值的6H7直径的孔,下面是1.6;;(4)零件上方Φ15H8的孔的内表面Ra值为1.6;(5)顶部左边和右边的粗糙度值是3.2;;(6)零件的尺寸精度的厚度(24±0.1);1.2.2毛坯的技术要求铸件的要求不应该有砂眼、疏孔、毛刺或者其他缺陷,只有保证没有这些缺陷才能用来保证零件的强度、硬度和刚度,即使外力作用下,也不会发生意外事故。
1.2.3零件刚度对夹具的要求由于零件的表面粗糙度为12.5,要求较高,所以每侧铣加工时,要充分认识到这一点。
1镇江市高等专科学校毕业设计(论文)1.2.4定位基准对工序的要求通过对主要的尺寸精度和形位公差的分析表明:φ15h8φ12孔,12孔的深度是非常重要的两个孔,它们以Φ15H8的孔、Φ12深度为12为机械加工各工序的定位基准。
因此,处理流程,考虑更重要,在夹具设计以保证其准确性。
2 2第二章确定毛坯画毛坯-零件合图第二章确定毛坯、画毛坯—零件合图2.1确定生产类型因为在批量生产零件的杠杆生产程序,使加工设备中使用的普通机床和专用工具,量具,夹具,并考虑适当浓度的过程中,为了提高生产率和减少机床数量,降低其生产成本。
机械制图零件图和装配图
结束放映
组成机器的最小单元称为零件。
根据零件的作用及其结构,
通常分为以下几类�
右端盖
★ 轴类�齿轮轴� ★ 盘类�齿轮、端盖�
齿轮轴
★ 箱体类�泵体�
★ 标准件
螺钉
销 螺母
�螺栓、销等�
垫圈
左端盖 泵体 传动齿轮
表达单个零件的图称为零件图。
一、零件图的作用: 加工制造、检验、测量零件。
+0.008
⒉ 尺寸偏差和尺寸公差
上偏差 =最大极限尺寸�基本尺寸 代号� 孔为ES 轴为es
下偏差=最小极限尺寸�基本尺寸 代号� 孔为EI 轴为ei
上偏差 下偏差 统称极限偏差
0.016
公差恒为 正
–0.008
最小极限尺寸 φ49.992 最大极限尺寸 φ50.008
基本尺寸 φ50
尺寸公差(简称公差): 允许实际尺寸的变动量。
② 当不允许任何实测值超差时�应在参数 值的右侧加注max或同时标注max和min。
例如�
3.2max 1.6min
用去除材料方法获得的表面粗糙度, Ra
的最大值为3.2�m�最小值为1.6�m。
铣 3.2
用去除材料方法获得的表面,
Ra的
上限值为3.2�m�加工方法为铣制。
()
★ 在同一图样上每一表
⑶ 配合制 ① 基孔制配合
基本偏差为一定的孔的公差带�与不同基本偏 差的轴的公差带形成各种配合的制度。
基准孔 公差带图�
0 -+
间隙配合 过渡配合 过盈配合
0
② 基轴制配合 基本偏差为一定的轴的公差带与不同基
本偏差的孔的公差带形成各种配合的制度。
左摆动杠杆夹具毕业设计论文M10
辽宁工程技术大学机械制造技术基础课程设计题目:左摆动杠杆-M10班级:姓名:指导教师:完成日期:摘要这次设计的是左摆动杠杆。
包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。
根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。
最后拟定左摆动杠杆的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次实际的训练,从中锻炼自己分析问题、解决问题的能力。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
AbstractWhat this design is the Left swing lever. Including detail drawing, semifinished materials chart, assembly drawing each, machine-finishing technological process card and with operation card each one. According to components nature and detail drawing various end surfaces' roughness determination semifinished materials size and machining allowance. Finally draws up the Left swing lever's craft road map, works out this work piece clamp plan, draws the jig assembly drawing.Machinery Manufacturing Technology curriculum design is finished we learn all the basic course of the Universi ty, technology and the most basic course after the specialized, which is our graduation project before conducting the various courses of study by an in-depth comprehensive review of the total, is also a Theory with practical training, therefore, in our four years of university life occupy an important positionFor me personally, I hope that through the curriculum design of their future will be engaged in the work of one of training, which tempered his analysis, problem-solving abilities. As capacity constraints, there are still many deficiencies in the design, ask teachers to give guidance.目录第一部分:机械加工工艺规程1,零件工艺分析 (5)1.1,左摆动杠杆的用途 (5)1.2,工艺性分析 (6)1.3,各项技术要求 (6)2,确定毛坯和加工余量 (6)2.1,毛坯种类的选择: (6)2.2,加工余量的确定 (7)3,工艺路线的制定 (7)3.1,精基准的选择 (7)3.2,粗基准的选择 (8)3.3,表面加工方法的确定 (8)3.4,加工阶段的划分 (8)3.5、工序的集中与分散 (8)3.6、机械加工工序 (9)3.7热处理工序 (9)3.8、辅助工序 (9)3.9、确定工艺路线 (9)4,加工余量、工序尺寸和工差的确定 (10)5,切削用量时间定额的计算 (10)5.1,切削用量的计算 (10)5.2,时间定额的计算 (11)第二部分:夹具设计1,定位方案 (12)1.1分析 (12)2,定位误差分析计算 (14)3,导向元件设计 (14)4,夹紧机构 (15)5、体会与展望 (16)6、参考文献 (16)第一部分:机械加工工艺规程1,零件工艺分析左摆动杠杆零件图:1.1,左摆动杠杆的用途杠杆原理亦称“杠杆平衡条件”。
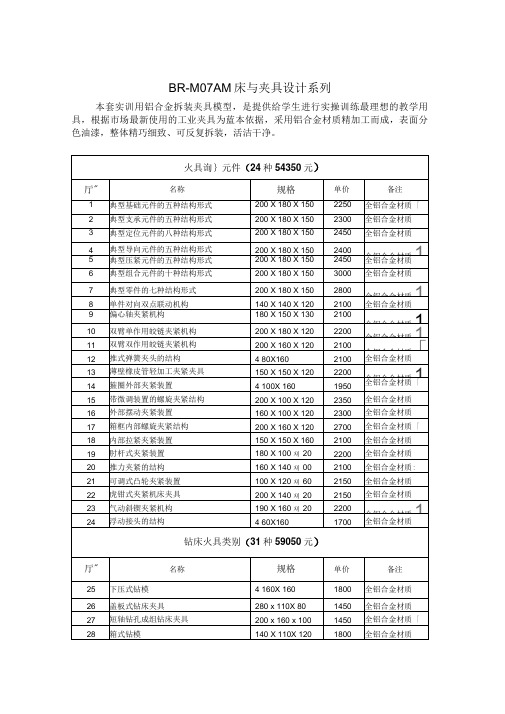
BR-M07A机床夹具设计拆装模型(新)
2300
全铝合金材质「
123
波纹套定心车床夹具
4 100X 160
2350
全铝合金材质
124
壳体车床夹具
4 160X 140
2550
全铝合金材质
125
回水盖分度车床夹具
180 X 150刈20
2350
全铝合金材质「
鲤床夹具类别(4种9800元)
)丁与
名称
规格
单价
备注
126
箱体篷床夹具(带篷刀)
2450
全铝合金材质
6
典型组合元件的十种结构形式
200 X 180 X 150
3000
全铝合金材质
7
典型零件的七种结构形式
200 X 180 X 150
2800
全铝合金材质1
8
单件对向双点联动机构
140 X 140 X 120
2100
全铝合金材质
9
偏心轴夹紧机构
180 X 150 X 130
2100
4 160X 280
1900
全铝合金材质1
90
成组车床夹具
4 180X 150
1900
全铝合金材质
91
角铁式车床夹具
160 X 120 X 180
2850
全铝合金材质
92
弹性体滚子定心夹紧车床夹具
4 120X 160
2000
全铝合金材质1
93
联动螺旋夹紧车床夹具
4 170X 240
2100
全铝合金材质
140 X 140刈70
1950
全铝合金材质
42
拨叉成组钻床夹具
课题十 零件图和装配图

加工轴
车床
零件的种类很多,结构形状也千差万别,根据其 结构和用途的特点,一般将零件分为轴套类、轮盘类、 箱体类、叉架类四种典型零件。
1. 轴盘类零件的表达方法
主视图:轴线水平放置 轴类:实心件。 主视图多采用不剖或局部剖,轴上沟槽、孔洞可采 用移出断面或局部放大图。 盘套类:一般为空心件。 主视图多采用全剖或半剖,并绘出反映圆的视图。
用以确定零件在加工或检验 测量时的基准。
通常以零件的底面、端面、对称面和主要 轴线作为基准 零件有长、宽、高三个方向的尺寸,每个方向 至少要有一个基准(主要基准),一般为设计基 准。但为了加工测量方便,还须选择辅助基准, 一般为工艺基准。
基准重合原则:
主要基准应与设计基准和工艺基准重合,工艺基 准应与设计基准重合。 (当工艺基准与设计基准不重合时,主要尺寸基 准要与设计基准重合)
(支承旋转轴的标准件)
齿 键 轮 轴
法兰盘
一般零件
根据零件的 结构通常分
轴 套 类
轮 盘 类
支 架 类
箱 体 类
齿轮减速器
ห้องสมุดไป่ตู้
再如:
螺钉 根据零件的作用及其结构, 通常分为以下几类: ★ 轴类 (齿轮轴) (齿轮、端盖) ★ 盘类 ★ 箱体类 (泵体) ★ 标准件 (螺栓、销等) 右端盖
齿轮轴
销 螺母 垫圈
表面粗糙度标注示例(二)
齿轮的注法
同一表面不同表面粗糙 连续表面的表面粗糙度 度的注法 只注一次
螺纹注法
局部处理注法
返回
中心孔、键槽、圆角、 倒角注法
四、装配图的作用和内容
(一)、装配图的作用
表达机器或部件的结构、工作原理、传动路线和零件装配 关系的图样,称为装配图。 作用——是制定装配工艺规程,进行装配、检验、安装及 维修的技术文件。