轴流压缩机检修方案
1#、2#轴流压缩机检修方案

汽拖轴流鼓风机检修技术协议甲方:吉林建龙钢铁有限责任公司乙方:黑龙江省安装工程公司作业项目名称:AV71-15轴流压缩机计划检修计划作业日期:2014年月日至:2014 年月日工期: 6 天编写:2014 年月日审核:2014 年月日批准:2014 年月日编制单位:吉林建龙钢铁有限责任公司能源处1.前言吉林建龙钢铁有限责任公司使用轴流鼓风机组为西安陕鼓动力股份有限公司生产的轴流压缩机,型号为AV71-15,转速:4550 r.p.m,排气压力为:0.4M Pa ,最大轴功率:22495K W。
本次大修计划工期为 6 日,此时间为计划时间,具体时间随公司主线检修为准。
本次检修项目按照《西安陕鼓动力股份有限公司检修规程》及吉林建龙钢铁有限责任公司决定的项目制定。
此次外委检修项目施工人员需配备机、电、仪专业。
重点关注及提示:1、左右伺服马达同步调整,检修后做喘振试验。
2、检修完工后需向甲方提供检修数据报告(检修前数据、出厂数据、检修后数据)。
3、油系统管道清洗垫片更换.4、检修后质保期为3年。
2.本次大修的检修项目2.1本次大修项目的依据西安陕鼓动力股份有限公司设备使用说明书2.1.1检修标准项目参照原(试行)规定的标准项目。
2.1.2吉林建龙钢铁有限责任公司工程设备处决定的项目。
2.1.3制造厂的图纸及产品说明书。
2.2工作内容、注意事项、质量标准3、主要施工方法及要求(一)施工顺序根据设备运行工艺规程停机→油、水管路系统拆除→压缩机上盖拆除→压缩机调节缸、上承缸拆除→压缩机前后轴承箱上盖拆除并检测相关数据→转子对轮断开,吊出转子→检查转子并根据实际情况确认子→取出转子清污后回装→调节缸及承缸安装→动静叶下间隙检测→合缸检测动静叶上间隙→轴承间隙及检测→扣上机壳→自动仪表安装→油、水管路系统安装→调试投产。
(二)各管路系统拆除管路系统包括水、油系统,在进行主体设备拆除前,要将前后轴承箱、压缩机上盖等部件上的与主机外部相连接的管路系统拆除。
压缩机检修标准(4)
压缩机检修标准(4)活塞式压缩机检修规程OD/GW活塞式压缩机检修规程本规程适用于工作压力为5MPa以下的活塞式压缩机的检修。
1 检修周期:小修3个月;中修6-12个月;大修12-24个月。
2 检修内容:2.1 小修:2.1.1 检查并紧固各连接螺栓、地脚螺栓和十字头销。
2.1.2 检查及清除气阀部件上的结焦及污垢。
2.1.3 检查或更换填料箱密封圈。
2.1.4 检查或更换阀片、弹簧、阀座及升高限止器。
2.1.5 检查及修理注油器、逆止阀、油过滤网、油管接头等润滑系统。
2.1.6 检查调整传动带或联轴器。
2.2 中修:2.2.1 包括小修内容。
2.2.2 清除气室、水夹套内污物,测量气缸内壁磨损情况。
2.2.3 检查修理或更换活塞、活塞环、导向环及活塞杆。
2.2.4 检查、刮研连杆大头瓦和小头瓦,调整间隙或更换。
2.2.5 检查、调整主轴瓦间隙或更换主轴瓦。
2.2.6 检查和调整活塞死点间隙。
2.2.7 检查、修理或更换全部的压力表、温度计、安全阀和循环阀。
2.2.8 检查、清洗或更换逆止阀。
OD/GW2.2.9 检查清扫冷却水系统。
2.2.10 更换润滑油。
2.3 大修:2.3.1 包括中修内容。
2.3.2 解体、清洗整台压缩机。
2.3.3 检查十字头部件、曲轴部件、十字头滑道的磨损情况,必要时修理或更换。
2.3.4 修理更换气缸套,并进行水压试验,未经修理过的气缸使用6年后需试压一次。
2.3.5 校正各部件的中心与水平。
2.3.6 检查、修理或更换各冷却器、分离器,并进行水压试验、气密性试验。
2.3.7 曲轴、十字头销、连杆、连杆螺栓、活塞杆进行探伤检查。
2.3.8 检查调整飞轮跳动量。
2.3.9 检查及修理基础。
2.3.10 防腐刷漆。
3.检修方法3.1 进行拆卸检修前必须确认已切断电机电源,并关闭物料进、出口阀门。
3.24 检修质量标准3.1 机座与中体3.1.1 机座的纵向和横向水平度偏差不得超过0.05毫米/米。
压缩机组检修方案
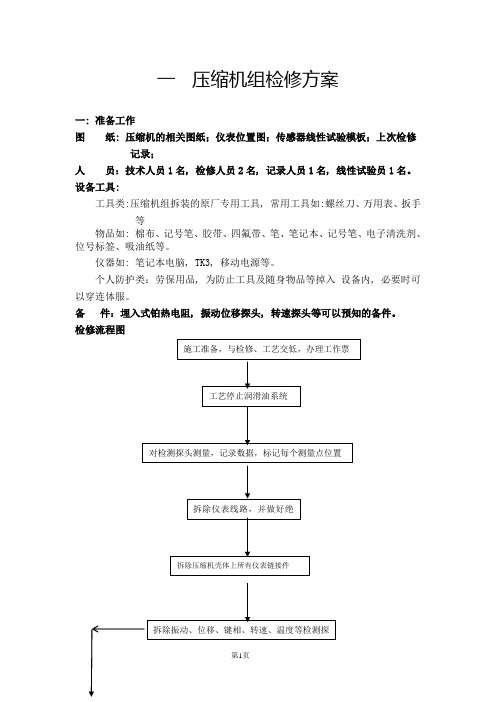
一压缩机组检修方案一: 准备工作图纸: 压缩机的相关图纸;仪表位置图;传感器线性试验模板;上次检修记录;人员:技术人员1名, 检修人员2名, 记录人员1名, 线性试验员1名。
设备工具:工具类:压缩机组拆装的原厂专用工具, 常用工具如:螺丝刀、万用表、扳手等物品如: 棉布、记号笔、胶带、四氟带、笔、笔记本、记号笔、电子清洗剂、位号标签、吸油纸等。
仪器如: 笔记本电脑, TK3, 移动电源等。
个人防护类:劳保用品, 为防止工具及随身物品等掉入设备内, 必要时可以穿连体服。
备件:埋入式铂热电阻, 振动位移探头, 转速探头等可以预知的备件。
检修流程图拆探头前:打开前置器接线箱, 确认需要拆的探头位号, 探头位置(可以画出简图进行区分), 测量前置器上out与com段的电压值是多少(我厂一般为-10VDC左右), 并作好记录。
打开温度接线箱, 确认需要拆的温度探头位号, 探头位置(可以画出简图进行区分), 测量电阻值是多少, 并作好记录。
二: 拆时注意事项1.拆时先拆去保护套管, 找到延伸电缆接头。
2、脱开延伸电缆阴阳接头, 并对接头进行保护, 接头内不可有油污、灰尘。
可以用四氟带包裹后用胶带粘紧。
脱开的两个接头用记号笔做上记号, 防止安装时接错。
3.将延伸电缆固定在不影响检修的安全位置, 防止重物压在接口上。
4.松开探头螺纹杆上的锁紧螺丝。
5.然后将探头螺纹杆缓慢旋出, 旋出时注意探头上带的电缆必须同螺纹杆一同旋转, 同轴电缆不可打结。
6.探头旋出来以后, 必须对探头端部进行保护(探头发黑的橡胶-聚苯亚基硫), 可用棉布对其包裹后用胶带缠紧, 并作好位号标记。
7、对探头螺孔进行封口保护, 防止杂物从该口进入机组, 同时也是为了保护螺纹。
8、若不清楚每支探头的具体位置, 可将探头位号可标记在螺孔旁, 方便以后恢复安装。
三: 拆后保管1.探头要轻拿轻放, 单独保管。
2.不可挤压, 摆放要整齐。
3.探头不可放在高温或者低温环境下 -51到177度。
压缩机故障原因与解决方法
压缩机故障原因与解决方法1、怎样提高压缩机的排气量?答:提高压缩机的排气量(输气量)也就是提高输出系数,通常采用如下方法:1)正确选择余隙容积的大小;2)保持活塞环的严密性;3)保持气阀和填料箱的严密性;4)保持吸气阀和排气阀的灵敏度;5)减少气体吸入时的阻力;6)应吸入较干燥和较冷的气体;7)保持输出管路、气阀、储气罐和冷却器的严密性;8)适当提高压缩机的转速;9)采用先进的冷却系统;10)必要时,清理气缸和其他机件。
2、压缩机采用哪几种润滑方法?答:根据压缩机结构的特点,可以采用不同的方式进行润滑,有下列几种情况:1)压力润滑法--用机械(如油泵、注油器)自动将润滑油压力润滑部位,也叫压润法。
在大、中型带十字头的压缩机中均采用此种方式。
2)飞溅润滑法--由装在连杆上的打油杆将油甩起飞溅到各润滑部位润滑,因而气缸和运动机构只能采用同一种润滑油。
此种方法多用于无十字头的小型压缩机中。
其缺点是机油不好过滤,油位必须严格控制。
3)喷入润滑法--将喷入的油雾跟随气体进入气缸等润滑地点,如超高压压缩机,滑片压缩机及螺杆压缩机均采用喷油润滑。
4)滴油润滑法--利用油杯,和输油管道,把润滑油送到应该加油的机件上去,或者按时用油壶加注润滑油。
5)油环润滑法--利用旋转的轴带动活动地套在轴上的油环,油环则将油池中的油带入轴承,进入循环润滑。
3、气缸过热或温度不断增高是何原因?怎样排除?答:气缸过热温度不断增高主要是冷却和润滑有关,其主要原因是下列几点:1)水套、气缸盖内冷却水不足或冷却水中断;2)二级气缸过热,可能是中间冷却器缺水,由一级气缸排出的压缩空气得不到冷却,或中间冷却器冷却不好;3)水套中沉积物太多,附于气缸壁影响冷却,冷却管堵塞;4)活塞组件偏斜在气缸内加剧摩擦生热或气缸中缺油引起干摩擦;5)气缸余隙容积太小,使上下死点压缩比过大或气缸余隙过在,残留在气缸内的高压气体过多,而引起气缸内温升高;6)吸入温度过高;7)排气阀内气体泄漏;8)运动机构中的活塞杆弯曲,使活塞在气缸中不垂直度超过规定而引起活塞与气缸贴面倾斜,摩擦加剧产生高温。
轴流式压缩机维护检修规程
轴流式压缩机维护检修规程
轴流式压缩机是一种常用的空气压缩机,用于将气体压缩和输送。
为了确保轴流式压缩机的正常运行和延长使用寿命,需要进行定期的维护检修。
以下是轴流式压缩机维护检修的一般规程:
1. 定期清洁轴流式压缩机的外部表面,确保无尘、无杂物和无油污。
2. 检查轴流式压缩机的电气部分和周围的连线是否正常,确保没有松动和断电现象。
3. 检查轴流式压缩机的冷却系统,清洗和更换冷却器,确保冷却效果良好。
4. 常规检查轴流式压缩机的油水分离器,清洗和更换其中的滤芯和油,确保油水分离效果良好。
5. 定期检查轴流式压缩机的进、出气阀门和连接管道,确保密封性能良好,无泄漏。
6. 检查轴流式压缩机的各部件的润滑情况,确保润滑油的充足,清洁和更换润滑油。
7. 定期检查轴流式压缩机的气缸和活塞环的磨损情况,及时更换磨损的零部件。
8. 定期检查轴流式压缩机的各部件的紧固情况,确保各部件连接稳固。
9. 监测轴流式压缩机的运行状态,包括压力、温度和转速等参数,及时发现异常情况并处理。
10. 定期进行轴流式压缩机的性能测试,检查其输出流量和压力是否符合要求。
11. 编制轴流式压缩机的运行记录和故障记录,及时总结经验并改进维护检修方法。
以上是一般的轴流式压缩机维护检修规程,具体的操作和频率可以根据实际情况进行调整。
同时,为了保证维护检修的安全性和有效性,最好由专业的技术人员进行操作。
轴流压缩机检修规程检修轴流规程轴
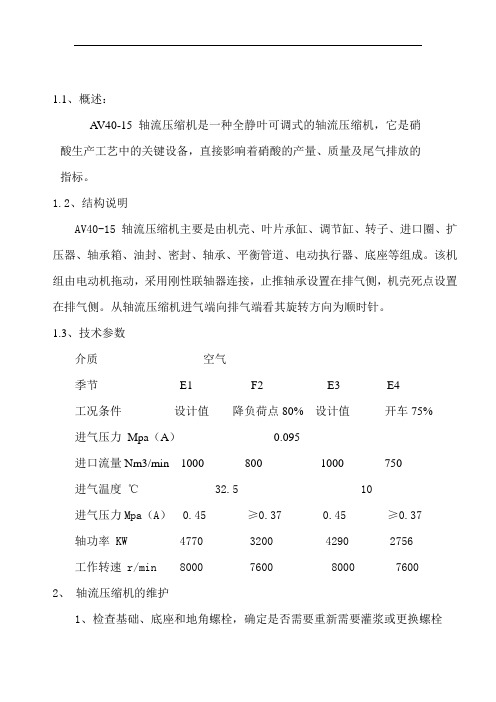
1.1、概述:A V40-15 轴流压缩机是一种全静叶可调式的轴流压缩机,它是硝酸生产工艺中的关键设备,直接影响着硝酸的产量、质量及尾气排放的指标。
1.2、结构说明AV40-15 轴流压缩机主要是由机壳、叶片承缸、调节缸、转子、进口圈、扩压器、轴承箱、油封、密封、轴承、平衡管道、电动执行器、底座等组成。
该机组由电动机拖动,采用刚性联轴器连接,止推轴承设置在排气侧,机壳死点设置在排气侧。
从轴流压缩机进气端向排气端看其旋转方向为顺时针。
1.3、技术参数介质空气季节E1 F2 E3 E4工况条件设计值降负荷点80% 设计值开车75%进气压力Mpa(A)0.095进口流量Nm3/min 1000 800 1000 750进气温度℃ 32.5 10进气压力Mpa(A) 0.45 ≥0.37 0.45 ≥0.37轴功率 KW 4770 3200 4290 2756工作转速 r/min 8000 7600 8000 76002、轴流压缩机的维护1、检查基础、底座和地角螺栓,确定是否需要重新需要灌浆或更换螺栓2、检查设备是否有不正常的噪音或振动,不正常的噪音或振动是设备损坏的一种明显征兆3、检查所有温度、压力、流量、位移等数据。
4、检查漏气和漏油情况轴流压缩机故障查找及排除3检验、检修周期和检验内容:3.1检验、检修周期:1.小修周期为1年。
2.大修周期为3年。
4检修内容1.径向轴承应认真的检查各径向轴承的接触情况和间隙,检查巴氏合金的划痕、裂纹、压痕和磨损痕迹,检查巴氏合金和轴衬瓦之间的结合是否牢固。
可以采用保险丝或其它间隙来检查轴承间隙,当轴承间隙过大又无法调整时,应更换轴承。
如果发现有不良的磨损痕迹,要用涂色法检查轴承瓦面与轴径、瓦体背面和轴承座的接触情况。
2.止推轴承在拆卸止推轴承之前,应测量其轴向间隙。
应检查推力瓦块和推力盘是否有严重的磨损、划痕和擦伤,如果存在其中任一情况,就得更换。
更换止推轴承时,要按照要求检查并调整轴向间隙。
shs_01050-2019_轴流式压缩机维护检修规程_概述及解释说明
shs 01050-2019 轴流式压缩机维护检修规程概述及解释说明1. 引言1.1 概述本文旨在介绍和解释shs 01050-2019轴流式压缩机维护检修规程。
这个规程是针对轴流式压缩机进行维护检修工作的指导文件,其中详细说明了维护和检修的要点以及实施指南。
通过遵循该规程,可以确保轴流式压缩机的正常运行和高效性能。
1.2 文章结构本文按照以下结构展开:第一部分为引言,旨在概述文章内容及目的;第二部分将重点介绍shs 01050-2019轴流式压缩机维护检修规程的基本概述、维护要点以及检修要点;第三部分将详细解释和说明该规程的具体内容,包括对规程进行逐条解读、提供实施指南以及列举常见问题与解决方案;第四部分为结论部分,总结全文,并展望未来可能的发展方向;最后一部分列出参考文献。
1.3 目的本文主要目的有以下几个方面:首先,概述shs 01050-2019轴流式压缩机维护检修规程,使读者对该规程有一个整体的了解;其次,介绍该规程中的维护要点和检修要点,指导读者在实际操作中如何进行维护和检修工作;进一步,对整个规程进行详解和说明,为读者提供更加具体和深入的理解,并给出实施指南以及解决常见问题的方案;最后,总结全文并展望未来,在掌握该规程基础上思考轴流式压缩机维护检修领域可能的发展趋势。
2. 正文:2.1 shs 01050-2019轴流式压缩机维护检修规程概述:shs 01050-2019是一项标准化的规程,旨在规范轴流式压缩机的维护和检修工作。
这个规程适用于各类轴流式压缩机,包括单级、多级和复合式压缩机。
该规程主要包括对轴流式压缩机的维护和检修所需的步骤、方法和要点进行了详细说明。
它涵盖了从日常保养到大修期间可能出现的各种问题,并提供了解决方案。
2.2 维护要点:在维护轴流式压缩机时,有几个关键要点需要特别注意:首先,定期清洁压缩机的内部和外部表面,以防止灰尘和污垢的积累。
这将有助于保持良好的运行状态,并延长使用寿命。
离心式压缩机的检修规程
离心式压缩机的检修离心式压缩机检修规模分为大、中、小修或系统停车检修、故障抢修及临时停修,均可根据故障情况、检修内容及规模分别纳入大、中、小修计划。
配置随机故障监测和诊断装备的机组,根据实际情况应逐步开展预测性检修。
一、检修内容(一)压缩机1.小修(1)检查和清洗油过滤器;(2)消除油、水、气系统的管线,阀门、法兰的泄漏缺陷;(3)消除运行中发生的故障缺陷。
2.中修(1)包括小修项目。
(2)检查、测量、修理或更换径向轴承和止推轴承,清扫轴承箱。
(3)检查、测量各轴颈的完好情况,必要时对轴颈表面进行修理。
(4)重新整定轴颈测振仪表,移动转子,测量轴向窜动间隙,检查止推轴承定位的正确性。
(5)检查止推盘表面粗糙度及测量端面跳动。
(6)检查联轴器齿面磨损、润滑油供给以及轴向串动和螺栓、螺母的联接情况,进行无损探伤,复查机组中心改变情况,必要时予以调整。
(7)检查、调整各测振探头,轴位移探头及所有报警信号、联锁、安全阀及其他仪表装置。
(8)检查拧紧各部位紧固件、地脚螺栓、法兰螺栓及管接头等。
3.大修(1)包括全部中修项目。
(2)拆卸气缸,清洗检查转子密封、叶轮、隔板、缸体等零件腐蚀、磨损、冲刷、结垢等情况。
(3)检查、测定转子各部位的径向跳动和端面跳动,轴颈粗糙度和形位误差情况。
(4)宏观检查叶轮;转子进行无损探伤。
根据运行和检验情况决定转子是作动平衡还是更换备件转子。
(5)检查、更换各级迷宫密封、浮环密封或机械密封或干气密封;重新调整间隙,转子总窜量、叶轮和扩压器对中数据等。
(6)检查清洗缸体封头螺栓及中分面螺栓,并作无损探伤。
(7)气缸、隔板无损探伤。
气缸支座螺栓检查及导向销检查。
(8)检查压缩机进口过滤网和出口止逆阀。
(9)检查各弹簧支架,有重点地检查管道、管件、阀门等的冲刷情况,进行修理或更换。
(10)机组对中。
(二)增速箱1.中修(1)检查、清洗润滑油路,整定油温,油压力仪表,消除泄漏。
(2)检查和紧固各连接螺栓。
轴流压缩机检修规程

1.1、概述:A V40-15 轴流压缩机是一种全静叶可调式的轴流压缩机,它是硝酸生产工艺中的关键设备,直接影响着硝酸的产量、质量及尾气排放的指标。
1.2、结构说明AV40-15 轴流压缩机主要是由机壳、叶片承缸、调节缸、转子、进口圈、扩压器、轴承箱、油封、密封、轴承、平衡管道、电动执行器、底座等组成。
该机组由电动机拖动,采用刚性联轴器连接,止推轴承设置在排气侧,机壳死点设置在排气侧。
从轴流压缩机进气端向排气端看其旋转方向为顺时针。
1.3、技术参数介质空气季节E1 F2 E3 E4工况条件设计值降负荷点80% 设计值开车75%进气压力Mpa(A)0.095进口流量Nm3/min 1000 800 1000 750进气温度℃ 32.5 10进气压力Mpa(A) 0.45 ≥0.37 0.45 ≥0.37轴功率 KW 4770 3200 4290 2756工作转速 r/min 8000 7600 8000 76002、轴流压缩机的维护1、检查基础、底座和地角螺栓,确定是否需要重新需要灌浆或更换螺栓2、检查设备是否有不正常的噪音或振动,不正常的噪音或振动是设备损坏的一种明显征兆3、检查所有温度、压力、流量、位移等数据。
4、检查漏气和漏油情况轴流压缩机故障查找及排除3检验、检修周期和检验内容:3.1检验、检修周期:1.小修周期为1年。
2.大修周期为3年。
4检修内容1.径向轴承应认真的检查各径向轴承的接触情况和间隙,检查巴氏合金的划痕、裂纹、压痕和磨损痕迹,检查巴氏合金和轴衬瓦之间的结合是否牢固。
可以采用保险丝或其它间隙来检查轴承间隙,当轴承间隙过大又无法调整时,应更换轴承。
如果发现有不良的磨损痕迹,要用涂色法检查轴承瓦面与轴径、瓦体背面和轴承座的接触情况。
2.止推轴承在拆卸止推轴承之前,应测量其轴向间隙。
应检查推力瓦块和推力盘是否有严重的磨损、划痕和擦伤,如果存在其中任一情况,就得更换。
更换止推轴承时,要按照要求检查并调整轴向间隙。
轴流压缩机检修方案

轴压缩机检修方案检修内容:压缩机检修内容:1检查增速箱齿轮磨合及磨损情况;2检查增速箱高低速端轴承磨损情况及轴瓦间隙;3检查增速箱迷宫式密封泄漏情况及与轴接触情况;4检查气封损坏及泄漏情况;5检动静叶间隙,记录;6动静叶片检查:裂纹、磨蚀、损伤、松动等;7滑块、轴承套、传动杆等相对运动部件的磨损情况;8检查伺服机构与调节缸的对应关系;9内部各元件有无磨损,松动;10检查转子跳动情况并记录;11检查转子有无明显变形,划伤等;12检查电机绕组绝缘及磨损情况并清灰;13检查电机甩油环及轴承磨损情况;14检查电机轴瓦间隙及绕组气隙;15 检查风机支撑和止推轴承有无划伤、磨损等;16 检查风机轴瓦间隙;17 检查膜片联轴器是否变形;18检查联轴器对中情况及机组重新找正。
压缩机检修停机前准备工作:1停机前清理现场卫生,准备好拆卸,清洗零件的搁架及木方,并准备橡胶板或彩条布铺在地面上(约10m2);2检修备好计划更换的所用各种备件,保证其质量和数量,备件,标准件,所用的各种材料应具备产品合格证或检验单,条件具备的可以把备件运至检修现场;3准备好检修所用的工具、量具、量仪、及压缩机拆装需要的专用工具;4仔细检查检修行车能否正常运地,安全起吊,确保安全;5检修人员认真学习该设备检修技术要求,明确检修任务;6在压缩机运行时检测压缩机及电动机轴振运情况,并作好记录;7压缩机运行时检测风机及电动机轴承的运行温度,并作好记录开盖前实施内容:1拆卸前关闭进出口阀门。
2在检修前一定在确保电动机的动力电源处于完关闭状态,防止误送电造成安全事故;3检修前备好计划更换的所有各种备件,保证其质量和数量。
4准备好检修所用的工具、量具、量仪,及所需的专用工具;5检修期间必须认真做好检修记录,应做到准确、及时、完整。
6检查风机及电动机地脚螺栓有无松动,有松动的拧紧;7测量风机水平度并作好记录;8测量电动机水平度并作好记录;9风机及电动机的外观检查,并作好记录;10检测风齿,电齿间联轴器的同心度,并作好记录11对需要开盖的设备部件作好编号记录;12拆除润滑油管路及配件,用清洁布保护好润滑油管头;13拆卸前应拆除管线,导管接线,所有控制装置等并妥善保管。
轴流压缩机油膜振荡故障的分析与处理

轴流压缩机油膜振荡故障的分析与处理瞿雷;侯新军;金颖;廖与禾;屈运动【摘要】针对一台AV40轴流压缩机多次于振动突变造成停机而导致硝酸四合一机组无法正常启机的故障。
通过分析轴流压缩机振动突变时刻的频谱、轴心轨迹等特征,结合故障发生的时刻及径向轴承特性分析,确诊发生油膜振荡引起油膜瞬间失稳是此次故障的主要原因。
在总结油膜振荡故障现场消除方法的基础上,通过更换排气侧存在轻微磨损的径向轴承来减小轴承顶隙、提高轴承稳定性。
最终的试车结果表明,上述检修措施简单、有效,其故障得到完全消除。
% An AV40 axial compressor was repeatedly stopped running due to abruptly vibration and fluctuation in the process of starting and speeding up, which resulted in the starting failure of the four-in-one nitric acid unit. It was confirmed that the main reason of the fault was that there existed obvious oil-film oscillation to induce the oil-film instability in the moment, by means of analyzing features such as spectrum, orbit ,etc., combining with the time when the fault occurred and the characteristics of journal bearing. Based on the summary about the methods of eliminating the fault of oil-film oscillation in the field, the journal bearing with mild wear at the outlet side was replaced with a new one, so as to decrease the top clearance and improve the stability of the bearing. The final result of trail run ofthe compressor demonstrates that the maintainance measures above are simple and effective, and the fault of oil-film oscillation has been completely eliminated.【期刊名称】《风机技术》【年(卷),期】2013(000)003【总页数】5页(P84-88)【关键词】硝酸四合一机组;轴流压缩机;油膜振荡;自激振动;滑动轴承【作者】瞿雷;侯新军;金颖;廖与禾;屈运动【作者单位】西安陕鼓动力股份有限公司;西安陕鼓动力股份有限公司;西安陕鼓动力股份有限公司;西安陕鼓动力股份有限公司;西安陕鼓动力股份有限公司【正文语种】中文【中图分类】TH4430 引言硝酸四合一机组是硝酸制造业工艺流程中提供压力和动力的机组,也是整个装置中最为核心的一个环节。
如何进行风机的检修

如何进行风机的检修风机在工业生产中是较为常用的设备。
按风机气体流动的方向不同,可以分为离心式、轴流式、回转式等类型。
(1)离心风机。
气流轴向进入风机的叶轮后主要沿径向流动。
这类风机根据离心作用的原理制成,产品包括离心通风机、离心鼓风机和离心压缩机。
(2)轴流风机。
气流轴向进入风机的叶轮,近似地在圆柱形表面上沿轴线方向流动。
这类风机包括轴流通风机、轴流鼓风机和轴流压缩机。
(3)回转风机。
利用转子旋转改变气室容积来进行工作。
常见的品种有罗茨鼓风机、回转压缩机。
今天在这里主要介绍比较常见的离心风机和轴流风机的检查和检修。
一、离心式风机的检修(一)检修前的检查风机在检修之前,应在运行状态下进行检查,从而了解风机存在的缺陷,并测记有关数据,供检修时参考。
检查的主要内容有:(1)测量轴承和电动机的振动及其温升。
(2)检查轴承油封漏油情况。
如风机采用滑动轴承,应检查油系统和冷却系统的工作情况及油的品质。
(3)检查风机外壳与风道法兰连接处的严密性。
入口挡板的外部连接是否良好,开关动作是否灵活。
(4)了解风机运行中的有关数据,必要时可作风机的效率试验。
(二)风机的检修1.叶轮的检修风机解体后,先清除叶轮上的积灰、污垢,再仔细检查叶轮的磨损程度,铆钉的磨损和紧固情况,以及焊缝脱焊情况,并注意叶轮进口密封环与外壳进风圈有无摩擦痕迹,因为此处的间隙最小,若组装时位置不正或风机运行中因热膨胀等原因,均会使该处发生摩擦。
对于叶轮的局部磨穿处,可用铁板焊补,铁板的厚度不要超过叶轮未磨损前的厚度,其大小应能够将穿孔遮住。
对于铆钉,若铆钉头磨损时可以堆焊,若铆钉已松动,应进行更换。
对于叶轮与叶片的焊缝磨损或脱焊,可进行焊补或挖补。
小面积磨损采用焊补,较大面积磨损则采用挖补。
(1)焊补叶片。
焊补时应选用焊接性能好、韧性好的焊条。
对高锰钢叶片的焊补,建议采用直流焊机,结507 焊条。
每块叶片的焊补重量应尽量相等,并对叶片采取对称焊补,以减小焊补后叶轮变形及重量不平衡。
往复式压缩机检修方案
往复式压缩机检修⽅案1、概述本次检修系中⽯化济南分公司润滑油加氢车间K-102新氢压缩机曲轴箱拆检,机组⽬前总共运⾏3300⼩时,六⽉中旬以来巡检发现曲轴箱出现异响,初步判断为⼀级曲轴⼤头⽡间隙过⼤所致。
本次检修主要解决问题:本检修⽅案针对前期机组运⾏情况及⽬前存在的问题,结合设备⼯程处的要求,根据⽯油化⼯设备维护检修规程的要求,对机组曲轴箱⼀、⼆级⼤、⼩头⽡及⼗字头进⾏检查。
2、⽅案编制与施⼯依据1、SHS 01001——2004 ⽯油化⼯设备完好标准2、SHS 01020——2004活塞式压缩机维护检修规程3、设备⽣产⼚家图纸及相关资料3、检修前的准备⼯作1、所有与检修相关的图纸、技术资料备齐;2、设备相关备件及易损件备齐;3、对⾏车、打压油泵等辅助设备进⾏⼀次全⾯的检查维护,避免因其故障延误检修⼯期;4、机组专⽤⼯具、常规⼯具、材料和经检验合格的量器具等备齐;5、切断电源,系统盲板隔离,机体倒空置换合格,符合安全检修条件;4、检修内容检修内容及施⼯进度表五、质量验收标准5.1机体5.1.1 机体的纵向和横向⽔平度偏差不⼤于0.05mm/m。
5.1.2各列滑道中⼼线平⾏度为0.1mm/m。
5.1.3⼗字头滑道中⼼线与主轴承座孔中⼼线垂直度为0.01 mm/m。
5.1.4曲轴箱⽤油⾯粉清理⼲净。
5.2 活塞杆5.2.1 活塞杆表⾯应光滑,⽆纵向划痕、镀层脱落等缺陷,表⾯粗糙度为Ra0.8;必要时做⽆损探伤检查,不得有裂纹及其他缺陷。
5.2.2 活塞杆直线度公差值为0.06mm/m,最⼤不⼤于0.1mm/m,活塞杆圆柱度公差值0.03~0.07mm。
5.2.3 ⽤盘车⽅式检查活塞杆的跳动量,⽔平⽅向不⼤于0.064mm,垂直⽅向不⼤于0.105mm。
5.2.4活塞杆拧⼊⼗字头或连接螺母时,⽤⼿摆动不得有松动现象,活塞杆螺纹不得有变形、断裂等缺陷。
5.3 ⽓阀5.3.1 阀⽚不得有变形、裂纹、划痕等缺陷5.3.2 阀座密封⾯不得有腐蚀⿇点、划痕,表⾯粗糙度为Ra0.8;阀座边缘不得有裂纹、沟槽等缺陷;阀座与阀⽚接触应连续封闭,⾦属阀⽚组装后应进⾏煤油试漏,在5min内不得有渗漏5.3.3 阀弹簧应有⾜够的弹⼒,在同⼀阀上各弹簧直径及⾃由⾼度基本保持⼀致。
轴流压缩机检修及故障分析

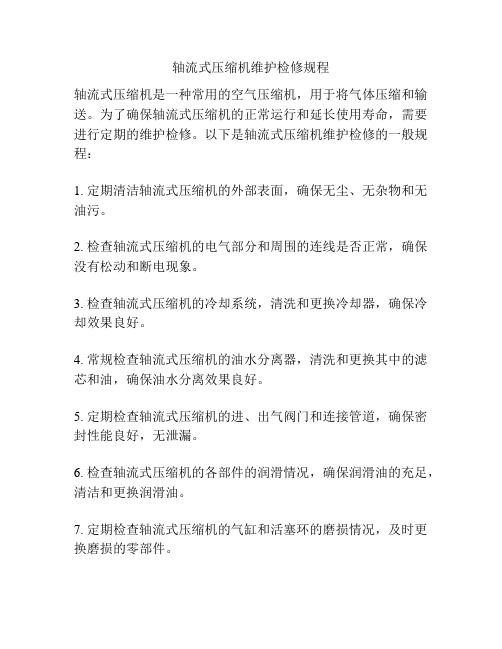
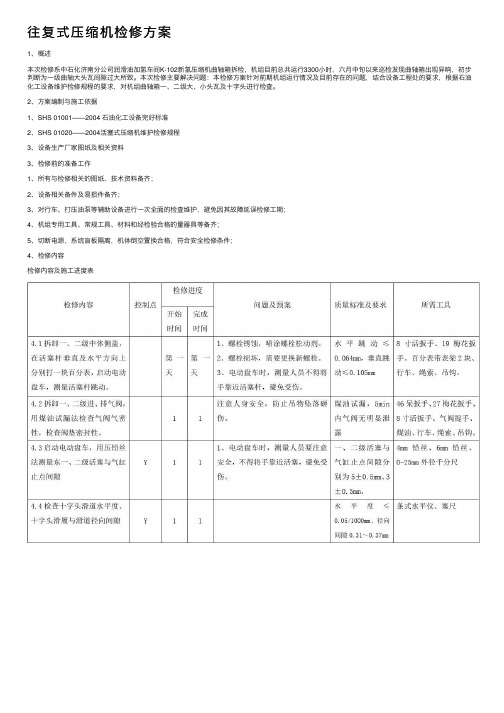
驱动环与滑块、油封间隙测量 静叶角度的测量
支承瓦和推力瓦的检修
推力瓦的检修,推力间隙的调整,推力面 检查
支承瓦的检修:1、更换;2、人工修复 1、轴瓦损坏:换瓦,研瓦,瓦背紧力。 2、重新堆焊,再加工。
都需要做假轴(长轴、短轴) 金斯贝雷
伺服马达 的检修
主要是针对密封 和伺服阀
伺服阀——油质——清洗或更换
AV型轴流压缩机检修 及故障分析讲义
宁化安检公司 冯进宝
一、概述
轴流压缩机:指气体在压缩机 中的运动是沿压缩机轴的轴向进行 的。
轴流压缩机主要是由机壳、叶 片承缸、调节缸、转子、进口圈扩 压器、轴承箱、油封、密封、轴承、 平衡管道、伺服马达、底座等组成。
轴流压缩机分为A和AV系列,均引进原瑞士苏 尔寿公司设计制造技术。A系列为静叶不可调, AV系列为全静叶可调。
调节缸
环)
调节缸放大图及驱动环(导向
4、转子及动静叶片:轴流压缩机转子是 一个主轴、各级动叶、隔叶块、代叶块及 叶片锁紧装置组成 。
主轴:高合金锻钢锻造而成,材料为 25Cr2Ni4MoV,主轴材料的化学成分需经严 格的化验分析,性能指标通过试块进行检 验,粗加工后进行热运转试验和探伤检验, 所有指标合格后,才能投入精加工。
AV型轴流压缩机完整的系列为:AV40、AV50、 AV56、AV63、AV71、AV80、AV90、AV100、AV112、 AV125、AV140、AV56型轴流压缩机是该系列中的 一种。
型号标记示例如下:
AV56-12 AV——全静叶可调式的轴流压缩机 56——轴流压缩机转子轮毂直径为56*10mm 12——轴流压缩机级数为12级
4、整体结构采用便于用户安装调试的
公共底座;定子组件采用三层缸结构,改
手把手教你压缩机检查与维修方法

手把手教你压缩机检查与维修方法一、概述:压缩机出现故障后,将会使空调器管路中的制冷剂不能正常循环运行,造成空调器不能制冷或制热、制冷或制热异常、运行时有噪声等。
严重时可能还会导致空调器出现无法开机启动的故障。
因此当怀疑压缩机损坏时,需逐步对压缩机进行检测,一旦发现故障,就需要寻找可替代的新压缩机进行代换。
压缩机出现故障可以分为机械故障和电气故障两个方面。
机械故障多是由压缩机内的机械部件异常引起的,通常可通过压缩机运行时的声音进行判断;电气故障则是指由压缩机内电动机异常引起的故障,可通过检测压缩机内电动机绕组的阻值来判断。
二、压缩机中机械部件的检查方法压缩机中的机械部件都安装在压缩机密封壳内,看不到也摸不着,因此无法直接对其进行检查,大多情况下,可通过倾听压缩机运行时发出的声响进行判断,如下图所示:压缩机交错产生的噪声,可以从以下几个方面采取措施进行消除或调整。
1)、对运行部件进行动平衡和静平衡测定;2)、选择合理的进、排气管路,尤其是进气管的位置、长度、管径对压缩机的性能和噪声影响很大,气流容易产生共振;③ 压缩机壳体的结构、形状、壁厚、材料等与消声效果有直接关系,为减少噪声,可以适当加厚壳壁;④ 在安装和维修时,连接管的弯曲半径太小,截止阀开启间隙过小,系统发生堵塞,连接管路的使用不符合要求,规格太细且过短,这些因素都将增大运行的噪声;⑤ 压缩机注入的冷冻油要适量,油量多固然可以增强润滑效果。
但增大了机内零件搅动油的声音。
因此,制冷系统中的循环油量不得超过2%;⑥ 选择合理的轴承间隙,在润滑良好的情况下可采用较小的配合间隙,以减少噪声;⑦ 压缩机的外壳与管路之间的保温减震垫要符合一定的要求。
若经检查发现压缩机出现卡缸或抱轴情况,严重时导致的堵转,可能会引起电流迅速增大而使电机烧毁。
对于抱轴、轻微卡缸现象,可通过以下方法消除。
下图所示为敲打压缩机三、检测压缩机内电动机绕组间的阻值空调器压缩机内的电动机出现电气故障是检修压缩机过程中最常见的故障之一。
背压拖动轴流压缩机启动调试方案

背压拖动轴流压缩机启动调试方案编制:审核:批准:***********公司2012年9月20日1 简要概述*****背压拖动轴流压缩机组,采用的是杭州汽轮机股份有限公司生产的型号为HNG32/25/16型汽轮机;压缩机为西安陕鼓动力股份有限公司生产的A45-12轴流压缩机。
2 设备规范2.1汽轮机技术规范及设备规范代号T8545型号HNG32/25/16额定功率8015KW 正常功率6493KW额定转速7040 r/min 正常转速7000 r/min调速范围5280~7392 r/min危急保安器动作8131r/min电超速脱口7983 r/min进汽压力8.83Mpa(a)进汽温度535℃额定进汽流量18.7Kg/S(63.72T/H)正常进汽流量15.4 Kg/S(55.44T/H)排汽压力 1.27 Mpa(a)排汽温度297.8℃(查排汽曲线)2.2 轴流压缩机技术规范型号:A45-12 介质:空气(A-全静叶不可调式轴流压缩机45-轴流压缩机转子轮毂直径为45cm 12-轴流压缩机级数为12级)进口流量:1837.76N m3/min 进口温度:15.7℃进口压力:0.0996MPa(a) 相对湿度:76% 出口压力:0.392MPa 工作转速:6000~7350 r/min一阶临界转速:2700 r/min二阶临界转速:8850 r/min轴功率:6493KW旋转方向:顺时针(从风机进气端看)2.3 A45-12轴流压缩机各工况点性能参数启动力矩:2974N.M 静力矩:296N.M2.4 汽轮机数字电液控制系统DEH采用WOODWARD505电子调节器,505同时接受两个转速传感器变送的汽轮机信号,将接受到的转速信号与505预先设定的转速值进行比较,然后输出调整执行信号(4---20mA),再经电液转换成二次油压(0.15---0.45MPa),二次油压通过油动机操纵调节汽阀,控制进汽量来控制汽轮机转速、功率及排汽压力,进行汽轮机启动、停机操作,并设有电子超速保护。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴压缩机检修方案检修内容:压缩机检修内容:1检查增速箱齿轮磨合及磨损情况;2检查增速箱高低速端轴承磨损情况及轴瓦间隙;3检查增速箱迷宫式密封泄漏情况及与轴接触情况;4检查气封损坏及泄漏情况;5检动静叶间隙,记录;6动静叶片检查:裂纹、磨蚀、损伤、松动等;7滑块、轴承套、传动杆等相对运动部件的磨损情况;8检查伺服机构与调节缸的对应关系;9内部各元件有无磨损,松动;10检查转子跳动情况并记录;11检查转子有无明显变形,划伤等;12检查电机绕组绝缘及磨损情况并清灰;13检查电机甩油环及轴承磨损情况;14检查电机轴瓦间隙及绕组气隙;15 检查风机支撑和止推轴承有无划伤、磨损等;16 检查风机轴瓦间隙;17 检查膜片联轴器是否变形;18检查联轴器对中情况及机组重新找正。
压缩机检修停机前准备工作:1停机前清理现场卫生,准备好拆卸,清洗零件的搁架及木方,并准备橡胶板或彩条布铺在地面上(约10m2);2检修备好计划更换的所用各种备件,保证其质量和数量,备件,标准件,所用的各种材料应具备产品合格证或检验单,条件具备的可以把备件运至检修现场;3准备好检修所用的工具、量具、量仪、及压缩机拆装需要的专用工具;4仔细检查检修行车能否正常运地,安全起吊,确保安全;5检修人员认真学习该设备检修技术要求,明确检修任务;6在压缩机运行时检测压缩机及电动机轴振运情况,并作好记录;7压缩机运行时检测风机及电动机轴承的运行温度,并作好记录开盖前实施内容:1拆卸前关闭进出口阀门。
2在检修前一定在确保电动机的动力电源处于完关闭状态,防止误送电造成安全事故;3检修前备好计划更换的所有各种备件,保证其质量和数量。
4准备好检修所用的工具、量具、量仪,及所需的专用工具;5检修期间必须认真做好检修记录,应做到准确、及时、完整。
6检查风机及电动机地脚螺栓有无松动,有松动的拧紧;7测量风机水平度并作好记录;8测量电动机水平度并作好记录;9风机及电动机的外观检查,并作好记录;10检测风齿,电齿间联轴器的同心度,并作好记录11对需要开盖的设备部件作好编号记录;12拆除润滑油管路及配件,用清洁布保护好润滑油管头;13拆卸前应拆除管线,导管接线,所有控制装置等并妥善保管。
拆卸要求1拆吊零部件时,应先将被吊件用顶丝顶开或用撬棍拨开,不得强拉硬吊。
配合面,密封面不得随意敲打或用铁棒撬开,应垫软金属敲打或撬拨,以免配合面遭到破坏;2应按程序拆卸,做好拆卸序记录,或做出拆卸顺序号。
外形相同件应编号分组,相配件应标注装配方位明确的标记(例如轴瓦不可调换方向),并与相配件对应保管;3拆下的零件应按部位分组保管,径向轴承拆出后不允许盘转,并防止转子窜动,以防密封受到损伤;4起吊缸盖时,应将止推轴承预先拆下,并将转子放在板的中间位置,拆卸径向轴承,机械密封或浮环密封时,应将转子抬起,以免拉伤相配合的件;5起吊较大件时,应将吊钩摆正,缓慢进往,并注意观察各相关部位,以避免碰撞划伤,造成不必要的损失。
增速箱检修1增速箱开盖前先拆除增速箱与电动机及压缩机间膜片联轴器,检查拆下的膜片联轴器有无变形或损坏,如有变形或损坏更换联轴器,如联轴器完好将联轴器的螺栓、螺母应做上与螺孔相对应的编号,安装时按原样安装;2增速箱齿轮啮合情况检查用涂色法进行,用手转动齿轮,被动轮应轻微地加以制动然后根据研出的斑点来判断。
正常啮合沿齿宽方向上接解面积不少于40%~70%,沿齿高方向应不少于30%~50%。
如果齿轮啮合达不到设计及规范要求,需要进行研齿工作。
修齿的方法:可使用油条石或齿面上加研磨剂研磨修研;一般齿面可以锉刀、刮刀等进行粗修研,最后用油条石光整修研。
3增速箱高低速端径向轴承磨损情况及轴瓦间隙检查:应认真地检查径向轴承的接触情况和间隙,检查巴氏合金的划痕,裂纹、压痕和磨损痕迹,检查巴氏合金和轴承衬瓦之间的结合是否牢固。
轴承间隙可以采用保险丝或塞尺来检查,4增速箱迷宫泄漏及轴接触检查:检查迷宫密封梳齿间隙,超过规定最大值要更换密封;5检查增速机的大小齿轮的推力间隙。
6 检查清洗增速机齿轮的喷油管及节流阀内有无堵塞;7检查盘车装置联轴器有齿轮箱齿轮磨损情况必要时更换;轴流压缩机检查,检修1轴流压缩机拆卸前的准备工作在轴流压缩机拆卸前应拆除管线,导管接线,所有控制装置和任何可能会影响拆卸压缩机的附加元件;2拆卸轴流压缩机进、排气侧轴承:1卸掉端盖与轴承箱之间的连接螺钉,并卸去端盖;2卸掉轴承箱盖与轴承箱体之间的连接螺栓和定位锥销;3垂直地吊起轴承箱盖;4卸去轴承压盖的紧固螺栓和定位锥销,并移去轴承压盖:5卸去径向轴承和止推轴承中分面的紧固螺栓和定位锥销,并垂直地吊起轴承上半部;注意:不能碰伤或擦伤轴瓦表面和转子的轴径测振部位,必要拆除轴承箱里面的管线,接线和接头等,必须做好相应的标记。
3拆卸压缩机与齿轮箱之间的联轴器;4卸去压缩机机壳中分面之间的连接螺栓,包括进气室内的四个螺栓和定位锥销,并垂直地吊起机壳;5卸去调节缸中分面之间的连接螺栓和定位销钉及调节缸与导向环之间的螺栓,吊起调节缸上部及导向环上部;6卸去叶片承缸中分面之间的连接螺栓和定位销钉,用专用静叶承缸吊具垂直地吊起叶片承缸上半部,起吊高度应保证超过转子的最高部位;7起吊转子,转子吊装必须使用转子专用吊装工具,并注意测振部位,轴位移测量部位的保护。
转子吊出后放在专用支承上方便检查及转子跳动检测。
注意:a拆卸下来的所有零、部件必须放置在木板支承的基础上,对于表面易于碰伤,擦伤的零、部件(如轴承、瓦块等)应放置在橡胶板上。
b起吊和放置零、部件时均应小心谨慎,不允许把多个零、部件堆放在一起。
压缩机轴承箱检修1压缩机轴承箱开盖:拆除上下端盖联接螺栓,取出定位锥销,将端盖上部份吊除,拆除时注意保护好轴振动探头;2压缩机进气侧和排气侧各装有一套可倾瓦径向轴承。
径向轴承检查与增速箱径向轴承检查方法相同,轴颈与轴瓦顶间隙设计为轴径的1~1.5‰,当轴承间隙过大而又无法调整时,应更换轴承,如果发现有不良的磨损迹象,要用涂色法检查轴承瓦面与轴径,瓦体背面和轴承座的接触情况;3压缩机进气侧装有一套止推轴承,止推轴承是金斯贝雷轴承。
在拆卸止推轴承之前,应测量基轴向间隙,应检查推力瓦块和推力盘是否有严重的磨损、划痕和擦伤;止推瓦装入瓦块后应能自由摆动,无任何卡阻现象,支承点应无磨损凹坑,每个定位销应完好无损,发现有缺陷的零件如果存在以上其中任一情况,就得更换。
更换后检测推力间隙,推力间隙设计值0.4~0.5mm,轴流压缩机本体检查,检修1气封检查:检查气封损坏及泄漏情况:每个叶片的柄部安装有一个"O"形密封环,拆开叶片承缸后仔细检查密封环有无破损,弹性失效以及泄漏痕迹,如果发现有其中一种现象必烦更换同种规格型号的密封环。
2动静叶叶顶间隙和密封间隙应测量垂直和水平方向共四个部位。
水平方向用塞尺检查,垂直方向用压铅丝(可用保险丝)的方法来测量。
铅丝粗细的选取:对于动叶和静叶,铅丝直径应比公称间隙大0.5mm,对于密封间隙可使用直径为0.5mm的铅丝。
在每级动、静叶叶垂直的三个叶顶上用电工胶布粘好铅丝,在密封垂直位置处也敷放好铅丝;静叶角度开到最大,然后水平吊入转子;用塞尺逐级逐片测量动、静叶及密封的间隙(水平方向):使用导杆,扣合上半承缸并通过螺栓把紧,用塞尺检测承缸两端的动、静叶间隙,然后吊走上承缸,吊出转子,逐级逐片测量所压铅丝厚度,并根据测量值(每级测量值取最小值)对动、静叶叶顶和密封片进行修正(所压铅丝厚度为动、静叶及密封垂直方向间隙)。
3伺服马达及调节缸检修:调节缸的作用在于调节轴流压缩机的各级静叶角度,以满足变工况的要求,安装在机壳两侧的伺服马达在控制系统作用下,通过连接板带动调节缸作轴向往复运动,缸体侧又带动各级导向环和嵌在环内的滑块一起运动,滑块通过曲柄带动静叶产生转动,从面达到调节静叶角度的目的。
仔细检查伺服马达的与调节缸连动对应情况,检查各级导向环与滑块磨损情况,更换磨损严重的滑块,导向环等;4转子检查:转子吊出后用肉眼仔细检查转子有无明显变形,划伤,磨损,腐蚀等现象,检查动叶片(即转子叶片)表面的冲蚀,裂纹,特别是动静叶片的前三级和末三级;转子跳动情况采用四块百分表来检测转子跳动情况,四块百分表分别检测止推盘前、后、进气侧轴径、出气侧轴径共四个部位,检测结果详细记录。
转子气封检查1 检查进排气端拉令气封间隙;2检查前后轴承箱油封间隙;用塞尺逐片检查超过最大值更换轴流压缩机的组装1轴流压缩机进行组装时,重要的是记住它是一个精密制造出来的机器,所有部件都要小心处理;2组装的每一个零、部件清洁度要求高,应小心地从每个部件上除去所有毛刺而不能损伤加工表面的精度;3在组装前一定要严格地对所有零、部件进行质量检验,并且应对轴承、轴颈和密封、转子叶片等进行非常仔细地清洗,对轴承和轴颈表面应涂上润滑油或润滑脂;4压缩机组装的步骤与压缩机拆卸的步骤相反注;如新更换的静叶片还需检查每级叶片角度;7、电动机检修,检查。
7.1 拆开电机轴承端盖,检查电动机轴承有无划伤,磨损,检测轴瓦间隙,设计间隙为轴直径的1-1.5‰,。
2 如果有必要抽芯要检查,抽出转子时不准擦伤铁芯及线圈,转子抽出后应放于枕木或毛毡垫上。
拆卸及抽转子时应小心谨慎,防止压伤手脚和损坏设备。
所卸部件应作好记号并妥善保管。
3使用低压气吹扫定子铁芯及线圈,检查绕组磨损情况;线圈及铁芯有油垢时,可用抹布沾汽油或酒精擦试,但不要过湿以免渗入线圈而损坏绝缘;线圈绝缘应无裂纹擦伤,表面光滑,无过热和溶流现象;机组轮找正找平,联轴器对中1压缩机底座找正找平以压缩机主机作为找正调平基准设备,其纵向不水平度不应大于0.04/1000,并应在轴颈上进行测量,其横向不水平度不应大于0.06/1000,并应在机壳中分面上进行测量。
2机组找正找平前应符合下列要求:1轴承应检修完毕,轴承与轴颈的间隙和接触情况应符合要求;2盘动转子,应转动灵活,无卡碰现象;3叶顶间隙值,转子和跳动值均应符合要求。
4由于考滤到机组主轴及各支承从冷态到垫态运行,其轴线将发生一定的状态变化,为了修正这一变化,在冷态找正时应将变化量预先考滤到找正中去,即留有予偏移,以便达到运行状态下的对中。
试运转1试运转前准备2按要求将润滑系统,密封系统和液压控制系统清洗洁净并作循环清洗。
向油箱内加注设备要求的润滑油,油位达到规定值;3 盘动主机转子应无卡阻和碰刮现象,各辅助设备均按规定进行单机试运合格;4 各阀门处于正确开闭位置;5紧密配合车间技术人员及操作人员进行压缩机试车。