全国数控车技能大赛历届图
2018年中国技能大赛—第八届全国数控技能大赛
2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:1.2.1识图技能:能对图形、图标、标准、表格和其它技术要求进行解释;1.2.2刀具选择:能针对工件材料和加工需求选择切削刀具;1.2.3工艺制定:能针对工件材料、图形结构、加工状况确定其加工方式、加工流程、加工路线及切削参数;1.2.4编程技能:能掌握不同的编程技术(包括手工编程和计算机辅助编程)。
1.2.5工件装夹:能根据操作需要,为工件选择装夹方法和装夹系统;1.2.6操作技能:能完成在数控车床上安装刀具和附件的整个过程,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;1.2.7检测技能:能选择和使用测量仪器并掌握测量方法;1.2.8安全防护:遵守相关安全防护条例和环境保护要求。
1.3基本知识要求参赛选手应掌握以下基本知识:1.3.1相关知识:数学知识、测量知识、材料切削性能知识等。
1.3.2延伸知识:工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
2014年中国技能大赛——第六届全国数控技能大赛技术文件
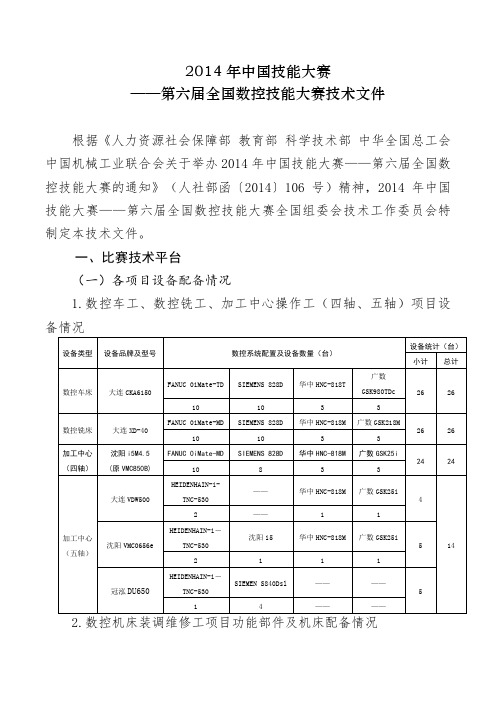
2014年中国技能大赛——第六届全国数控技能大赛技术文件根据《人力资源社会保障部教育部科学技术部中华全国总工会中国机械工业联合会关于举办2014年中国技能大赛——第六届全国数控技能大赛的通知》(人社部函〔2014〕106号)精神,2014年中国技能大赛——第六届全国数控技能大赛全国组委会技术工作委员会特制定本技术文件。
一、比赛技术平台(一)各项目设备配备情况1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目设备情况设备类型设备品牌及型号数控系统配置及设备数量(台)设备统计(台)小计总计数控车床大连CKA6150 FANUC 0iMate-TD SIEMENS 828D 华中HNC-818T广数GSK980TDc 26 2610 10 3 3数控铣床大连XD-40 FANUC 0iMate-MD SIEMENS 828D 华中HNC-818M 广数GSK218M26 2610 10 3 3加工中心(四轴)沈阳i5M4.5(原VMC850B)FANUC 0iMate-MD SIEMENS 828D 华中HNC-818M 广数GSK25i24 2410 8 3 3加工中心(五轴)大连VDW500HEIDENHAIN-i-TNC-530——华中HNC-818M 广数GSK25i4142 —— 1 1沈阳VMC0656eHEIDENHAIN-i-TNC-530沈阳i5 华中HNC-818M 广数GSK25i52 1 1 1冠泓DU650HEIDENHAIN-i-TNC-530SIEMEN S840Dsl ————51 4 ————2.数控机床装调维修工项目功能部件及机床配备情况功能部件及设备名称厂家数量(台/套)备注立式加工中心滑座部件大连机床集团有限责任公司 6立式加工中心主轴部件大连机床集团有限责任公司 6BV75立式加工中心北京机电院机床有限公司10 配备FANUC系统(二)数控机床生产厂家、型号及主要参数(仅供参考,如需更详细参数请向厂家咨询)1.数控车床参数厂家大连机床集团有限责任公司参数及配置型号CKA6150最高转速(r/min)2200定位精度(mm)X 0.03、Z 0.04重复定位精度(mm)X 0.012、Z 0.016最大进给速度(m/min)X4、Z5行程(mm)X280 、 Z650刀架形式/刀体规格(mm)4工位外置刀架(刀体规格为25×25)尾座锥孔型号莫氏5号锥孔夹具方圆牌250三爪卡盘2.数控铣床参数厂家大连机床集团有限责任公司参数及配置型号XD-40工作台尺寸(mm)800×420刀柄规格BT-40最高转速(r/min)8000定位精度(mm)X 0.020、Y 0.016、Z 0.020重复定位精度(mm)X 0.008、Y 0.006、Z 0.008行程(mm)X600 、Y420 、Z520最大进给速度(m/min)X 24、Y 24 、Z 203.加工中心(四轴)参数厂家参数及配置沈阳机床股份有限公司型号i5M4.5(原VMC850B)工作台尺寸(mm)1000×500刀柄规格BT-40主轴最高转速(r/min)8000定位精度(mm)X0.010、Y0.010、Z 0.010 重复定位精度(mm)X0.008、Y0.008、Z 0.008 行程(mm)X 850、Y 560、 Z 560 快速移动速度(m/min)X 32、Y 32 、Z 30进给速度(mm/min)1~10000数控转台台面直径(mm)Φ210数控转台中心高(mm)160尾座莫氏4号顶尖4.加工中心(五轴)参数厂家参数及配置大连机床集团有限责任公司沈阳机床股份有限公司山东冠泓数控装备有限公司型号VDW500 VMC0656e DU650刀柄规格BT-40 BT-40 BT-40主轴最高转速(r/min)8000 8000 12000定位精度X/Y/Z(mm) 0.015 0.01 0.01重复定位精度X/Y/Z (mm) 0.006 0.006 0.005行程(mm)X 800、Y 500、Z 450 X 600、Y 560 、Z 450 X 620、 Y 520、 Z 460 最大进给速度(m/min)X 30、 Y 30、Z 30 X 20、Y 20、Z 20 X 42、 Y 42、 Z 42工作台尺寸(mm)Φ500 Φ400 Φ650摆动轴A轴+20°/-100°A轴±115°B轴-60º~+110º旋转轴C轴n×360ºC轴n×360ºC轴n×360º(三)刀具赛场配备的刀具由山特维克可乐满(SANDVIK COROMANT)提供。
第六届全国数控技能大赛 五轴职工组样题

自带
17 18 19 20 21
样球头立铣刀
球头铣刀 钻头 铰刀 丝锥
Ф8 球头刀
铝
Ф12 球头刀
铝
Ф3.5、Ф5.2、Ф 6.5、Ф12、Ф14.2 Ф6 H7
钢、铝 H7
M3-7H
自定 自定 自定
自带 自带 自带
1 把 选手自带 1 把 选手自带
22 丝锥
M6-7H
1 把 选手自带
23 丝锥
M16-7H
1 把 选手自带
24 内六角扳手
M3、M6
1 套 选手自带
25 一字改锥
M16
1 个 选手自带
26 十字改锥
M3、M6
1 个 选手自带
27 函数计算器
自定
1 个 选手自带
1/2
2014 年中国技能大赛 ——第六届全国数控技能大赛 注: 1、 允许选手自带使用锂电池的电动螺丝刀(含配套批头), 但不允许自带外接 220V 的各类电动工具及测量工具,亦 不允许自带各类气动工具。 2、 允许参赛选手自带寻边器等对刀工具; 3、 除寻边器使用的刀柄、卡头可自带一支外,其余加工刀具 用刀柄夹头等不允许自带;
题 4、 允许参赛选手自带优于推荐精度的量具;
5、 雕刻刀示意图:
样
2/2
11 小什锦锉 12 90 度 NC 钻 13 雕刻刀
0~150 0~200 0~200 0~0.8
25~120 8~130 0~10 Φ6 0.01~0.04
Ф10
0.02 mm 各 1 把 选手自带
0.02 mm
1 把 选手自带
0.01 mm
0.01 0.01 0.01mm
H7 0.01
第二届全国数控技能大赛赛事纵览
级 ) 平 以上的 高技能 人才 占技 及切 削参数选择 与应用 j。 水 能劳动 者的比例达到2 %以上 其 5
时内迅速进八状态 ,如果不能很快
() 程技术 ( 3编 程序 格式 、常 进^状态 想完成试件的加工比较 周难 实操 比赛主要考核韵是工艺 中,技师、高级技 师占技能劳动者 用指令 、子程序、固定循环、变量 能力和工 芝水平 因此对加工精度 的 比例达 到5 鬈以上 .并带动 中、 编程 ); 初级技能劳动者 队伍 的梯次发展。 (jA , M 4CDc 软件使 用方 法 c A 零 的要求有所提高 ,造型可以相对简 力争+22年 ,使我 国高 、中、初 件 的几何 建模 、刀具轨迹的生成、 100 1 级技能劳动者的比伊达 到中等发达 后鼹处理及代码生成 ): 国家水平.形成与经济社会和谐发 展 的格局 。“
维普资讯
]
奥 匹 篓 蔷 I亘 林 克垒 暮 凳 薹 l
观 大力实施人才强国战略,以职
业能力建 为核心,紧紧抓住二届全 06 0 0
培养 、考核评价、岗位使用、竞赛 国数控技能大赛总决赛拉开序篝 选拔 、技术交流、表彰激励、台理 实操 比赛先期在北京工业技师学院 1 1名 流动 、社会保障等环节,进一步更 举行 来 自全 国3个赛区 的53 新观念 ,完善政策 ,创新机制,充 选手将在北京展开激烈的角逐。据
口 本刊 记者 崔 滋息
2i 作 人 .
比赛进 行 的日 子里 .适 逢北
京气温骤降 ,尤其是早 晚更是比较 冷 ,工作 人 员不 得不 穿 上 了棉大 衣。其实 ,除 了选手参 赛的艰辛之
本届比赛充分体现 了以人为本 间压 缩 到 了极 限 ,以致 每天 设两 高级技师蔫宏勋、北京市 工业技 席钟开 题 场 比赛 。实操决赛 从早上 7 师学 院院长童华强 、河 南平原光 电 的原则,在分组、赛程、保密、出 个 有限公 司高级技 师粱兵先后就地方 等方面都较上届有了很大的改进:如 始 。每 场持续7 小时。 第一场 比 4 5 细分 了 职工组和教师组 将学生组细 赛到1点结束。第二 场比赛从 l点 高技能人才培养 、企业和院校 高技
第二届全国数控技能大赛技术解析

参 加竞 赛 的选 手必 须 突破 自
己专业上的局限性 ,将技术提升到 竞赛所要求高度 ,才能在 比赛 中应 付 自如 。此外 ,竞赛心态和竞赛行
为要求比平 时的工作和学 习更 为严
格 。所 以,只有刻苦钻研 、应变能
张伦 瑜 现 场 值 裁
c DC M 制 业信息 20年第 2 8 A/ 与 造 A 化. 6 1期 9
维普资讯
作为两届全国数控技能大赛全国决赛理论竞赛的裁判长,张伦玢有着丰富的一手资料 。因此,他 写的 解析是很有参考价值的 作者以 《第二届全国数控技能竞赛的技术要求 》的职业道德和能力要求入手 。结 合我国数控技 术的发展动态以及数控职业技术教育的现状 ,对大赛过程中选手们的一些典型事例进行 了技
3坚持 不 渝 .
己竞赛后 ,他们 的脸上也露 出了收
以利于在今后的教学和培训工作 中
参加全国决赛 的选手都 是经过 获 的喜悦。极个别的选 手还 是彻底
予 以重视。本文从 《 第二届全国数 层层集训 、选拔 ,过五关斩六将突 放弃 了竞赛 ,应该说 ,他 们在 困难 控技能竞赛的技术要求 》的职业道 围而 出的 ,如广东省代表 队的中职 面前没有坚持 ,这可能会给他 们今
术 解 析 在 总 结 选 手 的 优 良技 术 的 同 时 ,也 分 析 了 一些 选 手存 在 的技 术 问题
第 二届 全 国数 控技 能 大赛 圆 满结束 了,本届大赛无论在竞赛组 织、竞赛规模 、竞赛秩序 、竞赛质 量和 选 手发 挥等 方 面都 超 过 第一 届 ,共有来自全国3个省市 的52 1 1 名
个 5 德和能 力要求入手 ,对大赛过程 中 选手 历经 了4 周期共6 天的有计 后 的工作和 自信心方面留下阴影。 4 守操作规程 遵 主要是数控铣和加 工中心 的一些典 划 的强化集训 以及学校、教 育系统 数控机床的操作是一项具有危 型事例进 行技术解析 。由于 大赛 的 和全省 的三级选拔赛。 由此可见 , l 生 试题尚未解禁 ,这 里在 解析 时只能 所选拔 出来选手 的品质 、素养得到 险l的职业 ,主要体现在人身安全和 用文字对试题进行局部描述 。 了相当程度 的锤炼提高 。因此 ,在 贵重设备的安全两方面。为了使竞赛 整个赛程中 ,绝 大多数选手无论水 符合数控加工生产的实际,引导从业
第二届全国数控技能大赛获奖选手名单公布
第二届全国数控技能大赛获奖选手名单公布(前五名∙只看楼主∙收藏∙回复∙∙精典男人∙湖底蜗居72006.12.01 来源:数控大赛组委会关键词:数控技能大赛,获奖名单数控车工::学生组::中职名次省份单位姓名第1名江苏常州刘国钧职业教育中心[华中数控] 张伟东第2名河北石家庄铁路运输学校[西门子] 秦彦朝第3名吉林吉林省胜利技工学校[华中数控] 孙永强第4名北京北京市工业技师学院[华中数控] 廖伟庆第5名福建福建工业学校[华中数控] 江弥峰数控铣工::学生组::中职名次省份单位姓名第1名浙江浙江信息工程学校[发那科] 丁小峰第2名北京北京市建筑材料工业学校[西门子] 常超第3名广东顺德梁銶琚职业中学[华中数控] 麦竞荣第4名江西九江职业技术学院[华中数控] 连俊茂第5名河南河南职业技术学院[发那科] 杨亮华加工中心::学生组::中职名次省份单位姓名第1名浙江杭州市临平高级职业中学[华中数控] 周超第2名广东深圳市龙岗中专[华中数控] 黄健明第3名江西九江职业技术学院[西门子] 宋国旺第4名四川四川绵阳科学城职校[西门子] 赵鑫第5名吉林吉林航空工程学校[西门子] 张雷数控车工::学生组::高职高专名次省份单位姓名第1名浙江浙江工业职业技术学院[华中数控] 金维法第2名湖南湖南省株洲市石峰区天桥街125号[华中数控] 李鹤翔第3名河北河北师范大学职业技术学院[发那科] 郭成第4名内蒙古内蒙古机电职业技术学院[华中数控] 雷彪第5名江苏盐城机电高等职业技术学校[华中数控] 许友龙数控铣工::学生组::高职高专名次省份单位姓名第1名广东深圳信息职业技术学院[发那科] 蔡耀安第2名福建漳州职业技术学院[发那科] 陈辉煌第3名浙江宁波职业技术学院[发那科] 余新华第4名河北河北师范大学职业技术学院[华中数控] 周瑜第5名陕西西安理工大学高等技术学院[西门子] 郝少波加工中心::学生组::高职高专名次省份单位姓名第1名浙江浙江机电职业技术学院[华中数控] 徐世东第2名江西九江职业技术学院[发那科] 刘赣华第3名广东广东工贸职业技术学院[西门子] 张炼兵第4名黑龙江黑龙江农业工程职业学院[发那科] 冷雨第5名四川四川工程职业技术学院[发那科] 曾小明数控车工::学生组::高级技校技师学院名次省份单位姓名第1名北京北京市工业技师学院[西门子] 王展超第2名福建龙岩高级技校[发那科] 丘友青第3名山东山东技师学院[发那科] 卜祥彬第4名江苏常州技师学院[发那科] 朱龙飞第5名天津天津工程师范学院附校[发那科] 高德崇数控铣工::学生组::高级技校技师学院名次省份单位姓名第1名浙江宁波技师学院[西门子] 徐容平第2名北京北京市工业技师学院[华中数控] 李峰第3名江苏常州技师学院[西门子] 周晶第4名湖北武汉市二轻工业学校[华中数控] 车海峰第5名辽宁沈阳黎明技师学院[西门子] 高菲加工中心::学生组::高级技校技师学院名次省份单位姓名第1名北京北京市工业技师学院[华中数控] 刘同同第2名广东广东省高级技工学校[发那科] 温石化第3名浙江宁波技师学院[西门子] 张恩嗣第4名河北石家庄市职业教育中心[发那科] 张晓波第5名湖南湘潭机电技术学院[发那科] 李勇数控车工::教师组名次省份单位姓名第1名北京北京市机械工业学校[发那科] 甄雪松第2名广东江门市高级技工学校[华中数控] 张锡标第3名天津天津市冶金职业技术学院[华中数控] 迟涛第4名江苏常州机电职业技术学院[西门子] 刘锦武第5名浙江台州职业技术学院[发那科] 杨建西数控铣工::教师组名次省份单位姓名第1名河北石家庄市职业教育中心[发那科] 解伟坡第2名北京北京市工业技师学院[西门子] 肖鹏第3名北京北京市汽车工业高级技工学校[西门子] 魏长江第4名浙江浙江机电职业技术学院[西门子] 叶俊第5名江苏江苏盐城技师学院[华中数控] 范为军加工中心::教师组名次省份单位姓名第1名河北石家庄市职业教育中心[发那科] 张喜江第2名浙江金华市高级技工学校[发那科] 章跃洪第3名辽宁沈阳航空职业技术学院[西门子] 孙翀翔第4名山西山西综合职业技术学院[发那科] 关锐钟第5名浙江浙江机电职业技术学院[华中数控] 陈建军数控车工::职工组名次省份单位姓名第1名江苏 14所[发那科] 胡胜第2名广东广东省国防科技技工学校实习工厂[发那科] 邝强均第3名四川东方汽轮机厂[华中数控] 吴强第4名内蒙古一机集团[西门子] 赵晶第5名天津核工业理化工程研究院[华中数控] 于忠数控铣工::职工组名次省份单位姓名第1名北京北京卫星制造厂[发那科] 芦峰第2名四川中国工程物理研究院六所[发那科] 龚豪情第3名内蒙古一机集团[发那科] 王校春第4名辽宁沈阳黎阳航发集团公司[发那科] 赵天杨第5名广东湛江市高级技工学校实习工厂[发那科] 林广平加工中心::职工组名次省份单位姓名第1名北京北京机床所精密机电有限公司[发那科] 郭卫国第2名湖北中船重工集团公司第七一七研究所[华中数控] 黄立波第3名湖北华中光电技术研究所七一七研究所[华中数控] 周克龙第4名四川中国工程物理研究院五所[发那科] 薛鹏第5名四川中国工程物理研究院六所[发那科] 张永。
2020年中国技能大赛第八届全国数控技能大赛

2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:;;;,为工件选择装夹方法和装夹系统;,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;;1.3基本知识要求参赛选手应掌握以下基本知识:数学知识、测量知识、材料切削性能知识等。
工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
(1)竞赛方式:闭卷方式。
(2)分数比例:满分100分,占总成绩的20%。
(3)竞赛时间:60分钟。
(4)竞赛题型:全部为客观题,题型为单项选择题和判断题。
(5)题型比例:单项选择题占60%,判断题占40%。
(1)机械加工基础知识模块①零件图识读。
②公差配合与技术测量。
③材料及热处理。
④工量刃具的基本知识。
⑤金属切削原理。
(2)数控车工(数控车削加工技术)知识模块①数控机床及其工作原理:机床的基本组成、主要机械结构、数控原理及系统、伺服系统、机床性能及操作应用等。
②数控加工工艺:零件工艺分析、加工工艺规范及工艺文件的编制、工件装夹与夹具应用技术、刀具应用技术等。
中国技能大赛全国数控技能大赛
2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:1.2.1识图技能:能对图形、图标、标准、表格和其它技术要求进行解释;1.2.2刀具选择:能针对工件材料和加工需求选择切削刀具;1.2.3工艺制定:能针对工件材料、图形结构、加工状况确定其加工方式、加工流程、加工路线及切削参数;1.2.4编程技能:能掌握不同的编程技术(包括手工编程和计算机辅助编程)。
1.2.5工件装夹:能根据操作需要,为工件选择装夹方法和装夹系统;1.2.6操作技能:能完成在数控车床上安装刀具和附件的整个过程,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;1.2.7检测技能:能选择和使用测量仪器并掌握测量方法;1.2.8安全防护:遵守相关安全防护条例和环境保护要求。
1.3基本知识要求参赛选手应掌握以下基本知识:1.3.1相关知识:数学知识、测量知识、材料切削性能知识等。
1.3.2延伸知识:工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
盘点:第三届全国数控技能大赛

第4版
第三届全国数控技能大赛赛场报道
李兴龙(黑龙江农业工程职业学院):我是经过省队选拔参加全国大赛 的,省里也组织了培训。本届大赛的试题是公开的,所以感觉试题难度还可 以,比赛前我自己练习了一套试题,但是抽签没抽到我练习的试题,最后完 成了70%左右。参加这样的全国大赛,挺锻炼人的,如果这次成绩不理想, 下次我还会来。
数控装备国内外技术水平差距的形成与分析
中国机械工业联合会执行副会长 杨学桐 在报告中运用特征年代法和趋势分Байду номын сангаас法对于我国的数控装备与国外存在的差距 进行了勾勒,同时提出了数控装备技术水平差距的科学评价方法,包括:核心技术
掌握的深度和广度、研发经费比 例、获得专利的数量、标准及检 验方法的先进性、可靠性水平、 加工质量稳定性和精度寿命、产 品品种数、产品生产规模、制造 支撑条件、市场占有率和出口比 例、人员素质和环境等12项因 素。
(2)对试题的理解有所提高,体现在很多工艺的加工部位。比如螺纹的加工 部位、配合件的加工部位,以前选手要经过很多方面的考核、测评才能实现。本届 大赛由于公布试题很多选手作了充分准备,有些选手带着一套或者多套的加工和备 用方案,这次比赛在比赛之前,对选手就有了很好的促进,通过比赛更加深了、更 进一步提升了他们的技能水平和能力,这是本届大赛赛事设计的一大特点。
另外,本届大赛涌现出了一大批20岁左右的年轻选手,有一位选手今年刚19 岁,入校仅仅两年,他的试件提前半小时就做完了,据记者了解他为了准备这次全 国决赛,把4套试题每套题都做了两遍,大赛对他个人能力的提升起到很好的促进 作用。众多年轻选手的投入,使全国数控技能大赛影响力更加深远。
三、加大比赛设备投入,提升考试水平
4. 卡具:北京蓝新特柔性装备
第一届全国数控技能大赛

第一届全国数控技能大赛决赛技术文件第一届全国数控技能大赛技术工作委员会2004年4月目录竞赛规则第一章竞赛项目及内容 ....................................................................... 错误!未定义书签。
第二章参赛资格及报名办法 ............................................................... 错误!未定义书签。
第三章竞赛场地与设施 ....................................................................... 错误!未定义书签。
第四章竞赛细则 ................................................................................... 错误!未定义书签。
第五章成绩评定方法 ........................................................................... 错误!未定义书签。
第六章申诉与仲裁 ................................................................................. 错误!未定义书签。
第七章其他 ..................................................................................... 错误!未定义书签。
技术纲要---数控铣/加工中心部分一、竞赛说明 ........................................................................................... 错误!未定义书签。
第二届全国数控技能大赛知多少

竞赛时间说明
CD A A / M ̄ C C AXA制造 工程 师 20 06版本 XP版 本
理论知识竞赛时 间为 10 n 2 mi;软件应用竞赛时
间: 学生组和教师组均为 10 n 职工组为 10 i 8mi, 2 n a r ;
数控车软件 C AXA数控车
实际操作技能竞赛时间: 学生组 30 n 教师组和职 6mi,
等职业院校 ( 含高职 、高专 ) 、中等职业学校 ( 含中
专、技校 、职高)和高级技校技师学 院三个小组 ) 。
委、中华全 国总工会和 中国机械工业联合会共 同主 办; 由中国就业培训技术指导 中心会 同北京北航海尔 软件有限公司 、 武汉华 中数控股份有限公司、 北京市 斐克科技有限责任公司和北京市工业技师学院具体承
院校培养数控技能人才的模式 、 数控技能人才的需求 和岗位对接等。
日 生 塑
m ac T s . r , n l/ tco c n/ n
机梭 籼工 王
组 织结 构 图 ,见上 。
参赛人员
凡从事相关专业或职业 ( 工种)的从业人 员, 职
业院校教师,在校的 ( 含应届毕业生)高职 、高专 、
高级技校、 师学院学生以及中专、 技 技校和职高学生 , 均可报名参加相应组别和职业 ( 工种 )的竞赛。
需掌握的相关知识与技能
() 1 数控机床及工作原理 ( 组成结构 、插补原理 、 控制原理 、伺服系统 ) 。 () 2数控加工工艺 ( 加工工艺规范 、 工件装夹与夹 具应用、刀具及切削参数选择 与应用) ;
场:
每位参赛者 必须参加理论知识和实际操作技能 ( 含软件应用 )两项内容的比赛 ,并在规定时间内按
2018年中国技能大赛——全国数控技能大赛

ESPRIT 2018 教育版/ ESPRIT TNG 教育版
Байду номын сангаас
迪培软件科技(上海)有限公司
Autodesk FeatureCAM 2019 欧特克软件(中国)有限公司
NX 10 软件
北京习和科技有限公司
Mastercam2018 教育版 美国 CNC software ,inc.
检测设备
供应厂商
检测通用量具 供应厂商
Mastercam2018 教育版 中望 3D 教育版 V2018 CAXACAM 数控车 2016 Autodesk FeatureCAM 2019 Edgecam 2018R1 版
美国 CNC software ,inc.
广州中望龙腾软件股份有限公司 北京数码大方科技有限公司
粗糙度检测仪 ( TESA RUGOSURF,2 台)
最大棒料直径(mm) 液压卡盘直径(mm) 主轴头型式
50 200(8 寸中空液压卡盘 品牌为台湾亿 川或台湾通福) A2-6
主轴通孔直径(mm)
65
主轴轴承直径 (前/后)(mm)
Ф100/Ф90
主轴转速(r/min)
50-4500
主电机功率(连续/30 分钟)(kW)
15/11
套筒直径/行程(mm)
数控转台台面直径(mm)
Φ210
数控转台中心高(mm)
160
尾座
标配数控系统 及各向驱动电
机
数控系统 主轴电机
X/Y/Z 向 驱动电机
莫氏 4 号顶尖 FANUC OI-MF TYPE(5) 7.5/11kw
1.8/2.5/2.5kw
10
2.数控铣床(四轴 850)
第五届全国数控技能大赛决赛通知附件1

附件1:北京赛区数控车、数控铣决赛组织委员会名单主任:张欣庆北京市人力资源和社会保障局局长副主任:陈蓓北京市人力资源和社会保障局副局长张建北京市化学工业集团有限责任公司副总经理办公室主任:李世广北京市人力资源和社会保障局职业能力建设处处长办公室副主任:牟军中国就业培训技术指导中心处长何燕北京市人力资源和社会保障局职业能力建设处副处长童华强北京市工业技师学院院长办公室秘书:朱永亮北京市工业技师学院院长助理仲裁组组长:贾伟一中国就业培训技术指导中心竞赛处处长仲裁组副组长:刘新昌人力资源和社会保障局职业能力建设司职业技能资格处调研员李世广北京市人力资源和社会保障局职业能力建设处处长季连海北京市技校委员会会长总裁判长:杨学桐中国机械工业联合会执行副会长副总裁判长:金福吉北京机床研究所副总工艺师裁判员:裁判员由技术专家组遴选并经组委会审批产生,须具备国家裁判员资格。
裁判员不能兼任教练,原则上每个代表队出一名。
专家组组长:金福吉北京机床研究所副总工艺师专家组成员:宋放之北京航空航天大学高级工程师王小芳河南平原光电有限公司高级工程师陈卫东北京数码大方科技有限公司高级工程师周维泉北京南口机车车辆厂高级工程师熊军权北京市斐克科技有限责任公司总经理袁万宏西门子(中国)公司高级工程师李永君航天三院高级工程师谢小星北京数码大方科技有限公司高级工程师张超英北方工业大学机电学院高级工程师路全忠泰西(北京)精密检测有限公司总经理马骊群航天计量研究院技术支持单位:大连机床集团有限责任公司山特维克可乐满西门子(中国)有限公司北京发那科机电有限公司北京数码大方科技有限公司Delcam(中国)有限公司成都千木数控刀具有限公司北京蓝新特夹具技术有限公司北京市斐克科技有限责任公司泰西(北京)精密检测有限公司。
车工技能大赛图纸
车工技能大赛图纸一、操作顶目说明...................................................2 二、操作顶目图纸...................................................3 三、操作顶目评分表................................................8 四、车工推荐工具清单.............................................11 五、车工理论知识复习指导大纲.................................13 六、应知应会比赛规则 (14)车工决赛操作顶目说明一、赛件名称:偏心锥度组合件二、赛件图样:1、组合装配图(见XBQJNDS – C000)2、丝杆轴(见XBQJNDS – C001)3、偏心锥度(见XBQJNDS – C002)4、丝杆盖(见XBQJNDS – C003)5、滚花螺钉(见XBQJNDS – C004)注意:决赛时,以赛场下发的图纸为准三、考核内容:(1)考核项目:所有考核项目评分(见竞赛项目评分表)(2)使用设备:CY6140(30台)(3)决赛所用棒料由赛场统一发放(4)评分说明:1、加工项合格得满分,超差扣分按超差量对照评分表内要求或等级进行。
2、装配项按评分表内要求评分3、评分表内未指定的尺寸和表面粗糙度达不到要求时,按表内规定的数值扣分。
4、未注公差尺寸按IT12级标准加工和检测,超差不得分。
2XBQJNDS - C000新北区五项技能大赛委员会XBQGNDS - C001XBQGNDS - C002XBQGNDS - C003 5h额定工时共5页第1页偏心锥度组合件XBQGNDS - C004日期制图数量件号零件名称材料图号设计校对45材料45丝杆轴11数量2偏心锥度145图号345丝杆盖1备注14滚花螺钉45 检验.4.未注尺寸公差按IT12加工,工;使用锉刀,砂布,油石修饰加具,定尺寸刀具,表面不允许3.加工时不允许使用偏心夹2.径向跳动取三个方向测量;1.总成后交监考验收;技术要求:3′12级加工锐棱倒钝 0.3x45?ITXBQJNDS - C001未注倒角 1x45?其余1. 锥角允差?43.末注公差按技术要求2. 梯形螺纹中径用三针测量新北区五项技能大赛委员会丝杠轴共5页第2页额定工时日期制图设计校对45材料数量图号1.61.6''4锐棱倒钝XBQJNDS - C002未注倒角 1x45? 其余新北区五项技能大赛委员会偏心锥套第3页共5页额定工时日期制图设计校对45材料数量1图号2、末注公差按75%>12级加工IT1、与件1接触面技术要求:545?X未注倒角 1其余XBQJNDS - C003丝杆盖额定工时共5页第4页日期制图设计校对45材料数量1图号新北区五项技能大赛委员会末注公差按IT12级加工技术要求:645?XXBQJNDS - C004未注倒角 1其余0.4~第5页共5页额定工时网纹 m0.3日期制图设计校对45材料数量1图号新北区五项技能大赛委员会滚花螺钉2、末注公差按IT12级加工1、网纹m0.3~0.4可用 P=1.2代替技术要求:7姓名考号开工时间单位停工时间件序考核项目检查结果配分评分标准号号25 组装成型能()不能()不能完成组装不得分01 10 157.5?0.2 mm 15 超差0.05以内扣5分 74.5 mm 超差0.05以内扣5分 0.1,2 ,0.053 0.5 mm 15 超差0.01以内扣5分 0总成,0.054 0.1 mm 15 超差0.01以内扣5分 05 0.05 A 20 ? 超差不得分06 4/2 超差不得分Ф44 mm Ra1.6 0.025,07 4/2 超差不得分Ф38 mm Ra1.6 0.039,,0.028 4/2 超差不得分Ф20 mm Ra1.6 ,0.03309 ,36 mm Ra3.2 2/2 超差不得分 0.375,,0.11810 10/8 超差不得分Ф33 mm Ra1.6 ,0.453011 2/1 ,29 mm Ra3.2 超差不得分件0.537,112 4 40?0.025 mm 超差不得分 13 4 6?0.025 mm 超差不得分014 50 mm 4 超差不得分 0.20,15 A-B ◎ Ф0.02 8 超差0.01扣4分16 ? 0.02 8 超差0.01扣4分17 8/3 锥度1:5?4ˊ Ra1.6 超差2ˊ扣4分 18 8 M12螺纹配作间隙不大于0.10 mm 优,良,中、差每降一级扣2分19 2 Ф29 mm 超差不得分 20 4 26 mm 、 3 mm 超差不得分 21 146 mm 2 超差不得分22 0Ф 8/4 超差不得分 44 mm Ra1.6 件0.025,2,0.02523 8/4 超差不得分Ф34 mm Ra1.6 08件序考核项目检查结果配分评分标准,0.021 8/4 超差不得分 20 mmRa1.6 号号 024 25 63?0.025 mm 8 超差不得分Ф,0.0526 10 mm 6 超差不得分 0锥度1:5配作接触面积大于75% 27 15/5 接触面积达: % 超差不得分件Ra1.6 228 15 e=2?0.02 mm 超差0.01扣5分29 0.025 15 ? 超差0.01扣5分030 12/6 超差不得分Ф44 mm Ra1.6 0.025,,0.02531 12/6 超差不得分Ф34 mm Ra1.6 ,0.041,0.02132 12/6 超差不得分Ф20 mm Ra1.6 033 8 15?0.05 mm 超差不得分件334 e=2?0.02 mm 20 超差0.01扣10分 35 5 mm 2 超差不得分36 4 1×45? 4处不符合要求不得分37 0.03 12 ? 超差0.01扣6分 38 25/10 M12—5g6g Ra1.6 超差不得分 39 10 Ф36 mm 超差不得分 40 28 mm 10 超差不得分件41 9 mm 10 超差不得分 4花纹:饱满, 42 25 网纹m0.3~0.4 每降一级扣10分不饱满,乱纹43 5×1.3 mm 4 不符合要求不得分44 6 1×45?二处不符合要求不得分9姓名考号单位序号考件名称得分系数实际成绩备注 1 0.25 总成2 0.3 丝杆轴3 偏心锥套 0.24 0.12 丝杆盖5 0.08 螺钉6 考前准备 0.057 实际总分评分人:年月日核分人:年月日10序号名称型号与规格单位数量备注1 外径千分尺0~25mm(0.01)把 1 1 操作设备 CY6140型普通车床台1 外径千分尺25~50 mm(0.01)把游标卡尺0~200 mm(0.02)把 11 深度游标卡尺0~200 mm(0.02)把1 内径百分表18~35 mm(0.01)套1 万能角度尺0~320?(2?)套检1 公法线千分尺0~25 mm(0.01)把测公法线千分尺25~50 mm(0.01)把 1 量 2 1 量针Ф3.108 mm 付具1 量针Ф1.009mm 付1 百分表0~10mm 只1 磁性表座套塞尺0.02~1mm 把 11 杠杆百分表(0.01)只90º车刀把自定45º车刀把自定切槽刀4×20mm 把自定切断刀5×30mm 把自定内孔车刀Ф20×55 把自定刀3 内孔车刀Ф20×20 把自定内孔车刀Ф28×45 把自定外三角形螺纹车刀 6mm 把自定具外梯形螺纹车刀P=6 mm、Ψ=13.2º、左把自定麻花钻Ф10.2 mm 、Ф18mm 、Ф28mm 支各11 网纹滚花刀 m=0.3~0.4或P=1.2 把1 中心钻 A3.15mm 支11序号名称型号与规格单位数量备注 C型套只自定辅偏心垫片 e=2mm 块自定助夹鸡心夹头Ф45 mm 只自定 4 具1 自车固定顶尖Ф35×60 mm 个#1 活动顶尖 5莫氏只活动扳手把自定螺丝刀(一字)把自定1 三角锉刀把通 #钻夹头Ф1~13mm 51 莫氏只用 5 1 毛刷把工 1 铁钩把具刀垫块自定红丹粉自定铜皮条自定油枪只 1Ф50×145 mm 段 1 备6料Ф50×125 mm 段 1计算器等自定其 7它劳动防护用品自定12新北区首届制造业五项技能竞赛车工理论知识复习指导大纲一、命题标准本次大赛理论试题依据劳动和社会保障部制定的《国家职业标准》中的车工高级工标准制定。
第五届全国数控技能大赛数控车工、数控铣工决赛技术文件

第五届全国数控技能大赛数控车工、数控铣工决赛技术文件附件2:第五届全国数控技能大赛数控车工、数控铣工决赛技术文件一、决赛技术平台(一)数控机床及其配备1.CKA6150、XD-40型号的机床由大连机床集团提供。
1)数控车床主要技术参数如下:●最高转速:2200转/分●定位精度:X 0.03mm,Z 0.04mm●重复定位精度:X 0.012mm,Z 0.016mm●最大进给速度:X向4m/min,Z向5 m/min●行程:X280mm Z650mm●刀架形式:4工位外置刀架(刀体规格为25X25)●尾座锥孔型号:莫氏5号锥孔●夹具:环球牌250三爪卡盘,赛场只提供硬爪2)数控铣床技术参数如下:●最高转速:8000转/分●定位精度:X、Z 0.020mm,Y 0.016mm●重复定位精度:X、Z 0.008mm,Y 0.006mm●行程:X600mm Y420mm Z520mm●最大进给速度:X 24m/min,Y 24 m/min,Z 20 m/min●夹具:平口虎钳、组合夹具2.数控机床配套的软件由赛场提供,不允许自带。
(二)数控系统1.CKA6150数控车20台,系统分配如下:西门子系统828D Basic 10台,发那科系统Fanuc 0i Mate-TD 10台。
2.XD—40数控铣20台,系统分配如下:西门子系统828D 10台,发那科系统Fanuc 0i Mate-MD 10台。
(三)刀具由山特维克可乐满(SANDVIK COROMANT)提供。
(四)工具系统1.刀柄由成都千木数控刀具有限公司提供。
2.数控铣床组合夹具由北京蓝新特公司提供。
(五)测量设备测量设备由泰西(北京)精密技术有限公司提供,三坐标测量机为蔡司CONTURA G2系列,数显测高仪为瑞士TESA,粗糙度仪为日本三丰。
(六)CAD/CAM及仿真软件1.CAXA数控车2013(大赛专用版)、CAXA制造工程师2013(大赛专用版),由北京数码大方科技有限公司提供。