2020年山西省第四届数控技能大赛参照模板
山西省职业技能大赛数控车竞赛项目执行标准

第46届世界技能大赛山西省第二轮选拔赛数控车工项目技术文件2020年3月目录1.技术描述..................................................................................................................................................... - 1 -1.1技术名称 ........................................................................................................................................ - 1 -1.2技术描述 ........................................................................................................................................ - 1 -1.3能力要求 ........................................................................................................................................ - 1 -1.4基本知识要求............................................................................................................................... - 1 - 2.竞赛内容................................................................................................................................................... - 2 -2.1命题要素 ........................................................................................................................................ - 2 -2.2命题内容 ........................................................................................................................................ - 2 -2.3题目精度要求............................................................................................................................... - 4 - 3.大赛命题方式.......................................................................................................................................... - 6 -3.1命题流程 ........................................................................................................................................ - 6 -3.2竞赛样题(赛题参考附件) ................................................................................................... - 6 - 4.成绩评判方式.......................................................................................................................................... - 7 -4.1评判流程 ........................................................................................................................................ - 7 -4.2评判的硬件设备要求 ................................................................................................................. - 7 -4.3评判的方法.................................................................................................................................... - 7 -4.4检测裁判员在评判工作中的任务 .......................................................................................... - 8 -4.5裁判员在评判中的纪律和要求............................................................................................... - 8 - 5.大赛的基础设施.................................................................................................................................. - 10 -5.1大赛硬件要求............................................................................................................................ - 10 -5.2软件要求 ..................................................................................................................................... - 10 -5.3测量工具清单............................................................................................................................ - 11 -5.4辅助工具清单............................................................................................................................ - 12 - 6.大赛场地要求....................................................................................................................................... - 13 -6.1场地面积要求............................................................................................................................ - 13 -6.2场地照明要求............................................................................................................................ - 13 -6.3场地消防和逃生要求 .............................................................................................................. - 13 - 7.大赛安全要求....................................................................................................................................... - 14 -7.1选手安全防护措施要求.......................................................................................................... - 14 -7.2有毒有害物品的管理和限制 ................................................................................................ - 14 -7.3医疗设备和措施........................................................................................................................ - 15 -8.大赛竞赛流程......................................................................................................................................... - 16 -8.1注意事项:................................................................................................................................. - 16 -8.2裁判员的工作内容................................................................................................................... - 16 -8.3选手的工作内容........................................................................................................................ - 17 -8.4赛场纪律 ..................................................................................................................................... - 17 - 9.开放现场的要求.................................................................................................................................. - 18 - 10.绿色环保 ............................................................................................................................................. - 19 -10.1环境保护................................................................................................................................... - 19 -10.2循环利用................................................................................................................................... - 19 - 11.样题(试题).................................................................................................................................... - 19 -1.技术描述1.1技术名称竞赛项目名称:数控车工1.2技术描述数控车工竞赛是指使用数控车床对金属零件进行的加工技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
山西省第四届中等职业学校技能大赛成绩统计表--数控技能大赛
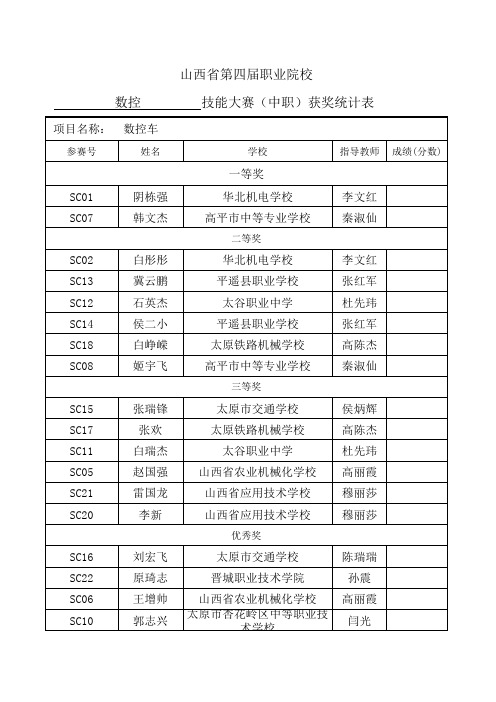
项目名称:
参赛号
技能大赛(中职)获奖统计表
数控车
姓名 学校 指导教师 成绩(分数)
一等奖 SC01 SC07 阴栋强 韩文杰 华北机电学校 高平市中等专业学校
二等奖
李文红 秦淑仙
SC02 SC13 ห้องสมุดไป่ตู้C12 SC14 SC18 SC08
白彤彤 冀云鹏 石英杰 侯二小 白峥嵘 姬宇飞
山西省工业管理学校
太原市杏花岭区中等职业技术学校
曹世忠 闫光 曹世忠 王双忠
山西省工业管理学校 山西省轻工职业技术学院
优秀奖
侯炳辉 高陈杰 杜先玮 高丽霞 穆丽莎 穆丽莎
SC16 SC22 SC06 SC10
刘宏飞 原琦志 王增帅 郭志兴
太原市交通学校 晋城职业技术学院 山西省农业机械化学校
太原市杏花岭区中等职业技术学校
陈瑞瑞 孙震 高丽霞 闫光
SC03 SC09 SC04 SC19
赵亚明 张泽炜 杜建青 曹志平
华北机电学校 平遥县职业学校 太谷职业中学 平遥县职业学校 太原铁路机械学校 高平市中等专业学校
三等奖
李文红 张红军 杜先玮 张红军 高陈杰 秦淑仙
SC15 SC17 SC11 SC05 SC21 SC20
张瑞锋 张欢 白瑞杰 赵国强 雷国龙 李新
太原市交通学校 太原铁路机械学校 太谷职业中学 山西省农业机械化学校 山西省应用技术学校 山西省应用技术学校
山西职业院校技能大赛高职组
山西省第十三届职业院校技能大赛高职组数控机床装调与技术改造赛项规程一、赛项名称赛项名称:数控机床装调与技术改造赛项组别:高职学生组二、竞赛目的通过比赛,检验选手的团队协作能力,计划组织能力和数控机床机械装调、电气装调、精度检验、故障诊断和排除、工件试加工等技能。
本赛项促进高职院校紧贴产业需求培养制造企业急需的数控设备机械、电气维修人员,包括数控机床制造企业的总装车间机械电气调试工、数控机床售后服务人员等数控机床维护维修高技能人才,同时满足机械行业机床升级、改造的企业需求;加快工学结合人才培养模式改革与创新的步伐,促进高职院校适应当前制造业转型升级的迫切要求、适应智能制造的发展,为我们高职院校培养“数控设备应用与维护”专业的高素质技能型人才、培养具有“匠人精神”的机电一体化复合型人才,展示职教改革及师生良好精神面貌。
三、竞赛内容(一)基本描述“数控机床装调与技术改造”项目比赛采取团队比赛的形式进行。
比赛使用立式数控铣床及独立的机械模块,进行电气控制系统设计与线路连接或排除故障、机械部件装调、系统参数设置及系统调试、系统及PLC报警故障排查、机床精度检测、技术改造制定功能开发与连通调试的综合技能竞赛。
参赛选手根据赛项任务书的要求,借助赛场提供的设备、量具检具、仪器、工具、技术资料和计算机等,完成数控机床的电气控制系统设置与调试、机械部件的装配、故障诊断与排除、机床精度检测与分析、指定功能的开发与调试、零件试切等工作。
内容包括数控机床的电气设计与安装、数控机床机械部件装配与调试、数控机床故障诊断与维修、数控系统指定功能调试(加装在线智能测量装置、伺服参数优化、FTP功能推送程序、PLC程序开发等)数控机床精度检测、试切件的编程与加工及工件自动测量、职业素养与安全意识等七个任务。
(二)命题标准“数控机床装调与技术改造”赛项为实操竞赛,是利用赛场配备的数控设备、机械功能部件、检测仪器、计算机等,根据赛题的要求、在规定时间内、实际操作完成参数设置、PLC编程、功能调试、精度检测、机械装调、编程加工等竞赛任务。
山西省贸易学校参加全省第四届职业院校技能大赛中获奖情况
会 计
侯建云
二等奖
电工电子技能
王琦
电子产品装配
祁永安
三等奖
乔文凯
电子产品装配
祁永安
优秀奖
市场营销技能
杨文鑫
市场营销
袁文婷
一等奖
王世强
市场营销
刘轶稀
三等奖
杨秀连
三等奖
导游与酒店服务
苏丽娜
前厅服务
周世海
二等奖
郑 越
前厅服务
周世海
二等奖
王 帆
前厅服务
周世海
优秀奖
孟艺超
中餐宴会摆台
周世海
三等奖
姓名
参赛项目
指导教师
获奖等级
崔 婷
中餐宴会摆台
周世海
优秀奖
曹志琴
中式铺床
崔希玲
二等奖
杨婷婷
中式铺床
崔希玲
三等奖
王 霞
中式铺床
崔希玲
三等奖
会计技能刘晓芳会Fra bibliotek计任晓红
二等奖
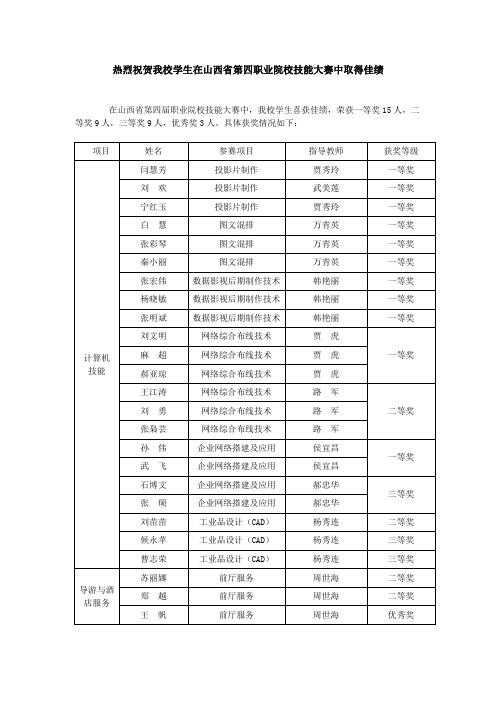
热烈祝贺我校学生在山西省第四职业院校技能大赛中取得佳绩
在山西省第四届职业院校技能大赛中,我校学生喜获佳绩,荣获一等奖15人,二等奖9人,三等奖9人,优秀奖3人。具体获奖情况如下:
项目
姓名
参赛项目
指导教师
获奖等级
计算机
技能
闫慧芳
投影片制作
贾秀玲
一等奖
刘 欢
投影片制作
武美莲
一等奖
宁红玉
投影片制作
贾秀玲
一等奖
路 军
二等奖
刘 勇
网络综合布线技术
路 军
张枭芸
网络综合布线技术
第四届全国数控技能大赛决赛技术要求

附件一:第四届全国数控技能大赛决赛技术纲要一、竞赛概述分组:职工组、教师组、学生组。
工种:数控车工、数控铣工、加工中心操作工(含四轴、五轴);依据:《数控车工》、《数控铣工》、《加工中心操作工》国家职业标准;全国决赛时间:12月地点:广东佛山高级技工学校二、竞赛说明(一)竞赛形式。
职工、教师和学生在数控车、数控铣、加工中心(四轴)竞赛中以单人形式参赛;加工中心(五轴)竞赛中采取2人组合形式参赛。
其中,职工组由2名职工组合;教师、学生组,每组分别由1名教师与1名学生组合。
(二)竞赛成绩构成。
第四届全国数控技能竞赛的总成绩由理论知识和实际操作技能竞赛两部分成绩组成。
理论知识成绩占总成绩的20%,实际操作技能竞赛成绩占总成绩的80%。
实际操作技能竞赛分软件应用操作技能和实际机床加工操作技能两个环节,其中软件应用操作技能成绩占总成绩的15%,实际机床加工操作技能成绩占总成绩的65%。
(三)竞赛内容。
每位参赛者必须参加理论知识和实际操作技能(含软件应用)两项内容的比赛,并在规定时间内按要求完成比赛内容。
参赛选手的成绩评定由大赛技术工作委员会裁判组负责。
1.理论知识竞赛内容:相应工种国家职业标准的理论知识与相关知识。
采用闭卷考试方式。
2.实际操作技能竞赛内容:包括软件应用操作技能竞赛和实际机床加工操作技能竞赛两个环节。
软件应用操作技能竞赛内容:零件造型、数控编程和数控仿真加工。
采用闭卷考试方式。
实际机床加工操作技能竞赛内容:按图样要求完成试件加工,试题提前10~20天公布。
(四)裁判员配备。
理论知识竞赛与软件应用操作技能竞赛每个赛场配备2名评判人员。
实际操作技能竞赛每机位有2名裁判人员执裁,每个工种的赛场另设裁判长1名,竞赛监督2名,工程技术人员3名。
(五)竞赛时间。
理论知识竞赛时间为120分钟;软件应用操作技能竞赛时间为120分钟;实际机床加工操作技能竞赛时间不超过420分钟。
三、参赛要求(一) 职业道德要求1.爱岗敬业,忠于职守;2.努力钻研业务,刻苦学习,勤于思考,善于观察;3.工作认真负责,严于律己,吃苦耐劳;4.遵守操作规程,坚持安全生产;5.着装整洁,爱护设备,保持工作环境的清洁有序,做到文明生产。
第四届全国数控技能大赛决赛(实操)试题征集样题
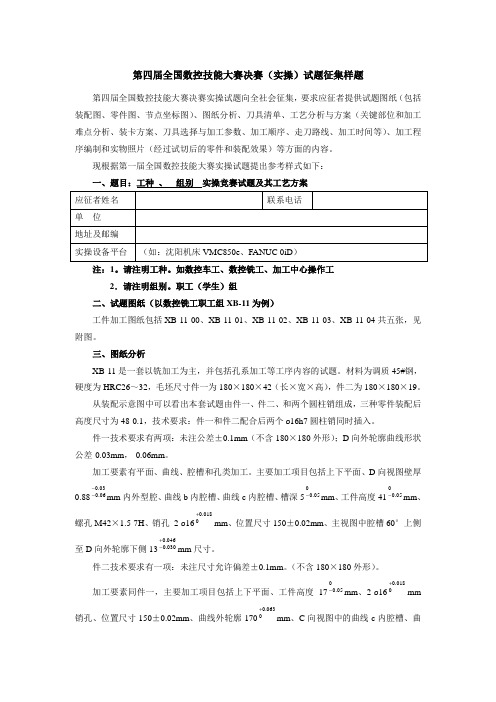
第四届全国数控技能大赛决赛(实操)试题征集样题第四届全国数控技能大赛决赛实操试题向全社会征集,要求应征者提供试题图纸(包括装配图、零件图、节点坐标图)、图纸分析、刀具清单、工艺分析与方案(关键部位和加工难点分析、装卡方案、刀具选择与加工参数、加工顺序、走刀路线、加工时间等)、加工程序编制和实物照片(经过试切后的零件和装配效果)等方面的内容。
现根据第一届全国数控技能大赛实操试题提出参考样式如下:一、题目:工种、组别实操竞赛试题及其工艺方案注:1。
请注明工种。
如数控车工、数控铣工、加工中心操作工2.请注明组别。
职工(学生)组二、试题图纸(以数控铣工职工组XB-11为例)工件加工图纸包括XB-11-00、XB-11-01、XB-11-02、XB-11-03、XB-11-04共五张,见附图。
三、图纸分析XB-11是一套以铣加工为主,并包括孔系加工等工序内容的试题。
材料为调质45#钢,硬度为HRC26~32,毛坯尺寸件一为180×180×42(长×宽×高),件二为180×180×19。
从装配示意图中可以看出本套试题由件一、件二、和两个圆柱销组成,三种零件装配后高度尺寸为48-0.1,技术要求:件一和件二配合后两个ø16h7圆柱销同时插入。
件一技术要求有两项:未注公差±0.1mm(不含180×180外形);D向外轮廓曲线形状公差-0.03mm,-0.06mm。
加工要素有平面、曲线、腔槽和孔类加工。
主要加工项目包括上下平面、D向视图壁厚0.8803.060.0--mm内外型腔、曲线b内腔槽、曲线c内腔槽、槽深550.0-mm、工件高度4150.0-mm、螺孔M42×1.5-7H、销孔2-ø16018.0+mm、位置尺寸150±0.02mm、主视图中腔槽60°上侧至D向外轮廓下侧13046.0300.0+-mm尺寸。
第四届技能状园大赛
第四届技能状元大赛数控加工中心(四轴)项目技术文件(职工组)2018年7月27日1.项目本项目技术说明是对本竞赛项目内容的框架性描述,正式比赛内容及要求以当场发放的赛题为准.1。
1项目描述本项目针对机械加工企业四轴加工中心技师岗位的职业能力要求.重点考核选手对读图识图、工艺安排、软件应用、操作加工、精度控制、效率提高、以及不同金属材料切削等综合知识和技能.赛题不低于企业招聘的加工中心技师的技术要求,真正选拔出具有行业代表性的技能状元。
1。
2 竞赛目的加工中心(四轴)赛项将全面地展现企业加工中心技师的专业知识、岗位技能、职业素养和精神风貌,促进加工中心操作技能水平的提升,引领行业的,进一步弘扬工匠精神,助力经济。
2.选手应具备的能力1.熟练掌握一种主流CAD/CAM软件,特别是多轴模块的运用,具备根据零件的三维图纸在软件上自动编程的能力。
2.精准识图、快速绘图、优化编程、仿真检验的能力;3.解决工艺问题的能力,工艺是加工中心技师的核心技能;4.四轴联动的复杂曲面铣削精度控制及编程技巧,例如:叶轮、涡轮的加工。
5.加工:镗孔、铰孔、不完整孔、盲孔、退刀槽、攻螺纹、铣螺纹,三维铣削、装配、组合。
6.相交孔的加工,并保证孔对接精度7.工件正确装夹、刀具和切削用量正确选择的能力8.工装夹具及工件的校正能力;9.具备掌握多种材料的加工的能力;10.正确使用量具、精准的尺寸控制能力;11.高效的切削加工能力;12。
安全、规范、文明生产的职业素养。
3.裁判员和选手3.1 裁判长与裁判长助理➢裁判长由和保障厅确定。
裁判长工作要求:(1)做好与赛区的沟通协调,落实比赛各项技术工作。
(2)按时、认真完成本项目技术工作文件的XX工作,并组织完成比赛命题与评分工作.(3)带头坚持并维护公平公正原则,遵守保密纪律,不透露影响比赛公平公正的技术信息。
(4)按照技能状元大赛组委会的要求,做好本项目裁判员的赛前培训。
(5)采取回避、交叉、无记名作业单等多种措施保证公平、公正,组织做好比赛工作.(6)根据技能状元大赛安排,组织本项目开展技术点评。
数控铣(四轴)竞赛技术文件
数控铣(四轴)竞赛技术文件1.赛项技术描述1.1技能说明数控铣床是当代数控机械加工中的主要装备,在装备制造、航空航天、工程机械、电子电器等制造领域广泛应用。
本赛项选取数控铣床的操作技能比赛为主体,重点考核内容如下:●读识图能力,及对机械产品整体的理解。
●产品的简单工艺和零部件的铣加工工艺(3、4轴加工、工件装夹、刀具应用、冷却方法等)。
●零部件的三维建模和工艺模型处理。
●零部件的手工编程与CAM编程、刀具应用技术。
●加工实操。
●零部件测量、检验。
●操作规范及劳动安全。
1.2能力要求与考核范围本赛项是对数控铣床应用技能的评估。
除现场考核的实践操作方面的能力外,由于现场设备的限制,针对数控铣床操作工应用技术其它方面考核,通过理论比赛完成。
1.2.1理论知识要求及范围具备以下理论知识:●机械图纸的读识图能力。
●三轴、四轴加工知识。
●数控机床知识(含数控机床维护保养知识)。
●智能制造先进理念、实现手段、技术发展方向及应用。
●材料和工艺等知识。
●切削刀具知识。
●CAD/CAM知识。
●安全生产与环境保护知识。
●职业道德与质量管理知识。
1.2.2实操技术标准:参照国家职业资格三级要求,结合本地企业应用水平,适当增加了考核难度。
试件四轴加工要素明显,不仅有多轴定位加工,还有三轴、四轴联动加工。
试件加工要素包括:平面、孔系、槽型、圆弧、螺纹和特型加工等要素。
尺寸和位置精度不高于IT6级,表面粗糙度不超过Ra0.8μm,个别特型采用四轴近似加工。
本赛项注重基本技能和专业化操作,强调质量和精度,注重操作过程和质量控制,体现最新技术,结合企业实际,考核职业综合能力,并对技能人才培养起到示范指导作用,考核选手的学习能力、理解能力、实践操作能力和职业素养等,推动我市数控铣床操作工技能提高。
3.比赛规则3.1理论比赛理论知识比赛以书面答卷(闭卷)方式进行。
比赛时间为60分钟。
满分100分,占总成绩的30%。
题型为:选择题、判断题。
第四届全国智能制造应用技术技能大赛技术文件

第四届全国智能制造应用技术技能大赛技术文件第四届全国智能制造应用技术技能大赛技术文件审评1. 引言第四届全国智能制造应用技术技能大赛技术文件,涵盖了国内智能制造领域最新的技术和应用实践。
本次比赛旨在推动智能制造技术的创新和应用,促进产学研深度融合,培育高素质的智能制造技术人才。
本文将对该技术文件进行全面评估,帮助读者深入了解其中的内容和意义。
2. 技术文件内容概述第四届全国智能制造应用技术技能大赛技术文件囊括了智能制造领域的多个重要方面,包括物联网技术、大数据分析、人工智能、工业机器人等。
其中,物联网技术作为智能制造的重要支撑,被广泛应用于工业生产中,实现了设备之间的互联互通和数据共享。
大数据分析则可以为企业提供决策支持和生产优化建议。
人工智能和工业机器人的发展则进一步提升了生产效率和产品质量。
3. 专业领域深度评估3.1 物联网技术在技术文件中,物联网技术被归为智能制造的基础支撑技术之一。
物联网技术的应用使得生产设备可以实现远程监控和智能运行,从而提高了生产效率和设备利用率。
通过物联网技术,企业可以实现对生产过程的实时监测和控制,进一步提升了生产线的灵活性和适应性。
3.2 大数据分析大数据分析在智能制造中也扮演着重要的角色。
技术文件中对大数据的采集、存储、处理和分析进行了详细的要求和说明。
通过对生产过程中的海量数据进行分析,企业可以发现潜在的生产问题并进行预测性维护,降低了生产过程的故障率和维修成本。
3.3 人工智能与工业机器人技术文件中对人工智能和工业机器人的应用也进行了充分的探讨。
人工智能技术在智能制造中可用于生产过程的优化调度和质量控制,提升了生产效率和产品质量。
工业机器人的应用使得生产线可以自动完成重复性操作,减轻了人力劳动强度,同时提高了生产的一致性和精度。
4. 总结与回顾在本次评估中,我们对第四届全国智能制造应用技术技能大赛技术文件进行了全面的分析和评估。
我们从物联网技术、大数据分析、人工智能和工业机器人等多个方面深入探讨了其中的内容和意义。
山西省职业技能大赛机电一体化项目技术文件

⼭西省职业技能⼤赛机电⼀体化项⽬技术⽂件第46届世界技能⼤赛⼭西省第⼆轮选拔赛机电⼀体化项⽬技术⽂件第 46 届世界技能⼤赛⼭西省选拔赛组委会2020 年4⽉⽬录1. 本项⽬的技术描述 (2)1.1 竞赛项⽬名称 (2)1.2 技术描述 (2)2. 选⼿的能⼒要求 (2)3. 竞赛项⽬ (3)3.1 竞赛任务模块 (3)3.2 任务简述及要求 (3)任务⼀:供料单元,搬运单元安装、编程、调试及运⾏ (3)任务⼆:⽣产线组装、编程、调试及运⾏ (4)4. 命题⽅式 (4)4.1 竞赛试题 (4)5. 评分标准 (4)5.1 评分项⽬ (4)5.2 评分标准 (4)5.3 评分表细则 (4)6. 竞赛的基础设施 (5)6.1 硬件设备要求 (5)6.2 赛场提供的设备 (5)6.3 竞赛前的设备准备 (8)6.4 每个⽐赛⼯位所需设施 (8)6.5 竞赛⽤⼯具仪器 (8)7. 竞赛的场地 (9)7.1 场地⾯积要求 (9)7.2 场地照明要求 (9)7.3 场地消防和逃⽣要求 (9)7.4 场地布局 (9)8. 竞赛安全要求 (9)8.1 选⼿安全防护措施要求 (9)8.2 有毒有害物品的管理和限制 (10)8.3 医疗设备和措施 (11)9. 开放现场的要求 (11)10. 绿⾊环保 (11)10.1 环境保护 (11)10.2 循环利⽤ (11)11. 补充说明 (11)1.本项⽬的技术描述1.1竞赛项⽬名称竞赛项⽬名称:机电⼀体化1.2技术描述机电⼀体化技术涉及机械、电⼦、⽓动技术和计算机技术。
机电⼀体化竞赛项⽬集机械、⽓压⼯程、PLC 编程、机器⼈技术及系统开发等应⽤技能于⼀体。
机电⼀体化技术⼈员能满⾜⾃动化⾏业的各种需求,能搭建⼯业⾃动化系统,能够设计、制造、维护和修理⾃动化设备及对设备控制系统编程。
2.选⼿的能⼒要求要求参赛选⼿:⑴1996年1 ⽉1 ⽇以后出⽣;⑵思想品德优秀,⾝⼼健康;⑶具有机电⼀体化项⽬及相关专业技能培训经历,熟悉机电⼀体化及相关技术,热爱机电⼀体化职业⼯作;⑷具备扎实的基本功,技能⽔平突出,具有较强的学习领悟能⼒、良好的⾝体素质、⼼理素质及应变能⼒等的综合素质;⑸有⼀定英语基础并且能看懂简单英⽂技术资料;⑹男、⼥选⼿裸眼视⼒或矫正视⼒应达到 4.6 以上。
技能比赛方案模板(通用8篇)

技能比赛方案模板技能比赛方案模板(通用8篇)技能比赛方案模板要怎么写,才更标准规范?根据多年的文秘写作经验,参考优秀的技能比赛方案模板样本能让你事半功倍,下面分享【技能比赛方案模板(通用8篇)】,供你选择借鉴。
技能比赛方案模板篇1一、活动主题:实践专业理想,追求卓越人生。
二、活动目的:通过举办一系列技术能力的竞赛,达到检测与提高秘书专业学生专业技能的目的,同时也让韩园学子走近秘书协会,了解秘书专业。
三、活动时间:______年4月16日—______年5月15日四、活动地点:_________师范学院五、参赛对象:中文系各级中英文秘书专业学生六、活动概要:本次技能竞赛系列活动将以开办讲座为主体,通过策划、筹备、执行及总结四部分技能的比赛,展现秘书在一个活动前后的工作流程。
七、活动内容:n系列活动项目:<一>、技能竞赛系列之一:策划书比赛时间:______年4月16日地点:无限定形式:通过培训以后,各参赛选手按照主办方所给的主题自行拟定一份策划书参赛,参赛作品以文字版和电子版两种形式各一份,在规定时间上交本协会学术部统计,抄袭者取消参赛资格。
奖项:设有一、二、三等奖分别为1名、2名、3名。
奖品:预设为奖状预算:后勤支出50元左右<二>、技能竞赛系列之二:会务操作比赛时间:______年4月19、20日地点:户外形式:参赛人员根据主办方给的主题拟写一份策划书并按照策划书内容展开筹备工作,本协会将提供人员进行配合,整个筹备过程将以dv形式录制下来,届时由我专业老师根据筹备的合理性和细致性及周密性进行评比。
奖项:设有一、二、三等奖分别为1名、2名、3名,最佳应变奖1名,最佳思维奖1名;奖品:详细待定。
预算:设备支出以及奖品支出预计350元。
<三>、技能竞赛系列之三:大学生应聘心理及技巧知识讲座时间:______年4月24日晚上主讲人:中文系党总支_________书记主题:追求卓越人生,从应聘开始活动目的:通过讲座,加深大学生对当今社会就业形势的了解,为大家提供应聘技巧和方法,指导大家日后求职成功应聘。
2020年全国行业职业技能竞赛计划安排【模板】

13
全国供销合作总社
职业技能竞赛
中华全国供销合作总社职业技能
鉴定指导中心
中国就业培训技术指导中心
评茶员
咖啡师
纤维检验员
茶叶加工工
12月
14
第十八届全国机械行业
职业技能竞赛
中国机械工业联合会
中国就业培训技术指导中心
中国机械冶金建材工会全国委员会
汽车焊装生产线操作工 (汽车智能焊装)
仪器仪表制造工
汽车装调工(载货汽车)
贵金属首饰制作工
贵金属首饰与宝玉石检测员(钻石)
11月
4
第八届全国水利行业
职业技能竞赛
水利部人事司
中国就业培训技术指导中心
中国农林水利气象工会全国委员会
灌排泵站运行工
11月
5
第二届全国卫生健康行业
职业技能竞赛
国家卫生健康委人才交流服务中心
中国就业培训技术指导中心
助听器验配师
10月
6
全国市场监管系统
职业技能竞赛
中国就业培训技术指导中心
信息通信网络运行管理员
信息通信网络终端维修员
计算机及外部设备装配调试员
11月
2
第十届全国民政行业
职业技能竞赛
民政部职业技能鉴定指导中心
中国就业培训技术指导中心
公墓管理员
10月
3
全国珠宝制作
职业技能竞赛
自然资源部珠宝玉石首饰管理中心
中国就业培训技术指导中心
自然资源部职业技能鉴定指导中心
9月
21
第三届全国自行车
与电动自行车装配
职业技能竞赛
中国轻工业联合会
中国自行车协会
中国就业培训技术指导中心
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山西省第四届数控技能大赛技术文件第四届全省数控技能大赛组委会目录(一)数控车工技术文件(学生组) (2)(二)数控车工技术文件(职工、教师组) (16)(三)数控铣工技术文件(学生组) (30)(四)数控铣工技术文件(职工、教师组) (44)(五)加工中心操作工技术文件(学生组) (58)(六)加工中心操作工技术文件(职工、教师组) (72)(七)加工中心操作工五轴技术文件 (86)数控车工技术文件(学生组)目录1、理论知识、软件应用复习指导 (4)2、技能操作竞赛说明 (6)3、安全操作规程 (7)4、操作项目备料图 (9)5、操作项目样图 (10)6、操作项目评分表 (11)7、赛场设备、刀具、附具清单表 (13)8、自备器具清单表 (14)9、数控车床技术参数 (15)理论知识、软件应用复习指导一、竞赛范围理论知识竞赛范围包括《国家职业标准》中级工及以下所有低级别要求的理论知识和相关知识。
二、考试内容、比重、类型(一)、试题内容:1、机械加工基础理论知识2、数控机床及编程基础知识3、机械加工基础知识4、职业道德、文明生产、质量管理、法律法规知识5、CAD/CAM,数控加工仿真软件使用(二)、比重:理论知识考试满分100分,占总成绩20%;软件使用CAD/CAM 满分100分,占总成绩10%;软件使用数控加工仿真满分100分,占总成绩10%。
(三)、理论试题类型:理论考试采用闭卷笔试,试题类型包括单项选择题、多项选择题、判断题。
三、考试时间:理论考试120分钟,软件使用180分钟。
四、复习参考资料:1、中国就业培训技术指导中心组织编写.国家职业资格培训教程《数控车工》(中级). 中国劳动社会保障出版社. 2008版2、劳动和社会保障部教材办公室组织编写《数控加工基础》.中国劳动社会保障出版社. 2007版3、国家职业资格培训教材编审委员会编《数控车工》(中级)北京. 机械工业出版社. 2009版4、山西省职业资格鉴定考核复习资料《数控车工》山西省职业技能鉴定中心. 2009五、软件使用:CAD/CAM软件由大赛组委会推荐使用CAXA软件,包括零件的几何造型、刀具轨迹的生成、后置处理及代码生成。
数控加工仿真使用VNUC软件,包括加工过程仿真、程序验证、干涉检查、质量检测、工艺优化。
选手也可自带其他正版软件参加比赛(必须提前10天向组委会提供)。
技能操作竞赛说明一、赛件名称:轴套(见操作项目图纸)二、竞赛形式:竞赛采取单人形式,现场编程。
三、考核内容、评分说明:技能操作成绩满分100分,占总成绩60%。
考试时间240分钟。
评分说明1、符合图纸特征要求,每项、处可得分;否则不得分。
2、尺寸达公差要求,每项、处可得分;超差按评分标准扣分。
3、粗糙度符合要求,每项、处可得分;否则不得分。
4、正确执行安全操作规程,对违反安全操作规程者,视具体情况扣 0~5分。
5、机床与工件、夹具,刀具与机床、工件、夹具等发生碰撞者,终止比赛。
6、定额工时为4小时。
(不包括清理机床时间)7、形位公差符合精度要求,每项、处可得分;超差按评分标准扣分8、未尽事宜由现场裁判裁决。
数控车工安全操作规程1、为保证比赛的顺利进行,所有选手统一着工装、戴工作帽,选手须穿防滑皮鞋、严禁戴手套操作机床。
女生不准穿高跟鞋,短裤,头发必须盘入帽内。
2、开机前,先检查机床加工区内有无杂物,防止与机床发生干涉。
检查机器各部位是否正常,尤其要检查设备的安全防护装置、信号装置是否安全可靠,仪器仪表是否有异常。
3、操作者应根据机床“使用说明书”的要求、熟悉机床的性能和结构,禁止超性能使用,并给相关部位加油润滑。
4、机床开机时遵守先回零、手动、点动、自动的原则。
5、操作机床必须遵守数控机床加工工艺规程。
6、工、夹、量具放在指定地点,摆放整齐并安排有序。
7、等待系统检测完毕后松开操作面板上的急停操作按钮,依次按下操作面板上的标准复位键和机床生产厂家定义的复位键(RESET)。
8、依次执行Z轴、X轴回参考点步骤,以建立机床坐标;在机床各轴回参考点的过程中确保机床不会发生动作干涉与碰撞现象。
9、在执行零件加工程序前校验调用的零件程序及所使用的刀具参数和工件坐标系数据是否与被加工零件相符,无误后方可进行零件加工。
11、工作中不许用手拉铁屑,只可用铁屑钩。
不准在卡盘上,顶尖间敲打、校直、修正工件。
12、在机床停机前将机床的X、Z两个直线坐标轴停放在机床各自的合适位置。
主轴停止转动前,必须先停止进刀。
13、按关机顺序关闭机床电源,清扫铁屑,清理机床工作台、保证工作现场整洁。
14、机床附件和刃具、刀具应妥善保管,保持数量的完整。
15、机床总电源关闭之后至少应等待5分钟之后方可进行第二次通电操作,特别注意停机之后不要马上触摸机床的任何带电部位。
操作项目备料图操作项目样图数控车工操作项目评分表(学生组)数控车工赛场设备、刀具、附具清单表数控车工自备器具清单表(考生自备)数控车床技术参数数控车床:CTK6150V数控系统配置:FANUC0i Mate-TC (变频无级自动三档变速20~2000r/min、立式四工位、三硬爪卡盘、刀杆截面25×25、主轴通孔直径Φ70mm、最大工件长度750mm、X/Z坐标快移速度4/8。
主电机功率11KW、X/Z 轴重复定位精度0.012/0.016、刀架转位重复定位精度0.01)SIEMENS 802D (变频无级自动三档变速20~2000r/min、立式四工位、三硬爪卡盘、刀杆截面25×25、主轴通孔直径Φ70mm、最大工件长度750mm、X/Z坐标快移速度4/8。
主电机功率11KW、X/Z轴重复定位精度0.012/0.016、刀架转位重复定位精度0.01)数控车工技术文件(职工、教师组)目录1、理论知识、软件应用复习指导 (18)2、技能操作竞赛说明 (20)3、安全操作规程 (21)4、操作项目备料图 (23)5、操作项目样图 (24)6、操作项目评分表 (25)7、赛场设备、刀具、附具清单表 (27)8、自备器具清单表 (28)9、数控车床技术参数 (29)理论知识、软件应用复习指导一、竞赛范围理论知识竞赛范围包括《国家职业标准》高级工及以下所有低级别要求的理论知识和相关知识。
二、考试内容、比重、类型(一)、试题内容:1、机械加工基础理论知识2、数控机床及编程基础知识3、机械加工基础知识4、职业道德、文明生产、质量管理、法律法规知识5、CAD/CAM,数控加工仿真软件使用(二)、比重:理论知识考试满分100分,占总成绩20%;软件使用CAD/CAM 满分100分,占总成绩10%;软件使用数控加工仿真满分100分,占总成绩10%。
(三)、理论试题类型:理论考试采用闭卷笔试,试题类型包括单项选择题、多项选择题、判断题。
三、考试时间:理论考试120分钟,软件使用180分钟四、复习参考资料:1、中国就业培训技术指导中心组织编写.国家职业资格培训教程《数控车工》(中级、高级). 中国劳动社会保障出版社. 2008版2、劳动和社会保障部教材办公室组织编写《数控加工基础》.中国劳动社会保障出版社. 2007版3、国家职业资格培训教材编审委员会编《数控车工》(中级、高级)北京. 机械工业出版社. 2009版4、山西省职业资格鉴定考核复习资料《数控车工》山西省职业技能鉴定中心. 2009五、软件使用:CAD/CAM软件由大赛组委会推荐使用CAXA软件,包括零件的几何造型、刀具轨迹的生成、后置处理及代码生成。
数控加工仿真使用VNUC软件,包括加工过程仿真、程序验证、干涉检查、质量检测、工艺优化。
选手也可自带其他正版软件参加比赛(必须提前10天向组委会提供)。
技能操作竞赛说明一、赛件名称:椭圆螺杆套(见操作项目图纸)二、竞赛形式:竞赛采取单人形式,现场编程。
三、考核内容、评分说明:技能操作成绩满分100分,占总成绩60%。
考试时间240分钟。
评分说明1、符合图纸特征要求,每项、处可得分;否则不得分。
2、尺寸达公差要求,每项、处可得分;超差按评分标准扣分。
3、粗糙度符合要求,每项、处可得分;否则不得分。
4、正确执行安全操作规程,对违反安全操作规程者,视具体情况扣 0~5分。
5、机床与工件、夹具,刀具与机床、工件、夹具等发生碰撞者,终止比赛。
6、定额工时为4小时。
(不包括清理机床时间)7、形位公差符合精度要求,每项、处可得分;超差按评分标准扣分8、未尽事宜由现场裁判裁决。
数控车工安全操作规程1、为保证比赛的顺利进行,所有选手统一着工装、戴工作帽,选手须穿防滑皮鞋、严禁戴手套操作机床。
女工不准穿高跟鞋,短裤,头发必须盘入帽内。
2、开机前,先检查机床加工区内有无杂物,防止与机床发生干涉。
检查机器各部位是否正常,尤其要检查设备的安全防护装置、信号装置是否安全可靠,仪器仪表是否有异常。
3、操作者应根据机床“使用说明书”的要求、熟悉机床的性能和结构,禁止超性能使用,并给相关部位加油润滑。
4、机床开机时遵守先回零、手动、点动、自动的原则。
5、操作机床必须遵守数控机床加工工艺规程。
6、工、夹、量具放在指定地点,摆放整齐并安排有序。
7、等待系统检测完毕后松开操作面板上的急停操作按钮,依次按下操作面板上的标准复位键和机床生产厂家定义的复位键(RESET)。
8、依次执行Z轴、X轴回参考点步骤,以建立机床坐标;在机床各轴回参考点的过程中确保机床不会发生动作干涉与碰撞现象。
9、在执行零件加工程序前校验调用的零件程序及所使用的刀具参数和工件坐标系数据是否与被加工零件相符,无误后方可进行零件加工。
11、工作中不许用手拉铁屑,只可用铁屑钩。
不准在卡盘上,顶尖间敲打、校直、修正工件。
12、在机床停机前将机床的X、Z两个直线坐标轴停放在机床各自的合适位置。
主轴停止转动前,必须先停止进刀。
13、按关机顺序关闭机床电源,清扫铁屑,清理机床工作台、保证工作现场整洁。
14、机床附件和刃具、刀具应妥善保管,保持数量的完整。
15、机床总电源关闭之后至少应等待5分钟之后方可进行第二次通电操作,特别注意停机之后不要马上触摸机床的任何带电部位。
操作项目备料图操作项目样图数控车工技能考核评分记录表(职工组、教师组)数控车工赛场设备、刀具、附具清单表数控车工自备器具清单表(考生自备)数控车床技术参数数控车床:CTK6150V数控系统配置:FANUC0i Mate-TC (变频无级自动三档变速20~2000r/min、立式四工位、三硬爪卡盘、刀杆截面25×25、主轴通孔直径Φ70mm、最大工件长度750mm、X/Z坐标快移速度4/8。
主电机功率11KW、X/Z 轴重复定位精度0.012/0.016、刀架转位重复定位精度0.01)SIEMENS 802D (变频无级自动三档变速20~2000r/min、立式四工位、三硬爪卡盘、刀杆截面25×25、主轴通孔直径Φ70mm、最大工件长度750mm、X/Z坐标快移速度4/8。