冲压件外观通用检验规范
冲压件外观检验标准

冲压件外观检验标准冲压件作为机械制造中常见的零部件,其外观质量直接关系到产品的整体质量和美观度。
因此,制定并执行合理的冲压件外观检验标准对于保证产品质量具有重要意义。
本文将就冲压件外观检验标准进行详细阐述,以期为相关行业提供参考。
首先,冲压件外观检验标准应包括以下内容:1. 表面缺陷,包括但不限于划痕、凹陷、氧化、锈蚀等,应明确规定各类表面缺陷的允许范围和标准。
2. 尺寸偏差,冲压件的尺寸偏差直接影响其在装配过程中的匹配性,因此应对尺寸偏差进行详细规定,并确保符合相关标准。
3. 表面处理,对于需要进行表面处理的冲压件,如喷涂、镀层等,应明确规定其表面处理的均匀度、附着力等标准。
其次,冲压件外观检验标准的制定应遵循以下原则:1. 合理性原则,冲压件外观检验标准应既能保证产品质量,又要尽量减少不必要的成本和浪费,因此应在合理范围内制定标准。
2. 实用性原则,冲压件外观检验标准应具有可操作性和实用性,便于生产现场的操作人员进行检验和判定。
3. 统一性原则,针对同一类冲压件,应统一外观检验标准,避免因标准不统一而导致的混乱和误判。
最后,冲压件外观检验标准的执行应注意以下事项:1. 培训,对生产现场的操作人员进行冲压件外观检验标准的培训,使其能够准确理解和执行标准。
2. 检验设备,配备符合要求的检验设备,确保冲压件外观检验的准确性和可靠性。
3. 记录和反馈,对冲压件外观检验结果进行记录,并及时反馈给相关部门,以便进行后续的质量改进和控制。
综上所述,冲压件外观检验标准的制定和执行对于保证产品质量和提高生产效率具有重要意义。
希望本文所述内容能够为相关行业提供参考,促进冲压件外观检验标准的不断完善和提高。
冲压件外观封样标准
冲压件外观封样标准一、引言冲压件是一种常见的工程零件,广泛应用于汽车、家电、机械设备等领域。
冲压件的外观封样标准是保证产品质量的重要环节,通过规范的封样标准,可以确保冲压件在外观方面符合设计要求,提高产品的美观度和整体品质。
二、冲压件外观封样标准的目的和意义1. 确保产品质量:通过外观封样标准,可以确保冲压件在外观方面符合设计要求,避免出现缺陷和不合格品。
2. 提高产品美观度:冲压件是产品的外观部分,外观封样标准的制定可以提高冲压件的外观质量,使产品更加美观。
3. 提高产品品质:冲压件的外观封样标准不仅包括外观缺陷的判定,还包括表面处理和防腐处理等要求,可以提高产品的整体品质。
三、冲压件外观封样标准的内容1. 表面缺陷:冲压件的表面缺陷包括划痕、气泡、凹凸等,标准应明确规定缺陷的大小、数量和位置要求,以及允许的缺陷程度。
2. 表面处理:冲压件的表面处理包括镀锌、喷涂等,标准应明确规定表面处理的方法、材料和质量要求。
3. 封样方式:冲压件的封样方式可以采用样品、照片或图纸等形式,标准应明确规定封样方式的要求。
4. 防腐处理:冲压件在使用过程中容易受到腐蚀,标准应明确规定防腐处理的方法和要求。
5. 尺寸要求:冲压件的尺寸要求包括长度、宽度、厚度等,标准应明确规定尺寸的允许偏差范围。
6. 表面光洁度:冲压件的表面光洁度对产品的整体质量有重要影响,标准应明确规定表面光洁度的要求。
7. 表面硬度:冲压件的表面硬度直接影响产品的使用寿命,标准应明确规定表面硬度的要求。
8. 标识要求:冲压件应有清晰的标识,标准应明确规定标识的位置、内容和要求。
四、冲压件外观封样标准的执行和检验1. 标准的执行:冲压件外观封样标准应由相关部门制定并执行,生产过程中要严格按照标准要求进行操作。
2. 检验方法:冲压件的外观封样标准的检验可以采用目测、测量仪器等方法,确保产品符合标准要求。
3. 检验频率:冲压件外观封样标准的检验频率应根据产品的特性和使用环境确定,确保产品质量的稳定性和可靠性。
冲压件检验规范标准.docx
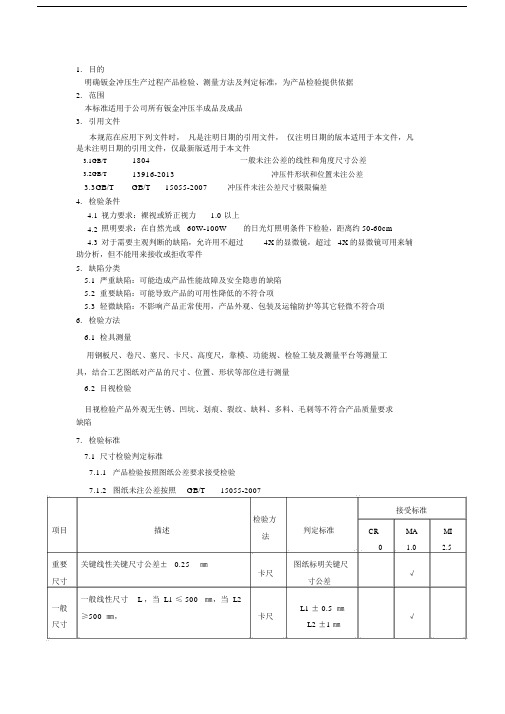
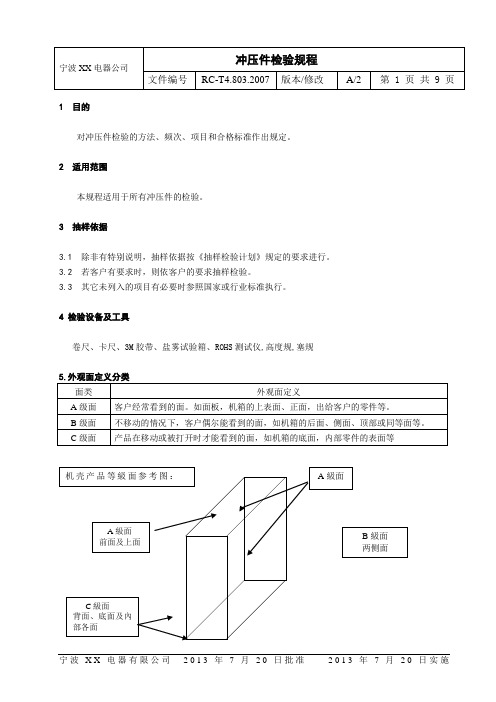
1. 目的明确钣金冲压生产过程产品检验、测量方法及判定标准,为产品检验提供依据2. 范围本标准适用于公司所有钣金冲压半成品及成品 3. 引用文件本规范在应用下列文件时, 凡是注明日期的引用文件, 仅注明日期的版本适用于本文件,凡是未注明日期的引用文件,仅最新版适用于本文件1804一般未注公差的线性和角度尺寸公差13916-2013 冲压件形状和位置未注公差3.3GB/T GB/T15055-2007冲压件未注公差尺寸极限偏差4. 检验条件4.1 视力要求:裸视或矫正视力 1.0 以上4.2 照明要求:在自然光或 60W-100W的日光灯照明条件下检验,距离约50-60cm4.3 对于需要主观判断的缺陷,允许用不超过 4X 的显微镜,超过 4X 的显微镜可用来辅助分析,但不能用来接收或拒收零件 5. 缺陷分类5.1 严重缺陷:可能造成产品性能故障及安全隐患的缺陷 5.2 重要缺陷:可能导致产品的可用性降低的不符合项5.3 轻微缺陷:不影响产品正常使用,产品外观、包装及运输防护等其它轻微不符合项6. 检验方法6.1 检具测量用钢板尺、卷尺、塞尺、卡尺、高度尺,靠模、功能规、检验工装及测量平台等测量工具,结合工艺图纸对产品的尺寸、位置、形状等部位进行测量6.2 目视检验目视检验产品外观无生锈、凹坑、划痕、裂纹、缺料、多料、毛刺等不符合产品质量要求缺陷7. 检验标准7.1 尺寸检验判定标准7.1.1 产品检验按照图纸公差要求接受检验7.1.2 图纸未注公差按照GB/T 15055-2007检验方接受标准项目描述判定标准法CRMA MI0 1.02.5重要关键线性关键尺寸公差± 0.25㎜图纸标明关键尺尺寸卡尺寸公差√一般 一般线性尺寸L ,当 L1 ≤ 500 ㎜,当 L2L1 ± 0.5 ㎜≥500 ㎜, 卡尺√尺寸L2 ±1 ㎜3.2GB/T3.1GB/T装配孔一般过孔形状位置方料长宽尺寸轮廓扭曲变形孔径尺寸 D1 ≤ 30㎜D1 ﹢ 0.3㎜孔径尺寸 D2 ≥ 30㎜卡尺位置度D2 ﹢ 0.5㎜√功能规± 0.25 ㎜孔径尺寸 D1 ≤ 30㎜D1 ﹢ 0.5㎜孔径尺寸 D2 ≥ 30㎜卡尺位置度D2 ﹢ 1 ㎜√功能规±0.5㎜冲压件形状位置未注公差参考 GB/T满足装配检具适13916-2013检具√用性1 :切板方料长度尺寸 L ± 0.5卡尺㎜√卷尺2: 开料对角线尺寸偏差≤ 0.5 ㎜1 :前壳成型后扭曲变形量≤ 2卡尺㎜√塞尺 2 :后壳成型后扭曲变形量≤ 1㎜1: 厚度 3.0 ㎜板料后壳打点高度后壳0.3-0.5 ㎜凸点卡尺√2 :厚度 4.0㎜高度板料后壳打点高度 1.3 ± 0.1㎜1 :焊缝目视检直缝验标准点打点深焊检度 0.3-0.5㎜验参卡尺√2 :计算方法,考点大点深度约等于深度1/2直径翻孔不均匀高度尺寸不符合图纸要求1 :翻孔净高度翻孔3+1 ㎜翻边卡尺√2 :端盖翻边高高度度 h ±0.5㎜7.2 外观检验判定标准检验方接受标准项目描述判定标准MA MI法CR01.02.5锈蚀是冲压件长期存放或者存放不当导致对产品功能、强度、耐疲劳度产生影响。
冲压件外观缺陷及检验标准

冲压件外观缺陷及检验标准(ISO9001-2015)1.0 目的本标准旨在明确制造过程中对各种冲压件外观质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。
2.0 范围本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。
3.0 术语3.1 关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。
将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。
3.2 固有缺陷针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工艺上无法彻底整改的缺陷。
制造过程对这些缺陷进行固化和稳定。
4、冲压件质量检验标准制定原则一个车身上的冲压件繁多,但每个冲压件的质量要求是不一样的。
为了在提高整车质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产的综合效能。
因次,制定冲压件的质量检验标准需要结合生产工艺技术条件和车身的使用性能等要求,对不同类别的冲压件制定相应的质量标准。
4.1 根据冲压件在车身上功能尺寸等作用分为:关键件和非关键件。
4.2 根据冲压件在车身上的位置不同及客户的可视程度分为:A 、B 、C、D 四个区域。
4.3 根据冲压件上孔在车身装配及工艺要求分为:一般孔、定位孔、装配孔。
4.4 根据冲压件上料边在车身焊接、压合等工艺要求分为:一般料边、压合料边、焊接料边。
5.0 冲压件在整车上分区定义5.1 (A 区)车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以上部位,不包括当车身前后风挡玻璃上边缘的顶盖和天窗区域。
5.2 (B 区)车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以下部位。
车身前后风挡玻璃上边缘的顶盖和天窗区域。
5.3 (C 区)打开车门上车时能看到的部位;坐在司机或乘客座位上,关上车门后能看得见的部位;车身发动机盖、行李盖打开后看得见区域;天窗窗框,油箱加注孔入口等其他区域。
冲压件表面检验标准
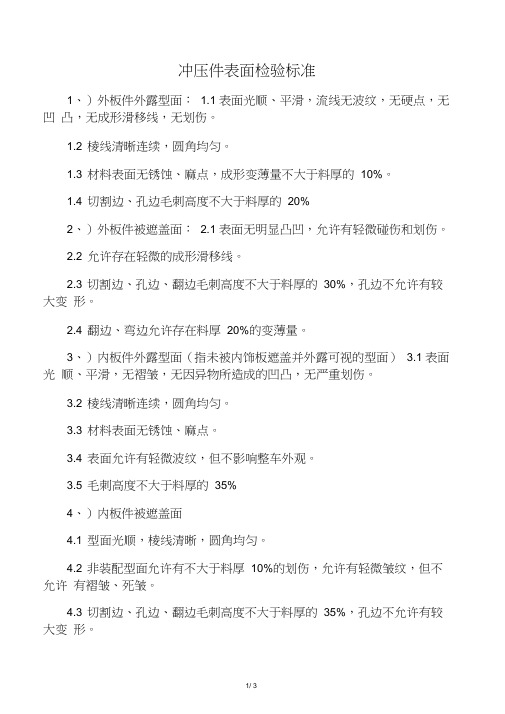
冲压件表面检验标准1、)外板件外露型面: 1.1 表面光顺、平滑,流线无波纹,无硬点,无凹凸,无成形滑移线,无划伤。
1.2 棱线清晰连续,圆角均匀。
1.3 材料表面无锈蚀、麻点,成形变薄量不大于料厚的10%。
1.4 切割边、孔边毛刺高度不大于料厚的20%2、)外板件被遮盖面: 2.1 表面无明显凸凹,允许有轻微碰伤和划伤。
2.2 允许存在轻微的成形滑移线。
2.3 切割边、孔边、翻边毛刺高度不大于料厚的30%,孔边不允许有较大变形。
2.4 翻边、弯边允许存在料厚20%的变薄量。
3、)内板件外露型面(指未被内饰板遮盖并外露可视的型面) 3.1 表面光顺、平滑,无褶皱,无因异物所造成的凹凸,无严重划伤。
3.2 棱线清晰连续,圆角均匀。
3.3 材料表面无锈蚀、麻点。
3.4 表面允许有轻微波纹,但不影响整车外观。
3.5 毛刺高度不大于料厚的35%4、)内板件被遮盖面4.1 型面光顺,棱线清晰,圆角均匀。
4.2 非装配型面允许有不大于料厚10%的划伤,允许有轻微皱纹,但不允许有褶皱、死皱。
4.3 切割边、孔边、翻边毛刺高度不大于料厚的35%,孔边不允许有较大变形。
4.4 材料成型变薄量不大于料厚的15%。
5、)结构件(料厚在 1.0mm 以上内板件、加强件、加强梁等)装配面5.1 型面平整,圆角清晰,局部允许有不影响焊接的轻微波纹。
5.2 螺母孔周边不允许变形。
5.3 切边、弯边、翻边、孔周边不允许有较大变形,毛刺高度不大于料厚的35%5.4 材料成型变薄量不大于料厚的20%。
6、)结构件(料厚在 1.0mm 以上内板件、加强件、加强梁等)非装配型面6.1 局部型面允许有不大于料厚20%的拉痕、拉伤等成型痕迹。
6.2 局部型面允许有较轻波纹和皱纹,但不允许有褶皱、死皱6.3 材料成型变薄量不大于料厚的20%6.4 切边、弯边、翻边、孔周边毛刺高度不大于料厚的40%,孔边不允许有较大变形。
7、质量问题描述及处理方法:1、)毛刺(用角磨机打磨修边有毛刺处)2、)拉毛(用抛光机打磨拉毛处,如拉毛严重,可先用角磨机打磨)3、)高点(较高的高点线用锤击修整,再用专用工具刮平,最后用抛光机抛光;小高点用专用工具刮平,再用抛光机抛光。
冲压件检查标准
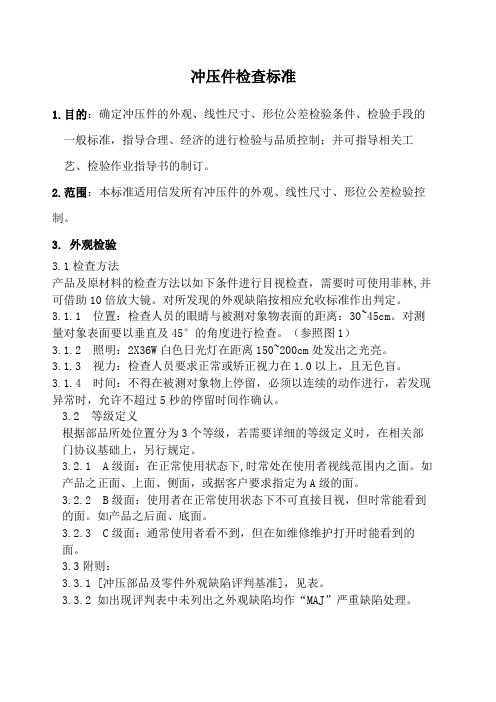
冲压件检查标准1.目的:确定冲压件的外观、线性尺寸、形位公差检验条件、检验手段的一般标准,指导合理、经济的进行检验与品质控制;并可指导相关工艺、检验作业指导书的制订。
2.范围:本标准适用信发所有冲压件的外观、线性尺寸、形位公差检验控制。
3. 外观检验3.1检查方法产品及原材料的检查方法以如下条件进行目视检查,需要时可使用菲林,并可借助10倍放大镜。
对所发现的外观缺陷按相应允收标准作出判定。
3.1.1 位置:检查人员的眼睛与被测对象物表面的距离:30~45cm。
对测量对象表面要以垂直及45°的角度进行检查。
(参照图1)3.1.2 照明:2X36W白色日光灯在距离150~200cm处发出之光亮。
3.1.3 视力:检查人员要求正常或矫正视力在1.0以上,且无色盲。
3.1.4 时间:不得在被测对象物上停留,必须以连续的动作进行,若发现异常时,允许不超过5秒的停留时间作确认。
3.2 等级定义根据部品所处位置分为3个等级,若需要详细的等级定义时,在相关部门协议基础上,另行规定。
3.2.1 A级面:在正常使用状态下,时常处在使用者视线范围内之面。
如产品之正面、上面、侧面,或据客户要求指定为A级的面。
3.2.2 B级面:使用者在正常使用状态下不可直接目视,但时常能看到的面。
如产品之后面、底面。
3.2.3 C级面:通常使用者看不到,但在如维修维护打开时能看到的面。
3.3附则:3.3.1 [冲压部品及零件外观缺陷评判基准],见表。
3.3.2 如出现评判表中未列出之外观缺陷均作“MAJ”严重缺陷处理。
3.3.3 只靠外观基准书不能表现的缺陷,作出限度样本。
限度样本从制作到登录、管理方面参见[限度样本管理规定]。
3.4评判基准冲压部品及零件外观缺陷评判基准4.1.测定环境标准条件尺寸测定环境应满足环境温度20±8℃,相对温度50±15%,测定前部品应在此环境内静置适当时间,以保证部品检测条件符合标准要求。
冲压件通用检验标准规范

冲压件通用检验标准规范
冲压件是一种通过模具将金属板材变形制造而成的零件,广泛应用于汽车、电子、家电等领域。
为了确保冲压件质量,需要制定通用的检验标准规范。
首先,冲压件的外观质量是检验的重要指标之一。
外观质量包括表面光洁度、尺寸精度、形状几何等方面。
对于外表面有正常氧化膜、刮痕、嵌入物等缺陷的冲压件,可以进行抽检或全检。
尺寸精度和形状几何方面,可以通过量具、三坐标测量等工具进行检测。
其次,冲压件的物理性能也需要进行检验。
物理性能包括材料的力学性能、硬度等。
检验时可以采用拉伸试验、冲击试验、硬度测试等方法来进行。
这些测试可以确保冲压件在使用过程中具有足够的强度和耐性。
此外,冲压件的表面涂装也需要进行检验。
涂装的质量直接影响到冲压件的耐久性和美观度。
检验时可以对涂层的厚度、粘附力、耐腐蚀性等进行检测,以确保涂装符合要求。
最后,冲压件的功能性能也需要进行测试。
功能性能包括密封性能、连接性能等。
例如,汽车发动机密封件的密封性能可以通过对其进行耐压测试、水密封性测试等来检验。
总的来说,冲压件的通用检验标准规范应包括外观质量、物理性能、表面涂装和功能性能等方面的检验要求。
通过严格的检
验,可以确保冲压件质量稳定,满足产品的要求。
同时,制定统一的检验标准规范也有助于促进行业的发展和生产的规范化。
冲压件外观检验标准
硬物摩擦造成的划痕或有深度的划痕不允许没有深度的划痕一个产品允许1个轻划痕 缺少的面积印刷文字断线标准断线 宽度c c ≤0.1mm 45cm 目视距离不可分辨18印刷重影 二次印刷的整体错位不接受严重缺陷。
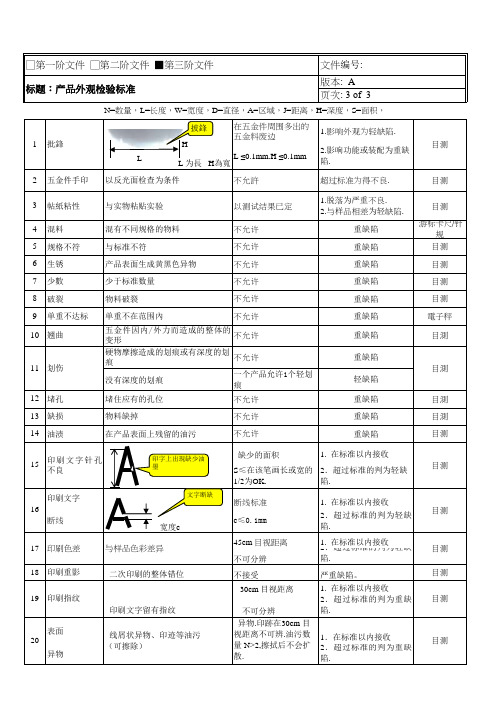
目测 30cm 目视距离不可分辨表面异物目测14油渍在产品表面上残留的油污不允许9单重不达标单重不在范围內不允许重缺陷電子秤13缺损物料缺掉不允许重缺陷目測重缺陷目测重缺陷目测重缺陷目测7少數少于标准数量不允许物料破裂不允许8破裂规格不符5与标准不符不允许6生锈产品表面生成黄黑色异物不允许 1.脱落为严重不良.2.与样品相差为轻缺陷.目测重缺陷 游标卡尺/针规重缺陷目测帖紙粘性与实物粘贴实验以测试结果已定4混料混有不同规格的物料不允许目测11划伤目測不允许重缺陷目測重缺陷轻缺陷2 2.影响功能或装配为重缺陷.12堵孔1批鋒超过标准为得不良.五金件手印以反光面检查为条件不允許3N=数量,L=长度,W=宽度,D=直径,A=区域,J=距离,H=深度,S=面积,10翘曲五金件因内/外力而造成的整体的变形在五金件周围多出的五金料废边 1.影响外观为轻缺陷.目测L 为長 H 為寬L ≤0.1mm.H ≤0.1mm 印刷文字针孔不良1. 在标准以内接收目测S ≤在该笔画长或宽的1/2为OK.2.超过标准的判为轻缺陷.堵住应有的孔位不允许重缺陷目測重缺陷161. 在标准以内接收目测2.超过标准的判为轻缺陷.152.超过标准的判为重缺陷.17印刷色差 1. 在标准以内接收目测2.超过标准的判为轻缺陷.与样品色彩差异20线屑状异物、印迹等油污(可擦除)异物.印跡在30cm 目视距离不可辨.油污数量 N>2,擦拭后不会扩散.1.在标准以内接收目测2.超过标准的判为重缺陷.□第一阶文件 □第二阶文件 ▓第三阶文件文件编号:标题:产品外观检验标准版本: A 页次: 3 of 3目测19印刷指纹印刷文字留有指纹1. 在标准以内接收披鋒LH印字上出現缺少油墨文字断缺。
常见冲压件检验标准
1 目的对冲压件检验的方法、频次、项目和合格标准作出规定。
2 适用范围本规程适用于所有冲压件的检验。
3 抽样依据3.1 除非有特别说明,抽样依据按《抽样检验计划》规定的要求进行。
3.2 若客户有要求时,则依客户的要求抽样检验。
3.3 其它未列入的项目有必要时参照国家或行业标准执行。
4 检验设备及工具,塞规卷尺、卡尺、3M胶带、盐雾试验箱、ROHS测试仪,高度规6 检验条件6.1所有检验均应在正常照明光源为40W荧光灯(相当于80-120LUX光照),裸眼或矫正视力在1.0以上,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼取正常观察角度±45º角内,距离300mm。
A级面在检测时应转动,以获得最大反光效果。
B级面和C级面在检测期间不必转动。
6.2 A级面停留15秒,B级面停留10秒,C级面停留5秒。
6.3抽验水准(AQL):不合格(缺陷)类别严重主要一般缺陷类别代码 A B CAQL 0 1.5 2.57 检查项目外观检查、结构尺寸检查、材质检查、特定试验(包括盐雾试验、附着力试验等)、包装检查。
8 判定条件8.1所有的机构、功能要求以图面为准,关于机构尺寸公差如图面未直接于尺寸后标注其公差,则本公司孔的尺寸公差以±0.10mm管制,其他尺寸以±0.20mm进行管制,除非客戶有更为严格或特別要求。
QE人員可视需要在SIP制定時缩小其公差,以利于生产管制,如丽辰公司供货商的产品有因SIP缩小公差管制的问题被判拒收,且可证实是丽辰公司事前未有通知厂商時,当批可以尽量吸收的原则协调处理,但供货商必须于下批改善。
8.2产品因为工艺的特性或设计结构的影响,而存在固有外观缺失(如冲压模具痕;电镀白斑、水紋,这类缺失通常以样品为基准進行判定,但其限度样品的建立需充分遵照本准则之要求,当未有建立样品時也可根据本标准進行判定。
8.3本指导准則已有定义而SIP另有规定的则以SIP之规格为准;本准则如与客戶标准有冲突時,以客戶之标准为准。
外观检验标准(冲压件)

(八)最新生效日期:2006。
09。
15第 1 页共2 页冲压制品检验规范检验项目检验要求判定标准检验判定Cr Maj Min OK起皱物件表面不能有明显的起皱现象①物件A级面,不能有起皱现象有起皱,但不明显,经后续加工可遮盖有起皱,但较明显,经后续加工不可遮盖②物件B、C级面,表面有起皱,但经后续加工可消除,可接受表面有起皱,但经后续加工可不消除破裂物件经冲压加工后,不能有破裂现象①物件表面及边沿在经冲压后不能有破裂②孔位边沿有破裂(除装饰孔以外的组装孔),组装后能遮盖组装后不能遮盖,但不影响产品结构和外观组装后不能遮盖,影响产品结构和外观③所有装饰孔不能有破裂现象披锋物件边沿、孔位,不能有锋利的尖角和披锋①物件断切面及边、孔,不能有明显披锋或组装后可遮盖②物件断切面披锋高≦0.1mm ,不伤手,不影响产品外观③物件断切面披锋高≦0.1mm ,且有尖角、伤手,不接受④断切面披锋高≦0.1mm ,不伤手,但影响产品外观⑤断切面披锋高≦0.1mm ,组装时影响产品装配,但可以组装不可以组装⑥物件冲孔位披锋,不影响产品装配及外观影响产品装配及外观⑦装饰孔或散热孔披锋(内部),如不影响装配及外观,披锋搞出0.15mm ,可接受如果影响产品组装(易伤手),则不接受缺料物件表面及边、角不能有任何缺料现象①物件表面及能触及的边角,不能有任何缺料现象②物件在加工过程中,如果有缺料,但经过后加工剪切后,可消除③物件内部缺料,不影响产品组装和外观可接受冲压痕物件表面及孔位边沿,不能有明显的冲压痕①物件表面不能有明显的冲压模痕及废料痕或模具拉痕②如果表面有冲压痕迹,在后续加工过程中可消除③物件表面冲压痕,在后续加工中不能消除拉痕物件表面不能有明显①物件表面不能有明显的拉伤、压伤痕(八)最新生效日期:2006。
09。
15第 2 页共2 页的拉、压痕②物件表面拉痕的长≦10mm ,宽≦0.1mm ,深≦0.05mm10mm<长≦20mm , 宽≦0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm ,0.05mm<深≦0.1mm③表面拉痕,在后续加工过程中可消除④表面拉痕,在后续加工过程中不能完全消除,或不可消除损伤物件表面及孔边不能有任何损伤①物件表面无任何损伤现象②物件表面损伤面积5mm²且较轻,可修复物件表面损伤面积5mm²且较重,不可修复物件表面损伤面积>5mm²,不可接受③孔位边沿损伤,在后续装配过程中可遮盖孔位边沿损伤,在后续装配过程中不可遮盖变形物件边口及表面、孔边不能有冲压变形现象①物件表面及边口变形明显,不能接受②物件表面及边口变形,在50cm 处观察不明显,可接受③孔位冲压变形,组装后可遮盖,不影响产品外观,可接受④孔位冲压变形,组装后不能遮盖,影响产品外观尺寸产品重要配合尺寸,满足设计要求①产品配合尺寸,符合设计要求②产品重要求尺寸,符合设计要求③产品配合尺寸,超过其最大公差值≦0.1mm,可接受产品配合尺寸,超过其最大公差值>0.1mm,,但不影响装配或后续作业产品配合尺寸,超过其最大公差值>0.1mm,,影响装配或后续作业④孔位尺寸,经实测值大于最大公差值,不影响产品外观、结构孔位尺寸,经实测值大于最大公差值,影响产品外观、结构⑤产品尺寸小于设计尺寸或孔位尺寸小于设计尺寸,影响产品组装或不能组装⑥孔位尺寸偏斜,组装后不影响整体外观和结构,可接受孔位尺寸偏斜,组装后影响整体外观和结构,不接受。
冲压件检查标准

冲压件检查标准1.目的:确定冲压件的外观、线性尺寸、形位公差检验条件、检验手段的一般标准,指导合理、经济的进行检验与品质控制;并可指导相关工艺、检验作业指导书的制订。
2.范围:本标准适用信发所有冲压件的外观、线性尺寸、形位公差检验控制。
3. 外观检验3.1检查方法产品及原材料的检查方法以如下条件进行目视检查,需要时可使用菲林,并可借助10倍放大镜。
对所发现的外观缺陷按相应允收标准作出判定。
3.1.1 位置:检查人员的眼睛与被测对象物表面的距离:30~45cm。
对测量对象表面要以垂直及45°的角度进行检查。
(参照图1)3.1.2 照明:2X36W白色日光灯在距离150~200cm处发出之光亮。
3.1.3 视力:检查人员要求正常或矫正视力在1.0以上,且无色盲。
3.1.4 时间:不得在被测对象物上停留,必须以连续的动作进行,若发现异常时,允许不超过5秒的停留时间作确认。
3.2 等级定义根据部品所处位置分为3个等级,若需要详细的等级定义时,在相关部门协议基础上,另行规定。
3.2.1 A级面:在正常使用状态下,时常处在使用者视线范围内之面。
如产品之正面、上面、侧面,或据客户要求指定为A级的面。
3.2.2 B级面:使用者在正常使用状态下不可直接目视,但时常能看到的面。
如产品之后面、底面。
3.2.3 C级面:通常使用者看不到,但在如维修维护打开时能看到的面。
3.3附则:3.3.1 [冲压部品及零件外观缺陷评判基准],见表。
3.3.2 如出现评判表中未列出之外观缺陷均作“MAJ”严重缺陷处理。
3.3.3 只靠外观基准书不能表现的缺陷,作出限度样本。
限度样本从制作到登录、管理方面参见[限度样本管理规定]。
3.4评判基准冲压部品及零件外观缺陷评判基准4.线性尺寸检验4.1.测定环境标准条件尺寸测定环境应满足环境温度20±8℃,相对温度50±15%,测定前部品应在此环境内静置适当时间,以保证部品检测条件符合标准要求。
冲压件通用检验规范.
冲压件通用检验规范杞社書農If卫町甲毗¥>肮年,**悻干尸二龄4f耳屠出厂於E|B耳徙即比谓1宅*1耳谓賣介“爵科止崛牺tttRiant *r埼打冲n*h料w«imJ.I 4 IMA*-/Mt1Mttjt±jra > ulJ[M *sf' WjfL^ift-«MM9tB<i LiirrvK■ I I " h Plurtfl E・iWl *-fflftl」耗T 代'畑.4. rtn h L HFUt.^ • « Hi % Cd ' Mk斤4: fl书尉「養■鼠412 4f| II I5-U4MW. i|, I I ? .*£ Wff :鼻叭沖a f」"产• 2 1 J冲ilHKI.執匸朗誓JL m 榔巧鼻14 «y Wfll 4 « -L内itlHI J i-■41 Tr|il^i4eirf 辭鼻|!册小h 'ntt M丰忡蛊尸・・・|4J 2 f—內1 I g *iT-t比CilE : I I*」」“."■ K_时畀诅打启4JL.i IHsti <i f■ fli t 卡f ifei^Vt- t =」曜料灯-!t^ ■ M T J-T I J I.43 rii 曲古WlHUli吐金叩K*!圧由円IU *l・U优廿理MUHlilh冲压件通用检验规范・舛<钝尺刿31介检•咒內・ii <-iw?rafKWAMi■•:内.■IM“:Attt HSF・B■旬F*«UI:ffW4人矗■农心力冷・k LWfl*tt ・CT・MJA火幺总<OLM4»・iti'# R nwdtt I I HMSK各*上内冋utMIVb,的IWM人0・&丰nio疋»Hb4;m /••HZ,・ LA 卜側・忘4.10 79•:4101 金・fflMlit K・m M. ■.4io? 1 ・叢m・& n4MU7H札的從K・4.KKS7«azna^WMSiJQAAr«・#KH«>・4,KU7«*h«l HL4IC17 iAAk^lLYm^e^A <Ui<lNm411 色iWlmtininfl.・小尤八■少・•鼻■■・良ewH・4«toz片“HWHA|T<fWf-Xr>^ li* II・ At>A«ll>■ 24 门・U食■令乂•山・n A・ Item I2i4I1M• •)■ f>k*・・・AtzsaiewI ・fU・5・“A .-.B it R«K^ 4UJ・(IL•命,!4・21rn> *"<H9«»«MAX4ii4e*AA4**.ii<m^ •・4ti>vicBt2* ・-ar.n<^«. «»•»CXVQA4i>aKaHMTA. dn^mn. nahSi 八■良^“上■您■taAl ♦冷(UlKNIi:< tt.l m IX. Ae€4v4>iH.VA・ MruiimM^X. H反K*兪。
1、冲压件外观检验通用规范最终版

冲压件外观质量检验标准
一、外观缺陷的名称及定义
1.开裂:冲压过程中局部产生超出材料强度极限的拉力,产生的裂纹。
2.缩颈(局部变薄):在冲压过程中零件局部发生显著收缩的现象。
3.凹、凸缺陷:在冲压过程中由于异物残留导致零件表面凹、凸起的缺陷。
4.变形:由于原材料表面不平或冲压时受力不均导致零件表面凹陷或鼓起。
5.毛刺:零部件在冲压完成后边沿或孔残留的金属屑。
6.飞边:零件冲压后产生的毛边。
7.起皱:零件表面呈凹凸不平的皱折。
8.麻点:金属表面形成凹坑或不平的粗糙面。
9.压痕:冲压时压入其他异物,呈规则或不规则凹凸形缺陷。
10.划伤:零件表面呈直而细、深浅不一的沟槽。
11.缺料:由于料不足或其他原因导致零件缺少一部分。
12.条纹:手摸有触感,呈平直或波浪状线条。
13.桔皮:在加工过程中由于晶粒粗大或平整轧制不足产生的表面现象。
二、外观质量级别
A类:整车上顾客方便观察到、影响整车外观明显的、首要关注的产品。
B类:整车上顾客不易看到的、装饰性要求不高的、次要关注的产品。
三、外观质量检验要求。
冲压件外观检验规范
冲压件外观检验规范(康柏标准)SPECIFICA TION, COSMETIC, PRESS PRODUCTS.(COMPAQ STANDARD)1. 范围: SCOPE本规范对所有冲压件及小五金件(如螺丝,卯钉等)都适用.This specification defines the COSMETIC requirements for all press products and little metal products (such as Screw, rivet, etc).2. 参考文件: REFERENCE DOCUMENTS2.1 本规范参考下列文件制成:This specification is made by taking following reference documents.1.SPECIFICA TION. COSMETIC. CPU/OPTION PRODUCTSDRAWING NO. 1061442.鸿海SGC 106144 ‘CPU外观规范’FOXCONN SGC 106144 ‘specification, cosmetic, CPU/OPTION products’2.2 优先级: ORDER OF PRECEDENCE本规范若与零件图/规格相抵触, 则以零件图/规格为优先.本规范若与参考文件相抵触, 则以本规范为优先In the event of a conflict between this specification and piece part drawings, the piece part drawings will take precedence.In the event of a conflict between this specification and reference documents, this specification will take precedence.3. 检视方法: INSPECTION METHOD3.1 目视检测: 依下列规定检测.Visual inspection: Inspection shall be conducted as follows:3.1.1照明: 目视检测应依工厂常态照明(100±20呎烛光之冷白萤光照明)为宜.Lighting: Visual inspection shall be conducted under normal shop lighting (100±20 foot candles cool white fluorescent illumination).3.1.2 位置: Position3.1.2.1. 将待检测之对象置于检测者面前18至24吋(约手臂长)Place the product 18 to 24 inches (about an arm length) in front ofthe person performing the inspection.3.1.2.2. 应以正对检测者及垂直于表面(即±45度角)两方向进行对象目视检测.The product shall be viewed in two positions, normal to the inspector and perpendicular to the surface (±45 degrees)3.2. 退货标准:Reject Criteria.3.2.1 直径小于0.01英寸之任何暇疵视为不可见.Imperfections less than 0.01 inch in diameter are considered invisible.3.2.2 如于目视检测发现外观上之可疑瑕疵,应参考适当等级之退货标准不应即冒然视为退货拒收.If suspected imperfections found while viewing the product, you need to refer to the appropriate surface class for the rejection criteria, not take it for granted that it is unacceptable.3.2.3 如可能,将缺陷加以分组归类以使对象成为合格. 例如:多而短小刮痕可能归类为一处磨损成为可接受之对象.If possible, classify or group imperfections in order to make the product acceptable. For example: Multiple scratches could be classified as an abrasion and then the defect could be acceptable.3.3 表面等级之定义: Definition of Classes3.3.1 第一级面: 操作人员随时可看见之区域. 是外观要求最严格的区域.如DESKTOP型计算机之顶面及正面.the operator. Class I areas are the most critical for cosmeticrequirements. For example: Desktop: Top and front ofcomputer.3.3.2第二级面: 操作人员偶尔可看见之区域.如DESKTOP型计算机之侧面及背面Class II Areas: class II areas shall be defined as areas occasionally in viewof the operator. For example: Desktop: sides and back of computer.3.3.3第三级面: 操作人员极少看见之区域.如DESKTOP型计算机之底面及背面弯角及下凹部分.Class III Areas: class III areas shall be defined as areas seldom seen bythe operator. For example: Desktop: Bottom and recessed areas on back of computer.3.3.2 第四级面: 操作人员看不见之区域, 是外观要求最不严格的区域.如计算机之内面.Class IV Areas: class IV areas shall be defined as areas never seen bythe operator. Class IV areas are the least critical for cosmeticrequirements. For example: the inside of computer.4. 金属板片: SHEET METAL4.1 一般规定: GENERAL REQUIREMENTS4.1.1 电镀表面: Plated SurfacesA. 电镀附着力: 气泡不接受; 附着不良以致裸露出金属者,不接受.Plating Adhesion: Blisters are not acceptable. Improper adhesion which exposes bare metal is not acceptable.B. 氧化: 只有预镀材料之剪切边容许氧化(生红色或白色锈).Oxidation: Oxidation (rust), red or white, is acceptable on sheared edges of pre-plated materials only.C. 弯痕: 每一料件容许一直径小于0.08英寸之折弯痕迹, 表面或边缘脱色不接受.Arching Marks: one mark per part less than 0.08 inch in diameter is acceptable. Discoloration of surface or edge is not acceptable.D. 冲压痕: 正常之冲压痕可接受.Stamping Marks: normal stamping marks are acceptable.E. 表面状况: 电镀或转化涂装程序正常产生之轻微条痕或水渍可接受Surface Phenomena: light streaking or water spotting occurring as a normal part of the plating or conversion coating process is acceptable.4.1.2 清洁度: 零件应无灰尘, 污垢, 润滑油, 机油, 残胶或任何其它表面沾染物. 如果是在搬运材料时, 可吹掉或擦拭的灰尘则可接受. 零件应无任何可能陷在硬件, 裂缝或弯折处或其它凹陷处的沾染物.Cleanliness: product shall be free of dirt, grime, oil, residue tape and other contaminant. Dust caused by shipping material is acceptable if it can be blown off with air. Cosmetic surface shall be free of adhesive contaminants.4.1.3 烤漆面: Painted SurfacesA. 烤漆附着力: 起气泡不接受; 附着不良以致裸露出金属者, 不接受.Paint adhesion: Blisters and other signs of improper adhesion which exposes bare metal are not acceptable.B. 颜色均一性: 烤漆面之颜色及花纹各处均应一致, 不同面可容许稍有差异, 但同一面上则不能有任何颜色差异.Color uniformity: The color and texture of a painted surface shall be uniform. The color and texture may vary slightly from surface to surface, but it may not vary within the same surface.4.2 第一级面: CLASS I SURFACE4.2.1 电镀表面: 不适用.Plated surfaces: Not applicable.4.2.2 烤漆面: Painted SurfacesA. 刮痕或磨损: 刮痕或磨损以致裸露出金属者, 不接受. 若直径6英寸之范围内, 只有一个未裸露出金属之刮痕或磨损,未改变表面颜色, 且直径小于0.12英寸者, 则可接受. 任何肉眼可见破坏花纹之条纹或撕痕, 均不接受.Scratches or AbrasionsScratches or abrasions are not acceptable if they expose bare metal. If the scratch or abrasion does not change the surface color, and is less than 0.12 inch in diameter, it is acceptable provided there is only one (1) scratch or abrasion in a 6.00 inches diameter circle. Any visible marks that ripple or tear the textured surface are not acceptable.2.0英寸.Contamination: contamination that changes the surface color and exceeds 0.025 inch in diameter is not acceptable. Contamination less than 0.01 inch in diameter shall be considered not visible. The minimum distance between any two (2) particles of contamination shall be 2.00 inches.C:杂质: 直径大于0.04英寸者,(高度大于0.005英寸者,) 皆不予接受. 在任何直径12英寸之范围内不得有四个以上或任两个距离小于2英寸之杂质.Inclusions: inclusion greater than 0.04 inch (or higher than 0.005 inch) is not acceptable. There shall be no more than four (4) single inclusions within any 12 inch diameter circle, and no two (2) closer than 2 inches.B. 凹痕及压痕:直径大于0.09英寸者,(深度大于0.005英寸者, )皆不予接受. 任何直径24英寸之范围内不得超过一个凹痕或压痕.Dents or slug marks: Dents or slug marks greater than 0.09 inch in diameter ( or deeper than 0.005 inch ) is not acceptable. There shall be no more than one (1) dent or slug mark within any 24 inches diameter circle.4.3 第二级面: CLASS II SURFACE4.3.1 电镀表面: Plated surfaces.A: 刮痕或磨损: 刮痕大于2.0英寸长x 0.02英寸宽不接受.由装配工具造成的螺旋形刮伤若产品装配后明显可见不接受. 磨损直径大于0.38英寸不接受. 任何直径6英寸之范围内不得超过三个刮痕或一个磨损.Scratches or AbrasionsScratches greater than 2 inches long by 0.02 inch wide are not acceptable. Spiral scratches caused by assembly tools are not acceptable where evident after assembly. Abrasions greater than .38 inch in diameter are not acceptable. There shall be no more than three(3) scratches or one(1) abrasion within any 6 inch diameter circle.B. 凹痕及压痕: 直径大于0.50英寸之凹痕及压痕不予接受.任何6.00英寸直径之圆范围内不得有超过一个凹痕或压痕.Dents and Slug MarksDents and Slug Marks greater than 0.50 inch in diameter are not acceptable. There shall be no more than one(1) dent or Slug Mark in any 6.00 inch diameter circle.C.颜色均一性: 轻微晕状条纹可接受.直径6.00英寸的任何圆形内的2个(包括白色氧化所造成)斑点,如果不超过长1.00英寸宽0.08英寸或直径0.25英寸可接受.Color Uniformity (Post Plated Parts only) : Surface color may vary from silver to blue. Light iridescent streaking is acceptable. Two (2) discoloration’s, including those caused by white oxidation, are acceptable within any 6.00 inch diameter circle, provided the y are not greater than1.00 inches long by 0.08 inch wide or 0.25 inch in diameter.D.水渍: 水渍大于1/4 总表面积者不予接受.直径大于0.75英寸水渍点不予接受.Water spotsWater spots are not acceptable if the total area they occupy is greater than 1/4 the total surface area. Continuous water spots greater than 0.75 inch in diameter are not acceptable.E 多个件: 组装中的多个件(例如: I/O插条)不考虑色差.Multiple PartsMultiple parts used in an assembly (example: slot covers), will be inspected as individual items only for slug marks, scratches/abrasions and water spots.4.3.2 Painted Surfaces烤漆面. .A: 刮痕或磨损: 刮痕或磨损以致裸露出金属者, 不接受. 若直径6英寸之范围内, 只有两个未裸露出金属之刮痕或磨损,未改变表面颜色, 且直径小于0.5英寸者, 则可接受. 任何肉眼可见破坏花纹之条纹或撕痕, 均不接受.注: CPU上盖的后边缘刮痕或磨损可接受A. Scratches and AbrasionsScratches and abrasions are not acceptable if they expose bare metal. If the scratch or abrasion does not expose bare metal, does not change the surface color or is less than .50 inch in diameter, it is acceptable provided there are no more than two scratches or abrasions in a 6 inches diameter circle. Any visible marks that ripple or tear the textured surface are not acceptable.Exception: scratches or abrasions are acceptable on the rear edge of the CPU hood.B. 脏污: 脏污改变表面颜色且直径大于0.025英寸者, 不予接受. 如直径小于0.01英寸之脏污, 视为看不见. 任两个脏污之最小距离为Contamination: contamination that changes the surface color and exceeds 0.025 inch in diameter is not acceptable. Contamination less than 0.01 inch in diameter shall be considered not visible. The minimum distance between any two (2) particles of contamination shall be 2.00 inches.C:杂质: 直径大于0.04英寸者,(高度大于0.005英寸者, )皆不予接受. 在任何直径12英寸之范围内不得有四个以上或任两个距离小于2英寸之杂质.Inclusions: inclusion greater than 0.04 inch (or higher than 0.005 inch ) is not acceptable. There shall be no more than four (4) single inclusions within any 12 inch diameter circle, and no two (2) closer than 2 inches.D.凹痕及压痕:直径大于0.12英寸之凹痕及压痕不予接受.任何24.00英寸直径之圆内不得有超过一个凹痕或压痕.Dents and Slug MarksDents and Slug Marks greater than 0.12 inch in diameter are not acceptable. There shall be no more than one(1) dent or Slug Mark in any 24.00 inch diameter circle.4.4 第III级面: CLASS III SURFACES4.4.1 电镀表面:Plated SurfacesA: 刮痕或磨损:刮痕如超过6.00英寸长或宽0.04英寸不接受. 组装工具造成的明显螺旋状刮痕,且直径大于0.62英寸者不予接受. 磨损直径大于0.5英寸不接受.在直径12.00英寸的圆形内,不得超过四个刮伤或三个磨损.. ScratchesScratches greater than 6.00 inches long or 0.04 inch wide are not acceptable. Spiral scratches greater than 0.62 inch in diameter caused by assembly tools are not acceptable. Abrasions greater than 0.50 inches in diameter are not acceptable. There shall be no more than four(4) scratches or three(3) abrasions in any 12.00 inch diameter circle.B. 凹痕及压痕: 直径大于0.50英寸之凹痕及压痕不予接受.任何6.00英寸直径之圆内不得有超过三个凹痕或压痕.Dents and Slug MarksDents and Slug Marks greater than 0.50 inch in diameter are not acceptable. There shall be no more than three(3) dents or Slug Marks in any 6.00 inch diameter circle.C.颜色均一性: 轻微晕状条纹可接受.直径3.00英寸的任何圆形内的6个包括白色氧化所造成斑点,如果不超过长2.00英寸宽0.08英寸或直径0.25英寸可接受.Color Uniformity (Post Plated Parts only) Surface color may vary from blue to gold to silver with iridescent streaking being acceptable. Six(6) discoloration, including those caused by white oxidation, are acceptable within any 3.00 inch diameter circle, provided they are not greater than2.00 inches long by 0.08 inch wide or 0.25 inch in diameter.D.水渍: 水渍大于1/2 总表面积者不予接受.Water spotsWater spots are not acceptable if the total area they occupy is greater than 1/2 of the surface area.4.4.2 烤漆面: Painted SurfacesA.刮痕或磨损: 刮痕或磨损以致裸露出金属者不接受.Scratches and AbrasionsScratches and Abrasions are not acceptable if they expose bare metal.B.脏污: 脏污直径大于0.05英寸者不予接受.ContaminationContamination greater than 0.05 inch in diameter is not acceptable.C. 杂质:直径大于0.06英寸之杂质不予接受.在任何12.00英寸之圆圈内不得有6个以上或任二个距离小于2.00英寸之杂质.InclusionsInclusions greater than 0.06 inch in diameter are not acceptable. There shall be no more than six (6) inclusions within any 12.00 inch diameter circle and no closer than 2.00 inches.D. 凹痕及压痕: 直径大于0.50英寸之凹痕及压痕不予接受.任何12.00英寸直径之圆内不得有超过三个凹痕或条纹.Dents and Slug MarksDents and Slug Marks greater than 0.50 inch in diameter are not acceptable. There shall be no more than three(3) dents or Slug Marks in any 12.00 inches diameter circle.4.5 第IV级面: CLASSI V SURFACES4.5.1 电镀表面:Plated SurfacesA. 刮痕:刮痕如超过8.00英寸X 宽0.05英寸不接受.磨损直径大于1英寸者不予接受.在直径6.00英寸的圆形内,不得超过6个刮伤或4个磨损.Scratches greater than 8.00 inches long by 0.05 inches wide are not acceptable. Abrasions greater than 1.00 inch in diameter are not acceptable. There shall be no more than six(6) scratches or four(4) abrasions on any 6.00 inch diameter circle.B. 凹痕及压痕: 直径大于0.80英寸之凹痕及压痕不予接受.任何12.00英寸直径之圆内不得有超过三个凹痕或压痕.Dents and Slug MarksDents and Slug Marks greater than 0.80 inch in diameter are not acceptable. There shall be no more than three (3) dents or Slug Marks in any12.00 inch diameter circle.C.颜色均一性: 轻微晕状条纹可接受.包括白色氧化所造成斑点可接受.Color UniformityAreas of discoloration, including iridescent streaking and those caused by white oxidation are acceptable.D.水渍: 水渍大于3/4 总表面积者不予接受.Water spotsWater spots are not acceptable if the total area they occupy is greater than 3/4 of the surface area.4.5.2 Painted Surfaces 烤漆面Not Applicable. 不适用5. PLASTICS. 塑料件NOT APPLICABLE 不适用6.邻接件:衔接缝或叠接缘若超过下列标准不予接受。
冲压件外观通用检验规范
冲压件外观通用检验规范1.目的制定冲压生产线的一般检验准则,在规格,客户之外观规范及产品范围等没有明确规定时,以此作为检验检验过运作之依据。
2.范围适用于PCE,ECG的所有冲制作3.参考文件3.1ES04-021Compaq铁壳外观规范3.2记录保存依QS-164.特殊规定4.1本文件若与蓝图及IS,SIP,SOP,PMP客户检验规范发生冲突,以上述规格和蓝图为准。
4.2例外规定放入个别检验规格内。
4.3若个别规格要求超出(低于或松于)此文件,以个别规格为准。
5.检验规定5.1毛刺的规定:5.1.1所有冲制件的毛刺高度不得超过板厚的5%,不允许有毛刺的方,必须有压毛边工序,压完毛边后,不得有刮手的感觉。
5.1.2对于0.15~0.4MM5.1.3刺(如图1)5.1.4在制程中,若发现毛刺手感明显时,就要用于千分尺或投影仪测量,当毛刺高度大于4%时,就要做好检查记录并要求修模,但已冲零件放行。
5.2平面度的规定:5.2.1冲件平面不允许有与蓝图不符之最严重翘曲。
5.7聚固件5.7.1紧固件须与基材紧密相连,符合安装程序及制程中尺寸。
5.7.2紧固件在安装中不能变形或挤压变形。
5.7.3基材安装中不能变形或凸出。
5.7.4长的压件如螺柱STANDOFF,ETC须垂直度<1.5°5.9.3图中R必须在蓝图规格之内(用R规测量),防止因卡钩根部太窄,在与其它零件相配时,卡不到位,严重影响装配。
(例如上蓄卡钩,后窗卡钩等),此确认由检测部代为执行。
5.10字模:5.10.1字模清晰完整,距离18``目视可识别清楚,压印之每一个单个字体深度一致,深度差距在0.1MM,有异议时送检测剖开测量。
5.10.2不允许缺齿,缺角。
5.10.3版次与蓝图及ECN版次一致。
5.10.4字模在零件中的位置及方向必须与图面一致。
5.10.5字模面之背部不能有凹陷及凸出手感,弹片例外。
5.10.65.10.75.10.85.11沙拉孔:5.12螺纹5.12.1所有攻牙,必须用牙规测量。
冲压处产品外观检验标准

8.产品表面不可有裂纹存在以及表面需光滑洁净
√
9.金属镀层不得有氧化现象
√
包装
包装状况
目视
1.产品包材不可出现破损,标示需清楚,无装错或漏装等不良现象
√
2.产品包装需紧凑,不可有松脱,包装数量要正确
√
√
按客户要求之品质标准作判定标准
2.产品表面不可有损伤且损坏面绩为损坏的同面面绩的1%以下.
√
3.产品尾带预断处用手指捏着来回45°折弯要求掉落
√
4.同批产品表面颜色要求一致
√
5.目视检验产品形状要与图纸完全相符且要求控制其变形量
√
6.产品不可出现有歪针、断针、漏针等不良现象
√
√
7.产品不许有明显变形且端子1. 目的
对于冲压品之外观检验做出规定以确保冲压品能最终满足客户之需求。
2. 适用范围
适用于本公司冲压处所有制品的外观检验。
3. 抽样标准
公司执行单次II级抽样.
4. 检验标准
检验项目
检测 重点
检测 量具
检 测 标 准
缺损类别
备注
严重
主要
次要
外观检验
表面外观
目视
1.产品表面不可有锈迹和污物现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压件外观通用检验规范1.目的制定冲压生产线的一般检验准则,在规格,客户之外观规范及产品范围等没有明确规定时,以此作为检验检验过运作之依据。
2.范围适用于PCE,ECG的所有冲制作3.参考文件3.1ES04-021Compaq铁壳外观规范3.2记录保存依QS-164.特殊规定4.1本文件若与蓝图及IS,SIP,SOP,PMP客户检验规范发生冲突,以上述规格和蓝图为准。
4.2例外规定放入个别检验规格内。
4.3若个别规格要求超出(低于或松于)此文件,以个别规格为准。
5.检验规定5.1毛刺的规定:5.1.1所有冲制件的毛刺高度不得超过板厚的5%,不允许有毛刺的方,必须有压毛边工序,压完毛边后,不得有刮手的感觉。
5.1.2对于0.15~0.4MM的不锈钢,马口铁及铜弹片,毛刺高度应控制在0.04MM 以下。
5.1.3弯曲时,角根部端面挤出毛刺也应在料厚5%的规定之内。
任何面若有压重挤出毛刺(如图1),必须清除掉。
5.1.4在制程中,若发现毛刺手感明显时,就要用于千分尺或投影仪测量,当毛刺高度时,就要做好检查记录并要求修模,但已冲零件放行。
4%大于5.2平面度的规定:5.2.1冲件平面不允许有与蓝图不符之最严重翘曲。
5.2.2平面度不得大于零件的最大外轮廓尺寸0.4%,用卡尺,刀口尺及塞尺对其进行测量。
5.2.3有特殊装配功能的面,其平面度要相应加严控制,并放入检验规格中,以规格要求这准。
5.2.4有特殊装配的功能尺寸要有平行度或对称度要求,并放入检验规格中,以规格要求为准,例如磁架长对称槽装FDD,HDD,CD-ROM。
5.5图面没有形位公差标注时,与该处尺寸公差相等。
5.6冲制件折弯角度必须控制±1°范围,以防止因装配、铆接、拉铆、打螺钉后产生变形。
有特殊装配的边要加严管制,并放入个别规格内列管。
5.7聚固件紧固件须与基材紧密相连,符合安装程序及制程中尺寸。
5.7.1.5.7.2紧固件在安装中不能变形或挤压变形。
5.7.3基材安装中不能变形或凸出。
5.7.4长的压件如螺柱STANDOFF,ETC须垂直度<1.5°5.8螺柱(STANDOFF),螺母(NUT)螺钉(SCREW)压合的规定:5.8.1所有的螺柱,螺母,螺钉与冲压件母面压合时,必须压牢,不得压偏,螺母(NUT)压合后不得与母面有间隙存在,螺柱(STANDOFF),螺钉(SCREW)不允许高出母面。
5.8.2螺母、螺柱、螺钉的料号及数量,在与冲压件母体铆合后,首件必须检验清楚,以防止混料。
5.8.3螺柱或螺母与冲压件母面的结合力必须符合客户规格或蓝图要求,并作推力,扭力,拉力测试。
5.8.4螺母(NUT),螺柱(STANDOFF),螺钉(SCREW),进料时除按规定对尺寸,外观检查外,还应对其硬度进行测试,硬度依5.8.5螺柱(STANDOFF),螺母(NUT)与冲件基体压合后,必须用牙规检验,检验数与频率依个别SPEC之要求。
5.9对所有卡钩的规定:5.9.1所有卡钩高度必须在检验规格之内,且卡钩的深度也应在规格之内。
5.9.2卡钩R位置变异:如下图所示:A处不应塌下,B面不允许有斜度,C部尺寸在尺寸公差内(如图4),治具前时,卡不到位,严重影响装配。
(例如上蓄卡钩,后窗卡钩等),此确认由检测部代为执行。
字模:5.10.5.10.1字模清晰完整,距离18``目视可识别清楚,压印之每一个单个字体深度一致,深度差距在0.1MM,有异议时送检测剖开测量。
5.10.2不允许缺齿,缺角。
5.10.3版次与蓝图及ECN版次一致。
5.10.4字模在零件中的位置及方向必须与图面一致。
5.10.5字模面之背部不能有凹陷及凸出手感,弹片例外。
5.10.6字模中每一个单个字体所使用之字型格式一样。
5.10.7上蓄商标的压字深度必须在0.4±0.1MM,平面度0.12MM,用通用附表治具测量.5.10.8烤漆后字迹要清晰完整,深浅一致(例如LX-33AT之要求)5.11沙拉孔:所有的沙拉孔,不允许偏位,要有倒角,其深度H要在规格之内,如图所示(图6),若有怀疑时,需送检测单位做测量。
5.12螺纹5.12.1所有攻牙,必须用牙规测量。
5.12.2不允许滑牙。
5.12.3螺纹内不允许残留铁屑。
5.12.4不允许漏攻。
5.12.5不允许有牙规GO端无法锁入的情况存在。
5.12.6牙规NG端只允许旋入两扣。
5.13铆接5.13.1不允许漏铆.5.13.2抽牙孔处外翻后必须压死在铆接面上,且两铆合面铆合后无间隙存在以防止铆接动.5.13.3铆接后铆合处不应高出母面0.2MM.有装配功能处0.13MMMAX.5.13.4铆合孔内不允许铁屑存在。
5.13.5铆接面±2°扳动后仍不松动,铆接部位无间隙存在,且做高度1公尺的落地试验而不松脱,则牢。
.5.14断差:连续模生产,过桥冲断时,断差不应超过0.2MM,且通过客户TVR 及FAI之要求则允收。
5.15焊点:5.15.1焊点直径必须在规格之内。
5.15.2焊点凹痕深度不应大于0.2MM,Ⅰ、Ⅱ级面不允许有凹痕,有凹痕必须打磨掉再烤漆。
5.15.3不允许漏焊,焊接不牢等现象,要有强度破坏性拉力测试,力度以规格为准。
5.15.4焊接表面不允许有油污,杂质,氧化等,以防止焊接不牢。
5.15.5焊接时,电流,电压,压力,接触时间及电极直径等必须调整至制造规格内,焊接结合面所形成的熔核强度,用拉力治具检测,必须在规格内。
5.15.6焊斑的大小及外观要求以规格为准。
5.15.7点焊尺寸,位置,数量由客户蓝图决定,烤漆外观表面点焊凹痕须在烤漆前清除掉。
5.16冲件表面油污,变色,刮伤,氧化等不可超规格,应按客户的验收标准执行。
5.17所有终成件之应用及功能尺寸要进行测量,按规格的规定执行,防止因铆接变形影响功能性尺寸。
5.18弯曲预压线要清晰,不可遗漏。
5.19对易变形件要轻拿轻放,不可变形。
5.20断裂,拉裂现象:过桥,天桥,拉包等,变形量大处,如图7、8、9之处,不允许拉裂出和出现晶粒粗大及严重变薄现现象(变薄处MAX至原料厚之70%)。
5.21弯曲后变曲线处不允许有铁屑存在。
5.22抽芽孔:5.22.1抽裂不允许,要立刻修模。
格之要求。
规高低面均符合证保须低,若有高低差,必边高一边一许不允5.22.2.5.22.3不允许有喇叭口存在。
5.22.4抽孔裂纹(图10)抽孔内出现撕裂或裂纹,如高或长超过0.3H则拒收。
5.25测量¢5.08+0.08/0,1.27±0.25,1.91±0.25等通用治具,只要尺寸,公差相同,就可通用,而不受机重限制。
冲切连皮规定。
5.26.2.26.1图13A处必须与母体分离,间隙0.1MMMAX连皮处,不允许冲断(如图13B)1)A处不允许拉裂2)B处拉铆后不允许松动,被拉套包住不允许脱落。
3)C.D.E.F处铆后不允许有间隙。
5.28标示线/特殊符号:图面上的标示线必须冲制清晰,不允许漏压(包括接口标示线,标签及对齐线)5.29功能尺寸在铆接次线成后一定要进行检测,且需在规格中注明功能尺寸。
5.30磁架弹片与磁架铆接后,不允许有间隙存在除非蓝图有特殊规定防止因磁盘转动后,有振动的嚓嚓声,影响磁盘运转速度。
5.31冲压件任何部位不允许有裂纹产生。
5.32弯曲,拉深时零件表面不允许拉伤,破坏锌层。
不允许有铁屑存在于冲件的任何部位。
5.33.5.34漏冲孔问题:不允许漏冲孔,要与样品比对,上下模,调模,修模后首件必须样品对比确认,防止漏冲孔或多冲孔等问题。
5.35刮伤或磨损I级面不适用II级面(1)刮痕如果超过长期2.00英寸x宽0.02英寸不接受.(2)组装后,组装工具造成的明显螺旋状刮痕,不接受。
(3)磨损直径大于0.38英寸者不予接受.(4)在直径6.00英寸的圆形内,不得超过三个刮伤或一个磨损.Ⅲ级面(1)刮痕如超过长6.00英寸X宽0.04英寸不接受.(2)组装后,组装工具造成的明显螺旋状刮痕,且直径大于0.63英寸者不接受.(3)磨损直径大于0.50英寸者不予接受.(4)在直径12.00英寸的圆形内,不得超过四个刮伤或三个磨损.Ⅳ级面(1)刮痕如果超过长8.00英寸X宽0.05英寸不接受.(2)磨损直径大于1英寸者不予接受.(3)在直径6.00英寸的圆形内,不得超过6个刮伤或4个磨损.5.36凹痕I级面不适用II级面(1)超过直径0.50英寸之凹痕或压痕不接受.(2)在直径6.00英寸的圆形内,不得超过一个凹痕及压痕.Ⅲ级面(1)(1)超过直径0.50英寸之凹痕或压痕不接受.(2)在直径6.00英寸的圆形内,不得超过三个凹痕及压痕..英寸之凹痕或压痕不接受0.80)超过直径1Ⅳ级面(.(2)在直径12.00英寸的圆形内,不得超过一个凹痕及压痕.5.37颜色均一性I级面不适用II级面(1)轻微晕状条纹可接受(2)直径6.00英寸的任何圆形内的二个包括白色氧化所造成脱色斑点,如果不超过长1.00英寸宽0.08英寸或直径0.25英寸可接受..Ⅲ级面(1)轻微晕状条纹可接受(2)直径3.00英寸的任何圆形内的二个包括白色氧化所造成脱色斑点,如果不超过长2.00英寸宽0.08英寸或直径0.25英寸可接受..Ⅳ级面(1)轻微晕状条纹包括白色氧化所造成脱色斑点皆可接受.5.38水渍I级面不适用II级面:水渍大于1/4总表面,或连续水渍直径大于0.75英寸者不予接受. Ⅲ级面:水渍大于1/2总表面积者不予接受。
Ⅳ级面:水渍大于3/4总表面积者不予接受。
5.39电镀附着力:起气泡不接受;附着不良以致裸露出金属者,不接受。
5.40氧化:有预镀材料之剪力边缘容许氧化(生红色或白色锈)。
5.41弯痕:每一料件容许一直径小于0.08英寸之折弯痕迹,表面或边缘脱色不接受.5.42冲压痕:正常之行压痕迹在比对过FAI样品后可接受.5.43表面状况:电镀或转化涂装程序正常生产之轻条痕或水渍可接受..5.44清洁度:零件应无灰尘、污垢、润滑油、机油、铭酸或任何其他表面沾染物,如果是在搬运材料时,可吹掉或擦拭的灰尘应则可接受,零件应无任何可能陷在硬体,裂缝或弯折处.或其他凹陷处的沾杂物。
.。