燃气集团上岗焊工焊绩记录表
电焊工高技能人才主要业绩记录表
签名:日期:
子公司、分公司
签名:日期:
高技能人才主要业绩记录表(4)
姓名
职务
高级电焊工
项目起止时间
2010年5月—今
主要项目名称及
其主要内容
塘沽站站场改造
本人所起的作用
1.√主持2.独立完成3.主要参加者4.一般参与者
其他说明:
所解决的现场技术问题或现象
在塘沽车站站场改造过程中,焊接时出现气孔情况。主要是由于焊条未按规定烘干、母材除锈不彻底、焊接电压不稳、弧氏过氏等。气孔的存在使焊缝截面减小,金属内部组织疏松,应力宜集中。
作业过程采取的措施或
解决方法
焊接前应按要求烘干焊条,清理坡口及母料表面的油污、锈迹;注意大气的变化,刮风、下雨要有遮挡措施;焊接时选择适当的电流及焊接速度。
子公司、分公司
签名:日期:
高技能人才主要业绩记录表(3)
姓名
职务
高级电焊工
项目起止时间
2010年5月—今
主要项目名称及
其主要内容
泰达车站站场改造
本人所起的作用
1.√主持2.独立完成3.主要参加者4.一般参与者
其他说明:
所解决的现场技术问题或现象
在泰达车站站场改造过程中,焊接时出现咬边情况。主要是由于焊接电流过大、电弧拉长或运条不稳引起的。咬边最大的危害是损伤了母材,使母材有效截面减小,也会引起应力集中。
作业过程采取的措施或
解决方法
焊接时调整好电流,电流不宜过大,且控制弧氏,尽量用短弧焊接,运条时手要稳,焊接速度不宜太快,应使熔化的焊难度/效果/获奖情况)
解决了焊接时出现咬边影响质量的情况,取得了良好效果。
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊工实操考核记录表

年月日
总包单位签字:
年月日
实操人员签字:
年月日
注:合格率为80%以上为通过,不通过需重新进行培训,二次考核未通过做退场处理。
5
焊接区域附近有易燃物,进行清理
6
高处焊接作业,配备接火斗
7
焊机、电源线与周围易导电物体设置绝缘措施
8
停焊过程
中途有事停止施焊时,应拔掉焊条,断开电源
9
焊接完毕后,工具断电,收拾妥当,材料码放整齐,垃圾清理干净
10
突发火情时,能够正确使用灭火器
实操考核照片:
实操考核结论:
经对___________的特殊工种实操考核,考核□通过□不通过。
焊工实操考核记录
总包单位
考核人员
面试日期
分包单位
实操人员
考核工种
焊工
序号
考核项目
考核标准
检配备
绝缘手套、绝缘鞋、护目镜(或防护眼罩)是否正确穿戴
2
焊接过程
动火作业前开具动火证,一天一开、一地一开
3
电焊机一次线不大于5米,二次线不大于30米
4
电焊机、电源线、焊把线提前检查是否破损和验收合格
焊工档案表格

数量
探伤一次合格率
外观质量检验
水压一次合格率
不合格情况
检验员
修补数
次数
渗水数
次数
焊接质量汇总表
共6页第5页Βιβλιοθήκη 序号工程名称焊接部位
焊缝编号
焊接质量
焊接质量事故登记表
共6页第6页
日期
质量事故内容
检验员
检验部门
焊工档案
姓 名:
性 别:
年 龄:
所在部门:
编 号:
建档人:
日 期:
焊工登记
共6页 第2页
姓名
性别
出生年月
文化程度
考前工种
焊接工龄
技术等级
焊工钢印
焊工证号
发证部门
、
备
注
考核持证项目记录
共6页 第3页
序号
项目代号
发证日期
有效日期
备注
焊工焊绩记录表
共6页第4页
序号
施焊记录
质量检验情况
日期
项目名称
工件编号
材质
焊工档案表格
焊工档案表格
___焊工档案
姓名:(请填写)
性别:(请填写)
年龄:(请填写)
所在部门:(请填写)
编号:(请填写)
建档人:(请填写)
日期:(请填写)
焊工资历登记
序号。
姓名。
出生年月。
考前工种。
技术等级。
焊工证号。
从事焊接工作经历。
焊工培训记录。
免试记载。
性别。
文化程度。
焊接工龄。
焊工钢印。
发证部门备注
焊工考核持证项目记录
序号。
项目代号。
考试日期。
有效期。
备注
焊工焊绩记录表
序号。
施焊记录号。
工件编号。
焊接部位。
数量(个)。
探伤一次合格率%。
质量检验情况。
外观质量。
修补次数。
水压一次合格率。
不合格情况。
渗水次数。
检验员。
日期。
生产令号。
产品名称。
材质。
备注
焊接质量事故登记表
日期。
质量事故内容。
检验员。
检验部门
该表记录在生产过程中因焊工操作技能不佳而导致报废和焊工施焊后的设备出厂后发生的事故。
质量事故应由检验责任工程师、焊接责任工程师、质量保证工程师签署意见的处理。
特种设备焊接操作人员焊绩记录表
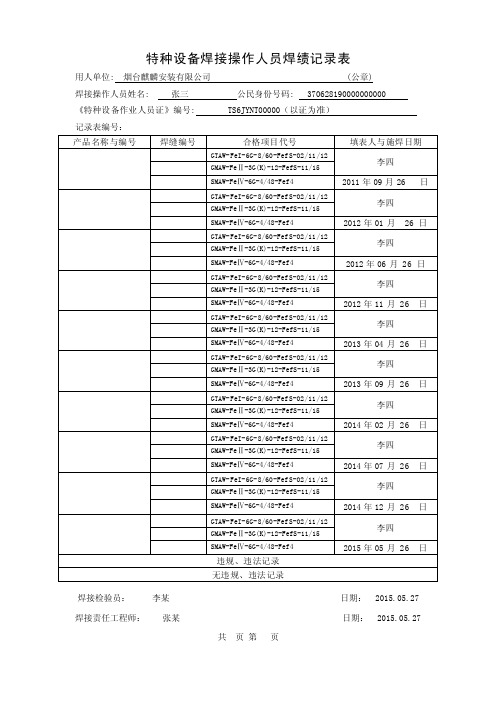
特种设备焊接操作人员焊绩记录表用人单位: 烟台麒麟安装有限公司 (公章)焊接操作人员姓名: 张三公民身份号码: 370628190000000000《特种设备作业人员证》编号: TS6JYNT00000(以证为准)1记录表编号:产品名称与编号焊缝编号合格项目代号填表人与施焊日期GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42011年09月26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42012年01月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42012年06月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42012年11月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42013年04月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42013年09月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef42014年02月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef4 2014年07月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef4 2014年12月 26 日GTAW-FeI-6G-8/60-FefS-02/11/12李四GMAW-FeⅡ-3G(K)-12-FefS-11/15SMAW-FeⅣ-6G-4/48-Fef4 2015年05月 26 日违规、违法记录无违规、违法记录焊接检验员:李某日期: 2015.05.27焊接责任工程师:张某日期: 2015.05.27共页第页特别说明:上表中李三的《特种设备作业人员证》中有三项焊工考试项目的有限期限是2011.08.26至2015.08.25,其中记录表编号、产品名称与编号和焊缝编号由企业根据实际情况填写,同一焊工考试项目的施焊日期与下一个施焊日期间隔不能超过6个月.本表必须加盖单位公章。
焊工资质连续操作记录

年
意见:
批准
第二次 延期
RT 报告 编号
焊接工程师:
下次延期日期:
年
备注 1、本页不够可另附页。
焊接 QC2:
CNPEC:
(附 RT 或 UT 报告拷贝件)
月
日之前
焊接 QC2:
CNPEC:
(附 RT 或 UT 报告拷贝件)
月
日之前
焊工姓名 钢印
焊接方法
考核记录 编号
焊工连续操作记录
最终焊接日期 考核合格 1 月 2 月 3 月 4 月 5 月 6 月
焊工姓名 焊工代号 证书编号 质量计划编
号
板或管 接头型式 母材牌号/分组 试件规格(mm) 焊接位置 焊丝/焊条 保护气体 背面清根/垫板 (其它)
焊工资质连续操作记录表
工作单位 性别 考试标准 考试日期: 合格项目代号 焊接细节
合格范围
意见:
批准
第一次 延期
RT 报告 编号
焊接工程师:Leabharlann 下次延期日期:日期
20 年 7月 8月 9月
10 月 11 月 12 月
记录人签字 日期
焊工上岗资格考试评定记录表
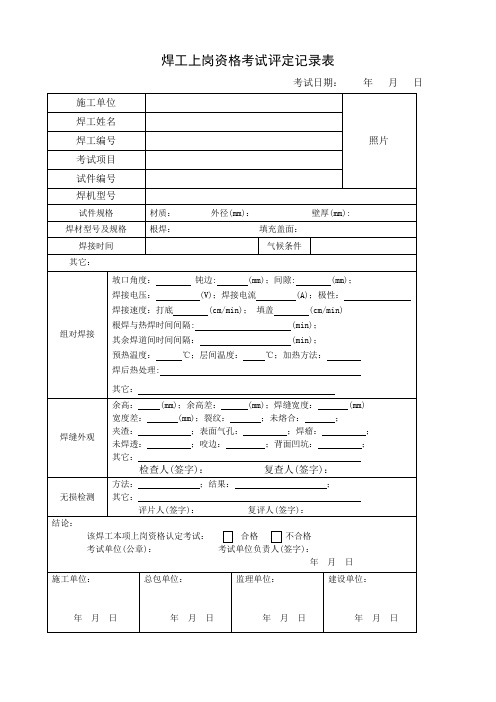
考试日期: 施工单位 焊工姓名 焊工编号 考试项目 试件编号 焊机型号
试件规格 焊材型号及规格 焊接时间 其它: 坡口角度: 焊接电压: 焊接速度:打底 根焊与热焊时间间隔: 组对焊接 其余焊道间时间间隔: 预热温度: 焊后热处理: 其它: 余高: 宽度差: 夹渣: 未焊透: 其它: (mm);余高差: (mm);焊缝宽度: (mm);裂纹: ;未熔合: ;表面气孔: ;焊瘤: ;咬边: ;背面凹坑: (mm) ; ; ; ℃;层间温度: 钝边: (mm);间隙: (mm); (A);极性: (cm/min) (min); (min); ℃;加热方法: 材质: 根焊: 外径(mm): 填充盖面: 气候条件 壁厚(m月 日
年
月 日
年
月 日
年
月
日
照片
(V);焊接电流 (cm/min); 填盖
焊缝外观
检查人(签字):
无损检测 结论: 方法: ;结果: 其它: 评片人(签字):
复查人(签字):
; 复评人(签字):
该焊工本项上岗资格认定考试: 合格 不合格 考试单位(公章): 考试单位负责人(签字): 年 施工单位: 总包单位: 监理单位:
焊工档案

日期
学习、培训、进修主办单位
培训考试内容
成绩
证件编号
焊接质量事故登记表
日期
质量事故内容
检验部门
检验员
见证件编号
备注:1、该表记录在生产过程中因操作不当二导致焊件报废或施焊的产品出场后发生的质量事故。
2、该表记录应以经探伤室、检验部门共同会签,并由相关人员同时签署意见的处理报告为依据。
水压实验结果
填表人及日期
长度
结果
数量
结果
备注:焊工焊绩的统计为抽查记录;要求至少3个月统计一次,多次不限。
焊工档案
哈尔滨东升锅炉有限公司
2012年3月1日
序号
名 称
编 号
页 码
1
焊工履历登记表
1
2
焊工考试登记表
2
3
焊工培训、进修学习履历表
3
4
焊接质量事故登记表
4
5
焊工奖罚登记表
5
6
焊工免试登记表
6
7
焊工焊绩记录表
7
焊工履历登记表
姓 名
钢印编号
照片
性 别
年 龄
出生年月
工 种
身份证号
家庭住址
参加工作时间
从事锅炉压力容器焊接时间
学历
时间
学校
学历
备注
工作简历
时间
单位
工种
备注
焊工考试考核表
理论考试
考试日期
考 试 成 绩
考试地点
考试机构
年 月
年 月
年 月
年 月
操作技能考试
考试日期
考试合格项目代号