饲料生产过程质量控制关键点
饲料质量关键控制点

饲料加工——生产安全畜产品的关键环节饲料是进行畜产品生产过程中易被污染的重要污染源之一.饲料安全是畜产品安全的前提和保障。
目前影响我国畜产品安全的主要因素有3个:①兽药残留超标;②环境因素造成的重金属含量超标;③动物疫病的流行.而前二个因素都与饲料产品的加工过程有关,因此,饲料加工过程是影响畜产品安全问题的关键环节。
传统的饲料加工工艺,其流程一般为:原料接收→清理→粉碎→配料→混合→制粒(或挤压)→成品打包→贮藏.根据传统的工艺流程,确保饲料加工过程的安全可推行危害分析与关键控制点(HACCP)管理,将各加工步骤作为独立的关键控制点,实施饲料配置过程安全控制,确保饲料安全。
1 原料的选择与接收优质饲料原料是生产安全饲料的前提。
饲料原料质量受多种因素影响,如产地地理条件,原料加工工艺(如大豆榨油工艺不同,所生产的豆粕质量不同)、贮藏条件以及有无人为掺假(如假进口鱼粉)等等。
尽可能选用来自无公害生产基地生产的原料,以确保原料符合生产安全畜产品标准原料.为保证原料质量,对每批购入的原料都要进行抽样检测,饲料原料的检验除感官检查和常规的检验外,还应该测定其内部的农药及铅、汞、镉、钼、氟等有毒元素和包括工业三废污染在内的残留量,将其控制在允许的范围内。
对未达到标准的原料要妥善处理。
同时,不要选用品质不稳定原料。
有些原料并非掺假使品质下降,而是因加工方法不同使其含杂量大,营养成分不稳定.或因品种和产地不同而成分含量波动大等。
各类添加剂更由于载体不同、原料品质而有差异。
这些必然会造成营养素的不平衡,有些营养会超过需要而浪费,有些养分则因不足而影响动物发育,有害物质还会影响禽体健康和产品质量。
2 清理2。
1 加工设备管理只有一流的设备,才能生产出一流的产品,加强设备管理对生产出高质量的饲料极为重要,规范设备操作程序,做好设备的例行维护保养和润滑工作,并定期维护检修,将有助于减少设备的各种问题发生,使设备始终保持正常运行状态,确保生产正常进行。
危害分析关键控制点HACCP管理——饲料
危害分析关键控制点HACCP管理——饲料危害分析关键控制点(Hazard Analysis Critical Control Points,HACCP)是一种食品安全管理体系,旨在识别并控制食品生产过程中的潜在危害,以确保生产出的食品安全可靠。
在饲料生产过程中,HACCP管理也被广泛应用。
饲料作为动物生产的重要组成部分,其质量安全直接关系到动物健康和产品质量。
因此,对饲料生产过程中的危害进行分析和控制是至关重要的。
下面将从不同方面对饲料生产过程中可能存在的危害进行分析,并提出关键控制点(Critical Control Points,CCP)的管理措施。
1. 原料选择和采购饲料的原材料来源多种多样,可能存在质量差异。
在原料选择和采购过程中,需要确保原材料的质量和安全性。
关键控制点应包括:确保供应商的可靠性,建立完善的供应商评估和资质审查制度;采购原材料时进行样品检测和物品鉴定,确认原材料符合标准要求;定期进行供应链追溯,确保原材料的合规性和追溯性。
2. 储存和运输在饲料生产中,储存和运输环节可能会导致饲料的污染或变质。
关键控制点应包括:确保储存设施符合卫生要求,定期进行清洁和消毒;设定合理的储存温度和湿度,以控制饲料中微生物和霉菌的繁殖;对运输车辆和容器进行清洁和消毒,避免交叉污染。
3. 生产过程控制饲料的生产过程中可能会引入各种危害,如微生物、重金属、农药残留等。
关键控制点应包括:建立完善的生产工艺和操作规程,确保每个环节按照规定进行操作;设立充足的物理隔离措施,避免生产线上的交叉污染;加强原料和成品的检测和监控,确保饲料符合国家和行业标准。
4. 质量控制和记录质量控制和记录是HACCP管理的关键环节,能够帮助企业追踪和管理食品安全问题。
关键控制点应包括:建立完善的质量控制体系,包括检测设备、实验室和技术标准;制定标准操作程序和质量管理规范,确保生产过程的可持续和稳定性;建立日常食品安全监控和品质追溯体系,记录关键环节的数据和信息,便于问题的快速发现和解决。
饲料加工过程中的关键控制点
饲料加工过程中的关键控制点从农场到餐桌的食品链中,养殖环节对动物产品的安全有重要和直接影响,而饲料安全是养殖业中的一个重要因素,因此关注饲料过程中的各个环节,从而最大程度的降低危害产生的危险。
饲料厂可能发生的危害1、物理危害物理危害主要是饲料中含有的有害杂质,如铁杂、玻璃、小砖块、土块等。
该危害一般出现在饲料厂外,原料在厂外采购、加工、运输、转运中混入金属、石块及其他杂质;在饲料厂内也可能出现,原料在厂内由于清理设备失效或操作不当未将混入的杂质去除,在饲料的加工过程中再次混入了物理性杂质,在投料、清理、粉碎、运输、制粒、包装等加工过程中由于零部件脱落混入或设备在检修中由于操作员管理疏忽而将工具等掉入。
化学危害饲料中的化学危害根据其来源不同,主要有以下几个方面:饲料原料中的农药残留,如DDT、六六六等;饲料中添加的药物添加剂的残留,如抗生素类药物;饲料中添加了国家禁止的药物,如磺胺类,原料中含有的重金属元素,如氟、汞、铅、砷等,饲料原料在贮存过程中产生的有毒有害物质,如亚硝酸盐、霉菌毒素,饲料原料中含有的抗营养因子,如棉籽粕中的游离棉酚、大豆饼中含有的抗胰蛋白酶因子,菜籽饼中含有的硫葡萄糖苷,亚麻饼中的亚麻苷。
生物危害饲料原料或成品在储存过程中受到微生物污染,如大肠杆菌、沙门氏菌、霉菌等,化学危害和生物危害对饲料安全乃至消费者的健康影响最大,因此应该严格控制。
确定饲料生产中的关键控制点所谓关键控制点是指能够进行控制并且该控制对防止、消除、安全危害或将其降低到可接受水平所必需的某一步骤。
即当一个点、步骤或程序中可能发生对产品的某钟危害,如不加以控制,后续的工序则无法防止、消除这一危害或无法将这一危害降低到可接受程度时,这一点步骤或程序就是关键控制点。
关键控制点 1原料对各种饲料原料的严格把关是饲料厂的关键控制点之一。
如果原料没有加以控制,那么发生较严重的化学、生物污染或在运输中发生交叉污染(特别是微生物)的饲料,未经控制而入厂,或者采购的合格原料由于储存不当,造成发霉变质、老鼠、虫鸟害等损失等,这些危害一旦发生,在后续的加工环节可能无法消除或降低。
饲料加工过程质量控制点

包装过程的质量控制
包装袋标签的领取与核对 标签上印戳的盖签和检查 产品编织袋与标签的核对 头、尾包的及时处理 包装秤的校验(每10包、每推车) 标包的规范化 随时观察产品外观质量 质检的抽检和规范化 缝包质量的保证(平齐、细密、3指、3-5CM、短线头、开口标) 要求:一准二缝 ●一准:准确称重; ●二缝:缝好封好袋口。
粉碎过程的质量控制
根据要求,更换筛网
粉碎产品的粒度
粉碎机有无积热现象
粉碎室的清理
粉碎记录表的填写
关于粉碎加工粒度的问题
粉碎粒度怎样确定? 现场对照表:生产技术参数 突然出现大颗粒玉米粒是怎么回事? 筛板磨损严重或有孔洞 筛板和筛架贴合不严或侧面间隙过大 更换筛网又快又准的办法? 现场标示和参数对照表 为什么粒度发生变化?(锤片用到什么程度更换?粉碎不同物料是否区别对待? 原料变化)
仓储过程的质量控制
合理科学地安排使用库房(规划、挂牌标示) 产品的验收和出、入库登记(记录依据,可追溯性) 码垛规范、整齐、入区并标识 保持库房和垛位的清洁卫生(不留垛底) 破袋散落产品的及时处理,垃圾管理 检查库房及安全设施(通风散热、防晒、防雨、防潮、防鼠、鼠药管理) 产品的监控和定期抽检 仓的监控(仓壁、仓顶、漏料、仓容、串料) 清仓盘点工作(数据指导操作,找原因) 使用、发放遵循“先进先出”的原则 可追溯性
由一点产生辐射式裂痕 产生原因:有大颗粒原料。 处理方法:粉碎原料,控制原料粒度。 颗粒表面凹凸不平 产生原因:1、含有大颗粒原料,且调质不充分,出现凸顶;2、蒸汽中有气泡,制粒后气泡破裂,出现凹坑. 处理方法:1、粉碎原料,控制粒度;2、改善蒸汽质量。 须状粒料 产生原因:1、蒸汽过多,压力过大,颗粒离开环模;2、产生爆裂,使纤维原料凸出表面而产生须状。 处理方法:减小蒸汽压力。
饲料生产中各个岗位的质量控制要点(投料、料仓、配料、混合、小料添加、制粒等)

饲料生产中各个岗位的质量控制要点(投料、料仓、配料、混合、小料添加、制粒等)精益品控原创新语:一个企业持续的品质提升就是让质量决定采购、让质量决定工艺、让质量决定保养、让质量决定人事、让质量决定管理。
饲料生产过程的各工序的有效质量控制是保证产品质量稳定的关键,主要有原料接收清理系统、粉碎系统、配料混合系统、制粒冷却系统、分级打包系统等。
一、投料质量控制。
1、原料使用须遵守下列原则先进先用、推陈出新、推危出安;营养指标与配方相符。
2、及时做好《原料使用记录》,对已用完的原料及时划掉,写上结束日期,开始使用的原料写上使用日期。
3、熟悉原料货位图。
投料前理货员应核对主控室传达的原料领用计划,特殊要求的原料亲自到场认可后方可投料。
4、用扦样器查原料堆有无发热、生虫、霉变现象。
5、投料时看投料口结块霉变部分是否拣除,必要时每包抽样检查。
6、及时通知仓顶员检查所投原料是否进该进的桶或原料仓。
7、发现不合要求的原料立即禁止使用,不得含糊,并汇报生产厂长,重新安排原料使用。
8、对夜间作业,质量有疑问的可留至白班处理,但必须跟踪。
9、搞好原料库的卫生,及时整理废旧编织袋。
10、每班所有投用的原料,详细填写在相应表格上。
11、每种原料投完后应让刮板机空转3分钟,以免混料。
二、料仓质量控制。
1、粉碎玉米、小麦、豆粕时每20分钟检查一次粉碎情况,有无整粒、大颗粒;用14目筛子过筛;2、每进一次原料、成品都必须检查进仓是否准确,并核查周围仓有无进料、以免窜仓;3、对浓缩料与粉料,检查有无整粒料、颜色是否正常(与标准样对照);4、破碎料有无大颗粒料、黑料、颜色是否正常、是否均匀一致,含粉是否过高;5、大颗粒料粒度是否过长、过短,颜色是否正常、是否均匀一致;6、检查分级筛运转是否正常;筛网是否损坏,每班至少查两次;7、检查分配器有无不到位现象;8、每班必须用锥形探仓器吊样所有原料、成品,检查是否有串仓、或投料错误;9、所有质量检查应作书面记录;10、清理永磁筒;11、成品仓打包后,应及时观察成品仓,确保无残留。
饲料加工厂的质量控制与质量管理

饲料加工厂的质量控制与质量管理饲料加工厂的质量控制与质量管理1.引言饲料加工厂的质量控制与质量管理是确保饲料生产过程中饲料质量稳定、安全的重要环节。
本文将介绍饲料加工厂在质量控制和质量管理方面的核心要点和常用措施。
2.质量控制目标饲料加工厂的质量控制目标是确保生产的饲料产品符合预定的质量标准和法律法规要求。
质量控制目标主要包括以下几点:- 饲料成分准确:确保饲料制备所使用的原料成分准确无误,确保饲料配方的正确性。
- 饲料质量稳定:确保饲料产品的质量稳定,避免质量波动过大。
- 生产过程控制:确保生产过程中各个环节的控制,避免出现质量问题。
- 安全合规:确保饲料产品符合相关法律法规的要求,保障饲料产品安全。
3.质量管理措施饲料加工厂在实施质量控制的过程中,需要采取一系列的质量管理措施。
以下是常用的质量管理措施:- 原料检验:对进厂的各种原料进行检验,确保原料质量合格。
原料检验主要包括外观检查、嗅觉检查、理化指标检测等。
- 成品抽检:对生产出来的成品进行抽检,确保成品的质量符合要求。
成品抽检主要包括外观检查、营养成分检测、微生物检测等。
- 产品追溯:建立完善的产品追溯体系,能够对每一批次的产品进行追踪,及时处理质量问题。
4.质量控制流程饲料加工厂的质量控制流程包括以下几个环节:- 原料采购:选择合格、可靠的原料供应商,确保原料质量可控。
- 原料检验:对进厂的原料进行检验,确保原料质量合格。
- 配料制备:按照配方要求,将各种原料按比例混合制备配料。
- 生产加工:对配料进行生产加工,确保生产过程控制良好。
- 成品抽检:对生产出来的成品进行抽检,确保成品质量合格。
- 存储运输:对成品进行妥善存储和运输,确保产品的质量不受影响。
5.质量管理体系饲料加工厂需要建立健全的质量管理体系,确保质量控制的有效实施。
以下是常用的质量管理体系要素:- 质量方针:制定饲料加工厂的质量方针,确保质量目标的一致性和可衡量性。
- 质量目标计划:制定质量目标和计划,确保质量控制的进展和检查。
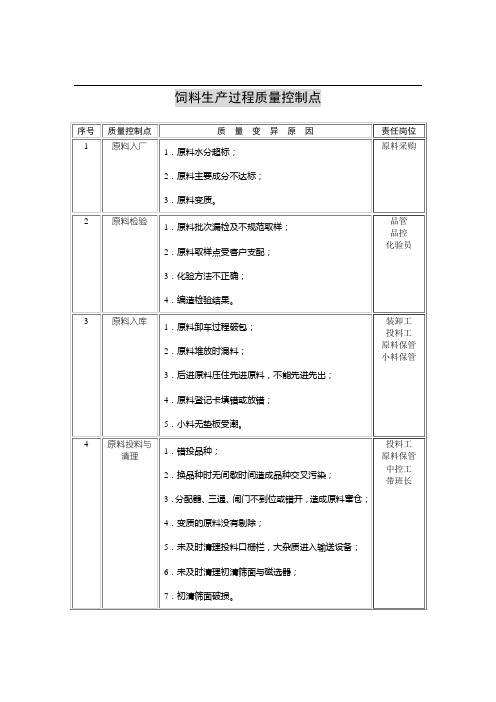
饲料生产过程质量控制点
饲料生产过程质量控制点出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
如何控制饲料生产过程的质量

3.建立原料的接收程序
(1)原料进行过秤,核实与采购合同中数量的一致性, 检查有无标签、产品质量合格单等原始质量证明文件,并 填写进货单。
(2)品管部接到原料到厂的报告后,要到现场进行采样, 通过感官初步对原料的质量进行判断,合格的允许入库 (待检区)。
12
(3)品管部若检验合格,出具入库单,通知原料保管可 以入库(合格检区);不合格,对产品质量影响又明显的, 出具退货通知单通知采购部退货。同时向总经理提交质量 报告。
取样的全部。
5
2.饲料原料取样方法
在袋装原料中取样:对编制袋或麻袋或麻袋包装的散 状饲料或原料,用取样器从口袋上下部位选取或将麻袋 平放在地,在两条对角线的相交处取样,至少500g.
①若该批原料的数量不超过10袋时,则每袋均应抽 取样品。
②若数量超过10袋时,则抽取总数量的平方根的数 量样品(当平方根不足10时应至少抽取10袋)。
16
原料入库时要进行下列检查:包装是否完整,有无破 损;实物和包装标识内容和合同是否相符;有无检验合 格单等。 不符合质量或待检的原料,由原料保管做出明显标记、 隔离并妥善保管。 规范码垛。
17
4.原料储存质量控制 (1)贮存场所的环境要求
简易仓库:临时存放稳定性强原料的场所,如石粉 等,要求地面不积水、防雨。
饲料生产过程的质量控制
1
饲料质量控制流程
原料接收
抽取30—100%原料样品检测分析 决定原料是否购入,保证入库原料质量合格
原料储存
安排垛位、指导挂牌,定期抽检 指导原料使用,保证原料贮存期间质量合格
2
加工过程
执行作业指导书,各工序半成品检测分析 检查各工序工艺质量,保证全过程质量合格
饲料生产过程的质量控制

风量应外界条件而调整:冬季与夏季是有区别的,调整风量。
不宜形成骤冷的冷却氛围。
冷却时间是一个经过全面考虑的综合因素,需要测定。
三、影响生产质量的工艺因素
工艺因素 7 ——制粒工艺(4)
后喷涂工艺
• 热敏性原料:维生素,酶制剂,香味剂 • 高油脂饲料:与热敏性原料结合 • 糖蜜:
3、控制面板
原料名称、 配方数量、 配料仓号 “三统一”
4、复核签名
生产情况表上至少3 人以上复核签名
四、现场工艺十大控制点
关键点三:进料、投料“一核四查”
1、核对投料通知单
• 核对投料通知单 • 查投料看板 • 首检 • 查投料口交叉污染 • 查料质
注意需有开单人,接单人,复核人 至少3人签名
四、现场工艺十大控制点
三、影响生产质量的工艺因素-交叉污染
• 1、脉冲除尘器 • 2、混下缓冲斗 • 3、待制粒仓 • 4、三通 • 5、调质器 • 6、制粒机停机清
理物处理 • 7、分配器
•批量生产是保证生产质量,最大限度避免交叉污染,降低生产费用,提高生产效率的前提
三、影响生产质量的工艺因素-霉菌控制
• 1、脉冲除尘器 • 2、谷物类原料
可消化物质。 脂肪颗粒—从内部渗透到表面,具有特殊香味 钝化—蛋白酶抑制因子(抗胰蛋白酶),破坏掉有害物质 蛋白质分子—多肽键原有空间构象发生改变。变性后的蛋白质分
子呈纤维状,肽链伸展、疏松分子表面积增加能与体内酶充分 接触,有利于消化。 高温—形成脂蛋白和脂多糖,降低游离脂肪酸含量,使吸收提高 水—活性降低。
季节和产品的差异区分应分别使用高压和低压蒸汽, 片面追求调质温度而加大蒸汽量并不科学也不经济。
饲料生产岗位质量关键控制点课件

具备相关专业知识和技能,熟悉 饲料生产流程和质量控制要点。
饲料质量标准与法律法规
质量标准
如《饲料卫生标准》、《饲料标签》等,确保饲料质量和安 全。
法律法规
如《饲料和饲料添加剂管理条例》,规范饲料生产和市场秩 序。
02
原料质量控制
原料采购与验收
01
02
03
供应商选择
选择具有良好信誉和稳定 质量的供应商,确保原料 来源可靠。
事件的能力。
应急处理措施
火灾应急处理
设备故障应急处理
如发生火灾,应立即报警并使用灭火器材 进行扑救,同时组织员工疏散撤离。
如发生设备故障,应立即停机并启动应急 预案,组织专业人员抢修,防止事故扩大 。
中毒应急处理
泄漏应急处理
如发生中毒事件,应立即将中毒人员送往 医院救治,同时查明中毒原因,采取相应 措施防止类似事件再次发生。
质量改进的方法与实践
质量改进的方法
采用科学的质量管理工具和方法,如六西格玛、精益生产等,提 高饲料生产岗位的质量水平。
质量改进的实践
结合企业实际情况,开展质量改进实践活动,不断优化饲料生产 工艺和流程。
质量改进的成果分享
定期组织质量改进成果分享会,总结经验教训,促进企业整体质 量管理水平的提升。
THANKS
03
饲料加工过程控制
配料控制
配料准确性
配料顺序
确保配料称量准确,误差在允许范围 内。
遵循配方规定的配料顺序,先粗后细 ,以免影响混合均匀度。
原料质量
严格控制原料质量,确保无杂质、无 污染、无霉变。
混合控制
混合时间
根据配方和设备性能,合理设定 混合时间,确保物料充分混合。
饲料生产过程质量控制点有哪些你都知道吗

饲料生产过程质量控制点有哪些引言概述:饲料生产过程是农业生产的重要环节之一,质量控制是确保饲料产品安全、营养均衡的关键。
在上一篇文章中,我们已经介绍了一些饲料生产过程的质量控制点,本文将继续探讨这一话题,详细阐述饲料生产过程中的质量控制要点。
正文内容:一、原料采购和储存1.原料选择:选择符合饲料生产标准的原料,包括谷物、油料、蛋白质原料和添加剂等。
2.原料质量检验:进行原料的理化指标检测、微生物检测等。
3.原料储存管理:采取适当的储存方式,控制原料的湿度、温度和酸碱度等因素。
二、配料和混合1.配料精确性:确保配料的精确度,避免过量或不足的情况发生。
2.配料均匀性:确保混合器混合均匀,避免存在不均匀现象。
3.配料时间:控制配料时间,确保每个原料的投料时间适当。
三、破碎、扩容和膨化1.破碎:控制破碎设备的运行状态,确保破碎粒度符合要求。
2.扩容:控制扩容设备的扩容率,确保饲料在扩容过程中良好的吸水性。
3.膨化:控制膨化设备运行参数,确保膨化程度达到要求。
四、干燥和冷却1.干燥:控制干燥设备的温度和湿度,确保饲料的水分达到合适的标准。
2.冷却:控制冷却设备的风量和温度,确保饲料的温度达到合适的标准。
五、包装和储存1.包装:选择适当的包装材料,并进行合理的包装,确保饲料的密封性和保质期。
2.储存:控制饲料的储存条件,包括温度、湿度和通风等,确保饲料的品质不受损害。
总结:饲料生产过程中的质量控制点是确保饲料产品质量的关键所在。
原料采购和储存、配料和混合、破碎、扩容和膨化、干燥和冷却,以及包装和储存等环节都需要严格控制,以确保饲料产品的安全性和营养均衡性。
质量控制点的执行需要科学的设备配置和操作规范,同时需要严格的质量检测和管理制度。
只有充分把握这些质量控制点,才能保持饲料的优质性和稳定性,确保畜禽养殖业的可持续发展。
饲料生产车间品质管理的关键控制点
饲料生产车间品质管理的关键控制点生产主车间品质管理一、原料接收工序品质管理(1)、操作工认真检查接受及清理设备紧固件情况,清理好初清筛、永磁筒。
(2)、检查原料所进料仓线路、分配器三通、闸门等是否到位,以免串仓。
(3)、通知品管员验质后,方可接受原料。
(4)、中控员以“进料通知单”通知进料工进料。
(5)、中控员启动原料接收和清理设备,并通知各岗位检查设备运转是否正常,正常后,进料工方可进行进料操作。
(6)、进料时,进料工必须将大杂、线头、结块料等不合格料及杂物清理掉。
同时,进料时严禁割袋口割破包装袋。
(7)、中控员在进料时应通知五楼操作工及时核对仓位,检查线路是否漏料及满仓。
(8)、每进完一车或一批原料,保管员必须对包装物进行清点,核对与票据数量、进料通知单数量是否相符。
(9)、操作工时刻检查接收设备运行情况,避免堵料和漏料、满料。
(10)、进料工在进完一批料后,必须将地脚料及杂物清理干净,保持现场整洁。
二、粉碎工序品质管理(1)、检查清理粉碎机、磁选设备、除尘器及生产线路是否正常。
(2)、更换确认筛片规格及破损情况,不得使用破损变形的筛网。
(3)、开机试运行,检查线路、设备运行情况,如:噪音、振动、分配器等。
一切正常后,通知进料工进料粉碎。
(4)、一楼操作工每15分钟检查一次粉碎效果是否符合粒度要求,并检查除尘器的除尘效果。
(5)、五楼操作工每15分钟检查一次粉碎料的筛理效果,并核对好物料的进仓位,发现异常立即反馈到中控室停机整改。
(6)、换品种粉碎及停机时,中控及时通知粉碎各岗位,更换筛片清理干净线路、现场。
(7)、每班清理一次永磁筒。
(8)、玉米、麦麸、糠粕、细糠、小麦粉、次粉、鱼粉配料仓每隔7天清仓一次,其他原料配料仓每隔15天清仓一次。
(9)、生产过程中,各岗位应填写好工作记录以备查考。
三、配料混合工序品质管理(1)、检查核对各原料仓中原料品种、数量,液体添加物(如:油脂、液蛋等)是否准备好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产过程关键点的控制
• 三、粉碎1根据原料品种选择好筛片规格。我 们要求玉米2.5mm,粕类2.5—3.0mm 2粉碎时要注意电流,以便及早发现筛片 是否损坏。(一楼打包、投料一定要关注粉碎 机的运行情况。异常响声并及时通知中控) 3定期检查锤片,及时更新,降低电耗。 4随时检查粉碎粒度、粉碎湿度(责任人; 打包,投料,中控) 5定期清理脉冲除尘设备
7要认真填写垛卡,以备统计。
生产过程关键点的控制
• 二、小料配制:1要认真检查核算员打印的小料配料单 有无明显错误。如有明显错误应及时通知核算员进行 复查。 2将需配制的小料配方抄录到小黑板上,便于观看 和称重。 3需要稀释的小料,应按比例提前稀释,并做好标 注,备用。 4将配好的小料,摆放整齐,并标注好品种、批数 和批重。 5每投五批料与中空核对;不得少投,多投,错投, 漏投! 6下班时小料工将配好的小料和下班小料工交接 时要认真记录,双方签字,以防出错。
饲料生产过程质量关键控制点
2010年03月20日
饲料厂的基本工艺组成
关键控制点
• 投料 • 粉碎 • 配料(中控) • 小料配制和小料添加 • 混合 • 制粒:1要熟悉各种大宗原料的外观性状,防止 错投。 2要本着先进先出的大原则,个别水分高,要根据 品管要求进行处理。 3在投料过程中,发现发霉、结块及掺假等异常现 象,要及时通知品管。 4个别需搭配使用的原料,应按照品管书面通知操 作。 5投完一品种后及时清理落地料并投入;注意地面 原料的交叉污染! 6出清筛清理及时;筛上物的处理及时、归类清楚!
中控岗位应该注意的问题
• 配料称的精度,动态误差 • 称门和混合机门的密闭程度 • 加油时间的长短 • 混合机的放料时间 • 各岗位间的沟通 • 应急处理事故 • 班前预算 • 原始记录
小料投料案例
• 如果中控通知小料工投510;而小料工 以把511投入小料口,如不把510挖出, 则质量事故是不可避免!
生产过程关键点的控制
• 六、油脂添加:1大料工要及时将混合油 加热,并随时要注意油的质量,有异常 请通知品管,加热油温以60--65℃为宜。 2大料工要根据中控工要求更换油的 品种。 3中控工保证每班两次校油,以保证 加油的准确性。 4每年油灌至少要清理至少两次。 5下班后要及时放出管道的油脂
生产过程关键点的控制
• 七、混合:1品管要对混合均匀度每月测 一次,以保证最佳混合时间。 2我们根据实际的混合均匀度设定 合理的混合时间。 3根据制粒速度安排好混合的批数, 防止溢料和串料。
生产过程关键点的控制
• 八、制粒:1根据生产的品种,选择适合的孔径和压缩 比环模。正确的环模装配及检查紧固件。
2禽料的制粒温度应保持在65--75℃
猪
料的制粒温度应保持在70--80℃(除551)。
3根据品种更换分级筛的规格,上筛之前要敲筛, 检查弹力球,包括筛网的状况,并定时停机敲底筛。
一定要把上筛和底筛上齐。不可投机取巧(料好规格0 号料上筛3.5下筛1.5;2号料上筛5下筛2.5,颗粒下 筛同环模规格)
4要注意调制时间,应在15秒左右,使料熟化好, 调制后的水分应在16%--20%,这是制好粒防止粉末 多的关键。
• 在小料工在投511时误投510而不通知 中空工;质量可想而知!
小料投放案例
• 生产510 料40吨,小料共80批,批次 和数量、批重都准确无误,但是由于小 料工的疏忽大意,在生产配料完成后, 小料添加工发现还剩下一批小料,肯定 是配料时有一批小料没有添加,这时小 料工及时地通知了中控和品管,这40吨 510不能入库,需要回机。如果你是生 产主管,对这个小料添加工如何处理 (该罚、该奖),请你说明理由!
生产过程关键点的控制
• 四、配方输入1要认真检查核算员所打印的配 方有无明显错误。 2将配方转换成生产配方,并认真复查。 3每生产完一个品种,要将实际用料清单, 与配方理论用量比较以便检查配料的准确性和 损耗。 4配方要保密,中控室外人不经允许不得 入内,微机要设置密码,配方兼出库单生产完 后要及时送回核算员。 6要通知制粒工生产品种的粒径规格,破 碎大小 7及时通知各岗位班前准备工作,顺速进入 生产。
生产过程关键点的控制
• 五、小料投放:1要根据中控工的要求, 投放需品种的小料,并核对批数。2要根 据信号投放小料,并不断地同中控工核 对批次,以防多投或少投。每批小料要 投净,并将滴漏小料打扫干净。3生产每 个品种将上班的苍尾料及时投入。4投料 信号响时要迅速将小料投入小料口,残 料投完按信号,并作记录。
5设备的巡视及果断应急处理
生产过程关键点的控制
• 九、冷却:1要根据成品水分调节料位器 的高度。2夏天为保持成品水分,可以在 冷却四周加上水帘。 3根据水分调整关风器 4要注意闭合状态,防止出现热 料和串料。 5要定期清理冷却器内仓壁,防 止霉块的出现。
生产过程关键点的控制
投料过程案例
• 中控通知投料工投石粉3吨,投料工非常 积极的投料,3吨石粉投完,投料组长打 电话给中控,“石粉已经投完”,此时 其余投料工在清理投料现场,把现场的 落地石粉刚投入投料口,投料口处的风 机和提升机也停止运转,此时投料工们 没有意识到事故已经形成,在中控通知 投下一个原料时还是象往常一样进行同 样的操作。如果不能及时的发现,那质 量事故发生在市场上也不足为奇!
投料过程案例
• 中控工给投料工打电话投石粉,而投料 工误听成投次粉,工作极积完成。如不 被发现、后果是多么严重。
• 在做lc323时中控工给投料工打电话投 粗豆粕;工作极积急完成,落地料也打 扫干净,而落地料的杂志未捡出,成品 料中肯定含有杂质,质量是否合格!
小料配制岗位需要用心做!
• 该多少就是多少; • 相信称、不要相信经验; • 小料是饲料的核心原料,误差量的大小