碳素结构钢及低合金高强钢焊接方法选择
钢结构工程焊接专项方案
一、工程概况 (2)二、编制依据 (2)三、焊接要求 (3)四、材料 (3)五、施工方法 (4)六、安装焊接的质量验收 (11)七、焊接质量保证措施 (13)八、主要安全技术措施 (14)九、成品保护 (16)一、工程概况本工程位于桐洲监狱内,原 AB 门处。
因桐洲监狱改建,原 AB 门拆除,并在 AB 门处新建厂房,代替原旧三监区工艺房,该厂房采用平面桁架结构形式,建造高度 6m(本处为檐口高度) ,建造面积: 1987.59m。
本工程结构安全等级为二级,设计使用年限为 10 年,结构重要性系数为 1.0;建造工程等级二级。
本工程屋面为 0.5mm820 型采钢板+75mm 玻璃丝绵保温层(带钢丝网)。
墙面 1.2m 以下为 200mm 厚轻质砖墙 1.2m 以上为 0.5mm900 型彩钢板+75mm 玻璃丝绵保温面(带钢丝网)二、编制依据1、《碳素结构钢》 (GB 700-2022);2、《通用冷弯开口型钢》 (GB 6723-2022);3、《碳钢焊条》 (GB 5117-1995);4、《钢结构焊接规范》 (GB50661-2022);5、《钢管结构技术规程》 (CECS 280:2022)6、《冷弯薄壁型钢结构技术规程》 (GB 50018-2002);7、《冷弯型钢技术条件》 (GB 6725-2022);8、《直缝电焊钢管》 (GB/T13793—2022);9、《碳钢药芯焊丝》 (GB 10045-2001);三、焊接要求1、组合 H 型钢的腹板与翼缘的焊接应采用自动埋弧焊机焊,且四道连接焊缝均应双面满焊,不得单面焊接。
2、组合 H 型钢因焊接产生的变形应以机械或者火焰矫正调直。
3、焊缝质量等级:连接板与 H 型钢的连接焊缝为全熔透坡口焊,质量等级为二级,其他为三级。
所有非施工图所示构件拼接用的对接焊缝质量应达到二级。
对于全熔透焊缝,可根据焊接规程的基本要求,结合焊缝质量等级、焊接工艺和焊接次序,确定坡口形式和尺寸。
建筑钢筋的种类

我国的建筑用钢主要为碳素结构钢和低合金高强度结构钢两种,优质碳素结构钢在冷拔碳素钢丝和连接用紧固件中也有应用。
另外,厚度方向性能钢板、焊接结构用耐候钢、铸钢等在某些情况下也有应用。
一、碳素结构钢按国家标准《碳素结构钢》GB/T700生产的钢材共有Q195、Q215、Q235、Q255和Q275种品牌,板材厚度不大于16mm的相应牌号刚才的屈服点分别为195 ..215...235..255和275N/mm2。
其中Q235含碳量在0.22%一下,属于低碳钢,刚才的强度适中,塑性、韧性均较好。
该牌号钢材又根据化学成分和冲击韧性的不同划分为A、B、C、D共4个质量等级,按字母顺序由A到D,表示质量等级由低到高。
除A级外,其它三个级别的含碳量均在0.20%以下,焊接性能也很好。
因此,规范将Q235牌号的钢材选为承重结构用钢。
Q235钢的化学成分和脱氧方法、拉伸和冲击试验以及冷弯试验结果均应符合表2.6.1、2.6.2和2.6.3的规定。
代表沸腾钢,“b”代表半镇静钢,符号“Z”和“TZ”分别代表镇静钢和特种镇静钢。
在具体标注时“Z”和“TZ”可以省略。
例如Q235B代表屈服点为235N/mm2的B级镇静钢。
在冷弯薄壁型钢结构的压型钢板设计中,如由刚度条件而非强度条件起控制作用时,也允许采用Q215牌号的钢材,可参考本书第9章单层厂房钢结构的有关内容。
二、低合金高强度结构钢按国家标准《低合金高强度结构钢》GB/T1591生产的钢材共有Q295、Q345、Q390、Q420和Q460等5种牌号,板材厚度主要依靠添加少量几种合金元素来达到,合金元素的总量低于5%,故称为低合金高强度钢。
其中Q345、Q390和Q420均按化学成分和冲击韧性各划分为A、B、C、D、E共5个质量等级,字母顺序越靠后的钢材质量越高。
这三种牌号的钢材均有较高的强度和较好的塑性、韧性、焊接性能,被规范选为承重结构用钢。
这三种低合金高强度钢的牌号命名与碳素结构钢的类似,只是前者的A、B级为镇静钢,C、D、E级为特种镇静钢,故可不加脱氧方法的符号。
碳钢、低合金钢焊丝选用及说明
碳钢、低合金钢焊丝选用及说明本文所用焊丝型号源自GB/T 8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》标准,本文所涉及母材钢种包括如下:1、GB/T 699-2015 优质碳素结构钢2、GB/T-700-2006 碳素结构钢3、GB/T 1591-2016 低合金高强度结构钢4、GB 5310-2008 高压锅炉用无缝钢管5、GB 3531-2014 低温压力容器用钢板6、GB/T 18984-2016 低温管道用无缝钢管7、GB/T 30060-2013 石油天然气输送管件用钢板8、GB-T 4171-2008 耐候结构钢9、GB 713-2014 锅炉和压力容器用钢板10、GB/T 3273-2015 汽车大梁用热轧钢板和钢带11、YB/T4137-2013 低焊接裂纹敏感性高强度钢板12、GB/T16270-2009高强度结构用调质钢板13、GB/T 28909-2012 超高强度结构用热处理钢板14、GB 712-2011 船舶及海洋工程用结构钢15、GB/T 14164-2013 石油天然气输送管用热轧宽钢带16、GB/T 714-2015 桥梁用结构钢17、GB/T 19879-2015 建筑结构用钢板18、GBT 24186-2009工程机械用高强度耐磨钢板.19、GB/T 3077-2015 合金结构钢20、GB 19189-2011压力容器用调质高强度钢板共计20类钢种,156个钢牌号,即使这样,也仅能算是常见钢种牌号。
焊丝选用原则与焊条选用大致相似,读者可以参照编者百度文库中相关文章,这里就不再叙述,不少焊丝型号没有对应的牌号,编者推荐牌号并用颜色背景填充。
类别常见牌号屈服强度MPa 冲击韧性J/℃焊丝型号焊丝牌号1Q235B 23527J/20℃ER49-1H08Mn2Si 2Q275B 27527J/20℃ER49-1H08Mn2Si 32527571J/20℃ER50-3、ER50-6、ER50-7H11MnSi、H11Mn2Si 43531555J/20℃ER50-3、ER50-6、ER50-7H11MnSi、H11Mn2Si 525Mn 29571J/20℃ER50-3、ER50-6、ER50-7H11MnSi、H11Mn2Si 6Q345D 34534J/-20℃ER50-3、ER50-6、ER50-7H11MnSiA、H11Mn2SiA 7Q390D39034J/-20℃ER50-3、ER50-6、ER50-7H11MnSiA、H11Mn2SiA 8Q420D42034J/-20℃ER50-3、ER50-6、ER50-7H11MnSiA、H11Mn2SiA 9Q460D 46034J/-20℃ER55-D2H08Mn2MoA 10Q500E50031J/-40℃ER55-Ni1H08CrNiE 11Q550E 55031J/-40℃ER69-1H08CrNi2E 12Q620E62031J/-40℃ER69-1H08CrNi2E 13Q690E 69031J/-40℃ER76-1H08CrNi2E 1415MoG27040J/20℃ER49-A1H08MnMo 1515Ni1MnMoNbCu 44040J/20℃ER55-1H08CrNiCu 1612Cr3MoVSiTiB 44040J/20℃ER55-B3L H08CrMnSiMoV1710Cr9Mo1VNbN 41540J/20℃ER62-B9/1816MnDR 31547J/-40℃ER55-Ni1H08CrNiE 1915MnNiDR 32560J/-45℃ER55-Ni1H08CrNiE 2016MnDG 32021J/-45℃ER55-Ni1H08CrNiE 2110MnDG 24021J/-45℃ER55-Ni1H08CrNiE 2209DG21021J/-45℃ER55-Ni1H08CrNiE 2315MnNiNbDR 37060J/-50℃ER55-Ni2H08CrNi22409MnNiDR 30060J/-70℃ER55-Ni3H08CrNi32509Mn2VDG 30021J/-70℃ER55-Ni3H08CrNi32608Ni3DR 32060J/-100℃S309L H0Cr24Ni132706Ni3MoDG 25021J/-100℃S309L H0Cr24Ni132806Ni9DR 560100J/-196℃S309LH0Cr24Ni1329Q320PF32060J/-30℃ER50-6、ER50-7H11MnSiA、H11Mn2SiA 30Q360PF 36060J/-30℃ER50-6、ER50-7H11MnSiA、H11Mn2SiA31Q390PF 39060J/-30℃H08Mn2MoA 32Q415PF41560J/-30℃H08Mn2MoA 33Q450PF 45060J/-30℃H08Mn2MoA 34Q485PF 48560J/-30℃H08Mn2MoA 35Q555PF55560J/-30℃ER62-D2H10Mn2MoAGB5310高压锅炉用无缝钢管GBT699GBT700碳素钢GBT1591低合金高强度结构钢序号碳钢低合金钢焊丝选用一览表母材焊丝GB3531低温压力容器用钢板GBT18984低温管道用无缝钢管GBT30060石油天然气输送管件用钢ER55-D2类别常见牌号屈服强度MPa 冲击韧性J/℃焊丝型号焊丝牌号序号36Q235NHE 23527J/-40℃ER55-1H08CrNiCuE 37Q295NHE 29527J/-40℃ER55-1H08CrNiCuE 38Q355NHE 35527J/-40℃ER55-1H08CrNiCuE 39Q415NHE 41527J/-40℃ER55-1H08CrNiCuE 40Q450NHE 45027J/-40℃ER55-1H08CrNiCuE 41Q500NHE 50027J/-40℃ER55-1H08CrNiCuE 42Q550NHE 55027J/-40℃ER55-1H08CrNiCuE 43Q345R 34541J/0℃ER50-3、ER50-6、ER50-7H11MnSi、H11Mn2Si 44Q370R 37047J/-20℃ER50-3、ER50-6、ER50-7H11MnSiA、H11Mn2SiA 45Q420R42060J/-20℃ER55-D2H08Mn2MoA 4615CrMoR29547J/20℃ER55-B2、ER49-B2L、ER55-B2-Mn H13CrMo 4712Cr1MoVR24547J/20℃ER55-B2-MnV H08CrMoV、H08CrMnSiMoV 4812Cr2Mo1R 31047J/20℃ER55-B3L、ER62-B3H08Cr2Mo 4912Cr2Mo1VR 41547J/-20℃ER55-B3L、ER62-B3H08Cr2MoA 5013MnNiMoR 39047J/0℃ER55-D2H08Mn2Mo 5118MnMoNbR 40047J/0℃ER55-D2-Ti H08Mn2MoV 52370L245/ER50-6、ER50-7H11MnSiA、H11Mn2SiA 53420L 280/ER50-6、ER50-7H11MnSiA、H11Mn2SiA 54440L305/ER50-6、ER50-7H11MnSiA、H11Mn2SiA 55510L355/ER55-Ni1H08CrNiE 56550L 400/ER55-Ni1H08CrNiE 57Q460CFE 46060J/-40℃ER55-Ni1H08CrNiE 58Q500CFE 50060J/-40℃ER55-Ni1H08CrNiE 59Q550CFE 55060J/-40℃ER69-1H08CrNi2E 60Q620CFE 62060J/-40℃ER69-1H08CrNi2E 61Q690CFE 69060J/-40℃ER76-1H08CrNi2E 62Q800CFE 80060J/-40℃ER83-1H08CrNi3E 63Q460E 46034J/-40℃ER55-Ni164Q460F 46034J/-60℃/65Q500E 50034J/-40℃ER55-Ni166Q500F 50034J/-60℃/67Q550E 55034J/-40℃68Q550F 55034J/-60℃69Q620E 62034J/-40℃70Q620F 62034J/-60℃71Q690E 69034J/-40℃72Q690F 69034J/-60℃73Q800E 80027J/-40℃74Q800F 80027J/-60℃75Q890E 89027J/-40℃76Q890F 89027J/-60℃77Q960E 96027J/-40℃78Q960F96027J/-60℃GBT16270高强度结构用调质钢板GBT4171耐候钢GB713锅炉和压力容器用钢板GBT3273汽车大梁用钢ER69-1ER76-1ER83-1YBT4137低焊接裂纹敏感性高强度钢ER88-1ER98-1H08CrNiEH08CrNi2EH08CrNi2E H08CrNi3E H08CrNi3E H08Cr2Ni4E类别常见牌号屈服强度MPa 冲击韧性J/℃焊丝型号焊丝牌号序号79Q1030E 103027J/-40℃80Q1100E 110027J/-40℃81Q1200E 120027J/-40℃82Q1300E 130027J/-40℃83EH3636034J/-40℃ER55-184FH3636034J/-60℃/85EH42042042J/-40℃ER55-186FH42042042J/-60℃/87EH46046046J/-40℃ER55-188FH46046046J/-60℃/89EH50050050J/-40℃ER55-190FH50050050J/-60℃/91EH55055055J/-40℃92FH55055055J/-60℃93EH62062062J/-40℃94FH62062062J/-60℃95EH69069069J/-40℃96FH69069069J/-60℃97L320/X5032060J/-10℃ER50-6、ER50-7H11MnSi、H11Mn2SiA 98L360/X5236080J/-10℃ER50-6、ER50-7H11MnSi、H11Mn2SiA 99L390/X5639080J/-10℃ER55-D2H08Mn2Mo 100L415/X6041580J/-10℃ER55-D2H08Mn2Mo 101L450/X6545080J/-10℃ER55-D2H08Mn2Mo 102L485/X70485100J/-10℃ER55-D2H08Mn2Mo 103L555/X80550120J/-10℃ER62-D2H10Mn2Mo104L625/X90625/ER69-1H08CrNi2E105L690/X100690/ER76-1H08CrNi2E 106L830/X120830/ER83-1H08CrNi3E107Q420qE 420120J/-40℃ER55-1108Q420qF 42047J/-60℃/109Q460qE 460120J/-40℃ER55-1110Q460qF 46047J/-60℃/111Q500qE500120J/-40℃ER55-1112Q500qF50047J/-60℃/113Q550qE550120J/-40℃114Q550qF 55047J/-60℃115Q620qE 620120J/-40℃116Q620qF 62047J/-60℃117Q690qE 690120J/-40℃118Q690qF 69047J/-60℃119Q420GJE 42031J/-40℃ER55-1H08CrNiCuE 120Q460GJE46031J/-40℃ER55-1H08CrNiCuE 121Q500GJE50031J/-40℃ER55-1H08CrNiCuE122Q550GJE55031J/-40℃123Q620GJE 62031J/-40℃124Q690GJE69031J/-40℃ER76-1H08CrNi2EER98-1GBT714桥梁用结构钢GBT19879建筑结构用钢板H08CrNi2E ER69-1H08Cr2Ni4EER76-1ER69-1ER76-1H08CrNiCuEER69-1GBT712船舶及海洋工程用结构钢GBT21237GBT14164石油天然气管线钢GBT28909超高强度结构用热处理钢板H08CrNi2EH08CrNi2EH08CrNi2E H08CrNiCuEH08CrNi2E类别常见牌号屈服强度MPa 冲击韧性J/℃焊丝型号焊丝牌号序号125NM30089024J/-20℃126NM36096024J/-20℃12720Mn259047J/20℃ER62-D2H10Mn2Mo 12820MnV 59055J/20℃ER62-D2H10Mn2Mo 12920Cr 54047J/20℃ER62-D2H10Mn2Mo 13015CrMo 29594J/20℃ER55-B2、ER49-B2L 、ER55-B2-Mn H13CrMo 13112CrMoV 22578J/20℃ER55-B2-MnVH08CrMoV 13212CrMo265110J/20℃ER55-B2、ER49-B2L 、ER55-B2-Mn H10CrMo 13315CrMn 59047J/20℃ER55-D2H08Mn2Mo 13420CrNi 59063J/20℃ER55-Ni1H08CrNiE 13512CrNi259063J/20℃ER55-Ni2H08CrNi2E 13615MnVB 63555J/20℃ER55-D2-Ti H08Mn2MoV 13720CrMnSi63555J/20℃ER62-D2H10Mn2Mo 13820CrMn 73547J/20℃ER62-D2H10Mn2Mo 13912CrNi368571J/20℃ER55-Ni3H08CrNi3E 14020CrNi373578J/20℃ER55-Ni3H08CrNi3E 14115CrNiMo 75046J/20℃ER55-Ni2H08CrNiE 14220CrNiMo 78047J/20℃ER55-Ni1H08CrNiE 14320MnMoB 88555J/20℃ER55-D2-Ti H08Mn2MoV 14420MnVB 88555J/20℃ER55-D2-Ti H08Mn2MoV 14525CrMnSi 88039J/20℃ER62-D2H10Mn2Mo 14620CrMnMo 88555J/20℃ER62-D2H10Mn2Mo 14720CrMnTi 85055J/20℃ER55-D2-Ti H08Mn2MoV 14812Cr2Ni483571J/20℃ER55-Ni3H08CrNi3E 14918MnCrNiMo 88571J/20℃ER55-Ni2H08CrNi3E 15018Cr2Ni4W 83578J/20℃ER55-Ni3H08Cr2Ni4E 15120MnTiB 93055J/20℃ER55-D2-Ti H08Mn2MoV 15220Cr2Ni4108063J/20℃ER55-Ni3H08Cr2Ni4E 15307MnMoVR49080J/-20℃ER55-Ni1H08CrNiE 15407MnNiVDR49080J/-40℃ER55-Ni1H08CrNiE 15507MnNiMoDR49080J/-50℃ER55-Ni2H08CrNiE 15612MnNiMoVR49080J/-20℃ER55-Ni1H08CrNiE GBT3077合金钢GBT24186工程机械用高强度耐磨钢板ER83-1GB19189压力容器高强度钢H08CrNi3E。
5钢材材质的选用及焊条选用

钢材材质及焊条选用
《碳素结构钢》(GB700-88)
《低合金高强度结构钢》(GB/T1591)
《碳钢焊条》(GB/T5117)
一:钢材的选用
的合格保证,对焊接结构尚应具有碳含量的合格保证。
焊接承重结构以及重要的非焊接承重结构采用的钢材还应具有冷弯试验的合格保证。
”
此条指出:“焊接结构尚应具有碳含量的合格保证。
”在焊接结构中,建筑钢的焊接性能主要取决于碳含量,碳的合适含量宜控制在0.12%-0.2%之间,超出该范围的幅度愈多,焊接性能变差的程度就愈大。
3.GB50018-3.0.1指出“在现行国家标准«碳素结构钢»中提出:‘A级钢的含碳量可以不作交货条件’,由于焊接结构对钢材含碳量要求严格,所以Q235A级钢不宜在焊接结构中使用。
”
二:焊条的选用
1.(GB50017-3.3.8-1)“手工焊接采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117或《合金钢焊条》GB/T5118的规定。
选择的焊条型号应与主体金属力学性能相适应。
对直接承受动力荷载且需要验算疲劳的结构,宜采用低氢型焊条。
2.E43型焊条力学性能与Q235钢材的力学性能相适应,E50,E55型焊条的力学性能均大于Q235钢材的。
焊接焊丝的选用

焊接资料焊接基础知识问答(3)五、碳钢及普通低合金钢的焊接1.什么是碳素钢?常用的有哪几种?答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)2.为什么叫普通低合金钢?它们是如何分类的?答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
3.什么是金属材料的机械性能?答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
4.什么是钢材的工艺性能?答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
5.什么是金属的焊接性?答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
6.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?答:ER50-6实心焊丝(如:唐山神钢MG-51T)适合的钢材有:〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275〈2〉优质碳素结构钢:08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn30Mn 35Mn〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H〈4〉压力容器用碳素钢: 20R〈5〉锅炉用碳素钢:20g〈6〉桥梁用碳素结构钢:16q〈7〉核压力容器用碳素钢:20HR〈8〉汽车制造用碳素结构钢: 08Al 15Al〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)Q390 (15MnV、15MnTi、16MnNb)Q420 (15MnVN、14MnVTiRE)〈10〉船体用低合金高强度结构钢AH32 DH32 EH32 AH36〈11〉压力容器用低合金高强度结构钢16MnR 15MnVR 15MnVNR〈12〉锅炉用低合金高强度结构钢16Mng 19Mng 22Mng〈13〉桥梁用低合金高强度结构钢16Mnq(16MnCuq)15MnVq 15MnVNq〈14〉石油天然气管道用低合金高强度结构钢S290 S315 S360 S380 S4157.为什么低合金高强钢会出现裂纹?有哪些影响因素?答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
Q235的焊接工艺
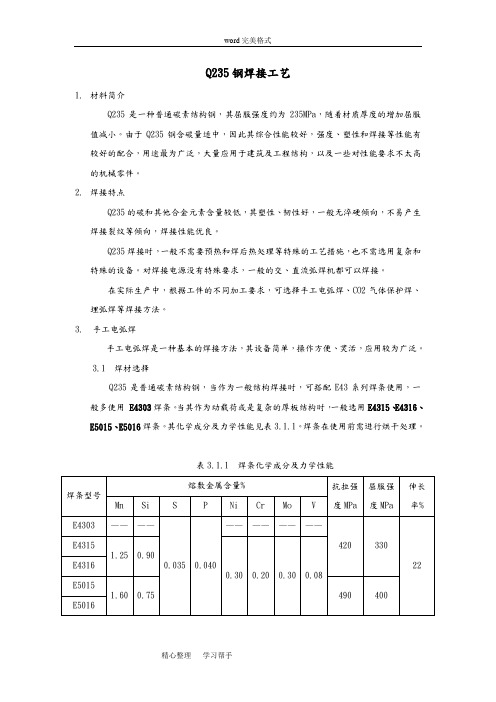
Q235钢焊接工艺1.材料简介Q235是一种普通碳素结构钢,其屈服强度约为235MPa,随着材质厚度的增加屈服值减小。
由于Q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高的机械零件。
2.焊接特点Q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生焊接裂纹等倾向,焊接性能优良。
Q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和特殊的设备。
对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。
在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、CO2气体保护焊、埋弧焊等焊接方法。
3. 手工电弧焊手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为广泛。
3.1 焊材选择Q235是普通碳素结构钢,当作为一般结构焊接时,可搭配E43系列焊条使用,一般多使用E4303焊条。
当其作为动载荷或是复杂的厚板结构时,一般选用E4315、E4316、E5015、E5016焊条。
其化学成分及力学性能见表3.1.1。
焊条在使用前需进行烘干处理。
表3.1.1 焊条化学成分及力学性能3.2 焊前准备焊接前,焊件按工艺要求选择坡口形式,开坡口并清除坡口、焊件对接面及周围的锈蚀、油污等有害物质,避免产生焊接缺陷。
同时也要保证焊条的表面清洁、无污物。
当环境温度低于0℃,或者焊件较厚时,一般在100-150℃下预热。
3.3 焊接工艺参数手工电弧焊一般分为平焊、横焊、立焊、仰焊四种形式。
焊接电流的选择主要取决于焊条直径和焊缝位置,其次是焊件厚度、接头类型、焊道层次等。
而电弧电压主要由电弧长度来决定。
因此,电弧长度要适中,以保证电弧燃烧稳定,防止出现咬边、未焊透、外观成型不良等缺陷。
在焊接过程中,焊接速度要适当,既要保证焊透、融合良好,又要保证不烧穿。
对于厚度较大的焊件需采用多层焊。
碳钢焊条选用及相关说明

抗拉强度 430MPa 以下碳钢焊接焊条选用见表 1; 抗拉强度 490MPa 以下碳钢及低合金高强钢焊接焊条选用见表 2;
焊 型号
对应牌 号
表 1:碳钢焊条选用表 (适用于抗拉强度 430MPa 以下碳钢焊接)
药皮渣性
适用范围
E4303 J422
①钛钙型;②酸性短渣、电弧稳定 性好;③成型美观,飞溅少、熔深 中等;④尘害小;⑤全位置、交直 流;⑥焊缝韧性一般。
J426Fe 13
①铁粉低氢钾型;②碱性短渣、电 ①A、B、C、D 级碳素结构钢,如
弧稳定性好、③成型粗糙,飞溅多、 Q235D;②优质碳素结构钢,如
熔深中等,④尘害稍大;⑤平焊、 20#钢;③低合金钢,如 09Mn2。
平角焊、横焊、交直流;⑥焊缝韧 ④重要结构;⑤特别适合冷裂敏
J423
①钛铁型;②酸性中渣、电弧稳定 性好;③成型美观,飞溅稍多、熔 深中等;④尘害略大;⑤全位置、 交直流;⑥焊缝韧性良好。
①A、B、C 级碳素结构钢,如 Q235C;②优质碳素结构钢,如 20#钢;③重要结构。
J424
①氧化铁型;②酸性长渣流动性好、 电弧稳定性好;③成型美观,飞溅 稍多、熔深中等;④尘害偏大;⑤ 平焊、平角焊、交直流;⑥焊缝韧 性较差;⑦焊缝抗热裂。
碳钢焊条选用及相关说明
一、焊条选用的基本原则及依据 1、依据标准
新标准 GB/T 5117-2012 与旧标准 GB/T 5117-2012 相比,内容上做了调整和改变, 尤其焊条型号的编制;故新标准的型号编制、渣系定义、力学性能是焊条选用的基本依 据。 2、强度韧性匹配原则
在母材与焊条匹配方面,有两种基本原则,其一是偏重于强度韧性的匹配,其二是 偏重于化学成分的匹配。
建筑钢材的标准与选用
8.3 建筑钢材的标准与选用建筑工程用钢有钢结构用钢和钢筋混凝土结构用钢两类,前者主要应用型钢和钢板,后者主要采用钢筋和钢丝。
一、钢结构用钢钢结构用钢主要有碳素结构钢和低合金结构钢两种。
(一)碳素结构钢(非合金钢)1.碳素结构钢的牌号及其表示方法碳素结构钢的牌号由四个部分组成:屈服点的字母(Q)、屈服点数值(N/mm2)、质量等级符号(A、B、C、D)、脱氧程度符号(F、B、Z、TZ)。
碳素结构钢的质量等级是按钢中硫、磷含量由多至划分的,随A、B、C、D的顺序质量等级逐级提高。
当为镇静钢或特殊镇静钢时,则牌号表示“Z”与“TZ”符号可予以省略。
按标准规定,我国碳素结构钢分五个牌号,即Q195、Q215、Q235、Q255和Q275。
例如Q235—A·F,它表示:屈服点为235N/mm2的平炉或氧气转炉冶炼的A级沸腾碳素结构钢。
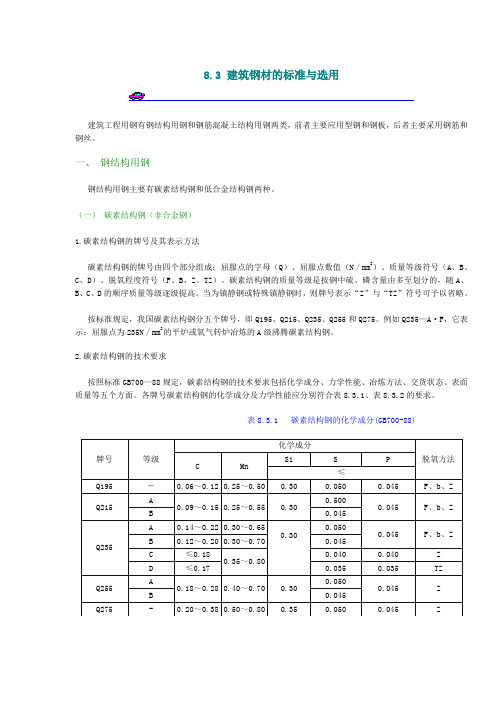
2.碳素结构钢的技术要求按照标准GB700—88规定,碳素结构钢的技术要求包括化学成分、力学性能、冶炼方法、交货状态、表面质量等五个方面。
各牌号碳素结构钢的化学成分及力学性能应分别符合表8.3.1、表8.3.2的要求。
表8.3.1 碳素结构钢的化学成分(GB700-88)表8.3.2 碳素结构钢的力学性能(GB700-88)3.碳素结构钢各类牌号的特性与用途建筑工程中常用的碳素结构钢牌号为Q235,由于该牌号钢既具有较高的强度,又具有较好的塑性和韧性,可焊性也好,故能较好地满足一般钢结构和钢筋混凝土结构的用钢要求。
相反用Q195和Q215号钢,虽塑性很好,但强度太低;而Q255和Q275号钢,其强度很高,但塑性较差,可焊性亦差,所以均不适用。
Q235号钢冶炼方便,成本较低,故在建筑中应用广泛。
由于塑性好,在结构中能保证在超载、冲击、焊接、温度应力等不利条件下的安全:并适于各种加工,大量被用作轧制各种型钢、钢板及钢筋。
其力学性能稳定,对轧制、加热、急剧冷却时的敏感性较小。
各种金属的焊接工艺

各种金属的焊接工艺金属焊接工艺各种金属的焊接工艺碳钢及普通低合金钢的焊接104.什么是碳素钢?常用的有哪几种?答:碳素钢也叫碳钢。
常用焊接的有低碳钢(含C≤0.25%)和中碳钢(含C=0.25%--0.60%);优质碳素结构钢(08、10、15、20、25、30、35、40、45)105.为什么叫普通低合金钢?它们是如何分类的?答:在普通低合金钢中,除碳以外,还含有少量其他元素,如:锰、硅、钒、钼、钛、铝、铌、铜、硼、磷、稀土等,性能发生变化,得到比一般碳钢更优良的性能,如:高强度钢、耐蚀钢、低温钢、耐热钢等。
106.什么是金属材料的机械性能?答:强度、硬度、朔性、韧性、耐疲劳和蠕变性能等。
107.什么是钢材的工艺性能?答:钢材承受各种冷热加工的能力,如:可切削性、可锻性、可铸性和可焊接性等。
108.什么是金属的焊接性?答:在一定的焊接工艺条件下获得优质焊接接头的难易程度。
包括两方面的内容:一是接合性能,又称工艺可焊性;二是使用性能,又称使用可焊性。
109.为什么ER50-6实心焊丝使用十分普遍?它适合哪些钢材?答:ER50-6实心焊丝适合的钢材有:〈1〉普通碳素结构钢:Q215 Q235 Q255 Q275〈2〉优质碳素结构钢:08 10 15 20 25 30 35 40 45 15Mn 20Mn 25Mn 30Mn 35Mn〈3〉碳素铸钢:ZG200-400H ZG230-450H ZG275-485H〈4〉压力容器用碳素钢:20R〈5〉锅炉用碳素钢:20g〈6〉桥梁用碳素结构钢:16q〈7〉核压力容器用碳素钢:20HR〈8〉汽车制造用碳素结构钢:08Al 15Al〈9〉普通低合金高强度结构钢:Q295 (09MnV、09MnNb、09Mn2)Q345 (14MnNb、16Mn、16MnRE)Q390 (15MnV、15MnTi、16MnNb)Q420 (15MnVN、14MnVTiRE)〈10〉船体用低合金高强度结构钢AH32 DH32 EH32 AH36〈11〉压力容器用低合金高强度结构钢16MnR 15MnVR 15MnVNR〈12〉锅炉用低合金高强度结构钢16Mng 19Mng 22Mng〈13〉桥梁用低合金高强度结构钢16Mnq(16MnCuq)15MnVq 15MnVNq〈14〉石油天然气管道用低合金高强度结构钢S290 S315 S360 S380 S415110.为什么低合金高强钢会出现裂纹?有哪些影响因素?答:随含碳量和合金元素的增加,产生冷裂纹的敏感性增加。
钢材的技术标准及选用

1.2 钢的冶炼
生铁 钢水+钢渣 原理—将熔融的生铁进行氧化,使碳的含量降到一定 限度,同时把其它杂质的含量也降到一定限度。 脱氧:精炼后的钢液中还留有一定的氧化铁,使钢的 质量降低,需加入脱氧剂以消除其影响。常用的脱氧剂有 锰铁、硅铁和铝锭。
常用的炼钢方法:
空气转炉法、氧气转炉法、平炉法和电炉法。
3、焊接质量的检验方法——取样试件试验、原位非破损检验两类
(3)冷加工 即将钢材在常温下进行冷拉,冷轧或冷拔,使产生塑形 变形,从而提高屈服强度,塑形和韧性会下降。
由于产生内应力,弹性模量也下降。 目的:提高屈服强度,节约钢材。 冷拉和冷拔是金属冷加工的两种不同的方法,两者并非 一个概念。 冷加工时效处理:自然时效和人工时效。可使屈服点进 冷拉指在金属材料的两端施加拉力,使材料产生拉伸变 一步提高,抗拉强度稍见 增长,塑形和韧性继续降低,但弹 形的方法;冷拔是指在材料的一端施加拔力,使材料通过一 模可基本恢复。 个模具孔而拔出的方法,模具的孔径要较材料的直径小些。 冷拔加工使材料除了有拉伸变形外还有挤压变形,冷拔 加工一般要在专门的冷拔机上进行。 经冷拔加工的材料要比经冷拉加工的材料性能更好些。 抗拉和抗压强度都会提高。
形的能力。
2.2工艺性能 (1)冷弯性能 冷弯性能系指钢材在常温条件下承受弯曲变形的能力,是 钢材重要的工艺性能。 表示:弯曲角度(α)以及弯心直径(d)对钢材厚度或 直径(a)的比值 测定:冷弯性能指标通过冷弯试验而确定,冷弯也是检 验钢材塑性的一种方法,但对钢材塑性的评定更加严格,也 更敏感。 评价:用于揭示钢材内部是否存在组织的不均匀、内应力、 夹杂物、未溶物和微裂缝等缺陷。因此,冷弯性能可反映 钢材的冶金质量和焊接质量。
(4)热处理:将钢材按一定规则加热、保温和冷却,以改变 其组织,从而获得所需性能的一种工艺。方法有:退火、正火、 淬火和回火。 钢的退火是把钢加热到适当温度,保温一定时间,然后缓 慢冷却,以获得接近平衡组织的热处理工艺。退火的目的在于 均匀化学成分、改善机械性能及工艺性能、消除或减少内应力 并为零件最终热处理作好组织准备。 正火与退火的不同点是正火冷却速度比冷却速度稍快,因 而正火组织要比退火组织更细一些,其机械性能也有所提高。 另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽 可能采用正火来代替退火。
钢材的技术标准与选用

钢材的技术标准与选用钢材的技术标准与选用钢材的技术标准与选用钢材可分为钢筋混凝土结构用钢和钢结构用钢两大类。
一、主要钢种(一)碳素结构钢1.碳素结构钢的牌号及其表示方法。
根据国家标准《碳素结构钢》(GB700—88)规定,碳素结构钢分5个牌号,即Q195、Q215、Q235、Q255和Q275。
按其硫、磷杂质含量由多到少分为A、B、C、D 4个质量等级。
碳素结构钢的牌号表示是由代表屈服点的字母Q、屈服点数值、质量等级(A、B、C、D)、脱氧程度(F、b、Z、TZ)等4个部分按顺序组成.镇静钢和特殊镇静钢在钢的牌号中Z和TZ予以省略.如Q235—A·F,表示此碳素结构钢是屈服点为235MPa的A级沸腾钢;Q235-C,表示此碳素结构钢是屈服点为235MPa的C级镇静钢. 2.碳素结构钢的技术要求。
按照国家标准《碳素结构钢》(GB700-88)规定,碳素结构钢的技术要求如下:(1)化学成分:各牌号碳素结构钢的化学成分应符合表6-1的规定。
(2)力学性能碳素结构钢的强度、冲击韧性等指标应符合表6—2的规定,冷弯性能应符合表6-3的要求。
表6—1 碳素结构钢的化学成分牌号 Mn Si S P 等级化学成分(%) 脱氧方法C Mn Si SP≤Q195 — 0.06~0.12 0。
25~0.50 0。
30 0。
050 0.045 F、b、ZQ215 A 0。
09~0.15 0.25~0.55 0。
30 0。
500 0.045 F、b、ZBQ235 A 0。
14~0.22 0.30~0.65① 0.30 0。
050 0.045 F、b、ZB 0。
12~0.20 0。
30~0。
70② 0.045C ≤0.18 0。
35~0。
80 0.040 0。
040 ZD ≤0。
17 0。
035 0.035 TZQ255 A 0。
18~0。
28 0。
40~0。
70 0.30 0。
050 0。
045 ZB 0。
045Q275 — 0。
高层建筑施工作业-答案4

教育部人才培养模式改革和开放教育试点高层建筑施工形成性考核册学校名称:学生姓名:学生学号:班级:中央广播电视大学编制高层建筑施工作业4第8、9章一、填空题1、高层建筑现浇钢筋混凝土工程中,大直径钢筋竖向连接的工作量较大,目前常用的连接技术主要有电渣压力焊、气压焊、机械连接等。
(按四个空填:电渣压力焊、气压焊、套筒挤压连接和螺纹套筒连接。
)2、钢筋电渣压力焊主要经过引弧、电弧、电渣、和挤压四个过程。
3、钢筋气压焊高备主要包括氧气和乙炔供气装置、加热器、加压器和钢筋器)等。
4、目前,我国已经开发的钢筋挤压技术主要有两种,即套筒挤压连接和螺纹套筒连接。
5、滑升模板由模板系统、操作平台系统、液压提升系统以及施工精度控制与观测系统)四部分组成。
6、模板的滑升分为初试滑升、正常滑升和完成滑升三个阶段.7、滑模施工的精度控制主要包括水平度控制和垂直度控制.8、大模板的构造由于面板材料的不同亦不完全相同,通常由面板、骨架、支撑系统和附件等组成。
9、爬升模板由大模板、爬升支架和爬升设备三部分组成。
10、常用的爬升动力设备有电动葫芦、倒链和单作用液压千斤顶等。
11、钢材的品种繁多,性能各异,在钢结构中采用的钢材主要有碳素结构钢和低合金结构钢二个种类。
12、低合金钢的脱氧方法为镇静钢或特殊镇静钢,应以屈服强度、极限强度、伸长率和冷弯试验状态交货。
13、焊接材料主要有焊条、焊丝和焊剂。
14用于高层建筑的钢结构体系有框架体系、框架剪力墙、筒体系、组合筒体系和交错钢桁架体系等.15、钢网架根据其结构型式和施工条件的不同,可选用高空拼装法、整体安装法或高空滑移法方法进行安装。
二、选择题1、现浇高层混凝土结构施工中,大直径竖向钢盘的连接一般采用(B).A、电弧弧焊电渣压力焊气压焊B、电渣压力焊气压焊机械连接技术C、电弧弧焊电渣压力焊机械连接技术D、电弧弧焊气压焊机械连接技术2、电渣压力焊主要经过引弧、电弧、电渣和挤压四个过程,其中对焊件加热有重要影响的是(D)过程.A、引弧和电弧B、电渣和挤压C、电弧和挤压D、电弧和电渣3、下列对钢筋套筒挤压连接技术特点廉洁不正确的是(D)。
钢结构焊接工艺

钢结构焊接工艺一、工程焊接特点.(1)本工程地上钢结构构件主体材质为Q355、Q235,此类型钢材在大跨钢结构中应用比较普遍,焊接性能良好,焊接工艺成熟可靠,根据焊接工艺评定参数焊接。
(2)屋架现场拼装组对。
现场焊接量一般。
制造厂焊接效率将直接影响到钢结构安装进度,可以说整个工程进度与焊接进度是息息相关。
二、焊接方法药芯焊丝气体保护焊的焊接根据现场焊接特点,并结合工程实际,采用CO2方法。
选用CO药芯焊丝气体保护焊,一是熔敷速度高,其熔敷速度为手工焊条2的2~3倍,熔敷效率可达90%以上;二是气渣联合保护,电梯稳定、飞溅少、脱渣易、焊道成型美观;第三,对电流、电压的适应范围广,焊接条件设定较为容易。
三、焊接材料(1)焊接材料选用焊接材料采用氢含量较低的焊材。
焊接材料的选用原则与母材强度等强。
焊丝选用:Q355B E501T(药芯焊丝Φ1.2)保护气体为CO2,纯度99.98%(露点≤-40℃)。
焊条J506(2)焊材复验对所有应用于本工程的焊接材料按生产批号进行成分、性能的复验,复验由甲方及国家技术质量监督部门认可的质量监督检测机构进行。
(3)焊材管理焊材须有质保书,应该按类别、牌号、规格、批号等分类堆放,并有明确标志。
堆放场地应保持通风、干燥。
(4)焊材使用药芯焊丝启封后,应尽快用完,不得超过两天时间。
当天多余焊丝应用薄膜封包,存放在室内。
二氧化碳气瓶必须装有预热干燥器。
四、焊工资质焊工应具备全位置焊接水平。
严禁无证上岗,或者低级别焊高级别。
五、焊接工艺评定在工程正式施焊前,根据不同的焊接方法、焊接材料、焊接位置、预热要求以及坡口类型等等,按照GB50661-2011进行工艺评定试验,确定合适的焊接参数,作为焊接工艺规程的依据。
制定出具体的焊接工艺规程后,将要求焊工严格执行,不得随意改变工艺参数。
六、现场焊接施工流程钢结构现场焊接工艺流程图七、焊前准备焊接区操作平台搭设良好,平台高度及宽度应有利于焊工操作舒适、方便,并应有防风措施。
浅谈钢结构用钢材的选用原则

浅谈钢结构用钢材的选用原则傅枞春杨开怀程艳林燕清(福建船政交通职业学院机械工程系,福建福州350007)【摘要】本文梳理了钢结构用钢材按化学成分、强度等级、供货状态等的分类方法,列出常用钢结构的钢材材质牌号,重点分析低合金高强度结构钢、建筑结构用钢、桥梁用结构钢、耐候结构钢等钢材的性能特点,指出钢结构用钢材应该按照使用用途来选用,并综合考虑结构重要性、静态或动态荷载性质、服役温度和腐蚀环境等因素。
【关键词】钢结构钢材选用原则Discussion on the Material Selection of Structural SteelFu Congchun,Yang Kaihuai,Cheng Yan,Lin Yanqing(Department of Mechanical Engineering,Fujian Chuanzheng Communications College,Fuzhou 350007,China )【Abstract 】Material grading for steel structures is listed and analysed according to chemical cmposition,tensile strength grade and supply status,which including low-alloy high strength structural steel,building structural steel,structural steel for bridges,and weathering structural steel.Point out that steel for steel structure should be selected according to the use,and taking into account factors such as structural importance,static or dynamic load properties,service temperature,and corrosive environment.【Keywords 】structural steel;steel;selection;principle引言钢结构工程广泛应用于建筑领域,大型体育场馆、大型文化设施、交通枢纽站、钢桥梁、城市现代高层建筑等,具有规模大、技术难度高、结构新颖等特点,都依托钢结构来实现。
焊接通用技术条件
焊接通用技术条件一范围本标准主要规定了碳素结构钢、低合金工具钢焊接件的通用技术条件。
本标准适用于熔化焊焊缝的检测和评判。
本标准不适用于压力容器、不锈钢焊接。
二引用标准GB324-88 焊接符号表示法GB985-88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T5117-1995 碳钢焊条GB/T5118-1995 低合金钢焊条GB10854-89 钢结构焊缝外形尺寸GB11345-89 钢焊缝手工超声波探伤方法和探伤结果分级JB3223-83 焊条质量管理规程JGJ81-91 建筑钢结构焊接规程三定义本标准采用以下定义1 关键焊缝critical weld指最危险的焊缝,焊缝直接承载,受力大,直接影响产品的安全及可靠性。
2主要焊缝principal weld指比较重要的焊缝,受力较大,危险性仅次于关键焊缝。
3 一般焊缝general weld指非承载或承载很小的焊缝,不影响产品的安全。
4 主要焊件principal welding指含有关键焊缝或主要焊缝的焊接件。
四符号本标准所采用的符号见表1表1 符号及偏差1 一般要求1.1 焊接结构设计应符合以下要求:a 减少零部件加工的工作量;b 便于焊接操作,宜选用平焊〔或船形〕的焊接位置;c 焊缝的布置应对称与杆件或构件重心,薄壁结构中采用接触点焊,侧焊缝间增加槽焊或塞焊,减少焊接变形;d采用钢性较小的接头形式,防止焊缝密集和三向焊缝相交以减少焊接应力和应力集中。
e 较厚的板件〔大于25mm〕,在T形接头、角接接头和十字形接头中,采用防止层状撕裂的措施;f 尽量减少焊缝的数量和尺寸,焊缝长度和焊脚尺寸由计算确定,不得随意增大。
1.2 焊接接头宜采用以下形式:a 对接接头b 搭接接头c T形接头d 角接接头e 槽焊和塞焊接头。
f 接触点焊接头。
1.3 气焊、手工电弧焊及气体保护焊焊缝接头的基本形式与尺寸应符合GB985的规定;埋弧焊接头的基本形式与尺寸应符合GB986的规定。
碳钢焊条使用说明
碳钢焊条使用说明碳钢焊条(其熔敷金属抗拉强度均小于等于500MPa即50kgf/mm2)适用于碳钢及低强度的低合金钢焊接。
选择焊条时,通常依据钢材的化学成分、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件,受力状况及焊接设备性能等方面因素。
必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。
通常对要求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。
对焊接位置有特殊要求者可选用相应的专用焊条,为提高焊接效率,选用铁粉焊条等等。
说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5-15%,采用直流时,比交流可减少10-15%左右。
对低氢型、铁粉型焊条,焊前焊条必须经过350以上的烘焙,尽可能做到随烘随用,用多少烘多少的原则,否则将会产生焊接缺陷(如气孔、夹渣、裂纹、工艺性能变坏等)。
对纤维素型焊条,应严格按说明书规定的烘焙温度进行烘焙,温度过高,将会烧去药皮中的纤维素,破坏焊条固有的工艺性能。
使用低氢型焊条时,焊工应居于上风位置,加强排风,防止焊接烟尘对身体的危害。
对低氢型焊条其烘焙次数尽可能不超过两次,防止药皮变脆、脱落。
低合金钢焊条使用说明根据我国以往焊条分类习惯,焊条国家标准GB/T5118-1995《低合金钢焊条》包含以下三类:1、50公斤级(除熔敷金属Mn-Si系)以上的结构钢焊条;2、钼和铬钼珠光体耐热钢焊条;3、低温钢焊条。
低合金钢焊条的选用,通常是根据钢材的化学成份、力学性能、抗裂性能等要求。
同时还要从焊接结构形状、工作条件,受力情况和焊设备等方面,进行综合考虑。
必要时,需进行焊接性能试验来确定焊条和采取必要的工艺措施。
合金结构钢焊低条的使用一般依钢材的强度等级来选用相应的焊条,同时还需要根据钢材焊接性、母材成份的过渡,焊接结构尺寸、形状、坡口和受力情况等因素,进行综合考虑,在焊缝冷却速度较大,使强度增高,焊缝接头容易产生裂缝的不利情况下,往往可选用比母材强度低一些的焊条,如遇厚板多层焊或焊后进行正火处理等情况,则需防止焊缝强度过低的现象。
2022年特种设备焊接作业《承压焊》安全生产模拟考试题(四)
2022年特种设备焊接作业《承压焊》安全生产模拟考试题(一)姓名:_____________ 年级:____________ 学号:______________1、(判断题)联合型等离子弧工作时非转移弧和转移弧同时并存,故称为联合型等离子弧。
非转移弧起稳定电弧和补充加热的作用,转移弧直接加热焊件,使之熔化进行焊接。
主要用于微束等离子弧焊和粉末堆焊。
A、正确B、错误正确答案:正确2、(判断题)焊接工艺评定中重要因素是指影响焊接接头力学性能(除冲击韧性)、弯曲性能的焊接工艺因素。
A、正确B、错误正确答案:错误3、(判断题)各种焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透。
A、正确B、错误正确答案:正确4、(判断题)焊条的规格都以焊条药皮的直径来表示。
A、正确B、错误正确答案:错误5、(判断题)任何金属都可以气割。
A、正确B、错误正确答案:错误6、(判断题)奥氏体钢的导热系数小,在相同的焊接电流条件下,其熔深比低合金耐热钢更小。
A、正确B、错误正确答案:正确7、(判断题)清除焊件表面的铁锈、油漆等污物目的是提高焊缝金属的强度。
A、正确B、错误8、(判断题)铝及铝合金的焊前预热是为了减少气孔缺陷。
A、正确B、错误正确答案:正确9、(判断题)埋弧焊中,送丝速度保持不变,依靠调节焊丝的熔化速度,保持弧长不变的方法称为电弧电压的均匀调节。
A、正确B、错误正确答案:错误10、(判断题)厚度小于3mm的不锈钢薄板主要采用微束等离子弧焊进行焊接。
A、正确B、错误正确答案:错误11、(判断题)铝及铝合金的化学清洗法效率高,质量稳定。
A、正确B、错误正确答案:正确12、(判断题)微束等离子弧焊的优点之一是可以焊接极薄的金属。
A、正确B、错误正确答案:正确13、(判断题)等离子弧进行板对接焊接时,焊接的变形相对较小。
A、正确B、错误正确答案:正确14、(判断题)埋弧焊板材双面焊可以采取不开坡口留间隙的方法焊接。
A、正确B、错误正确答案:正确15、(判断题)镍具有良好的塑、韧性,在冬天室温-1℃可对其进行焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
碳素结构钢及低合金高强钢焊接方法选择三峡工程目前正在施工的重要结构主要有电站压力钢管、水轮机座和船闸门,其中水轮机座的施工工艺质量由国外公司负责,其余两项由国内制造商和施工单位承包,闸门制造多由国内知名船厂承担,具焊接工艺比较成熟,相对船体制造的没备和工艺已不是什么难事;由于材料为强度级别较低(Q345)的低合金钢,所以今后的主要问题是工地安装时,如何提高效率,降低成本。
压力钢管的制作和安装将成为主要矛盾,工程前期共有压力钢管14条,约22500t,由于材料复杂(上段为16MnR,下段为610U2低合金高强钢),板厚度大(最厚达58mm),特别是管道直径大(φ12499mm),安装位置复杂,因此不同于常规管道的制作和安装。
此次有幸参加了三峡开发总公司工程建设部组织的“三峡工程金属结构焊接技术专家咨询会”,受益匪浅,但由于时间太短,会前对几个承包单位的工作和试验资料未及仔细学习,所以有些意见未能允分表达,现对有些观点加以说明。
1、三峡工程压力钢管的选材思想和实践是成功的上段选用16MnR、下段选日本NKK的60kg级的610U2都是可焊性好的钢种,特别是日本的610U2,属于低碳调质钢中的焊接无裂纹钢(CF钢),其特点是含碳量低(≤0.09)、总碳当量低(CEQ2=0.39%)、裂纹敏感系数低(PCM≤0.19)。
由于在钢材生产过程中采用新技术,如在线余热淬火等,在碳当量不大情况下,增加其淬透性,并加入多种微量元素,所以能在保证高强度的同时提高其塑性和韧性(-40℃时其AKv>200J甚至达300以上),增加了在减轻重量情况下得到高质量焊缝的可能性。
2、从焊接设计出发,选择焊材的原则16MnR是焊接结构应用最多的钢种,一般焊缝按等强设计,此钢种国内的焊接材料、焊接方法配套均非常成熟。
关于610U2类型的低碳调质钢,本来其可焊性也是较好的,但是在焊接时若处理不当,在熔合区的冷裂和影响区的脆化和软化等缺陷也有发生,在特殊情况下特别是在工地安装中,对焊接热输入和预热等方面有一定要求。
焊接无裂纹钢种,采用低H或超低H焊材,在板厚50mm以下或在0℃以上环境均可不预热。
此种钢冶炼技术优越,其力学指标突出,特别是在屈强比的冲击性能方面(如本次选用的610U2就是这样),但在焊接时,如要求焊缝冲击性能达到母材要求,这显然是不合适,焊缝设计其力学指标以工作要求为主,不低于母材力学指标的保证值,再留有适当余量,而不应该以母材的实测值为标准,有时为了提高焊缝的塑韧性可适当降低焊缝的设计强度指标。
实践证明,低强匹配的焊缝,往往能提高焊缝的韧性和抗裂纹敏感性。
3、关于焊接方法压力钢管的主要加工工艺是焊接,原则上,手工电弧焊、埋弧焊、气保护实心焊丝和药芯焊丝焊,自保护药芯焊丝等均可选用,应根据施工条件、结构形式、效率与成本核算、焊接质量的水平综合考虑,选择原则应为:在好的劳动条件下,低成本地完成高质量的焊缝。
这次论证会上的基本结论是:厂房预制推行自动实心焊丝气保护焊;工地安装采用手工焊;研制全位置自动焊设备。
对此结论大多数与会者虽能接收,但还存在某些疑虑。
(1)从保证焊接质量出发,焊接冶金过程完善(如通过渗合金控制焊缝成分和H值含量);保护好;焊接热源能量集中,易控制热输入和焊接变形;能通过焊接设备控制焊接质量等,具有这些能力的焊接方法是最好的。
对这二种钢特别是610U2应首选气保焊,因为低合金高强钢焊接质量的主要问题是焊接裂纹和热影响区的脆化和软化,而气保焊最大的特点是低H焊、易控制热输入,例如测扩散H含量平均值为:手工电弧焊的酸性焊条21.9,碱性焊条3.15;CO2保护焊1,MAG焊0.03,埋弧焊2.17,单位:ml/100g。
焊接的抗锈能力实验:埋弧焊当0.3g/10mm时产生气孔,而CO2焊1g/10mm才产生气孔。
所以,C02焊是一种低H焊接。
另外气保焊能量密度大,在正常规范下,其热输入仅为手工焊的1/2~1/3(特别是脉冲MAG焊)而且变形小,这对具有一定热敏感性的高强钢极为重要。
气保焊的优点是效率高成本低,因为它的熔化效率高,不用清渣换焊条,坡口小,熔敷金属少,坡口加工量少。
(2)气保焊分实心焊丝和药芯焊丝,它们有一些共同的特点,如热量集中、高效,也有不同处(见后)。
气保焊已成为焊接碳钢和低合金高强钢的主要工艺方法,我国造船工业所用钢材与三峡的16MnR和610U2基本类似,其熔化极气体保护所占比例已达60%以上(其中药芯焊丝又占气保焊50%以上),其它行业如石化、电力、机械等也基本相同。
说明这种焊接方法是金属结构制造企业的看家方法。
4、关于气保焊的效率和质量由于气保焊特别是CO2焊有一定局限性,另一方面推广气保焊是个系统工程,从设备、焊材配套到焊缝设计等,全都要适应新方法。
所以推广时还需制定规程和奖励制度。
4.1气保焊的效率一种焊接方法的效率,由它的熔深、能量密度、熔化速度、熔敷效率等因素决定,除此以外,被焊工件的坡口型式及其填允量,也直接影响效率。
手工焊和气保焊热源虽都是电弧,但是由于燃弧率不同,弧区介质不同,所以会影响熔深和能量密度,从而使熔化速度,熔敷效率有很大差别。
--------------------------------------------------------------------------------燃弧率熔敷速度熔敷效率平均熔深--------------------------------------------------------------------------------手工焊30%35~50g/min55%3mmCO245%平均90g/min90~95%6mmMIG/MAG>50%60~140g/min96~99%4~6mm焊芯焊丝>50%140~200g/min83~87%4~6mm--------------------------------------------------------------------------------从表中熔敷速度和熔敷效率看,气保焊单位时间熔敷到焊缝上的金属量应该比手工焊多两倍以上。
在推广气保焊时,实际效率的提高往往达不到理论数据,很重要的原因是焊件坡口型式没有做相应的改变;另外就是由于气保焊设备材料不配套或使用不当,大大增加了辅助时间,从我国船厂统计看,气保焊每日消耗焊材10~15kg(日本可到50kg),手工焊6~7kg。
4.2气保焊的质量气保焊不但可用于低合金高强钢的焊接,而且可以说是焊接的首选方法。
这不仅因为它比手工焊的效率最少高一倍以上,而且它最易保证高强钢的焊接质量。
如在1中所述,选材很好,碳当量和裂纹敏感系数都很小,可焊性良好,这就不需要很多复杂工艺而能保证质量。
当然对这样一项跨世纪工程来说,仍需作到万无一失。
16MnR属于C-Mn系列的热轧正火钢,610U2属于超低碳多元素调质钢,一般均在焊态下使用。
这两类钢焊接接头质量的主要问题是保证焊缝的高综合性能,防止影响区的脆化和软化,保证熔合区和热影响区不发生裂纹并有一定韧性。
由于610U2属于热处理强化钢在焊态下使用,如何同时保证焊缝的综合性能及热影响区的韧性,实践证明虽不是非常困难,但在选择焊接材料及工艺时应保证焊缝金属一定的化学成分,选择合适的线能量与适当的预热和层间温度相配合,从而得到合适的t8/5,以保证热影响在AC1-AC3之间的部分得到合适的组织(最多的针状铁素体,最少的M-A 组元)和品粒度。
另外还应控制含H量,进一步防止冷裂的发生。
低C调质钢特别是CP钢,含C量极低,热影响区只能形成低C马氏体、巳由于Ms 点较高,能产生自回火,所以冷裂倾向不大,又由于含C,S量都低,Mn/S大,所以热裂倾向很小,只要注意工艺的选用,不管是手工焊、埋弧焊,实心或药芯气保焊均可保证焊接质量。
可以看出,选择焊材可以保证焊缝成分,但更重要的是选择合适的工艺。
选用气保焊焊接上述两种钢,应该说是最合适的方法,因为它热量集中,容易控制热输入,又是一种低H焊接法;在允许的同样线能量下,其焊接效率又大大高于手工焊,焊接变形小,不易引起应力集中和矫正工时,但是为什么至今在部分单位得不到认同呢?其原因首先是方法本身的局限性:气保焊有惰性气体非熔化极(T1G)、CO2气体实心焊丝和药芯焊丝、氧化性混合气体实心和药芯焊丝几种。
除TIG外均可用于此二种钢,与手工焊和埋弧焊相比,实心焊丝保护焊不是气渣联合保护,在调整成分方面主要通过焊丝。
在冶金反应方面单—,所以为保证质量,冶炼专用配套焊丝很重要;另外,由于气体起保护作用并参与热反应,有许多优点(如能形成带电离子和压缩电弧,电弧能量密度加大,低H)也有其缺点(如增C,形成气孔),所以,在焊接碳素结构钢和热轧正火低合金钢常用的焊丝中,降低含C量,加大Mn、Si含量以保证焊缝的金属成分和性能,特别是韧性。
除气保焊本身局限性外,我国配套焊丝极不完善(H08Mn2Si和H08Ma2SiA),这就是许多部门采用气保焊后不能达到希望的焊缝性能的原因。
特别是在焊接低C调质钢时,需要针对钢种选用合适的焊丝。
加之选择工艺程序不合理,设备使用不当,气体选用处理不当,工人又都是手工焊转行,自然推广气保焊就有一定阻力。
5、关于韧性对韧性的担心源于焊接接头的低应力破坏,而低应力破坏的原因,是材料在一定温度下的塑脆转变和接头存在的缺陷扩张造成的,因此从质量保证体系上分别用冲击韧性和断裂韧性指标来控制以上两种原因所引起的脆性破坏。
虽然过去发生的脆断实例均是在有缺陷的情况下产生的,但是接头中微小缺陷难于检测,而且断裂韧性的实验过于复杂,所以一般结构均以控制冲击韧性指标为主,但冲击韧性指标是材料塑性和强度的综合指标,塑脆转变温度又是一个范例,所以它不能单一成比例的反映其塑性。
材料冲击韧性指标的确定过程(例如碳素钢的常温为27J,低合金钢-20℃及-30℃为47J),是以分析过去脆断实例和有关实验为基础且有一定裕量,所以在满足指标要求又不存在可检缺陷时,一般不会发生脆断事件,对重要结构还应做断裂韧性实验。
焊接接头的韧性包括焊缝及近缝区韧性,近缝区的韧性主要与近缝区的脆化有关,近缝区脆化原因与晶粒数、析出相、灰杂物偏析、组织及其变化有关。
所以提高接头韧性,对应控制焊缝合金化和热循环;而对近缝区只能合理选择母材、控制线能量和热循环。
关于三峡工程所用两种钢的韧性控制问题,16MR焊接在我国已很有经验;对于610U2钢,制造厂成分匹配合理和炼钢技术高超,CEQ和PCM很低,综合性能很好,其冲击韧性在-20℃时均达200J以上;在选择焊材和焊接方法上,三峡的实践证明手工焊冲击韧性最高;但不能因此则认为只能用手工焊。