螺栓材质检测 金相报告
不锈钢螺栓检测报告
不锈钢螺栓检测报告概述本文档旨在提供关于不锈钢螺栓检测的详细报告,以确保其质量和可靠性。
对不锈钢螺栓进行定期检测是保证其在使用过程中不出现故障和损坏的重要措施。
步骤一:外观检查首先,对不锈钢螺栓进行外观检查,包括以下步骤:1.观察螺栓表面是否有明显的划痕、凹陷或腐蚀迹象。
2.检查螺纹部分是否完整,是否有损坏或松动的迹象。
3.观察螺栓头部的光滑度和一致性。
步骤二:尺寸测量接下来,进行不锈钢螺栓尺寸的测量,以确保其符合设计要求。
以下是相关步骤:1.使用合适的工具(如卡尺)测量螺栓的直径和长度。
2.核对测量结果与设计规范的要求是否一致。
3.检查螺栓的螺纹参数,如螺距和螺纹直径。
步骤三:材料分析为了确认不锈钢螺栓的材料质量,进行材料分析是必要的。
以下是相关步骤:1.使用适当的测试方法(例如化学分析或光谱分析)确定螺栓的材料成分。
2.比较分析结果与规定标准或制造商提供的材料要求。
步骤四:力学性能测试为确保不锈钢螺栓在承受负荷时具有足够的强度和韧性,进行力学性能测试是必要的。
以下是相关步骤:1.使用适当的设备(如拉力试验机)进行拉伸试验,以测量螺栓的抗拉强度。
2.进行冲击试验,以评估螺栓在受冲击载荷下的抗冲击能力。
3.核对测试结果与制造商提供的力学性能要求是否相符。
步骤五:腐蚀检测由于不锈钢螺栓通常用于有潮湿环境和腐蚀介质的应用中,腐蚀检测是非常重要的。
以下是相关步骤:1.检查螺栓表面是否存在腐蚀迹象,如锈蚀或腐蚀斑点。
2.使用适当的检测方法(如腐蚀试验或超声波检测)对螺栓进行腐蚀程度的评估。
3.核对检测结果与规定标准或制造商提供的腐蚀限制要求是否一致。
步骤六:总结与建议根据对不锈钢螺栓的检测结果,综合评估其质量和可靠性,并提供以下总结和建议:1.检测结果的总结,包括螺栓的外观、尺寸、材料和力学性能等方面的评估。
2.针对检测结果提出的建议,如修复或更换螺栓、加强检测频率或改进材料选择等。
结论通过对不锈钢螺栓的综合检测,可以确保其质量和可靠性,进而保证其在使用过程中不会出现故障和损坏。
普通螺栓检验报告模板
普通螺栓检验报告模板检验项目- 外观检验- 尺寸检验- 材质检验- 强度检验- 螺纹检验检验标准- GB/T 34657-2017《螺纹连接技术普通螺纹螺栓和螺钉检验规程》- GB/T 3098.1-2010《紧固件机械性能的分类第1部分:螺栓、螺钉和螺栓螺母组合件》检验设备- 螺纹卡规- 量具(卡尺、外径千分尺等)- 强度测试仪- 显微镜- 化学成分分析仪外观检验项目:表面质量- 检验要求:无明显划痕、锈蚀、裂纹等缺陷- 检验结果:合格/不合格项目:螺纹质量- 检验要求:螺纹清晰,无损伤、划痕等缺陷- 检验结果:合格/不合格尺寸检验项目:直径- 检验要求:符合标准要求,误差范围±0.1mm - 检验结果:合格/不合格项目:长度- 检验要求:符合标准要求,误差范围±0.2mm - 检验结果:合格/不合格材质检验项目:材料- 检验要求:根据订单或图纸指定的材料- 检验结果:合格/不合格项目:化学成分- 检验要求:符合标准要求- 检验结果:合格/不合格强度检验项目:抗拉强度- 检验要求:符合标准要求- 检验结果:合格/不合格项目:屈服强度- 检验要求:符合标准要求- 检验结果:合格/不合格项目:延伸率- 检验要求:符合标准要求- 检验结果:合格/不合格螺纹检验项目:螺纹规格- 检验要求:符合标准要求- 检验结果:合格/不合格项目:螺距- 检验要求:符合标准要求- 检验结果:合格/不合格检验结论此次检验的普通螺栓通过了外观检验、尺寸检验、材质检验、强度检验和螺纹检验,各项指标符合标准要求,因此被判定为合格品。
检验员签名:________________检验日期:__________________。
螺栓导热系数检测 螺栓金相分析 螺栓测试
螺栓导热系数检测螺栓金相分析螺栓测试【简介】螺栓:机械零件,配用螺母的圆柱形带螺纹的紧固件。
由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。
这种连接形式称螺栓连接。
如把螺母从螺栓上旋下,又可以使这两个零件分开,故螺栓连接是属于可拆卸连接。
【分类】按连接的受力方式分:分普通的和有铰制孔用的。
按头部形状分:有六角头的,圆头的,方形头的,沉头的等等。
其中六角头是最常用的。
一般沉头用在要求连接的地方。
应用非常广泛。
骑马螺栓骑马螺栓英文名称为U-bolt,是非标准件,形状为U形所以也称为U型螺栓,两头有螺纹可与螺帽结合,主要用于固定管状物如水管或片状物如汽车的板簧,由于其固定物件的方式像人骑在马上一样,故称为骑马螺栓。
按螺纹长度分为全螺纹和非全螺纹两类。
按螺纹的牙型分为粗牙和细牙两类,粗牙型在螺栓的标志中不显示。
螺栓按照性能等级分为3.6、4.8、5.6、5.8、8.8、9.8、10.9、12.9八个等级,其中8.8级以上(含8.8级)螺栓材质为低碳合金钢或中碳钢并经热处理(淬火+回火),通称高强度螺栓,8.8级以下(不含8.8级)通称普通螺栓。
普通螺栓按照制作精度可分为A、B、C三个等级,A、B级为精制螺栓,C级为粗制螺栓。
对于钢结构用连接螺栓,除特别注明外,一般为普通粗制C级螺栓。
不同的级次加工的方发存在差异,通常对应加工方式如下:①A、B级螺栓的栓杆由车床加工而成,表面光滑,尺寸精确,其材料性能等级为8.8级,制作安装复杂,价格较高,很少采用;②C级螺栓用未加工的圆钢制成,尺寸不够精确,其材料性能等级为4.6级或4.8级。
抗剪连接时变形大,但安装方便,生产成本低,多用于抗拉连接或安装时的临时固定。
【应用】螺栓有很多叫法,每个人的叫法可能都不同,有人叫成螺钉,有人叫成螺栓钉,有人叫成紧固件。
虽然有这么多叫法,但意思都是一样的,都是螺栓。
螺栓螺栓是紧固件的通用说法。
螺栓断裂分析报告

高强度螺栓断裂分析曾振鹏(上海交通大学高温材料及高温测试教育部重点实验室,上海200030)摘要:采用断口分析、金相检验和硬度测定等方法,对高强度螺栓断裂原因进行了分析。
断口分析结果表明,断口平坦,呈放射状花样,微观形态主要为准解理花样,表明螺栓的断裂是脆性断裂;同时发现,在断口附近还存在横向内裂纹,内裂纹的断口形态与断裂断口一样。
金相分析表明,材料棒中存在严重的中心碳偏析,而中心碳偏析是引起断裂的主要原因。
关键词:高强度螺栓;准解理;横向内裂纹;中心碳偏析某厂生产的一批规格为M30×160mm的高强度大六角头螺栓,在进行验收试验时发生断裂。
螺栓材料为35CrMoA,采用常规工艺生产,硬度要求为35~39HRC。
1 检验1.1 材料的化学成分用VD25直读光谱仪进行了材料化学成分分析,分析结果(质量分数)列于表1。
从表1可以看出,材料的化学成分符合标准要求。
1.2 硬度测定硬度测定结果列于表2。
由表可见,螺栓材料硬度虽符合技术要求,但已接近上限。
1.3 材料的显微组织(1)在抛光态下,可见材料中含有较严重的夹杂物,其形态、分布见图1。
对照标准[2],夹杂物级别为3~4级。
图1 夹杂物形态及分布状况100×图2 螺栓的显微组织280×4%硝酸酒精溶液侵蚀(2)显微组织见图2。
组织为回火马氏体+粒状贝氏体,并有少量铁素体。
从图2可明显看出,组织中存在严重偏析,出现回火马氏体和粒状贝氏体带,致使显微组织不均匀,而且在回火马氏体带中存在MnS夹杂。
对样品螺纹根部附近的组织进行了观察,未发现脱碳现象。
1.4 断口分析(1)图3a为断口的宏观形貌,断口较平坦,表面呈灰色,有明显的撕裂脊,呈放射状花样,放射线从中心向四周发射。
表明裂纹先在中心形成,然后向外扩展。
当裂纹扩展至整个横截面时,螺栓断裂。
图3 断口的宏观形貌图4 断口微观形貌(2)断口的微观形态基本上以准解理花样为主,还有一些二次裂纹,如图4所示。
螺母金相报告模板范本
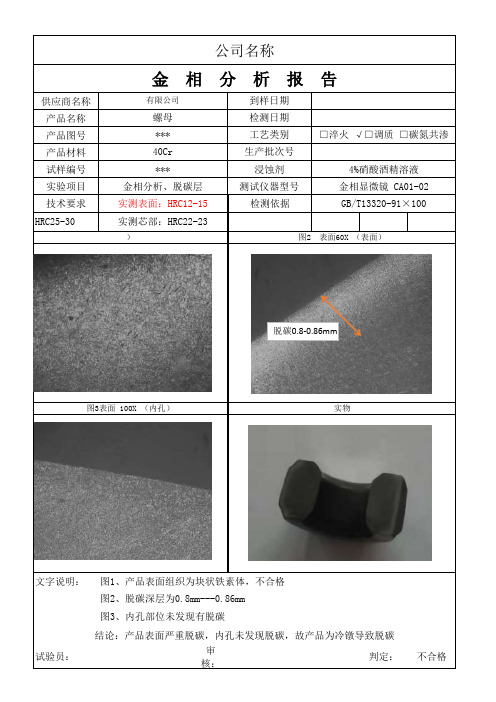
图2 表面60X (表面)
图3表面 100X (内孔)
脱碳0.8-0.86mm
实物
文字说明: 图1、产品表面组织为块状铁素体,不合格
图2、脱碳深层为0.8mm---0.86mm
图3、内孔部位未发现有脱碳
试验员:
结论:产品表面严重脱碳,内孔未发现脱碳,故产品为冷镦导致脱碳
供应商名称 产品名称 产品图号 产品材料 试样编号 实验项目 技术要求 HRC25-30
公司名称
金相分析报告
有限公司
螺母 *** 40Cr *** 金相分析、脱碳层 实测表面:HRC12-15 实测芯部:HRC22-23)到样日期来自检测日期工艺类别
生产批次号
浸蚀剂
测试仪器型号
检 测
检测依据
□淬火 √□调质 □碳氮共渗
审 核:
判定:
不合格
螺栓性能分析报告
螺栓性能分析报告1. 引言螺栓是一种常见的连接元件,广泛应用于机械设备、建筑结构等领域。
螺栓的性能对于连接的稳定性和可靠性至关重要。
本文将对螺栓的性能进行分析,包括材料强度、承载能力、腐蚀抗性等方面,并提供相应的测试方法和数据分析。
2. 螺栓材料强度分析螺栓的材料强度是指螺栓在受力情况下能够承受的最大载荷。
常见的螺栓材料包括碳钢、合金钢等。
我们可以通过拉伸试验来评估螺栓的材料强度,具体步骤如下:1.准备样品:选取代表性的螺栓样品,并进行表面处理,确保表面光滑。
2.拉伸试验:将样品固定在拉伸试验机上,逐渐应用拉力,直到样品断裂。
记录断裂时的拉力数值。
3.数据分析:根据拉伸试验的数据,计算螺栓的抗拉强度和屈服强度,并进行统计分析。
3. 螺栓承载能力分析螺栓的承载能力是指在特定条件下螺栓所能承受的最大载荷。
为了评估螺栓的承载能力,我们可以进行以下步骤:1.确定载荷类型:根据实际应用情况,确定螺栓所承受的载荷类型,如静载荷、动载荷等。
2.确定载荷大小:根据实际应用情况和设计要求,确定螺栓所承受的最大载荷。
3.计算应力:根据载荷大小和螺栓的几何参数,计算螺栓所受到的应力。
4.判断安全性:将计算得到的应力与螺栓的材料强度进行比较,判断螺栓是否能够承受该载荷。
4. 螺栓腐蚀抗性分析螺栓在使用过程中可能会接触到腐蚀介质,如水、酸等。
因此,螺栓的腐蚀抗性也是一个重要的性能指标。
以下是螺栓腐蚀抗性分析的步骤:1.选择腐蚀介质:根据实际应用情况,选择适当的腐蚀介质进行测试。
2.浸泡实验:将螺栓样品浸泡在腐蚀介质中,设定一定的浸泡时间。
3.观察变化:观察螺栓样品在浸泡过程中的变化,包括表面腐蚀情况、质量损失等。
4.数据分析:根据观察结果,评估螺栓的腐蚀抗性,并与其他材料进行比较。
5. 结论通过对螺栓的材料强度、承载能力和腐蚀抗性进行分析,我们可以对螺栓的性能进行全面评估。
根据分析结果,可以选择适合实际应用需求的螺栓材料和规格,并制定相应的使用和维护方案,以确保连接的稳定性和可靠性。
螺丝检验报告
螺丝检验报告
报告编号:LS12345
测试对象:螺丝
检验标准:GB/T 838-2007
检验周期:2021年6月1日至2021年7月1日
检验机构:xxxx实验室
检测结果
1.外观质量检验
螺丝表面应平整、无明显划痕、裂纹和夹杂等缺陷。
经检验,本次测试的螺丝外观质量一致,符合GB/T 838-2007标准要求。
2.尺寸检验
螺丝的尺寸包括长度、直径等参数。
本次测试共检测了100个样品,其尺寸误差均控制在可接受的范围内,符合GB/T 838-2007标准要求。
3.力学性能检验
螺丝的力学性能主要体现在强度、韧性等方面。
经测试,本次样品的力学性能均符合GB/T 838-2007的标准要求,具有良好的使用性能。
结论
本次测试的螺丝样品,经过外观、尺寸、力学性能等方面的检验,结果均符合GB/T 838-2007的标准要求,确保了螺丝的使用安全性和可靠性。
报告编写人:xxx
报告审核人:xxx
报告批准人:xxx
注:本报告仅为检验结果的客观记录,不代表本机构对螺丝产品的认可或推荐。
螺栓材质检测 金相报告

金相实验螺栓材料检测专业:材料成型级控制工程班级: k1233-1姓名: 龙旭岑金星学号:20129330135 20129330103一实验前准备:样品名称:六角螺栓零件2。
材质:强度( 500 N/mm2 以下或 60000 psi 以下 )的螺栓使用一般软钢材,一般使用 SAE 1008 或是 JIS SWRM 8(或 SWRCH 8 )。
较低强度( 600 N/mm2 或74000 psi )的螺栓使用一般软钢材, 但限定含碳量等级, 一般使用 SAE 1010 — 1015或是JIS SWRM 10 — 15( 或 SWRCH 10 – 15 )。
较高强度( 800 N/mm2 或125000 psi )的螺栓中碳钢,低碳硼钢加淬火及回火, 一般使用 SAE 1035 - 1040或是SWRCH 35K – 40K.高强度( 900 N/mm2以上或150000 psi以上)的螺栓使用中碳合金钢或是低碳硼钢,在应用上,公制Class 10.9 级使用低碳硼钢者,其印记需在级数印记下加上底线成为 10.9 ,英制8。
2级其印记也和一般Grade 8螺栓使用印记不同, 以便于识别, 使用低碳硼钢制作之高强度螺栓不可用于高温状态下使用。
设计强度超过Class 12。
9 或是ASTM A574 超高强度螺栓限用中碳合金钢加淬火及回火。
根据上述,猜测我们所选择的螺栓主材是Q2353。
样品宏观照片:4。
加工工艺流程:退火-—酸洗-—成型-—辗牙——热处理—-表面处理5.热处理(一)退火(珠光体型钢)1、预热处理:正火高温回火(马氏体型钢)(1)、正火目的是细化晶粒,减少组织中的带状程度,并调整好硬度,便于机械加工,正火后,钢材具有等轴状细晶粒.2、淬火:将钢体加热到850℃左右进行淬火,淬火介质可根据钢件尺寸大小和该钢的淬透性加以选择,一般可选择水或油甚至空气淬火.处于淬火状态的钢,塑性低,内应力大。
螺母金相检验报告 金相技术

金相技术φ10螺母金相检验报告姓名:班级:KT833学号:实验日期:2011年11月06日φ10螺母的金相检验报告一、材料的原始条件:螺母二、实验设备及材料:金相显微镜、抛光机、预磨机、吹风机、各号金相砂纸、抛光布、抛光剂、脱脂棉、滤纸、3%硝酸酒精腐蚀液、待检测试样三、实验内容:试样的制备1、取样试样的选取应根据被检验零件的特点,选取有代表性的部位。
对于内径为10mm的球墨铸铁螺母试样,选取其一个光滑的棱面作为实验面。
2、打磨分为粗磨和细磨。
首先进行手工磨光,在一个平整的桌面上放置一块干净的玻璃板,在玻璃板上铺上砂纸,并用左手压住砂纸,右手握住试样,使磨面朝下并水平与砂纸接触,然后轻轻向前推行进行磨制,提起试样进行返回,重复上述步骤直至打磨掉试样表面的锈迹污渍并使其光整。
再利用预磨机进行打磨,从粗砂纸向细砂纸依次打磨,每换一号砂纸,应将试样转90度再磨制,使磨削方向与之前的磨痕方向垂直,以便观察前一道磨痕是否完全消除,在打磨过程中需要不断用水冷却试样,避免其受热引起组织变化。
3、抛光本实验采用抛光机进行抛光。
抛光前需要仔细的清洗试样,避免打磨时把砂纸上的沙粒附着试样表面,在抛光时对试样表面造成影响。
抛光时先将一定量的抛光剂倒在抛光布上,然后拿稳试样使其磨面平稳的压在旋转的抛光布上,压力不宜过大。
每隔一段时间需拿起试样进行观察,当试样表面干燥时,应添加抛光剂。
待试样表面的磨痕全部消除干净并呈现光亮的镜面时,即停止包抛光。
抛光结束后应用水进行清洗,并用脱脂棉擦洗,将试样上的抛光剂彻底洗净。
4、浸蚀本试样采用3%的硝酸酒精进行腐蚀,浸蚀前需要把试样上所带的水甩掉避免稀释腐蚀剂。
将试样的抛光面浸入腐蚀剂中,浸蚀时间要适当,当抛光面由光亮的镜面变成暗灰色不能成像时即停止腐蚀,并迅速用清水冲洗干净。
最后,用滤纸吸干试样上的水,并用吹风机进行烘干,即可进行金相观察。
四、结果的分析1、金相组织实验材料:螺母浸蚀剂:3%的硝酸酒精物镜放大倍数:400X金相组织:铁素体+珠光体2、零件的加工步骤:1、)中小批量生产:(车床)加工螺母毛坯——(车/钻床)倒角——(攻牙机)攻牙2、)大批量生产:(冷镦机)成型螺母毛坯——(攻牙机)攻牙备注:通过金相组织可观察到铁素体成扁的条状,故可判断该零件是利用冷镦机成型的,属于大批量生产的螺母。
螺栓断裂分析报告

高强度螺栓断裂分析曾振鹏(上海交通大学高温材料及高温测试教育部重点实验室,上海200030) 摘要:采用断口分析、金相检验和硬度测定等方法,对高强度螺栓断裂原因进行了分析。
断口分析结果表明,断口平坦,呈放射状花样,微观形态主要为准解理花样,表明螺栓的断裂是脆性断裂;同时发现,在断口附近还存在横向内裂纹,内裂纹的断口形态与断裂断口一样。
金相分析表明,材料棒中存在严重的中心碳偏析,而中心碳偏析是引起断裂的主要原因。
关键词:高强度螺栓;准解理;横向内裂纹;中心碳偏析某厂生产的一批规格为M30×160mm的高强度大六角头螺栓,在进行验收试验时发生断裂。
螺栓材料为35CrMoA,采用常规工艺生产,硬度要求为35~39HRC。
1 检验1.1 材料的化学成分用VD25直读光谱仪进行了材料化学成分分析,分析结果(质量分数)列于表1。
从表1可以看出,材料的化学成分符合标准要求。
1.2 硬度测定硬度测定结果列于表2。
由表可见,螺栓材料硬度虽符合技术要求,但已接近上限。
1.3 材料的显微组织(1)在抛光态下,可见材料中含有较严重的夹杂物,其形态、分布见图1。
对照标准[2],夹杂物级别为3~4级。
图1 夹杂物形态及分布状况100×图2 螺栓的显微组织280×4%硝酸酒精溶液侵蚀(2)显微组织见图2。
组织为回火马氏体+粒状贝氏体,并有少量铁素体。
从图2可明显看出,组织中存在严重偏析,出现回火马氏体和粒状贝氏体带,致使显微组织不均匀,而且在回火马氏体带中存在MnS夹杂。
对样品螺纹根部附近的组织进行了观察,未发现脱碳现象。
1.4 断口分析(1)图3a为断口的宏观形貌,断口较平坦,表面呈灰色,有明显的撕裂脊,呈放射状花样,放射线从中心向四周发射。
表明裂纹先在中心形成,然后向外扩展。
当裂纹扩展至整个横截面时,螺栓断裂。
图3 断口的宏观形貌图4 断口微观形貌(2)断口的微观形态基本上以准解理花样为主,还有一些二次裂纹,如图4所示。
热镀锌螺栓检测报告

9.96 10.02 9.94
64.96 64.92 64.96 64.92 64.96 64.96 64.92 21.18 21.28 21.32 21.2 21.18 21.2
21.2 21.24 合格
15.82 15.84 15.74 15.74 15.84 15.72 15.72 15.78 合格
产 品 机 械 性 能 检 验
98 92 399 492 11 96 94 381 507 11 98 91 394 503 10 104 92 383 503 12 102 94 389 496 11 101 95 382 494 10
单项 判定 合格 合格 合格 合格 合格 单项 判定 68 符合 符合 78 符合 符合 合格 合格 合格
表面缺陷 对边宽度 S mm 六角头厚度 K mm 公称长度 L mm 无螺纹长度 Lg mm 无螺纹杆径 ds mm 检验项目符合 符合符合
符合
23.52 23.54 23.54 23.5 23.54 23.5 10.02 10.04 10.04 9.94
23.5 23.58 10 65
合格 合格 合格
经硫酸铜溶液浸蚀四次 不露铁。 经落锤试验打击5点镀层 镀层附着性 表面不许凸起剥离。 检测结论
依据标准,对所抽样品进行检验,检验结果均符合标准要求。
检测结果汇总
检验项目 技术要求 不允许有任何深度、长 度或部位的淬火裂纹存 在 23.16-24.00 9.71-10.29 63.5-66.5 20.50-22.00 15.57-16.00 技术要求 101 96 396 506 9 101 95 387 507 10 1 2 检测结果 3 4 5 6 产品表面及结构尺寸检验 符合 符合 符合 符合 7 8 单项 判定 合格
金属螺栓的金相试验

共 5 页
第ቤተ መጻሕፍቲ ባይዱ
2 页
附录 B:检测时间
2012 年 3 月 29 日~4 月 5 日
附录 C:检测结果
C1 1/7 样品的断口分析 金属螺栓在装配过程中在头、杆过渡处断裂,断裂位置如图 1 所示,断口宏观 特征如图 2 所示。
图1
螺栓断裂位置
图2
断口宏观特征
经扫描电镜分析,螺栓的断裂是扭转断裂,断口特征显示,螺栓断裂处晶粒严 重变形,成为扁平化晶粒,沿晶界发生断裂。图 3 是断口的低倍特征,图 4、图 5 是断口边沿的特征,图 6 是断口心部的特征。
经检测分析,装配断裂的螺栓是扭转断裂,螺栓在断裂处晶粒严重 变形成为扁平化的晶粒,形变流线与外形不相符,扁平的晶粒平行于断
检 测 结 论
裂面,导致螺栓轴向性能降低,是导致螺栓断裂的主要原因。断裂螺栓 的晶粒相对较粗,也降低了螺栓的性能。 螺栓的硬度均符合委托方的要求。
签发日期
年
月
日
备
1. 检测对象见附录 A 2. 检测时间见附录 B
跃进汽车集团公司 汽车研究所
编号: SB-1203-407-15-J34
检 测 报 告
共 5 页
第
4 页
图 7 2/7 样品断裂处的流线分布
图 8 6/7 样品头、杆过渡处的流线分布
图 9 7/7 样品头、杆过渡处的流线分布
跃进汽车集团公司 汽车研究所
编号: SB-1203-407-15-J34
符合性判定 符合 符合 符合
178~270HV
225、220、222 HV1 232、236、234 HV1
洛氏硬度检测 委托方要求 检测结果 95.5、95.0、94.5 HRB 88~102HRB 93.5、93.0、93.0 HRB 94.0、93.5、93.5 HRB 符合性判定 符合 符合 符合
8.8级螺栓螺母材质报告单

8.8级螺栓螺母材质报告单材质报告单编号:2021-XXX报告日期:2021年XX月XX日一、引言本报告旨在对8.8级螺栓螺母的材质进行详细描述与分析,以保证其品质符合相应标准和要求。
二、试验方法1. 样品准备在本次试验中,我们使用的样品为标准尺寸的8.8级螺栓螺母。
样品经过清洗和除油处理后进行试验。
2. 试验设备与条件本次试验所使用的主要设备包括扫描电镜(SEM)、能谱仪(EDS)以及拉伸试验机。
试验条件为标准室温和湿度环境。
3. 试验步骤- 步骤一:使用SEM观察样品的表面形态和结构特征。
- 步骤二:使用EDS测量样品的元素成分。
- 步骤三:进行拉伸试验,测定样品的力学性能。
三、试验结果与分析1. 表面形态与结构特征经过SEM观察,8.8级螺栓螺母的表面光滑平整,无明显的氧化或腐蚀迹象。
结构上呈现出紧密排列的晶粒。
2. 元素成分分析通过EDS分析,我们得到了样品的元素成分。
结果显示,8.8级螺栓螺母主要由碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素组成。
其中,碳和锰的含量较高,符合8.8级螺栓螺母的规定。
3. 力学性能测试螺栓螺母的力学性能是评估其质量的重要指标。
本次试验中,我们使用拉伸试验机对样品进行了拉伸强度和延伸率的测试。
结果显示8.8级螺栓螺母的拉伸强度为XXX MPa,延伸率为X.X%。
根据相关标准要求,该样品的力学性能符合8.8级螺栓螺母的标准。
四、结论与建议本试验对8.8级螺栓螺母的材质进行了全面的分析与测试。
根据观察结果和力学性能测试,我们可以得出以下结论:- 样品表面无明显氧化或腐蚀现象,表面光滑平整。
- 样品的元素成分符合8.8级螺栓螺母的要求。
- 样品的拉伸强度和延伸率满足8.8级螺栓螺母的标准。
基于以上结论,我们可以确认该8.8级螺栓螺母的材质质量符合标准要求。
建议在实际使用过程中,继续对8.8级螺栓螺母进行必要的质量检测和控制,以确保其稳定可靠的使用性能。
螺栓材质检测金相报告讲解
金相实验螺栓材料检测专业:材料成型级控制工程班级: k1233-1姓名: 龙旭岑金星学号:20129330135 20129330103一实验前准备:样品名称:六角螺栓零件2.材质:强度( 500 N/mm2 以下或 60000 psi 以下 )的螺栓使用一般软钢材,一般使用 SAE 1008 或是 JIS SWRM 8( 或 SWRCH 8 ).较低强度( 600 N/mm2 或74000 psi )的螺栓使用一般软钢材, 但限定含碳量等级, 一般使用 SAE 1010 - 1015或是JIS SWRM 10 - 15( 或 SWRCH 10 –15 ).较高强度( 800 N/mm2 或125000 psi )的螺栓中碳钢, 低碳硼钢加淬火及回火, 一般使用 SAE 1035 - 1040或是SWRCH 35K – 40K.高强度( 900 N/mm2以上或150000 psi以上)的螺栓使用中碳合金钢或是低碳硼钢, 在应用上, 公制Class 10.9 级使用低碳硼钢者, 其印记需在级数印记下加上底线成为 10.9 , 英制8.2级其印记也和一般Grade 8螺栓使用印记不同, 以便于识别, 使用低碳硼钢制作之高强度螺栓不可用于高温状态下使用. 设计强度超过Class 12.9 或是ASTM A574 超高强度螺栓限用中碳合金钢加淬火及回火.根据上述,猜测我们所选择的螺栓主材是Q2353.样品宏观照片:4.加工工艺流程:退火--酸洗--成型--辗牙--热处理--表面处理5.热处理(一)退火(珠光体型钢)1、预热处理:正火高温回火(马氏体型钢)(1)、正火目的是细化晶粒,减少组织中的带状程度,并调整好硬度,便于机械加工,正火后,钢材具有等轴状细晶粒。
2、淬火:将钢体加热到850℃左右进行淬火,淬火介质可根据钢件尺寸大小和该钢的淬透性加以选择,一般可选择水或油甚至空气淬火。
处于淬火状态的钢,塑性低,内应力大。
(完整版)螺栓检测报告

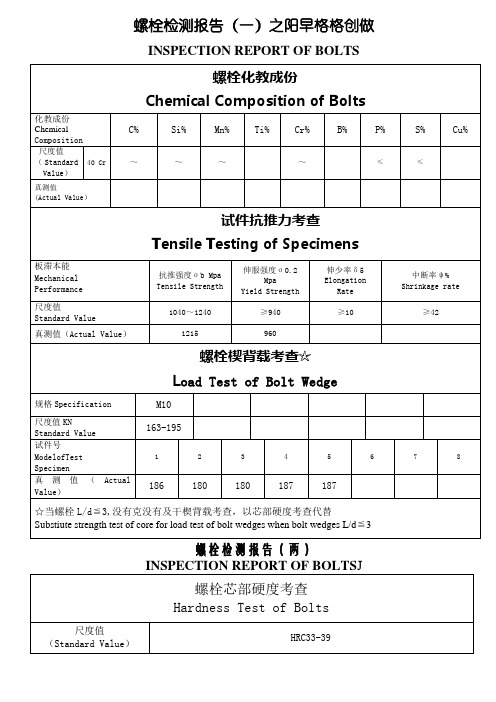
INSPECTION REPORT OF BOLTS
螺栓化学成份
Chemical Composition of Bolts
化学成份
Chemical
Composition
C%
Si%
Mn%
Ti%
Cr%
B%
P%
S%
Cu%
标准值
(Standard Value)
40 Cr
0.37-0.44
0.17-0.37
屈服强度σ0.2 Mpa
Yield Strength
伸长率δ5 Elongation Rate
收缩率ψ% Shrinkage rate
标准值
Standard Value
1040-1240
≥940
≥10
≥42
实测值(Actual Value)
螺栓楔负载试验☆
Load Test of Bolt Wedge
35
0.32-0.40
0.17-0.37
0.50-0.80
≤0.04
≤0.04
45
0.42-0.50
0.17-0.37
0.50-0.80
≤0.04
≤0.04
15Mn VB
0.12-0.18
0.17-0.37
1.2-1.6
0.07-0.12
0.0005-0.0035
≤0.04
≤0.04
实测值Actual
0.50-0.80
0.80-1.10
≤0.035
≤0.035
20Mn TiB
0.17-0.24
0.17-0.37
1.3-1.6
0.04-0.1
螺栓检测报告

0.80-1.10
≤0.035
≤0.035
20Mn TiB
0.17-0.24
0.17-0.37
1.3-1.6
0.04-0.1
0.0005- 0.0035
35CrMoA
0.32-0.40
0.17-0.37
0.40-0.7
0.80-1.10
≤0.035
≤0.035
0.15-0.25
35VB
1
2
3
4
5
6
7
8
实测值(HRC)Actual Value
螺母检测报告(三)
INSPECTION REPORT OF BOLTS
螺母化学成份ChemicalCompositionof Nuts
化学成份ChemicalComposition
C%
Si%
Mn%
V%
B%
P%
S%
标准值(Standard Value)
标准偏差Standard Deviation
相对湿度度%
Opposite wet degree%
标准值Standard Value
实测值 Actual Value
规格Specification
M16
M20
M22
M24
M27
M30
标准值KN
Standard Value
163-195
255-304
315-376
376-438
477-569
583-696
试件号
ModelofTest
Specimen
1
2
3
4
5
6
螺栓检测报告新
135~142
试件号
ModelofTest
Specimen
1
2
3
4
5
6
7
8
真测值(HRC)
Actual Value
148
148
152
152
152
螺母硬度考查Hardness Test ofNuts
尺度值
Standard Value
HRC 24~HRC 32
试件号
Model of Test
Opposite wet degree%
尺度值Standard Value
真测值Actual Value
Specimen1
1
2
3
4
5
6
7
8
真测值(HRC)
Actual Value
26
26
27
连交副扭矩系数检测报告
COEFFICIENT OF TORQUE INSPECTION REPORT OF SETS
连交副扭矩系数考查Coefficient of Torque Test of Sets
仄衡尺度值The Average Standard Valre
34
垫圈检测报告
INSPECTION REPORT OF WASHER
垫圈化教成份
Chemical Compisition of Washer
钢号45#Stell grade
C%
Si%
Mn%
P%
S%
尺度值
Standard Value
~
~
~
≤
≤
真测值(Actual Value)
24螺杆第三方检测报告
24螺杆第三方检测报告
尊敬的客户您好
根据您的要求,我们为您提供24螺杆的第三方检测报告。
经过详细的测试和分析,以下是我们的报告:
1.产品信息:
螺杆型号:24
材质:不锈钢
表面处理:镀锌
规格:直径24mm,长度200mm
2.第三方检测过程:
我们委托了知名的独立实验室进行对该螺杆的检测。
检测流程包括以下几个方面:
(1)外观检查:检查螺杆表面是否有明显的缺陷、氧化或其他不良情况。
(2)尺寸测量:使用精密测量工具,对螺杆的直径、长度、螺纹等尺寸进行准确测量。
(3)材质分析:通过材料检测仪器,对螺杆的化学成分进行分析,确保其符合标准要求。
(4)硬度测试:利用硬度计,对螺杆的硬度进行测试,以确定其硬度是否达到标准。
(5)拉伸强度测试:对螺杆进行拉伸强度测试,评估其在受力情况
下的表现。
3.检测结果:
经过仔细检测和分析,以下是我们螺杆的第三方检测结果:
(1)外观检查结果:螺杆表面光滑,无任何明显缺陷或氧化现象。
(2)尺寸测量结果:螺杆的直径为24.05mm,长度为200.1mm,螺纹
规格符合标准。
(3)材质分析结果:螺杆的化学成分符合标准要求,材料为不锈钢。
(4)硬度测试结果:螺杆的硬度为HV230,达到标准要求。
(5)拉伸强度测试结果:螺杆的拉伸强度为200MPa,达到标准要求。
综上所述,根据第三方检测结果,我们的24螺杆在外观、尺寸、材质、硬度和拉伸强度方面均符合标准要求。
该螺杆可以放心使用,并能满
足您的需求。
再次感谢您选择我们的产品和服务!
此致
某某某某。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金相实验
螺栓材料检测
专业:材料成型级控制工程
班级: k1233-1
姓名: 龙旭岑金星学号:20129330135 20129330103
一实验前准备:
样品名称:六角螺栓零件
2.材质:
强度( 500 N/mm2 以下或 60000 psi 以下 )的螺栓使用一般软钢材,一般使用 SAE 1008 或是 JIS SWRM 8( 或 SWRCH 8 ).
较低强度( 600 N/mm2 或74000 psi )的螺栓使用一般软钢材, 但限定含
碳量等级, 一般使用 SAE 1010 - 1015或是JIS SWRM 10 - 15( 或 SWRCH 10 –15 ).
较高强度( 800 N/mm2 或125000 psi )的螺栓中碳钢, 低碳硼钢加淬火及
回火, 一般使用 SAE 1035 - 1040或是SWRCH 35K – 40K.
高强度( 900 N/mm2以上或150000 psi以上)的螺栓使用中碳合金钢或是低碳硼钢, 在应用上, 公制Class 10.9 级使用低碳硼钢者, 其印记需在级数印
记下加上底线成为 10.9 , 英制8.2级其印记也和一般Grade 8螺栓使用印记不同, 以便于识别, 使用低碳硼钢制作之高强度螺栓不可用于高温状态下使用. 设计强度超过Class 12.9 或是ASTM A574 超高强度螺栓限用中碳合金钢加淬
火及回火.
根据上述,猜测我们所选择的螺栓主材是Q235
3.样品宏观照片:
4.加工工艺流程:
退火--酸洗--成型--辗牙--热处理--表面处理
5.热处理
(一)退火(珠光体型钢)
1、预热处理:正火
高温回火(马氏体型钢)
(1)、正火目的是细化晶粒,减少组织中的带状程度,并调整好硬度,便于机械加工,正火后,钢材具有等轴状细晶粒。
2、淬火:将钢体加热到850℃左右进行淬火,淬火介质可根据钢件尺寸大小和该钢的淬透性加以选择,一般可选择水或油甚至空气淬火。
处于淬火状态的钢,塑性低,内应力大。
3、回火:
(1)、为使钢材具有高塑性、韧性和适当的强度,钢材在400-500℃左右进行高温回火,对回火脆性敏感性较大的钢,回火后必须迅速冷却,抑制回火脆性的发生。
(2)、若要求零件具有特别高的强度,则在200℃左右回火,得到中碳回火马氏体组织。
(二)、弹簧钢:
1、淬火:于830-870℃进行油淬火。
2、回火:于420-520℃左右进行回火,获得回火屈氏体组织。
(三)、渗碳钢:
1、渗碳:化学热处理的一种,指在一定温度下,在含有某种化学元素的活性介质中,向钢件表面渗入C元素。
分预热(850℃)渗碳(890℃)扩散(840℃)过程
2、淬火:碳素和低合金渗碳钢,一般采用直接淬火或一次淬火。
3、回火:低温回火以消除内应力,并提高渗碳层的强度及韧性。
综上采用热处理温度:正火850,淬火840,回火500。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
6.加工工序技术要求:
1、硬度:材质为1018、1022线材退火后硬度为HV120-170,材质为中碳线材退火后硬度为HV120-180。
2、外观:表面不得有氧化膜及脱碳现象。
低碳和中碳(合金)钢淬成马氏体后,随回火温度的升高,其一般规律是强度下降,而塑性、韧性上升。
但由于低、中碳钢中含碳量不同,回火温度对其影响程度不同。
所以为了获得良好的综合机械性能,可分别采取以下途径:
(1)、选取低碳(合金)钢,淬火后进行低温250℃以下回火,以获得低碳马氏体。
为了提高这类钢的表面耐磨性,只有提高各面层的含碳量,即进行表面渗碳,一般称为渗碳结构钢。
(2)、采取含碳较高的中碳钢,淬火后进行高温(500-650℃)回火(即所谓调质处理),使其能在高塑性情况下,保持足够的强度,一般称这类钢为调质钢。
如果希望获得高强度,而宁肯降低塑性及韧性,对含碳量较低的含金调质可采取低温回火,则得到所谓“超高强度钢”。
(3)、含碳量介于中碳和高碳之间的钢种(如60,70钢)以及一些高碳钢(如80,90钢),如果用于制造弹簧,为了保证高的弹性极限、屈服极限和疲劳极限,则采用淬火后中温回火。
(4)、脱碳:指黑色金属材料(钢)表面碳的损耗。
热处理后会有脱碳现象,轻微脱碳是允许的,脱碳层深度影响表面硬度。
脱碳层越深,表面硬度值越小。
7.样品用途:
1、普通外六角--应用比较广泛,特点是紧固力量比较大,缺点是在安装时要有足够的操作空间来,安装时可以使用活扳手或者开口扳手,或者眼镜扳手以上扳手都需要很大的操作空间。
2、圆柱头内六角--是所有螺钉中使用最广泛的,因为他紧固力比较大,使用内六角扳手就可以操作,安装时很方便,几乎使用于各种结构,外观比较美观整齐,缺点是紧固力梢低于外六角,另外反复使用容易损坏内六角造成无法拆卸。
3、盘头内六角--机械上很少使用,机械性能同上,大多用在家具上,主要作用是与木制材料增加接触面并且增加外观的观赏性。
4、无头内六角--某些结构上必须使用,比如需要很大顶紧力的顶丝结构,或者需要隐藏圆柱头的地方
8.使用中常见失效形式:
螺纹联接根据载荷性质不同,其失效形式也不同:受静载荷螺栓的失效多为螺纹部分的塑性变形或螺栓被拉断;受变载荷螺栓的失效多为螺栓的疲劳断裂;对于受横向载荷的铰制孔用螺栓联接,其失效形式主要为螺栓杆剪断,栓杆或被联接件孔接触表面挤压破坏;如果螺纹精度低或联接时常装拆,很可能发生滑扣现象。
二实验过程及分析:
样品处理:
1.磨制
(1) 粗磨:粗磨目的是为了获得一个平整的表面,软材料试样可用锉刀锉平;钢铁材料可用砂轮机磨平。
磨削时应注意试样对砂轮的压力不宜过大,以免在试样表面上形成较深的磨痕而增加细磨的困难,磨削时应不断用水冷却试样,以免受热引起组织变化,试样边缘要进行倒角,以免在细磨和抛光时划破砂纸和抛光绒布或造成试样从抛光机上飞出伤人。
(2) 细磨:细磨分手工磨光和机械磨光两种。
手工磨光是用手拿住试样在金相砂纸上进行。
金相砂纸按粗细分为01、02、03、04、05号等。
细磨时依次从01
磨到05号,钢铁材料一般磨到04号即可,软材料(如铝、镁等合金)可磨到05号砂纸。
1) 细磨时应将砂纸放在光滑平整物体(如玻璃板)上,手指拿住试样,并使磨面朝下,均匀用力由后向前推行磨削。
在回程时,提起试样不与砂纸接触,以保证磨面平整而不产生弧度。
2) 每换一号砂纸时,应将试样转90°再磨,使磨削方向与前道磨痕方向垂直,以便观察前道磨痕是否全部消除。
3) 每更换一次砂纸之前,应把试样、玻璃和手洗净,以免把粗砂粒带到下一号细砂纸上去。
3. 抛光
抛光是在机械抛抛光机上进行。
粗抛光过程中要不断向抛光布上倒入适量的抛光剂。
试样的磨面应平正地压在旋转的抛光盘上,压力不宜过大,并使试样从抛光盘边缘到中心不断地作径向往复移动。
待试样表面磨痕全部被抛掉而呈现光亮镜面时,抛光即可停止,并将试样用水或酒精洗干净后转入浸蚀。
4. 浸蚀
经抛光后的试样若直接放在显微镜下观察,只能看到一片亮光,除非某些金属夹杂物(如MnS及石墨等)外,不能辨别出各种组织及其形态。
因此,必须用浸蚀剂对试样抛光面进行浸蚀,钢铁材料通常用3~5﹪硝酸酒精溶液。
浸蚀方法是将待观察面浸入浸蚀剂中,或用玻璃棒缠少许脱脂棉蘸取浸蚀剂擦拭的方法。
浸蚀时间要适当,当试样抛光亮面呈灰色时就可停止,并立即用清水或酒精清除残酸,用吹风机吹干后,即可在显微镜下进行观察。
若试样浸蚀过度,显微组织模糊不清时,须重新抛光和浸蚀,若浸蚀不足,组织不能完全显露时,可进行补充浸蚀。
5.观察
将试样晾干后用显微镜观察。
1)、根据观察试样所需的放大倍数要求,选取20*40的镜头组合。
2)、调节载物台中心与物镜中心对齐,将制备好的试样放在载物台中心,试样的观察表面应朝下。
3)、将显微镜的灯泡插在低压变压器上(6~8V),再将变压器插头插在220V的电源插座上,使灯泡发亮。
4)、转动粗调焦手轮,降低载物台,使试样观察表面接近物镜;然后反向转动粗调焦旋钮,升起载物台,使在目镜中可以看到模糊形象;最后转动微调焦手轮,直至影象最清晰为止。
5)、适当调节孔径光阑和视场光阑,选用合适的滤镜片,以获得理想的物像。
6)、前后左右移动载物台,观察试样的不同部位,以便全面分析并找到最具代表性的显微组织。
7)、观察完毕后应及时切断电源,以延长灯泡使用寿命。
8)、实验结束后,应小心卸下物镜和目镜,并检查是否有灰尘等污染,如有污染,应及时用镜头纸轻轻擦试干净,然后放入干燥器内保存,以防止潮湿霉变。
显微镜也应随时盖上防尘罩。
六.分析
最后得到清晰的相后,截图如下
图一
图二
图三
图四
由金相图可知,该料主材为Q235,图中黑色部分为铁素体,黄色发亮的为珠光体。
由图可知,铁素体和珠光体分布均匀热处理效果较好。