CNC机台生产进度表
机加工生产计划排程表
品质管理责任人
加工执行责任人
签字
确认并签字
1、各执行责任人必须根据《主生产计划表》认真组织、仔细排查、制定详细的《周作业计划》乃至《日作业计划》,将任务落实到人、机,定时定量进行管理。 2、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。 说 明 3、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 4、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。 5、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部工作,不得有埋怨、抵触情绪。
编制 审 核: 日 期: 2012 年 月 日
审核
批准
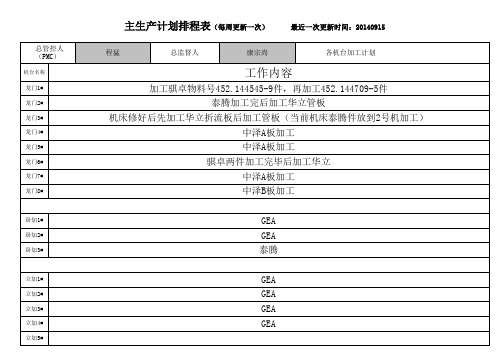
机床修好Байду номын сангаас先加工华立折流板后加工管板(当前机床泰腾件放到2号机加工) 中泽A板加工 中泽A板加工
骐卓两件加工完毕后加工华立 中泽A板加工 中泽B板加工
GEA GEA 泰腾
GEA GEA GEA GEA
立加6# 立加7# 立加8# 立加9#
数车1# 数车2# 数车3#
立车 普车车1# 普车车2#
数车4#
总管控人 (PMC)
机台名称 龙门1# 龙门2# 龙门3# 龙门4# 龙门5# 龙门6# 龙门7# 龙门8#
卧加1# 卧加2# 卧加3#
立加1# 立加2# 立加3# 立加4# 立加5#
主生产计划排程表(每周更新一次)
最近一次更新时间:20140915
程猛
总监督人
CNC-10月生产日报表10-17

8人。物料:1人。QC:2人,投影测量员:1人. 共25人。
4768 8 17 25
190.7
损失工时:
制 王倩妮
损失工时
待机
投影
5S
维修 待机
待料
5S
操机员
仇少蓬 梁祖飞 罗法广 彭珊志 梁祖德 赵亚雷 杨长江 杨秀彬
3.4
小 时
田远芳/谢安燕
刘细宏/廖柯臣/李坚/彭新梅/赵江彦/田力飞/曾志新 /李玲(组长)/张长伟/邓芳/梁瑞玲
2266
小计:8台
18794
5S
17.00 17.00
全检866//返修/抛光
107.00 107.00
合计
开机率:
全检 8 24%
稼动率:
11.00 11.00
223
220
98%
18794 总计划达成率:
合计
直接人数
间接人数
总人数
人均产值
注明 应有机台:33台,实开8台.待机:25台.(待维修:2台)
1
班次:白班
CNC领班: 孙海军
机台
规格名称
加工工序
加工时间 (秒)
标准产能 (PCS/H)
应开机时间 (小时)
实际开机时 间(小时)
计划数
A15
866
CNC1
16
225 11.00 10.50
2363
B8
866
CNC1
17
212 11.00 10.50
2224
B9
866
CNC1
15
240 11.00 10.50
64
24
0
88
16
1
CNC量产日报表
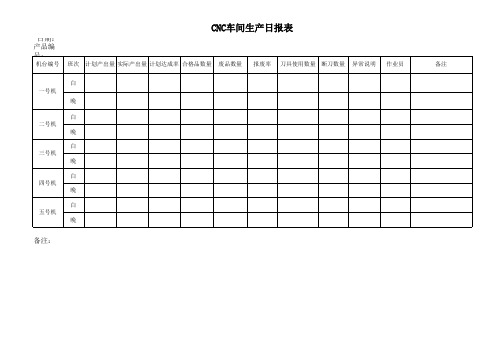
CNC车间生产日报表 CNC车间生产日报表
日期:
机台编号
产品编号:
班次 计划产出量 实际产出量 计划达成率 合格品数量 白
版本:
废品数量 报废率
生产类型: 量产/样品
刀具使用数量 断刀数量 异常说明
月分( )
作业员 备注
一号机 晚 白 二号机 晚 白 三号机 晚 白 四号机 晚 白 五号机 晚
备注: 1.此表格为CNC车间每日生产状况统计表 2.此表格由车间主管负责收集数据并填写 3.此表格由车间主管于第二天早上10点之前交于生产文员 4.生产文员负责整理计算相关数据并记录于电子档 5.此表单统计之数据为员工绩效奖重要依据
CNC机台生产进度表
加工部件
备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
模板规格
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
上机时间 当日加工程式描述 下机时间 操 作 人 员
加工部件
备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
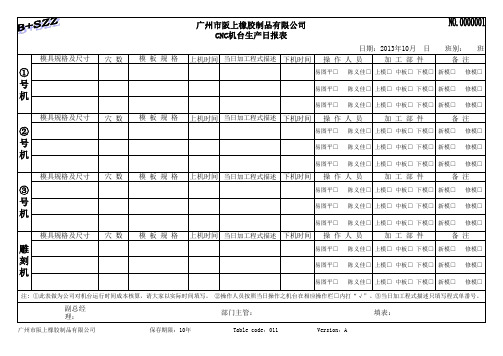
Version:A
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
模板规格
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
上机时间 当日加工程式描述 下机时间 操 作 人 员
加工部件
备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
上机时间当日加工程式描述下机时间上机时间当日加工程式描述下机时间上机时间当日加工程式描述下机时间上机时间当日加工程式描述下机时间副总经理
模具规格及尺寸
① 号 机
模具规格及尺寸
② 号 机
模具规格及尺寸
③ 号 机
模具规格及尺寸雕 刻 机穴数 穴数 穴数 穴数
模板规格
广州市阪上橡胶制品有限公司 CNC机台生产日报表
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
注: ①此表做为公司对机台运行时间成本核算,请大家以实际时间填写。 ②操作人员按照当日操作之机台在相应操作栏□内打“√”。③当日加工程式描述只填写程式单番号。
副总经 理:
部门主管:
填表:
广州市阪上橡胶制品有限公司
保存期限:10年
Table code:011
日期:2013年10月 日
CNC加工中心生产报表
日期: 班别: 班别:图号 Nhomakorabea操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
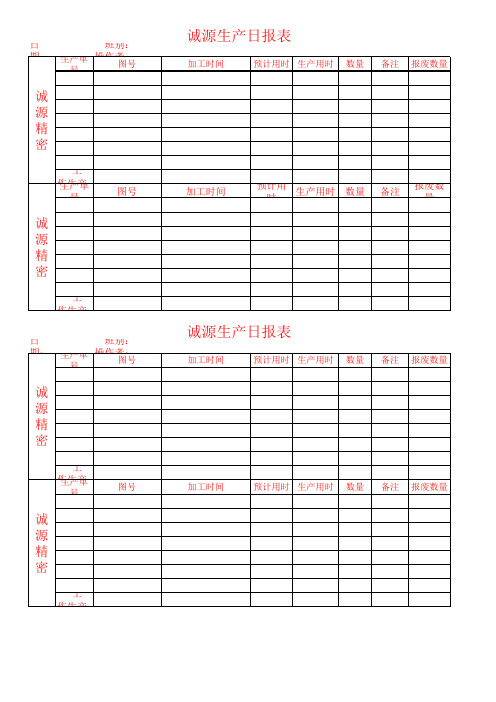
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园 生产单号 图号 加工时间 预计用时 生产用时 数量 备注 报废数量
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
诚源生产日报表
日期: 班别: 班别:
图号
操作者:
加工时间 预计用时 生产用时 数量 备注 报废数量
生产单号
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时!
生产单号 图号 加工时间
制表:王红园
数量 备注 报废数量
预计用时 生产用时
诚 源 精 密
工作生产报表必须每班填交,否则当班不予记工时! 制表:王红园
机械加工生产计划排程表

工序 时间
下料 完成时间
铣 床 磨 床 线 切 割 车 床 C N C 精雕机 放 电 表面处理 委 外 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间 完成时间
备
注
技术管理责任人
品质管理责任人
生产员工
签字:
签字:
确认并签字:
1、执行人员运用逆向追踪,每天80%时间对进度和数量进行滚动排查,20%时间对异常进行人员安排、设备调度;跟单责任人按制定的时间进行跟催执行责任人并向PMC报告。
本表单发放范围:除发放技术/品质管理责任人;还要发放总经理、副总。
编制:
审核
批准
说明
2、技术管理责任和和品质管理责任人及时解决过程出现的技术或质量问题,确保生产秩序正常运作。 3、各过程要相互配合,监督提醒,出现特殊情况不能按时间完成时,必须提前2小时书面报告PMC以便实时调控。否则,延误时间将由责任人承担相关费用。
4、因有不可控的内外部因素,计划执行过程中如有插单或变更时,全体人员要以公司利益为重,无条件配合销售部(代表客户)工作,不得有埋怨、抵触情绪。
审核床完成时间割完成时间完成时间成时间精雕机完成时间电完成时间表面处理完成时间完成时间1执行人员运用逆向追踪每天80时间对进度和数量进行滚动排查20时间对异常进行人员安排设备调度
总管控人(PMC):
订单号
零件名称
零件图号
生 产 计 划 排 程(跟 踪) 所属部分
CNC-机加产能跟进表模板

12.26
12.27
12.28
12.29
12.30
料号
机台
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
7010462-2
生产机 台
当天产 量
14.15 14.15 14.15 14.15 14.15 14.15
84 584 496 588 480 552
备注
标准工时14#7分6秒4PCS/模 ,15#7分28秒,订单数量30
12.37
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
2784 合计
30秒,订单数量2000(发货数量3150),交期12月25日交货
1944
2660 2620 1710
9.10. 9.10. 9.10. 9.10. 9.10. 9.10. 11.12 11.12 11.12 11.12 11.12 11.12
2660 2620 2660 2660 2660 2660
备注
标准工时8分10秒1PCS/模,订单数量63232,交
日期
12.25
有限公司
、7040462产品CNC生产跟进表
12.26
12.27
12.28
ห้องสมุดไป่ตู้
12.29
12.30
12.31
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
9.10. 9.10. 9.10. 9.10. 11.12 11.12 11.12 11.12
2660 2660 2660 2660
XXX有限公司
6000436、7010462-2、7040462产品CNC
日期
CNC机台生产日报表
记录:
审核:
日CNC生产日报表
(应到 人,实到 人 人休息)
00
0
0
0
生产数 成品数 半成品数
不良 数
不良原 因
报废 品
报废原因
6夹具修整、A7程序修改、A8设备故障、A9机床维修、A10无计划、A11机床保养、A12待客户确认、A13待程序、A1 确认
不良、B6 原材料不良、B7 砂孔、B8 变形、B9 毛坯缺料、B10 其它、B11 程序废、B12 发霉、B13工程改工艺、 偏、B16 烂牙、B17 穿孔
息)
备注
A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A2 690分钟 A10 690分钟 A10 690分钟 A2 690分钟 A10 690分钟 A1 180分钟,A5 30分钟 样品调试,A1 360分钟,A5 40分钟 A10 690分钟
样品调试 A2 690分钟 A8 690分钟 A10 690分钟 A2 690分钟 待下道工序调试 A2 690分钟 A3 120分钟 A2 690分钟 A2 690分钟 样品调试,A1 300分钟,A5 30分钟,A6 40分钟 样品调试,A1 300分钟 待上道工序调试
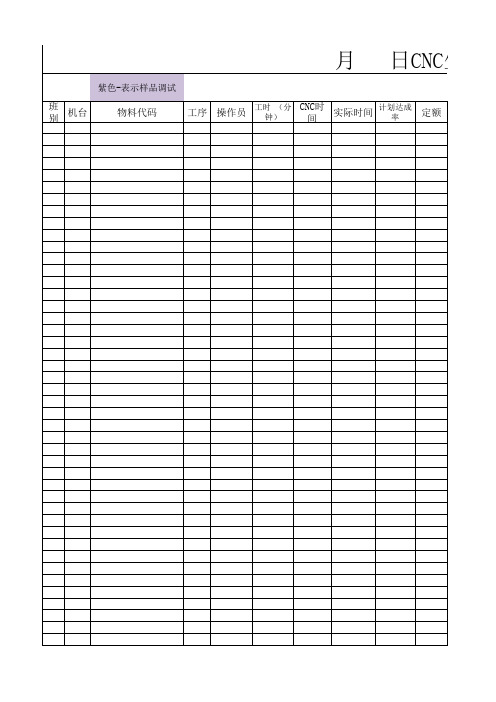
月 日CNC生产日
紫色-表示样品调试
班 别
机台
物料代码
工序
操作员
工时 (分 钟)
CNC时 间
实际时间
Байду номын сангаас
计划达成 率
定额
CNC车间代码:A1待检(品管确认)、A2待料、A3待刀、A4停电,停气、A5调试A6夹具修整、A7程序修
CNC车间报废代码:B1 调机废、B2 断刀、B3 尺寸不良、B4 装夹不良、B5 表面不良、B6 原材料不良 偏、B
数控机床或设备加工制造进度表制作
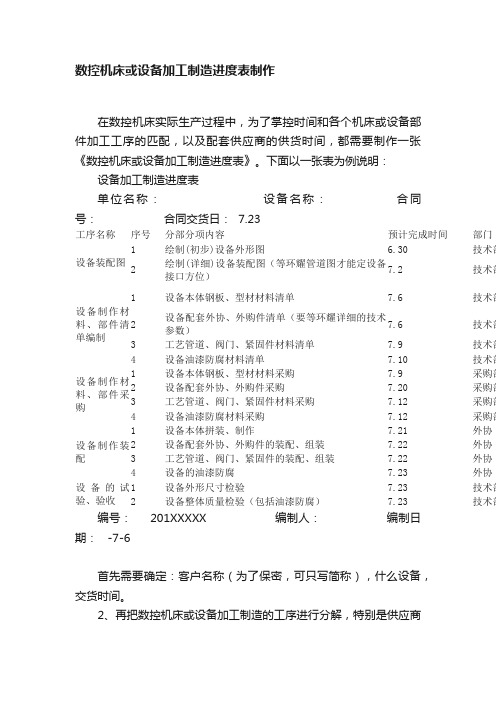
数控机床或设备加工制造进度表制作在数控机床实际生产过程中,为了掌控时间和各个机床或设备部件加工工序的匹配,以及配套供应商的供货时间,都需要制作一张《数控机床或设备加工制造进度表》。
下面以一张表为例说明:设备加工制造进度表单位名称:设备名称:合同号:合同交货日: 7.23工序名称序号分部分项内容预计完成时间部门设备装配图1 绘制(初步)设备外形图 6.30 技术部2绘制(详细)设备装配图(等环耀管道图才能定设备接口方位)7.2 技术部设备制作材料、部件清单编制1 设备本体钢板、型材材料清单7.6 技术部2设备配套外协、外购件清单(要等环耀详细的技术参数)7.6 技术部3 工艺管道、阀门、紧固件材料清单7.9 技术部4 设备油漆防腐材料清单7.10 技术部设备制作材料、部件采购1 设备本体钢板、型材材料采购7.9 采购部2 设备配套外协、外购件采购7.20 采购部3 工艺管道、阀门、紧固件材料采购7.12 采购部4 设备油漆防腐材料采购7.12 采购部设备制作装配1 设备本体拼装、制作7.21 外协2 设备配套外协、外购件的装配、组装7.22 外协3 工艺管道、阀门、紧固件的装配、组装7.22 外协4 设备的油漆防腐7.23 外协设备的试验、验收1 设备外形尺寸检验7.23 技术部2 设备整体质量检验(包括油漆防腐)7.23 技术部编号: 201XXXXX 编制人:编制日期: -7-6首先需要确定:客户名称(为了保密,可只写简称),什么设备,交货时间。
2、再把数控机床或设备加工制造的工序进行分解,特别是供应商要配合的,需特别注意时间,必须预留供应商犯错的时间!反之则更好。
3、预计完成时间这里最好是根据交货时间进行倒推来填写,也就是从下往上填,需特别注意时间必须预留自己、加工制造及供应商犯错的时间!不然任何一个环节出错就手忙脚乱了。
4、部门及完成人或责任人根据自己公司及工厂实际填写。
以上表格为抛砖引玉,为大家打开思路,可根据自己实际情况进行增加减少。
CNC生产计划表
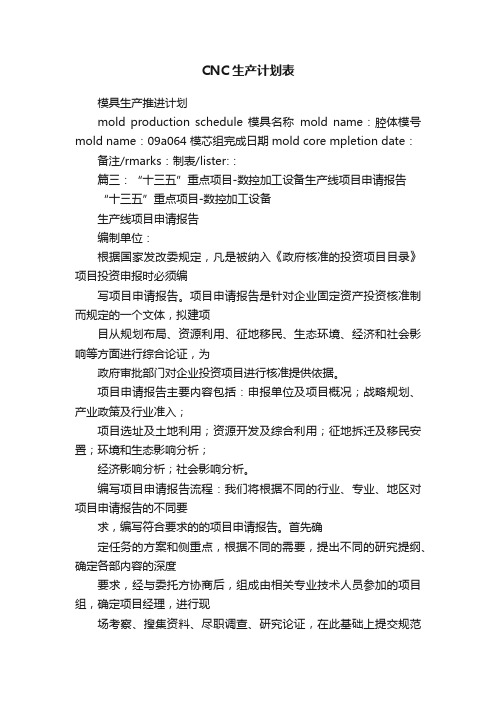
CNC生产计划表模具生产推进计划mold production schedule 模具名称mold name:腔体模号mold name:09a064 模芯组完成日期mold core mpletion date:备注/rmarks:制表/lister::篇三:“十三五”重点项目-数控加工设备生产线项目申请报告“十三五”重点项目-数控加工设备生产线项目申请报告编制单位:根据国家发改委规定,凡是被纳入《政府核准的投资项目目录》项目投资申报时必须编写项目申请报告。
项目申请报告是针对企业固定资产投资核准制而规定的一个文体,拟建项目从规划布局、资源利用、征地移民、生态环境、经济和社会影响等方面进行综合论证,为政府审批部门对企业投资项目进行核准提供依据。
项目申请报告主要内容包括:申报单位及项目概况;战略规划、产业政策及行业准入;项目选址及土地利用;资源开发及综合利用;征地拆迁及移民安置;环境和生态影响分析;经济影响分析;社会影响分析。
编写项目申请报告流程:我们将根据不同的行业、专业、地区对项目申请报告的不同要求,编写符合要求的的项目申请报告。
首先确定任务的方案和侧重点,根据不同的需要,提出不同的研究提纲、确定各部内容的深度要求,经与委托方协商后,组成由相关专业技术人员参加的项目组,确定项目经理,进行现场考察、搜集资料、尽职调查、研究论证,在此基础上提交规范的研究成果。
同时,我们也配合项目单位完成发改委立项、核准、融资等后续深度服务。
关联报告:数控加工设备生产线项目建议书数控加工设备生产线项目可行性研究报告数控加工设备生产线项目资金申请报告数控加工设备生产线项目节能评估报告数控加工设备生产线项目市场研究报告数控加工设备生产线项目商业计划书数控加工设备生产线项目投资价值分析报告数控加工设备生产线项目投资风险分析报告数控加工设备生产线项目行业发展预测分析报告国家规定的项目申请报告格式第一章申报单位及项目概况1.1数控加工设备生产线项目申报单位概况1.1.1数控加工设备生产线项目申报单位名称1.1.2申报项目名称1.1.3数控加工设备生产线项目申报单位法定代表人1.1.4数控加工设备生产线项目申报单位简介1.2数控加工设备生产线项目概况1.2.1数控加工设备生产线项目名称1.2.2数控加工设备生产线项目性质1.2.3数控加工设备生产线项目的建设背景1.2.4数控加工设备生产线项目建设地点1.2.5数控加工设备生产线项目主要建设内容和规模1.2.6原辅材料及用量1.2.7产品和工程技术方案1.2.8主要设备选型和配套工程1.2.9组织机构及劳动定员1.2.10投资规模和资金筹措方案1.2.11数控加工设备生产线项目施工进度及招投标1.2.12数控加工设备生产线项目财务和经济评论第二章发展规划、产业政策和行业准入分析2.1发展规划分析2.2产业政策分析2.3行业准入分析第三章资源开发及综合利用分析3.1资源开发方案3.2资源利用方案3.3资源节约措施第四章节能方案分析4.1用能标准和节能规范4.1.1相关法律、法规、规划和指导文件4.1.2国家行业相关标准及规范4.2能耗状况和能耗指标分析4.2.1数控加工设备生产线项目所在地的能源供应状况4.2.2数控加工设备生产线项目的能源消耗种类和数量数控加工设备生产线项目能源消耗表4.2.3能耗指标分析4.3数控加工设备生产线项目节能措施和节能效果分析4.3.1节能措施4.3.2节能效果分析篇四:cnc组长《岗位说明书》启明卓越启明卓越篇五:数控加工专业生产实习计划数控加工技术专业生产实习计划为了培养学生全面牢固地掌握中级钳工应具备的专业、专业理论知识与操作技术,根据高级数控车工应知应会要求,制定数控专业实习计划。
数控加工中心生产统计表

加工 行时间 辅助时 总时间 时/班 数量 成数量
罚金额 (元/
件数 (S) 间(S) (S) (h) (件) (件) 差额(件) 件)
结算
机床: 日期
操作者
零件名称
零件图号
数控加工中心日生产统计表
月份:
定额
奖励/处
工序 同时 机床运
基本工 应完成 实际完
加工 行时间 辅助时 总时间 时/班 数量 成数量
罚金额 (元/
件数 (S) 间(S) (S) (h) (件) (件) 差额(件) 件)
结算
机床: 日期
操作者
零件名称
零件图号
数控加工中心日生产统计表
月份:
定额
奖励/处
工序 同时 机床运
基本工 应完成 实际完
加工 行时间 辅助时 总时间 时/班 数量 成数量
罚金额 (元/
件数 (S) 间(S) (S) (h) (件) (件) 差额(件) 件)
机床: 日期操作者Fra bibliotek零件名称
零件图号
数控加工中心日生产统计表
月份:
定额
奖励/处
工序 同时 机床运
基本工 应完成 实际完
加工 行时间 辅助时 总时间 时/班 数量 成数量
罚金额 (元/
件数 (S) 间(S) (S) (h) (件) (件) 差额(件) 件)
结算
机床: 日期
操作者
零件名称
零件图号
数控加工中心日生产统计表
结算
工中心日生产统计表
备注
工中心日生产统计表
备注
工中心日生产统计表
备注
工中心日生产统计表
备注
工中心日生产统计表
生产记录表(数控)
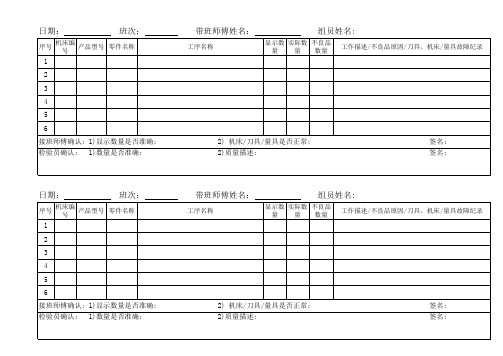
日期:
序号
班次:
带班 量 量 数量 工作描述/不良品原因/刀具、机床/量具故障纪录
机床编 产品型号 零件名称 号
1 2 3 4 5 6 接班师傅确认: 1)显示数量是否准确: 检验员确认: 1)数量是否准确: 2) 机床/刀具/量具是否正常: 2)质量描述: 签名: 签名:
日期:
序号
班次:
带班师傅姓名:
工序名称
组员姓名:
显示数 实际数 不良品 量 量 数量 工作描述/不良品原因/刀具、机床/量具故障纪录
机床编 产品型号 零件名称 号
1 2 3 4 5 6 接班师傅确认: 1)显示数量是否准确: 检验员确认: 1)数量是否准确: 2) 机床/刀具/量具是否正常: 2)质量描述: 签名: 签名:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上机时间 当日加工程式描述 下机时间 操 作 人 员
加工部件
备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
注: ①此表做为公司对机台运行时间成本核算,请大家以实际时间填写。 ②操作人员按照当日操作之机台在相应操作栏□内打“√”。③当日加工程式描述只填写程式单番号。
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
模板规格
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
上机时间 当日加工程式描述 下机时间 操 作 人 员
加工部件
备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□Βιβλιοθήκη 副总经 理:部门主管:
填表:
广州市阪上橡胶制品有限公司
保存期限:10年
Table code:011
Version:A
模板规格
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
上机时间 当日加工程式描述 下机时间 操 作 人 员
加工部件
备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
模板规格
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□
模具规格及尺寸
① 号 机
模具规格及尺寸
② 号 机
模具规格及尺寸
③ 号 机
模具规格及尺寸
雕 刻 机
穴数 穴数 穴数 穴数
模板规格
广州市阪上橡胶制品有限公司 CNC机台生产日报表
日期:2013年10月 日
上机时间 当日加工程式描述 下机时间 操 作 人 员
加工部件
班别: 班 备注
易图平□ 陈义佳□ 上模□ 中板□ 下模□ 新模□ 修模□