STP部制二课作业手顺书
作业手顺书作成

1. 目的2. 适用范围3. 职责4. 引用文件/参考文件《文书管理程序》《工程管理程序》5. 定义就是对制造产品的作业步骤.作业方法.作业时需要的治工具.注意事项.作业的基准.产品的规格以及在生产过程中出现的异常处理等以作业手顺书的形式指示出来.6.手顺内容6.1手顺书作成的流程根据的量试资料(部品表.图面.配置图.作业指导书等)根据资料做实际的操作.对作业指导书的.并作成作业手顺书.进行工场量试生产线根据生产技术部作成的作业手顺书在生产线流动的状态下完成所有作业内容.依照实际情况生技对手顺书作进一步修正.作成作业手顺书6.2.手顺书作成的要求:(每个作业工程要有手顺书)6.2.1 开始作业时的点检.准备工作6.2.2 作业手顺6.2.3 产品的检查规格6.2.4 作业所使用的治工具.测定器名及型号6.2.5 使用的部品名.品番.厂家品番.数量6.2.6 安全部品的标记6.2.7作业时.安全方面所要求的注意点6.2.8 作业者的认定6.2.9 发生异常时的处理方法6.2.10 作业时的必要记录6.2.11 作业注意点注:作业手顺书有固定的格式6.3.作业手顺书的承认6.3.1生技担当在作成作业手顺书後.给各小组的责任者(副主任以上级)确认.对于检查过程中有问题发生就马上反馈给担当进行修正.然後再次确认.完全OK后要检印.6.3.2 安全担当确认手顺书的安全规格和安全部品有关的内容.并在安全规格部品上盖印.确认有问题时要联络生技担当进行修改.修改後的手顺书要再次经各小组责任者确认同检印.安全担当在确认完全OK后要检印.6.3.3 品管部责任者确认检印.问题点有时反馈生技担当修正.然後经生技小组责任者.安全担当检印.完全OK后检印.6.3.4 生技部门各机种的顾问者检印.有需要变更的地方联络生技担当进行修改.修改後的手顺书同样经小组责任者.安全担当.品管责任者检印.完全OK后检印.6.3.5 生产技术部部门长的检印.所有的手顺书必需得到部门长的检印方可.同样发现问题点时联络生技担当进行修正.生技小组责任者检印安全担当检印品质管理部责任者检印生产技术部顾问者检印生产技术部部门长检印6.4.作业手顺书的配布:6.4.1 承认OK的作业手顺书根据需要.分别配布到相关部门.事务局将手顺书整理.核对後.在生技需保管的一份手顺书背面盖上正本文件的专用章.另外的配布份则盖上配布印章.并在《配布管理记录表》(ZE-114*)上填写作业手顺书的管理号码.配布日期以及各签收方在记录表上签名或盖印.6.4.2配布6.5.手顺书的变更处理:6.5.1 由于技术对策.某些工程手顺书要变更:如:部品.规格参数.作业方法等.生技担当根据本部提供的资料.在手顺书正版或正版/配布版上进行变更(变更内容要记载在手顺书上.变更时间.责任者以及变更的理由及时间).变更後的手顺书要得到顾问级以上的责任者检印后方可配布或保存记录.6.5.2 当变更为新的手顺书时.具体流程同6.作业手顺书的承认7.作业手顺书的配布.同时旧的管理号码正本文件要盖上失效文件印章.并保存3年.配布文件要废弃.新的手顺书正本文件取代之.7.手顺书的记录:《作业手顺书管理台帐》《作业手顺书》《配布管理记录表》8.修改及废弃《作业手顺书作成标准书》的修改和废弃由生产技术部部门长决定.。
作业要领手顺书格式
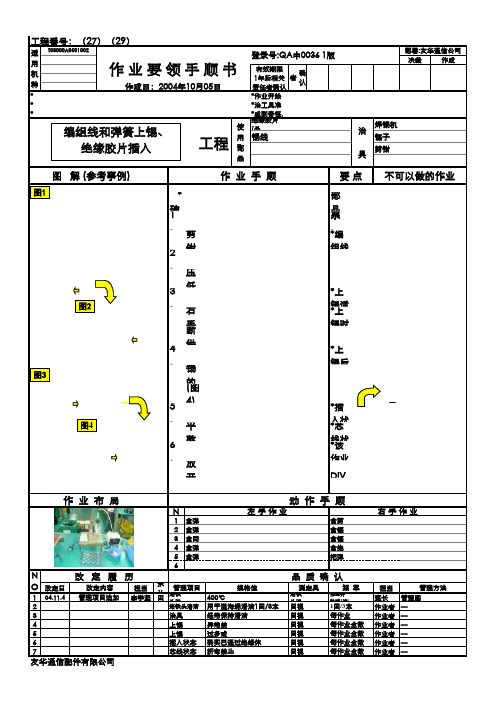
决裁作成有效期限1年后相关责任者确认*按照作业要领书正确地进行规定事宜*作业开始时把部品用生产指示书与样品进行现品对照*指定以外的作业者作业时要从班长接受作业指导与品质确认*治工具准备所指定的工具并正确地使用*作业开始时必须实施所指定的点检项目*感到奇怪.稍微不同时.立即报告给班长绝缘胶片(品番:574C)焊锡机锡线镊子 剪钳*確認前工程的作業結果部品投入前对照现品、现品1、编组线与弹簧端面平齐,用票、品番确认剪钳切除多余编组线(图1)*编组线松散禁止2、用镊子把绝缘体上的编组线压低压平(图2)3、左手把编组线接触烙铁头预热*上锡适量,锡线约4~5cm 右手拿着镊子的同时拿锡线不*上锡时间:约3~4秒断供给上锡(图3),4、把锡线放下马上用镊子把已上*上锡后状态:编组线脱焊禁止锡的编组线压着并离开烙铁头(图4)5、把绝缘胶片穿过绝缘体并压*插入状态:确实已通过绝缘体平整*芯线状态:折弯禁止6、把弹簧两侧压至芯线位置后*该作业的目的是方便弹片插入放开DIV插头和防止弹片弹出NO1拿弹簧组体拿剪钳剪掉多余的编组线2拿弹簧组体上锡拿镊子、锡线供给上锡3拿同轴线拿镊子固定上锡后的编组线4拿弹簧组体拿绝缘片穿过绝缘体并压平整5拿弹簧组体把弹簧两侧压至芯线位置后放开6改定日担当承认担当104.11.4李学坚田中烙铁头温度400℃±50℃烙铁头温度计作业开始时3次/天班长管理图2作业者3作业者4上锡后状态异常禁止作业者5上锡量过多或过少禁止作业者6作业者7作业者作成日:2004年10月05日适用机种T08000A0501002登录号:QA中0036 1版工程番号:(27)(29)要 点部署:友华通信公司作 业 要 领 手 顺 书确认者不可以做的作业作 业 布 局动 作 手 顺工程使用部品治 具图 解 (参考事例)作 业 手 顺管理方法左 手 作 业右 手 作 业NO改 定 履 历品 质 确 认管理项目追加烙铁头清洁用干湿海绵清洁1回/3本目视 改定内容 管理项目规格值测定具频 率插入状态确实已通过绝缘体目视治具经常保持清洁目视目视—每作业全数—每作业全数1回/3本—每作业目视每作业全数——友华通信配件有限公司—芯线状态折弯禁止目视每作业全数编组线和弹簧上锡、绝缘胶片插入图1图2图4图3。
管理工程図作业手顺书作方及运用
管理工程図作业手顺书作方及运用引言管理工程図是一种专业的技术工具,用于管理和改善工作流程。
它提供了对工作流程的清晰可见性,并帮助识别问题和改进机会。
本文档将介绍管理工程图的作业手顺书的制作方法和运用,帮助读者了解如何有效地运用管理工程图来改善工作流程。
第一部分:制作管理工程图作业手顺书步骤1:明确目标在制作管理工程图作业手顺书之前,我们应该首先明确目标。
明确目标将有助于我们确定我们希望通过工作流程的改进实现的结果。
例如,我们可能希望提高工作效率,减少错误率,或提高客户满意度等。
步骤2:收集数据要制作有效的管理工程图作业手顺书,我们需要收集相关的数据。
这些数据可以包括工作流程的时间和成本数据,员工的反馈和建议,以及从客户或用户那里收集到的信息。
收集数据的过程应该尽可能准确和全面。
步骤3:绘制流程图管理工程图作业手顺书通常以流程图的形式展示工作流程。
流程图可以清晰地展示工作流程中的每个步骤和活动。
在绘制流程图时,我们应该确保图形明确且易于理解。
每个步骤和活动都应该用适当的符号表示,并按正确的顺序排列。
步骤4:标记关键活动在绘制流程图之后,我们应该标记出关键活动。
关键活动是工作流程中最重要、最关键的步骤。
识别关键活动有助于我们集中精力改进这些步骤,从而提高整个工作流程的效率和质量。
步骤5:分析问题和改进机会一旦流程图和关键活动被标记出来,我们可以开始分析工作流程中的问题和改进机会。
通过仔细观察每个步骤和活动,我们可以识别出可能存在的问题,并提出相应的解决方案。
这些解决方案应该针对具体的问题,并且可行性高。
步骤6:编写作业手顺书最后,我们可以根据上述分析结果编写管理工程图作业手顺书。
作业手顺书应该包括对每个步骤和活动的详细说明,包括所需的材料、工具、操作方法等。
此外,手顺书还可以包括对关键活动的重点说明,以及对可能的问题和解决方案的介绍。
第二部分:管理工程图作业手顺书的运用制作好管理工程图作业手顺书之后,我们可以开始将其运用于实际的工作环境中。
丰田标准作业制作技巧已译版

5 < 山積表的作成 > 1、每一个工程的各个作业时间收集、统计;作成山积表& 部品搬运等工程算出作业循环时间;定时460分内不能完成的工程;工程数检讨、 增加& 还有;免包装供给、顺立工程等;因为需要适于生产线作业节拍时间;所以要根据每 次供给的份数一个循环;进行工程数量的调整&
搭积木的方式对全班的工作内容进行要素拆解和重新排列;以发现操作中存在的 浪费;并予以消除;同时确定最简单、科学、的操作顺序.
➢ 标准作业票:它以图表示每个作业者的作业范围;应填入标准作业三要素及检查
品质注意安全等标记&
部品受入
确认场
物流作业流程图
入链
出链
空箱整理
部品供给
部品取出
部品投入
空箱台车整理
间&
1.部品 搬入
2.空箱 回収
○○秒/箱
3 < 原単位的定義 >⑤ 空箱置场移動
部品搬入が終り、PCエリアに戻って来た所から空箱返却コース2ページ前の参考例では
波線の距離を走行し、引きこみレーンに戻って来るまでの時間のことをいう&
コース距離は実測で、速度は構内で定められた時速にて計算するが、各工場により
丰田物流标准作业
TPS传播者:TWP
标准作业的概念
标准作业是以较少的工数工时;生产出高品质的产 品的一种工作手法&是将作业人员、作业顺序、工序设 备的布置、物流过程等问题作最适当的组合;以达到生 产目标而设立的作业方法&
标准作业的实施可以确保装配和 加工工序的品质&在不损害设备 并确保安全下;用更快捷有效地 方式完成作业
适合于节拍的 作业量
管理工程図作业手顺书の作り方及びその运用1
何谓管理工程图·作业标准
何谓管理工程图·作业标准
·管理工程图=包含了材料的受入・制造生产・出货的全过程,为了能 够长期地持续地维持产品品质,制作的设计图
·作业标准=为了好的作业方法能够长期维持,每个作业工序或者 作业环节的步骤・重点・禁止事项等详细记载的作业指示 (作业指图书+作业指导书)
在现实中制作出的内容跟制造流程的整合性很差,在制造现场 没有充分活用的情况也有
不记载,另外管理也可以 ⇒规定要到哪里为止记载『包含简单易懂的控制点』
【制造条件】
·记载点检项目的具体条件 ·尽量记载具体的数值
【检出工程】「检出工程」栏的使用:
·在自工程的管理项目→记录自工程 ·在后工程的检出项目→记录后工程的工程名
(在那样的情况下,以后右侧的管理方法不需记录 )
【判断基准】 ·记载每次作业的良品和不良品的判断基准 ·批号判断等异常判断基准记入右侧的『异常判 定方法、处理方法』栏里进行区别
入·出货·工程内的QC检查也需反映出来)
在量产试作中,根据实际试作时的结果来制作详细的作业 顺序书
根据作业指导书的内容,在制作作业指图书时明确作业者在 作业时,必须遵守的重点、异常的定义、禁止事项等
至少管理工程图要在确认规格和仕样的整合性后,综合 技术·QC·制造·生产技术的意见做成的文书
【参考】确定规格・仕样书体系的位置
【提示·唤起注意的作用】 ·对重要的要点,作业者在作业时,在必要的时候能够给予提醒
日常作业的必要时间活用
【作业员与管理人员之间,管理上的重点事项共享化】
·管理上的重点,作业员是否遵守,管理人员一看就明白 管理人员在工程巡视及 作业开始前的会议上对注意事项确认等时活用
路漫漫其修远兮, 吾将上下而求索
シロセット手顺书chinese
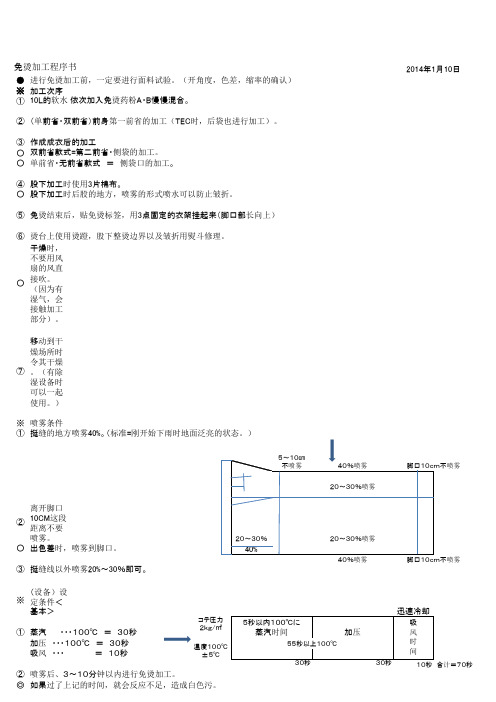
●※加工次序①②③○○④○⑤⑥○干燥时,不要用风扇的风直接吹。
(因为有湿气,会接触加工部分)。
⑦移动到干燥场所时令其干燥。
(有除湿设备时可以一起使用。
)※喷雾条件①②离开脚口10CM 这段距离不要喷雾。
○③※(设备)设定条件<基本>①10秒合计=70秒②◎※①喷雾地方 = 只有喷蒸汽的地方。
(此处以外如果喷雾会反应不足变白。
)②③※其他注意事项①单前省・双前省 前省部分先进行加工,所以要对齐挺缝线。
(这是出现二重线的原因)○成衣不好分辨时,可以在洗涤后确认挺缝线是否连接好。
②喷雾机(喷枪)在操作结束时,洗涤喷雾头,放在水里。
(为了防止堵塞 )コテ圧力2kg/㎡如果过了上记的时间,就会反应不足,造成白色污。
蒸汽 ・・・100℃ = 30秒吸风 ・・・ = 10秒温度100℃±5℃防污对策更换棉布 = 水分不要过量,及时更换。
(水洗即可使用干燥的棉布)绿色垫子在作业结束时,一定要水洗去除污。
挺缝的地方喷雾40%。
(标准=刚开始下雨时地面泛亮的状态。
)出色差时,喷雾到脚口。
挺缝线以外喷雾20%~30%即可。
加压 ・・・100℃ = 30秒喷雾后、3~10分钟以内进行免烫加工。
喷雾双前省款式=第二前省・侧袋的加工。
股下加工时后股的地方,喷雾的形式喷水可以防止皱折。
免烫结束后,贴免烫标签,用3点固定的衣架挂起来(脚口部长向上)免烫加工程序书2014年1月10日喷雾单前省・无前省款式 = 侧袋口的加工。
股下加工时使用3片棉布。
烫台上使用烫蹬,股下整烫边界以及皱折用熨斗修理。
进行免烫加工前,一定要进行面料试验。
(开角度,色差,缩率的确认)(单前省・双前省)前身第一前省的加工(TEC 时,后袋也进行加工)。
10L的软水 依次加入免烫药粉A・B慢慢混合。
作成成衣后的加工。
半导体stepper作业指导书

stepper作业指导书
兼职广告任务网
一.开机程序
从上到下从左到右依次打开主设备左面8个总开关→按下设备前面显示面板上的START键→按电柜电源→按计算机电源→左右依次打开闸刀开关→输入计算机时间和密码@openup →这时应该重设数据按空格选择相关命令→设备稳定后在开启汞灯以下为主设备总开关及前面板START开关和温度示数:
以下为电柜开关,计算机开关,闸刀
二.关机程序:
运行SHUT SYSTEM 关闭主机→关闭主板电源及闸刀开关→关闭LAMP及电源→按下设
备前面显示面板上的START键→从下到上从右到左依次关闭机器左侧面总开关。
三.曝光程序操作:
1)进入程序菜单ENTER PROCESS PROGRAM(选择程序),如下图对话框:
完毕后,再按PF1返回命令菜单。
2)进入准备程序READY PROCESS (准备程序)选择对应的光刻板型号
3)进入EXECUTE PROCESS(执行程序),按PF1开始执行曝光程序。
四.注意规范
1)在做片时,每台曝光机要用专用的晶片盒
2) 每班每台曝光机生产的第一批晶片应抽检一片,检查光刻板污染情况及拼接异常和曝光参数。
TPS-改善的手顺

拙
部下的指导
①即使明白不作成等于零
②让作没习惯的作业,对技能员来说是最痛苦的 ③作业改善、需要学习熟练的时间
④指示,说明,在用对方理解的语言
⑤学习新的工作,模仿很有效果
第6阶段
实施后的确认
应该确认的事
①予想効果和实绩的对比 ②新问题的发现 ③改善固定的标准化 ④周辺条件的改善
头的体操
①连一笔,只折3次连接全部的点。
头的体操
②尽量用简单的方法,使水杯与空杯间隔
头的体操
③想像能看到什么。
设想时的考虑方法
①设想和判断不同的情况 ②尽量多想 ③从各种角度想 ④借助分析 ⑤总合 ⑥和他人的设想结合
动作经济的原则
身关于使用身体部位的原则
(1)两手同进反向或对称方向的移动 (2)身体的运动部分尽量减小 (3)轻小的作业、手或前腕的运动要比上腕,肩运动的好
制造产品就是制造人
天天改善、日日实践
【改善的手顺】
改 善 的 手 顺
手法 阶段 1 2 3 4 5 6
改善的手顺
发现改善的必要点 分析现在方法 分析联想 作成改善提案 实施改善提案 实施后的后确认
科学的考虑方法
明确目的 把握事实 联系事实考虑 设立方案 实 施 确认
QC的手顺
课题的选定 把握现状 要因的解析 检讨对策 实 施 効果的确认
5、放铅笔
6、放开鉛笔 7、手还原
( 给合)
( 放手 ) ( 空动动 )
简易记号
记号
找 看 选 放手
名
称
记号
名
调查
称
握
运 替换 组合 使用 分解
空动作
保持 休息 准备 等待 考虑
第3阶段
安全(缔め付け)书 螺丝松紧 安全作业手顺书 日语原版

大阪工場製造G
職場名 金型チーム
承 認
作成者
NO
123
4567 日 付
氏 名 日 付
氏
名
山口
形・大きさの合った工具を選ぶ作業名 ボルト締め付け(緩め)作業
工具の選定主なステップ
急 所
2007年5月28日作成
工具の確認ヘタリ・磨耗が無いか確認する工具のヘタリ・磨耗がないか確認する。
いないか確認する。
安 全 面
ボルトの緩め徐々に力を加え、ボルトを緩めていく一気に力を入れると、空回りした時に、ボルトの締め忘れ確認ボルトの締め忘れ、緩んでいないか確認するボルトを締め忘れると、生産中に緩み
警 戒 標 識要 ・ 否
★ボルト締め付け時、L型ハンドルの掛かりが浅いと、ハンドルが空回りし、机・金型等に手をぶつける災害
★発生しやすい災害
資 格 の 要 否
要 ・ 否 作業者確認欄
改定日 年 月 日
☆絶対やってはいけない行為
☆基準外の工具でボルトを締め付ける(緩める)行為
手を机や金型にぶつける危険性がある。
手を机や金型にぶつける危険性がある。
ボルトの締め付け徐々に力を加え、ボルトを締め付けていく手を机や金型にぶつける危険性がある。
一気に力を入れると、空回りした時に、金型が破損する危険性がある。
安 全 作 業 手 順 書
工具をボルトに掛けるボルトに工具が確実に入っているか確認する掛かりが浅いとボルト穴から工具が外れ
ボルトの確認
ヘタリ・磨耗が無いか確認する
ボルトの六角穴がヘタったり、捲れて保護具。
标准作业手顺书ppt课件

①单独的配置・・・1人管1台设备
・自动加工设备,在设备运转期间, ・只是在看着 ・抹点切削油、清除切粉
车
床
单独配置
(1人管1台)
闲着的浪费
<当时,当然是包含在零件加工时间里面>
球 磨 盘
车床
球磨盘 <L字型>
球磨盘
车床
②设备别的配置・・・1人管2台设备
(昭和21年~22年左右) ・为了消除“闲着的浪费”,将布局配置 成 「ニ字型」或「L字型」,做到了由 1人可以管2台设备 ○「ニ字型」「L字型」的问题点与改善 ・但是必须留意设备进行的程度,而不能 集中于一个作业,不能放心地进入下面 的作业。 球磨盘 <ニ字型>
球磨盘
球磨盘
车床 车 床 车床 <コ字型>
球磨盘
改善
・切削到必要的位置结束后, ・切粉自动清除 自动加工脱离 设备自动停止
<四角型>
・切削油自动涂抹・刀片标准化 铣床 <三角型> 效果 人均产量 UP <菱型> 产生新的问题 ・不同设备之间的 工序内有半成品 滞留 ・零件流动不起来, 做成成品的周期长
粗材
管多台和管多工序的区别
1工序(车床) 2工序(铣床) 3工序(球磨盘) 4工序(敲击)
管 多 台
◇各工序工作不饱满
◇库存积压 ◇周期长
完成品 粗材
1工序(车床) 2工序(铣床)
<一人管4台车床>
管 多 个 工 序
◇中间库存少 ◇周期短 ◇需要多面手化
3工序(球磨盘) 4工序(敲击)
完成品
<一人管4个工序>
①标准持有量的原則
A B
(1)
工程顺序
(工序方向)
机械自动 (2) 加工的有无
a b c d
标准作业手顺书中文ver
标准作业手顺书中文版1. 概述标准作业手顺书(Standard Operating Procedure,简称SOP)是指一套详细的操作规范,旨在确保团队成员在执行各项任务时能够达到一致的品质、效率以及安全性。
本文将会阐述SOP的重要性,以及如何有效地编写SOP以增强团队凝聚力。
2. SOP的重要性•提高效率:SOP的核心目标是通过明确的标准化步骤和工作流程改进团队的工作效率。
通过执行SOP,团队成员可以在规定时间内按照相同的步骤完成任务,提高工作效率,并节约成本。
•提高产品品质:SOP列出了一系列明确的规范和标准操作步骤,确保团队成员以统一的标准执行任务,以保证产品质量的稳定性和持续性。
•增强安全性:SOP不仅列出了具体的操作步骤,还指定了行为规范和安全措施,确保在完成任务时不会引起任何危险事件,提升工作安全性。
•减少失误和重复性工作:标准作业手顺书也能够减少人为失误和重复工作,保证原材料的使用、产品检测、报表记录和数据分析得到高效的管理和监控。
3. 如何编写SOPSOP的编写过程包括以下步骤:3.1 定义流程步骤首先,我们需要定义流程步骤,并编写流程图。
要确保步骤具体且每个步骤都被清晰描述。
通过这样的方式,在下一步草拟标准操作手续时,大家可以看到整个流程的完整性。
3.2 编写标准操作手续接下来,我们需要编写标准操作手续,具体明确每个步骤的执行指南。
这个过程要求详细注释、足够的截图或表格,保证流程易于理解,并且容易根据文件结构查找操作细节。
3.3 审核、修改和发布SOP最后,我们需要将编写的SOP文件提交给SOP拥有者、质量经理和培训协调员等上级管理层审核、修改和发布SOP。
修改必须在原始标准操作手续中,并且最新版本必须能够识别和更新。
4. 如何实施SOPSOP文件编写和发布完成后,接下来我们就需要确保团队中所有成员能够熟练执行SOP。
为了保证SOP的有效实施,我们需要执行以下关键步骤:•确保所有团队成员已经熟悉和了解SOP的流程和操作细节,要求必须在实践中达到熟练掌握。
2S执行

① 明白 ② 能取 ③ 返回
① 在哪---定位 ② 什么---定品 ③ 几个---定量
所谓整顿就是物品放置位置的标准化
2-6 整顿的关键:3定
)
(
Ⅱ 物品放置方法3定原则
物品放置方法有3个要点。 “”何时“是”什么“,”多少“。 为了了解这些而来制作看板!
库存 看 板 作 战 可 视 化 整 顿
Point…… ⑴ 划直线 …⑶…拐…弯…要少
⑵ 要醒目 ⑷ 要避免直角
在出入口、通行线、停止符号、拐角切线
曲折通道
直线通道
前方很难看见 突发事故多
前方容易看见 移动容易
2-4 从区域线开始划分
Ⅱ 出入口线
不能踩踏或者跨过黄线,因此要做一 个人员能出入的部分,这就是所谓的 出入口线
Point…… ⑴ 区划分线为实线,出入口线为虚线 ⑵ 出入口线的地方要确保安全 ⑶ 要使作业者充分利用出入口
Ⅳ 定品
放在这边的东西是什么呢?你明白吗?
品目表示(定品)
⑴ 以物的品种来表示。表示放置物品本 身是什么。
⑵ 以储物柜形式来表示。表示被放置物 是什么。
⑶ 如果取下物品名表示,就成为看板的 机能。
⑷ 储物柜表示位置的替换相对简单。
2-6 整顿的关键:3定
Ⅴ 定量
这个库存品,用肉眼能说出它有多少 吗?
为了不让这种思想来左右自己总是有和不需要进行比较周时间过去一个月都不需要红牌标准的确定point整理番号贴附1丢弃2返回3移动红牌的位置4分用途保管5其他结束1不要2不良3不急6不明7其他1原材料3半成品4制品5机械设备7工具备品8其他日元point红牌很醒目红色的纸红色粘贴纸带因为是塑料薄膜所以可以反复使用红色圆形纸片红牌的索引划分是丌是存库品是丌是机械原材料闲置品制品设备品名品名品名号数量粘贴品的数量理由如果是库存品是丌是丌要品丌良品部门贴红牌物品的管理担当部门日期粘贴日期红牌的红色就是指工厂的弊病
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一.目的
明确攻丝作业基本方法,使未从事过攻丝作业的人员能够按照此手顺书进行攻丝作业.二.适用范围
适用于宏博五金制品冲压生产从事的攻丝作业。
三.职责
制造课长:对作业手顺书进行承认
组长或班长:记录新规调试的作业条件,向文员发出作成的指示并对其作成的手顺书进行确认文员:根据组长及班长的指示作成手顺书,并负责手顺书的分发管理作业员:熟练掌握手顺书所要求的内容并按照要求进行作业四.内容
1,攻丝作业的段取方法:
1),按照<生产指示书>准备机械及相应的冲压品、用箱等
2),<攻丝作业标准书>的准备及按照<攻丝作业标准书>切换作业用油. 3),安装丝锥在指定位置(要先用工具将锁嘴部松开,再装入丝锥后紧固锁嘴部). 4),转动传动丝杆调整丝锥至适当的行程高度.
5),喷油口要处于丝锥的先端,手动试作确认出油的状况.
宏博五金制品
攻丝作业手顺书
文件NO
攻丝机攻丝治具冲压产品攻丝传动丝杆
丝锥输油管
6),连接杆要安装在就近的齿轮箱转轴上.
2,丝锥介绍:
3,调试及检测应注意事项:
1),了解丝锥的构造与用途;检查丝锥状况.
2),攻丝作业前要先行对产品孔径检查,判定标准按照<TKR公司的攻丝下穴径标准>进行;如出现攻 丝下孔径不良时,要采用<不合格>票进行标识并及时联络品证课和制造1课进行对应.
3),攻丝加工时,丝锥的挤压部必须要超过产品表面,以免攻丝孔径不良发生.
4),请按照产品作业检测频率.当用螺纹规对攻丝孔进行检查时,IP端(通端)要能垂直 顺畅通过;GP端 (止端)要处于不可旋入状态;当采用销规对攻丝孔进行检查时,销规要处于自重无法通过的状态.
4,量产
1),作业员阅读<攻丝作业标准书>,掌握所要求的作业内容及相应的作业方法.
2),做好丝锥更换记录及攻丝作业的检查记录,.
3),攻丝作业后要在<工程移动票>内明确标识: 数量、生产时间、产品部番、下工程、及原材
料捆包号码等.
4),对异常发生前后的产品采用螺纹规及销规以全检的方式进行彻底检查,以免不良流入客户.
如: A,丝锥切换时 B,机械故障发生时 C,螺纹孔不良发生时 D,突然停电时
* 如有不良品产生时,要按照品证课制作的<工程异常处理流程>进行处理.
5),正常作业中如有异常品发生时,要将异常品放入不良品箱内待事后确认,确为不良的要记
宏博五金制品
攻丝作业手顺书文件NO
柄部修正部挤压部找正部
齿角齿距
齿
高
螺纹规
销规
录在<不良品统计表>.当连续有3个相同的异常品发生时,作业员要停止作业向上司报告,待
原因查明后再开始作业.
6),作业中用油状况要及时把握,避免发生在无油的情况下工作.如果丝锥处在无油的状况下
工作,极易因高温而使丝锥的寿命短缩.
7),攻丝作业终了后要对作业场所进行整理,不可有产品残留.统计不良品数量,发行<废弃申请一 览表>后,不良品废弃处理.
8),及时正确的填写<作业日报E>(作业日报、工程移动票及机械的记数器数据要一致).
5,机械的点检与修理
1), 按照生产制造技术课制作的<操作指示书>或<机械使用说明书>进行机械点检作业
2),机械点检作业在每日早上作业前进行.
3),机械故障发生时,机械使用单位的责任者要向生产制造技术课发行<金型補修.治工具.机械修 理.改善依赖书>,由生产制造技术课安排人员进行修理.
* 故障机械在修理前由使用单位进行区分管理并进行明确标识.。