JUKI操作手顺书
资料:18 B0 JUKI贴片机2070和2080操作规程

1.目的为使JUKI贴片机能够正常工作。
2.适用范围适用于JUKI2070、2080贴片机。
3.职责3.1生产部SMT组负责机器的使用和日常清洁/保养。
3.2生技课负责对机器的调校和维修。
4.操作规程4.1 工作前必须做到4.1.1操作者必须经培训合格,非合格人员严禁操作本设备。
4.1.2检查机械部分是否正常,各关键部件有无松动、损坏,各润滑部件是否有少油现象,检查各个传动皮带、链条有无损伤/打滑/松动。
4.1.3检查电气部分是否正常,检查电源线有无破损,整机是否可靠接地。
4.1.4检查气压是否正常(正常气压为0.4Mpa-0.7Mpa)。
4.1.5检查ATC周围有无异物。
4.2 以上确认无误后即可开机4.2.1将主电源的开关右旋至ON。
开机时应顺时针旋转开关4.2.2 WindowsXP启动,并显示KE2000的启动画面,机器初始化结束,画面显示返回原点,单击确定按钮,进行返回原点操作,机器启动成功,进入JUKI的KE2000画面。
作业前将机器进行预热20分钟4.2.3预热完毕,原点返回完成后便可以进行生产程式的编辑,在文件的下拉菜单中选择打开命令,选中生产所需的程式的名称,即可将程序打开。
4.2.4程式选择好后,以程序员的身分登录(在选项中点击变更用户组设置),点击程式编辑进入编辑画面,进行生产前相关数据(如基板数据、贴片数据、元件数据、吸取数据、图像数据)的确认:一. 基板数据:1.确认基板ID是否为所生产的PCB的名称或相应的注释.2.确定定位方式,我们一般采用外形定位3.确定基板配置(为单板还是矩阵)4.确认BOC.5.确认基板的外形(长,宽,高)坐标.6.核对BOC坐标二.贴片数据确认:1.确认元件ID.2.确认贴片的位置,可利用相机进行示教.3.确认元件帖片角度,根据元件在PCB上面的位置.4.用BOM确认元件是否准确.5.确认贴片头选择,一般为机器自动选择.6.标记,忽略,试打为默认,不需修改.7.层为4三.元件数据确认:(双击元件名称后弹出新的窗口)机器预热参数设置画面选择预热结束的条件预热的对象:轴或传送指定预热的时间(单位:时间)或次数1.确认元件名称.2.根据实际情况确认确认元件种类. 元件 0402 0603 0805 1206 电晶体 开关 小型芯片 大型芯片 料带宽度 单位(mm)8 8 8 8 8 12或16 12或16 12或165.在详述里面设置速度.四.吸取数据:(双击元件名称打开新的设置窗口) 1.确认元件角度. 2.供应位置选择前面 3,核对元件位置,料站号4.确认吸取位置,利用T-BOX 示教,确认以上确认无误,即可保存并退出编辑,变更用户组至操作员,打开基板生产菜单,按下“START1.用于联接装置与HLC 联机.2.START 按键,开始生产时使用此键.3.伺服马达开关.元件 0402 0603 0805 1206 电晶体 开关 小型芯片 大型芯片 X,Y 轴速度 快2 快2 快2 快2 快2 中 快2 慢 Z 轴吸取下降速度 快2 快2 快2 快2 快2 中 快2 慢 Z 轴吸取上升速度 快2 快2 快2 快2 快2 中 快2 慢 Z 轴贴片下降速度 快2 快2 快2 快2 快2 中 快2 慢 Z 轴吸取上升速度 快2 快2 快2 快2 快2 中 快2 慢 Θ测量 快 快 快 快 快 慢 中 慢 Θ其它 快 快 快快快慢中慢1 2 3 65 44.全轴回原点按钮.5.暂停开关:按此开关一次机器会暂停生产,如果再按一次的话机器将停止生产.此键在终止生产和模拟生产时使用.6.按此键一次,机器生产完一片基板进就会停止生产,如果再按将解除此模式.该开关用于紧急停止时使用,当机器出现异常或威及人身安全时按下此键,马达和其它驱动部分将会停止.待异常和危险解除后按白色箭头所指的方向旋动,即可恢复生产。
JUKI操作手顺书
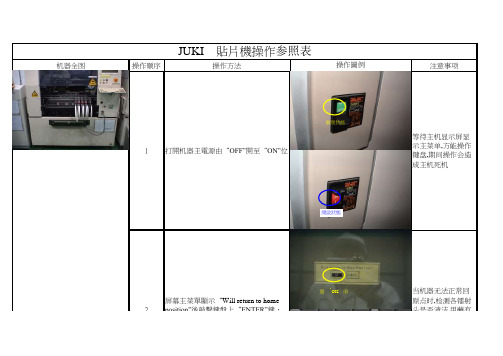
机器全图操作顺序操作方法注意事项JUKI 貼片機操作参照表操作圖例等待主机显示屏显示主菜单,方能操作键盘,期间操作会造成主机死机当机器无法正常回原点时,检测各镭射头是否清洁,用蘸有酒精的棉花棒轻轻擦拭镭射头镜面屏幕主菜單顯示“Will return to home position”後敲擊鍵盤上“ENTER”鍵,機器回原點21打開机器主電源由“OFF”開至“ON”位關閉狀態開啟狀態選‘OK’項3調出當前所需生產的程序文件名程序名按照生产需要分成红胶板(GLUE),锡膏板(SOLDER),双面板(DOUBLE)选择好程序后,進入“DATA INPUT”菜單,選擇“Pick data”項,用Camera 調節FEEDER 的中心坐標4原点时,检测各镭射头是否清洁,用蘸有酒精的棉花棒轻轻擦拭镭射头镜面Will return to home position”後敲擊鍵盤上“ENTER”鍵,機器回原點2将Camera 十字中心对准编带孔中心按此键選擇程序名選擇‘OK’選擇‘Pack使用小键盘上的左右键调节"X"轴坐标,上子键调节"Y"轴坐标,使元件十字中心在PCB 板上与其对应的PAD 的中心点上按过回流焊的实际状况对元件坐标进行微调选择好程序后,進入“DATA INPUT”菜單,選擇“Pick data”項,用Camera 調節FEEDER 的中心坐標46技術員根據檢驗員所反饋的信息適當調節元件坐標進入“PROD”菜單,選擇“Prod.mode”中“Trial”選項,試生產1片調節元件坐標5对准编带孔中心選擇‘Trial’調整元件坐標7調試好後,量產在量产前做好首检检查,并标识按过回流焊的实际状况对元件坐标进行微调6調節元件坐標END 左右上下。
juki设备操作流程

juki设备操作流程
Juki设备是一种高效的工业缝纫机,广泛应用于服装、家居用
品等行业。
操作Juki设备需要一定的技巧和经验,下面将介绍
Juki设备的操作流程。
首先,准备工作。
在操作Juki设备之前,需要检查设备是否正
常工作,包括线头是否正确安装、针眼是否干净等。
同时,准备好
需要使用的面料和线材。
接着,调整设备。
根据需要调整设备的线张力、针距等参数,
确保设备能够正常工作。
同时,根据需要更换适合的针头和线材。
然后,开始缝制。
将面料放在设备上,根据需要选择合适的缝
纫方式,开始缝制。
在操作过程中,要注意保持面料平整,避免出
现皱褶或拉扯。
在缝制过程中,要注意调整设备的速度和力度,确保缝制的质量。
同时,要及时检查缝线是否断裂或打结,避免影响缝制效果。
最后,完成缝制。
在缝制完成后,将面料从设备上取下,修剪
线头,整理面料。
同时,要及时清洁设备,保持设备的清洁和正常
工作。
总的来说,操作Juki设备需要熟练掌握设备的使用方法和技巧,
同时要注意细节,确保缝制的质量。
希望以上介绍能够帮助您更好地操作Juki设备。
JUKI使用说明书

3-1. 机器规格................................................................................................................................... 3-1 3-2. 原点粗调整 ............................................................................................................................... 3-2 3-3. 附属装置(选项) ......................................................................................................................... 3-3 3-4. 动作规格................................................................................................................................... 3-4 3-5. 注释 .......................................................................................................................................... 3-9
juki 7810e一体机节能单直驱使用说明书

一体机节能单直驱使用说明书All-in-one Direct Drive Instruction Book欢迎使用本公司产品,制衣行的正确投资选择!Welcome to use the our products,it is the right investment choices in garment industry!本说明书为本公司新研发的“一体机节能单抬压脚直驱控制箱”产品参考手册,请认真阅读此手册以更好运用本公司产品。
一、安全说明:General Safety Instructions1:电机电控接通电源时(开机状态)请不要把脚放在脚踏板上Do not put your feet on the pedals when the control box and motor is switched on(boot status)2:本产品请专业人士安装调试Let professionals to install and debug this product3:严禁在通电时打开控制箱与电机端盖Do not open the control box and the motor cover when energized4:换针,穿线或更换底线时请关闭电源Please turn off the power when changing the needle,threading or replacing the bottom line5:安装,拆卸维修时请拔掉电源插头During installation and removal service,please turn off the power and pull the plug6:翻抬缝纫机时请关闭电源Please turn off the power when turn lift sewing machine7:使用本产品请远离高频电磁波和电波发射器等,以免所产生的电磁波干扰伺服驱动器而发生错误动作。
VKFJ键盘操作说明书

Instruction ManualINDEX1 Product Introduction (1)1.1 Package Contents (1)1.2 Main Functions (2)1.3 Specification (3)2 Installation (4)2.1 Dimension (4)2.2 External Connection (5)3 Operation (7)3.1 Keyboard Self-detection (7)3.2 Joystick Operation (8)3.3 Key Operation (9)3.4 Menu Operation on LCD (10)3.4.1 Menu Operation Mode (11)3.4.2 Index of Menu (11)3.5 Menu Operation (12)3.6 Keyboard Short Commands (14)AppendixⅠAnalysis and Solution of Common Problem (15)Copyright Statement (16)1 Product Introduction1.1 Package ContentsKeyboard 1 pc Power supply 1pc 4Pin Line Pressing Terminals 1pc User manual 1pc1.2 Main FunctionsThe address range of PTZ or dome camera or decoder can be set from 0~255. At most, 128 devices can be connected in parallel.All input and output communication ports are lightning protection design and the anti-jamming ability is strong. The standard transmission distance is up to 1.2KM.Control all the functions of PTZ or dome camera, such as on / off of back light compensation.Set and run the preset point of PTZ or dome camera. 255 preset points are settable in all.Run PTZ or dome camera scan at a fixed speed or variable speed.Control PTZ or dome camera manually or automatically. Change factory default setting of special camera by adjusting camera menu.Control zoom, focus and aperture of camera manually.Control multiple PTZ or dome cameras at the same time.Built-in protocols are selectable.Built-in multiple languages OSD.Key sound on/off function.1.3 SpecificationProduct Vector Keyboard Power Supply DC12V+10%/50HZ 500mAOperatingTemperature-20℃~+55℃OperatingHumidity≤90% Non Condensing Communication RS-485Interface 4PIN Line Pressing TerminalsBaud Rate 1200bps, 2400bps, 4800bps, 9600bps, 19200bpsCommunication Protocol PELCO-D, PELCO-P,SAMSUNG,YAAN, SAECommunication between Camera and Keyboard One point to multi-pointsHalf-duplexJoystick Vector variable speed joystick Display LCD CommunicationDistance1.2KmControl CameraQuantity128OSD Menu EnglishDimension 220x130x10(mm)2 InstallationAfter open keyboard package, please keep the original packaging materials, so that when there is a problem, keyboard with original packaging materials can be sent back to the agent or the manufacturer for reparation. Non-original packaging material may lead to an unexpected transit damage, which may cause additional costs.2.1 DimensionFront side of KeyboardBackside of KeyboardPower Supply Interface: Connect to external stable voltage DC12V input through this interface.Communication interface: RS-485 communication interface. Indicator light of power: It shows the present power status. Light on means power connected well.Indicator light of communication interface: When keyboard connect to dome camera or PTZ, this light is on.2.2 External ConnectionPlease read the user manual carefully before any connection. Any wrong connection may cause the device damaged permanently. When you connect the device, please make sure the powers of all devices are off. Communication cable used between the devices connection must be twisted-pair cable with shielding. When cable is set up, high voltage line or other interfering line should be avoided as much as possible. Keyboard cannot be cross-connected when connecting with other communication devices. Anode must be to anode, cathode to cathode. As shown below:below:please make sure the address, protocol, baud rate of thekeyboard is set the same to the dome or PTZ camera. Otherwise, the dome or PTZ camera can’t be controlled.3 Operation3.1 Keyboard Self-detectionFig 3.1.1 Fig 3.1.2After power on, the keyboard take the following actions automatically:A. Self-detecting: The first line of LCD display shows“SYSTEM STARTUP”.The second line shows “<” and “<” increases successively till it fills the screen with one sound “di” as Fig 3.1.1.If sound is turned on, “<” increases successively with sound “di,di…” as Fig 3.1.1.B. After self-detection finishes: Get the current parametersautomatically and clear the contents of the second line onthe LCD display.The first line of LCD display shows “PELCO-D 2400 000”.They are communication protocol, baud rate, addressrespectively as Fig 3.1.2.3.2 Joystick OperationUsing joystick can control PTZ or dome camera’s rotation, pan-tilt direction and speed. Changing the tilt angle of joystick can adjust speed even.Vector joystick dimension is as below:Vector Joystick has three main functions as following:(1) Control dome camera rotation: Rocking the joystick in any direction, camera moves in appropriate direction. At the same time, the LCD displays "PTZ <<<<<". Controlling rocker of rotary speed of inclination can control the speed of the camera. More "<" displays on LCD screen, joystick tilts more, and the speed of camera is faster. Less "<" displays on LCD screen, joystick tilts less, and the speed of camera is slower.(2) Zoom Adjust (special function of 3D keyboard): Rotate the joystick grip to adjust focal length of the lens. Clockwise rotation of Joystick grip, zoom in and the image gets closer and larger; Counterclockwise rotation of joystick grip, zoom out and image gets farther and smaller.While rotating the joystick, the LCD displays "PTZ<<<<<".The number of "<" stands for the speed of zoom. More "<", zoom speed is faster. Less "<", zoom speed is slower.(3). The menu setting of controlled object: When setting menu, joystick up is to select previous menu and joystick down is to select the next menu. Joystick left or right can change parameters of the selected menu (as described in the LCD menu operation).3.3 Key Operation【Focus+】: Manual focus on far object. The far objects come clear and the near objects come blurring.【Focus-】: Manual focus on near object. The near objects come clear and the far objects come blurring.【Zoom+】: Zoom in to enlarge object.【Zoom-】: Zoom out the lens to larger view field. The object becomes smaller.【Iris+】: Increase aperture gradually. The picture becomes brighter.【Iris-】: Downsize aperture. The picture becomes darker. 【Setup】: Set key, [Setup]+number+[Enter] to set the preset point of the camera or set the short commands of thekeyboard(See 3.5).【Preset】: Run key, [Preset]+number+[Enter] to run the presetpoint.【Menu】: Menu key, to enter Menu.【Addr】: Address key, [Addr]+number+[Enter] to choose the communication address.【0】~【9】: Number keys [0], [1], [2], [3], [4], [5], [6], [7], [8], [9]. 【Clear】: Delete key, [Clear]+number+[Enter] to delete the preset point.【Enter】: Confirm key, to confirm the present operation.【Aux ON】: Aux ON.【Aux OFF】: Aux OFF.3.4 Menu Operation on LCDEnter the menu on LCD: Press【Menu】key to enter menu,as Fig 3.4.1.Fig 3.4.1Exit menu on LCD: Select random function keys except 【Menu】key to exit menu and enter corresponding operation. For example, press 【Focus+】to exit menu and enter focus setting. As Fig 3.4.2.Fig 3.4.23.4.1 Menu Operation ModeThere are two modes of menu operation:(1) Joystick operation: Joystick up and down to flip the menu.Joystick left and right + [Enter] to set theparameters of the menu.(2) Key operation: Press [2], [8] to flip the menu.Press [4], [6]+ [Enter] to set the parametersof the menu.Notice: When flipping to address page, [2], [8] can’t flip the menu page, and just function as number keys. [4], [6] can’t set parameters of menu, and just function as number keys.3.4.2 Index of MenuThe above menus are displayed in the second line on LCD. Only one menu is displayed at one time. The display mode is as below (e.g communication address):Menu Setting Range:PROTOCOL: PELCO-P/ PELCO-D/ SAMSUNG/ YAAN/SAELANGUAGE: ENGLISHSOUND: ON/OFFADDRESS: 000 ~255BAUD RATE: 1200/2400/4800/9600/19200 BPS3.5 Menu OperationWhen joystick and keys are operated at the same time, joystick operation is preferred.Rotating the joystick to any direction can exit the present setting page (except on menu page).When setting parameters in menu, pressing [Enter] can make the setting effective. The key [Enter] just store the latestchanged parameters of menu. For example,if you change protocol, address and baud rate in order, then press [Enter]. Only baud rate is changed successfully.When there is nothing in the second line on LCD as Fig3.5.1, number keys [2], [8], [4], [6] can be used as up, down, left and right keys to control PTZ or dome camera left and right rotation as the function of joystick. But the rotation speed is the fastest and no grades to select. Show as 3.5.2 (e.g key [2]).After entering menu, joystick has no function to control PTZ or dome camera. It can only be used as up or down to flip the menu page and left or right to change the parameters of menu. Number keys [0], [1], [3], [5], [7], [9] are invalid. [2], [8], [4], [6] are used as up, down, left and right keys. They are not used as number keys at this time. Their functions are just to flip the menu page but not to control PTZ or dome camera’s up, down, left or right rotation. Only after exiting menu and when there is nothing in the second line on LCD, they can control dome cameras up, down, left and right rotation.When setting [ADDRESS], number keys [0], [1], [3], [5], [7], [9] restore the number keys’ function. [2], [8], [4], [6] restore thenumber keys’ function and don’t have up, down, left and right functions.When pressing [Enter] after address setting on menu finishes, it will enter baud rate setting [BAUD RATE 2400]. When go back to [ADDRESS] again, the menu interface displays [ADDRESS 000]. The present set value can’t be seen. When exit menu, the first line on LCD displays the present communication address. Joystick up or down can exit address setting.Address range is 000-255. The number above 255 can’t be set.3.6 Keyboard Short CommandsCombination key: [Setup]+number+[Enter]Number Function700 Turn off sound701 Turn on sound812 Set baud rate to 1200bps824 Set baud rate to 2400bps848 Set baud rate to 4800bps896 Set baud rate to 9600bps819 Set baud rate to 19200bpsAppendixⅠ Analysis and Solution of Common ProblemIssue PossibleReasonSolutionCheck power cable connectionand connect it wellNothing onLCD after item is turnedon No powerMake sure power is DC12V Protocol iswrongCheck protocol of keyboard.Make sure it is the same to thedome or PTZ camera.Baud rateis wrongCheck baud rate of keyboard.Make sure it is the same to thedome or PTZ camera.Can’t control the target dome cameraAddress is wrongCheck address of keyboard. Make sure it is the same to the dome or PTZ camera.Notice: The above solutions of common issues are just for your reference. If there are some special issues, please contact your dealer to get technical support.Copyright StatementThis copyright merely belongs to the manufacturer. Without permission, please don’t plagiarize or copy the contents of this book in any form or by any means.The company follows the policy of continuous development. Therefore, the company reserves the right to modify or improve the products described in this manual without notice.The content of manual is offered according to the "current state". Unless applicable law specified, otherwise the company does not make any kind of clear or tacit assurance about the accuracy, reliability and contents of this manual. The company reserves the right to revise or recoup this manual at any time without notice.Distributed by :Challenger Security Products10 Sandersons Way Marton Blackpool FY4 4NBGeneral Enquiries : e.mail: ***********************.uk - web: Sales Tel No : 01253 791 888 Fax No : 01253 791887 Technical No : 01253 792898VKFJ V2。
JUKI贴片机操作规范

生效时间:2018/04/21版次:A1 页次:0/61. 目的为了使操作员能熟练掌握机器操作流程, 通过对设备的维护与保养,确保设备能正常运转, 提升设备使用率,保持良好的性能,延长设备的使用寿命.2. 范围适用贴片制程所有JUKI贴片机3.定义无4. 职责4.1设备的日常维护保养由操作负责执行.4.2 贴片组技术员及工程师负责贴片组部设备月,季度保养及故障维修.5. 作业流程5.1设备外观认识生效时间:2018/04/21版次:A1 页次:1/65.2开机步骤5.2.1请确认装置内部没有基板和工具等杂物.5.2.2向右旋转主开关,确认气压表(压力表)压力正常.生效时间:2018/04/21 版 次:A1页 次:2/65.2.3Windows XP 和主机软件依次起动后, 显示下列画面信息.选择「OK 」则开始返回原点.5.2.4生产前执行预热以确保在稳定状态下开始生产,设置预热条件,机器预热完成后才能进行生产.警告:1、执行返回原点时装置即开始运行.为避免受2、此外,请在确认装置内没有扳子等会磕碰贴片头等物体后,再执行返回原点生效时间:2018/04/21版次:A1 页次:3/6警告:1、按下[开始]开关后机器即开始运行2、为避免受伤,请绝对不要把手和头部伸进机器内部.5.3关机步骤5.3.1当生产完最后一片PCB时在按操作面板上的Origin键设备全轴回归原点.5.3.2保存生产程序,退出JUKI操作系统,退出Windows系统待LCD显示器显示黑色Windows时方可切断主机电源.5.4生产5.4.1在主菜单下点击“文件” 在主菜单下点击“生产”后选“基板生产”即可进入生产。
JUKI程序制作程序作业指导书

潍坊职业学院机电工程学院 编号: REV.JUKI贴片程序制作指导书承认 确认 制作机 种: XXXX电路板设备 仪器:JUKI2080贴片机图示 作业说明数据种类内容基板数据包括基板的外形尺寸和BOC 标记的坐标位置等有关基板整体的数据。
贴片数据包括贴片点的坐标和贴片元件名称等。
元件数据包括元件的尺寸、包装方式等定心时所需的数据吸取数据包括带状送料器及管状送料器等元件供应位置的数据。
图象数据包括QFP、BGA 等图象识别所需的数据。
1】从下面的 桌面画面 启动 编辑程序。
2】生产程序由5个项目构成。
挨次排开是:基板数据→贴片数据→元件数据→吸取数据→图象数据的顺序来制作。
注意事项:(1) 要编辑程序前要新建,在文件下面白色的图标在进行编辑的过程中要注意上一项目未完成时不能打开下一项目。
例)未完成“基板数据”时,不能打开“贴片数据”。
REV. 日期变更内容 担当确认潍坊职业学院机电工程学院 编号: Rev承认 确认 制作JUKI贴片程序制作指导书机 种: XXXX电路板 材料规格 见BOM表设备 仪器: JUKI2080图示 作业说明3】基板数据基板数据由“基本设置”、“尺寸设置”、“电路设置”3个项目构成。
A 基本设置: 输入基板的基本构成。
B 尺寸设置: 输入基板的详细尺寸。
按照“基本设置”中的指定改变显示项目。
C 电路配置: 指定电路的位置与角度的项目。
仅当“基本设置”中已设置“多电路非矩阵”时,方可选择。
4】基本设置基本设置中有7个项目。
操作过程中选择符合生产基板的相应的项目。
切换基本设置/尺寸设置/电路配置。
(竖的一排)切换基板数据/贴片数据/元件数据/吸取数据/图象数据。
(横向一排)A:定位方式1.定位孔基准: 当基板上有定位销插入孔时,通过在此孔中插入基准销来进行定位(定心)的方法。
2.外形基准: 对基板的外围进行机械性固定,以决定基板位置。
不使用基板定位孔。
B:基板配置1.单电路板:是指在一块基板上仅存在一个电路的基板。
JUKI DDL-900C 中文使用说明书

DDL-900C 使用说明书目 录1. 规格 (1)1-1. 头部 (1)1-2. 电气箱的 (1)1-3. 机台图纸 (2)2. 安装 (3)2-1. 缝纫机的安装 (3)2-2. 线架装置的安装 (4)2-3.踏板传感器的安装 (5)2-4.安装膝盖提升装置 (5)2-5.电源开关的组装 (6)2-6. 连结杆的安装方法 (7)2-7. 踏板压力和行程 (7)(1)踏板踩踏压力的调整 (7)(2)踏板返回力的调整 (7)(3)踏板踩踏行程的调整 (7)2-8. 踏板的调整 (8)(1)连接杆的安装 (8)(2)踏板的角度 (8)2-9. 加油 (9)2-10. 电源插头的连接 (10)3. 缝制前的准备 (11)3-1. 机针的安装 (11)3-2. 旋梭的放入方法 (11)3-3. 底线卷绕方法 (12)3-4. 上线的穿线方法 (13)3-5. 线张力器 (14)(1)上线张力的调整 (14)(2)底线张力的调整 (14)3-6. 挑线弹簧 (14)(1)挑线弹簧的行程量调整 (14)(2)挑线弹簧的压力调整 (14)3-7. 挑线杆挑线量的调整 (14)3-8. 压脚压力的调节 (15)3-9. 关于压脚提升 (15)3-10. 压脚杆高度的调整 (15)3-11. 油量(油迹)的确认方法 (16)(1)旋梭油量确认 (16)(2)旋梭油量(迹)调整 (16)(3)旋梭油量(油迹)适合标样 (17)(4)面部油量确认 (17)(5)面部油量的调整 (17)(6)面部油量(油迹)适合标样 (18)3-12. 机针与旋梭的关系 (19)3-13. 送布牙的高度 (19)3-14. 送布牙的倾斜 (20)3-15. 送布相位的调节 (20)3-16. 关于刀具组件的确认 (21)4. 关于操作方法 (22)4-1. 缝纫机的操作方法 (22)5. 操作面板的使用方法 (25)5-1. 通用按钮的说明 (25)(1)缝制画面 (25)(2)设定画面 (28)5-2. 画面说明 (29)(1)自由缝制画面 (29)(2)重叠缝制画面 (30)(3)多角缝制画面 (31)(4)自定义间距缝制画面 (32)(5)凝结自定义选择画面 (33)(6)凝结自定义设定画面 (34)(7)多角缝制的倒缝画面 (35)(8)多角缝制的凝结自定义选择画面 (36)(9)凝结缝制设定画面 (37)(10)1英寸的针数设定画面 (38)(11)计数器使用方法 (40)5-3. 功能设定一览表 (41)(1)用户水平存储开关 (41)5-4. 错误编码一览 (45)DDL-900CSMDDL-900CSH 用途薄料~中厚料厚料最高缝制速度缝迹长度 4mm 未满:5,000sti/min 缝迹长度 4mm 以上:4,000sti/min4,000sti/min 发货时的缝纫速度4,000sti/min4,000sti/min最大缝迹长度5mm 5mm 针棒行程30.7±0.5mm 36.0±0.5mm 天枰行程环天枰 106~112mm 环天枰 110~115mm 使用机针*1DB×1(#14) #11~18DP×5(#21) #16~21压脚上升量手动:6mm,膝盖提升:13mm手动:6mm,膝盖提升:13mm润滑方式JUKI CORPORATION OIL(40263283)噪音在电算工作站的等价放出音压等级(L pA ): A 特性值81.0 dBA ;(包括K pA =2.5 dBA);4,000 sti/min 时,按照ISO 10821-C.6.2-ISO 11204 GR2的规定在电算工作站的等价放出音压等级(L pA ): A 特性值83.0 dBA ;(包括K pA =2.5 dBA);4,000 sti/min 时,按照ISO 10821-C.6.2-ISO 11204 GR2的规定(注意)根据缝纫条件不同,缝纫速度有差异。
JUKI工业用缝纫机在线服务使用规章说明书
JUKI工业用缝纫机在线服务使用规章第1条(本规章的适用)1.「JUKI工业用缝纫机在线服务使用规章」 (以下称为「本规章」) 适用于使用JUKI株式会社(以下称为「JUKI」)运营的Web网站(以下简称为「Website」)所提供的(第2条定义的)「本服务」)的法人或个人(以下称为「会员」) 与JUKI之间的合同关系。
会员承诺遵守本规章。
2.当会员为法人或是与之类同的团体,要让被会员雇用的人员利用「本服务」时,会员有责任让该被雇佣人员理解、承诺并遵守本使用条款。
第2条 (服务之目的和范围)「本服务」旨在提升客户服务,意味着JUKI将对于注册会员提供「JUKI工业用缝纫机在线服务」,具体由以下的在线服务内容构成。
(1) 系指提供JUKI销售的工业用缝纫机相关资料数据(零件清单、使用说明书及由JUKI独自判断上传到PARTS Website的信息(含动画项目)、以下称为「资料等」) 的在线服务(2) 根据资料等特定辅助用零件等购入预算的委托,向特定的销售店传达的服务。
(以下称为“预算传达服务”)第3条 (会员注册)1.会员同意本规章时,在会员注册栏内填写必需事项后进行会员注册,取得使用本服务必需的密码。
2.会员申报的信息(以下称为“申报信息”)为ID(电子邮件地址)、姓名、行业、公司名称、地址。
并且,会员作为ID注册的电子邮件地址仅限惟会员本人能够使用的、由会员所管理的个人电脑的电子邮件地址。
3.从本服务的维护及保护个人信息的观点出发,如会员有一定期间不使用本服务时,根据JUKI独自的判断可以注销会员注册(包括申报信息)。
但会员可以重新进行使用注册,取得新的密码。
4.会员通过向JUKI申报,任何时候都可注销会员注册。
同时,JUKI在判断会员的行为违反本规章时,可以根据JUKI独自的判断,对会员不予事先通知且不提示其理由就注销该会员注册。
并且,当已被注销了会员注册的会员再次发出会员注册申请时,JUKI可以不负任何责任,根据JUKI独自的判断予以拒绝。
JUKI_贴片机操作指引

捷特佳电子厂JDI ELECTRONICS FACTORY DOC NO:EWI- 编写( Prepared By ) : 王志平 审核( Reviewed By ) : __________ 批准( Approved By )通过对贴片机的操作方法进行规定,确保制程中贴片的制造工艺正确合理,使设备稳 定运作,以达到产品品质稳定和安全生产的目的。
2. 范围本指引适用于 SMT 部 JUKI 贴片机的操作使用。
3. 说明3.1当机器出现异常故障时操作员应通知管理人员或技术人员及时处理。
3.2PWB ——基板(由单个或多个电路组成的印刷电路板) 3.3ATC ——自动工具交换装置(放置及交换吸嘴用,有 30个位置) 3.4OCC ——位置校正摄像机(调校坐标位置用)3.5HMS ——高度测量装置(调校吸取数据中元件的高度测量用)3.6MNLA ——多吸嘴激光校准模块(通常叫激光头,用来识别元件的大小、高度及位置) 3.7BOC ——基准标记(通常叫 Mark 点,识别基板位置用) 3.8HOD ——手控操作盘(功能键见附表一)3.9面板——机台表面的操作按键(功能与使用见附表二)分发 (Distributed to):PIE X__ __ 份 Q A X ____ 份 MKT X ___ 份 ADMI X__ __ 份 PROD X__2_ 份 M R X ____ 份 R&D X__ __份 PUR X ____ 份 G M X ____ 份 AE X___ 份 STORE X__ _ 份 OP X ____份DA X___ 份 MIS X ____ 份 OTHERS: ___ _PMC X__ __份DOC X 1份X ____IN X ___ 份1.目的份3.10机器操作流程4. 操作指引4.1下图为 JUKI-2050贴片机正面立体图指示灯4.2参照“机器操作流程”进行开机作业,参照《贴片机维护保养记录》对设备进行日常4.8 当有托盘 IC 物料使用托架生产时,需依次示校托盘 IC “左下”→“左上” →“右下” 三个端点的坐标及 IC 吸取面的高度。
JUKI贴片机基本操作流程

JUKI贴片机基本操作流程SMT贴片加工同时也是个很复杂的过程,若是不了解JUKI贴片机基本操作流程,很难贴装到好的产品出来。
深圳智驰科技在这里分享一下JUKI贴片机基本操作流程:一、贴装前准备首先,JUKI贴片机需进行贴装前的相关准备,例如,准备相关产品工艺文件、根据产品工艺文件的贴装明细表料、按元器件的规格及类型选择适合的供料器。
二、JUKI贴片机开机按照设备安全技术操作规程开机,开机时要注意检查贴片机的气压是否达到设备要求,并打开伺服,将JUKI贴片机所有轴回到源点位置。
并根据PCB的宽度,调整JUKI贴片机的导轨宽度,导轨宽度应大于PCB宽度Imm左右,并保证PCB在导轨上滑动自如。
三、在线编程在线编程是在JUKI贴片机上人工输入拾片和贴片程序的过程。
对于已经完成离线编程的产品,可直接调出产品程序,对于没有CAD坐标文件的产品,可采用在线编程。
四、安装供料器按照离线编程或在线编程编制的拾片程序表,将各种元器件安装到JUKI贴片机的料站上。
安装完毕后,必须要由检验人员进行检查,确保正确误后才能进行试贴和生产。
五、做基准标志和元器件的视觉图像JUKI贴片机贴装时,若是在高精度贴装时必须对PCB进行基准校准。
基准校准是通过在PCB上设计基准标志和JUKI贴片机的光学对中系统进行校准的。
六、首件试贴并根据检验结果调整程序或重做视觉图像JUKI贴片机需要进行首件试贴,检验方法要根据各单位的检测设备配置而定。
在检验结果后,需进行调整程序或重做视觉图像。
如检查出元器件的规格、方向、性有错误时,应按照工艺文件进行修正程序。
七、连续贴装生产按照操作规程进行连续贴装生产,在贴装过程中,要随时注意废料槽中的弃料是否堆积过高,并及时进行清理,使弃料不能高于槽口,以免损坏贴装头。
八、检验首件自检合格后送专检,专检合格后再进行批量贴装。
JUKI贴片机编程教程

JUKI贴片机编程指导说明程式编辑前,先让我们来简单的了解下常用的各部件操控面板开始生产送料台升降旋钮单片生产急停按钮回原点视屏监视器信号灯塔液晶显示器暂停/停止轨道宽窄调节主开关送料台电源插口有的时候发现一边多个顶料气缸没反应,先来检查一下这边的排查接口有没有插好,是否脱落顶料气缸停止传感器C-OUT 传感器光纤信号放大器等待传感器发射端接收端光纤信号放大器侧面有两个孔,插入光纤信号线,有光的一端为发射端,另一端为接收端;(当等待传感器处没有物体遮挡的情况下,光纤信号放大器上的数字一定不能小于5,否则一直会报传送错误,可以通过如图发射端和接收端来调整,增大数值)如图,鼠标点击“文件”,然后点击“新建”,之后会回到主页面,这时再点击“编辑程序”,然后会跳出一个文件对话框,再点击“取消”,这时就进入到了程序编辑页面。
下面开始基板数据的编辑①②③首先基板设置1.基板ID:输入你需要编程的文件名,或基板名2.定位方式:选外形基准3.基板配置:选非矩阵电路板4.坏板标记:选不使用5.BOC 类型选使用基板标记6.标记识别:选多值识别7.条形码处理注意:当没有坏板的时候,就选不使用,后面打开还是关闭,不要去管他:如果有坏板的时候,那就要选择使用,并且下面开始程式的编辑XY横向,也就是所谓的长纵向,也就是所谓的宽原点“基板设置”完成后,下面进入第二项“尺寸设置”1、我们先把整块PCB (X 、Y )的尺寸量好,也就是所谓的长宽,然后对应输到基板尺寸(X 、Y )中;2、再量出小块PCB (X 、Y )的尺寸,对应输到电路尺寸(X 、Y )中;3、然后再把轨道调到适合的宽度,按照下面的方法传入一块PCB 至机器内定位:①.鼠标点击菜单中图标;②.选择搬入基板;③.之后点击“执行”;④.待PCB 板传入后,并已定位,再点击“关闭”来关闭此对话框。
①②③④基板尺寸;整块拼板的尺寸;X 为横向,Y 为纵向基板设计偏移量边到板的距离,这里一般为零,下面电路设计偏移量也是一样电路尺寸小拼板的尺寸;X 为横向,Y 为纵向BOC 标记只要做两个就可以了,一般选PCB 的对角两个马克点,也可以在电路中找两个点,(焊盘,焊盘孔都可以,要求是不能有遮挡)可以用上面的“手工测量方法”量出尺寸输到对应的BOC 标记(X 、Y )中,这里不需要太精确,量出大概的位置就可以,然后再用相机去对更准确的位置(手工测量方法)对完make 点后,还需要编辑make 点,鼠标点到这边的方框里,然后再通过“打开相机(示教)”来编辑make 点,具体操作步骤(方法)如下:示教方向加速键方向键上一项下一项确定取消急停按钮在编辑make 前,我们先来大致的了解一下手柄上常用按键的功能;知道了按键的功能,我们下面开始详细的讲解一下make 的编辑:先来编辑第一个make 点,首先鼠标点到这边(方框),然后按下手柄上的“示教”按键,显示器上跳出“图一”对话框,同时相机显示器上出现“图二”。
JUKI贴片机操作教程

KE-760一、1、认识机器⑦①ONLINE:机⑤暂停(按两次2、开机注:机器归零之前请确认机器紧急按纽没被按下,机器气压是否在规格内0.49±0.05MPa机器内部有无杂物,飞达是否安装到位!3、机器预热2、出现此画面后,按面板上的开始键开始预热3、预热画面,如果要停止请按面板上的停止键4、打开程序:从FILE 下拉菜单下选择OPEN,将光标用“TAB”键移至要生产的程序,按“ENTER”键打开程序。
5、生产二、 1、PCB板定位执行以上操作,将轨道宽度调至与当前PCB宽度,使其能顺利通过为准!5、在主画面选择4/Setup/之4/Manual control 6、出现此画面选择2/Convey or之1/Indepe ndent control of conveyor 停板档块支撑台夹边 7、出现如上面左图所示的各项,用右图的按键来控制开关,8、当定位完成后,用“ALT”键选择9/Exit,出现如右图所示图标,选择“OK”退出手动控制。
2、数据编辑主画面选择“1/File之3/New,此时在屏幕的下方会出现以“UNTITLED”命名的新的程序。
2、在主画面选择“2/Datainput之1/PWBData,(如右图),单击“ENTER”,出现如下对话框。
此时根据PCB情况输入各项数据。
不用MARKPCB信息识别大板MARK识别每一小板MARK孔定位边定位PCB排列方式单板此两项选择默认矩阵非矩阵以上各项设定完成之后,将光标移到“OK”,按“ENTER”进入下一画面。
3-1、如果PCB排列方式选择的是“单板”则出现如下画面:PCB板尺寸PWB的偏移量PCB相对机器零平面的高度3-2、如果PCB排列方式选择的是“非矩阵”则出现如下画面:PCB板上面的MARK点PCB板尺寸PWB的偏移量单片小板的尺寸小板的偏移量(不用填写)PCB板上面的MARK点PCB相对机器零平面的高度输入数据完成后,将光标移至"Circuit"如下左图,单击“ENTER”后,。
JUKI_贴片机操作指引
JUKI_贴片机操作指引JUKI贴片机是一种用于电子元件贴装的设备,能够高效地将电子元件精确地粘贴在电路板上。
本文将详细介绍JUKI贴片机的操作流程和注意事项。
一、操作前的准备工作1.确保贴片机的电源已连接并打开,检查设备是否正常工作。
2.准备好需要贴装的电子元件和电路板。
二、设置设备参数1.打开贴片机的控制面板,进入设置界面。
2.根据需要贴装的电子元件的尺寸和类型,设置相应的参数,包括贴装速度、吸嘴吸力、贴装定位数据等。
3.保存设备参数,确保在下次使用时可以直接加载。
三、加载电路板和元件1.将电路板放置在贴片机工作台上,并将其固定好,以防其移动。
2.按照元件的封装类型和规格,选择合适的吸嘴,并将其安装在贴片机的吸嘴头上。
3.将需要贴装的元件按照正确的方向放在供料器中,并确保其排列整齐。
4.启动设备,使其自动将元件从供料器中吸取,并精确地放置在电路板上。
四、监控贴片过程1.一旦设备开始工作,应密切监控贴片过程,确保元件的贴装位置准确无误。
2.如发现贴装错误,例如元件位置偏移、缺失或倾斜,应立即停止设备工作,并进行相应的调整。
3.贴片过程中需定期清理吸嘴和设备工作区域,以防元件堵塞或污染。
五、完成贴装并检查1.当所有元件贴装完成后,关闭贴片机并将电路板取出。
2.仔细检查贴装效果,确保所有元件已正确贴装,无误操作或缺失。
3.如发现贴装问题,应追踪到具体元件,重新贴装或更换。
4.检查完毕后,可以进行一轮功能性测试,确保电路板能正常工作。
六、注意事项1.操作贴片机时需佩戴静电手套,以防止静电对元件产生损害。
2.在更换元件尺寸或类型时,需重新设置设备参数,以确保贴装的准确性。
3.定期清洁设备和更换吸嘴,以保持贴片机的正常工作。
4.注意操作过程中的安全,避免手指触碰设备运动部件。
5.如需长时间放置贴片机不用,应关闭电源并进行适当的维护。
七、故障排除1.如出现贴装错误或设备故障,应先停止设备工作,检查设备和元件是否存在问题。
JUKI机操作规程
编制审核一、目的:为了便于操作人员的作业规范化、标准化,针对机器做此指导,确保人机安全以及生产正常运行。
JUKI---JX-100/JX100LED 贴片机三、参考文件:JUKIJX100中文使用说明书四、环境要求:SMT机器设备要求之环境温度为24℃±4℃,环境湿度为40%-75%五、操作程序:F、保养与维修要求每天下班时应清洁机器,确保机器内外干净。
每天下班时清扫废料带盒,每次切换机种时对抛料盒内的元件进行清理。
.1.检查气压供给是否在0.5MPA以上2.FEEDER必须保持水平方向安装3.工作头上的吸嘴必须在吸嘴站上标题:JUK 机器操作指导书文件编号:WI-EN-007制订部门:SMT工 程 部制订日期:2011-12-8C:生产进入PCB程序菜单,选择需要生产PCB程序,进入生产状态。
D:关机1:将机器个归原点。
4.检查X,Y轴不能有杂物,紧急开关必须是解除状态5.检查DTS或MTS电源必须与机器接触良好B:开机打开主电源与主气源,打开机器自身电源开关,执行各轴归原点并热机3.机器正常运行中,出现黄灯不停闪烁时,是因为有一站物料因掉料而不吸料,须重新清‘E’后生产。
4.在按下紧急开关时,推动工作头时,必须确定吸嘴都在安全范围内才可以推动工作头。
5.每天交接班时检查飞达盖是否扣好有无松动。
2:保存并退出生产菜单,在机器提示下将机器开关打到OFF位置,关闭电源和气源。
E:操作注意事项1.不能有任何带磁性物体靠近X,Y轴磁尺。
2.机器安全盖打开后,机器仍可慢动作运行,不可把头和手伸进机器里面。
带固定好c:在飞达装上供料平台时,应注意弹簧是否翘起,飞达是否成水平方向安置,确保安全后6.检查NOZZLE是否齐全。
7.飞达及换料注意事项:a:在换料时。
操作员对照贴片机站位表将相应物料装入相应的料站,QC核对。
b:物料装上飞达时,将物料带弹簧盖扣紧。
料带孔正好在顶针位置上,卷带盖是否已将料。
SC-025 JUKI-KE-2070作业指导书

质量管理系统程序QUALITY SYSTEM PROCEDURE主题:JUKI-FM-2070M作业指导书文件编号:SC-WI- 文件版本:A/0页数:第1页共4页发布日期:2014-3-28变更历史版本号修订日期修订内容编制/日期:审核/日期:批准/日期:深圳市徐港电子有限公司质量管理系统程序QUALITY SYSTEM PROCEDURE主题:JUKI-FM-2070M作业指导书文件编号:SC-WI- 文件版本:A/0页数:第2页共4页发布日期:2014-3-281.目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.范围SMT部JUKI-FM-2070M贴片机3.开机前检查:3.1 检查电源供给是否为指定三相四线制电源;3.2 检查设备是否完好接地;3.3 检查‘EMERGENCY STOP’紧急开关是否弹起;3.4 检查面板电源开关是否处于(OFF)状态;3.5检查机內有无异物。
4.开机:4.1 以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAIN SWITCH)至‘’;4.3待WINDOWS XP系统启动后机器应用程序至主画面,应用程序自动跳转至返回原点页面,点击你‘确定’键,机器自动进入全轴返回原点,完成后进入菜单页面;5.操作步骤5.1流程图接通电源返回原点预热安装基板制作程序生产准备生产生产结束关闭电源日常检查5.2操作概要5.2.1启动Windows XP和主机软件后,画面显示‘返回原点’,点击‘确定’,机器进入归零界面;5.2.2在命令栏点击‘预热’按钮,画面显示‘预热’,输入需要时间、次数,选择条件和速度后确认安全盖关闭,点击控制面板绿色按钮开始预热。
完成预热后点击控制面板的红色按钮,机器自动停止。
5.2.3在命令栏点击‘文件打开’按钮,选择需要生产的程序,然后点击‘打开’,画面显示‘通知’移动基板幅宽,然后转动调整手柄移动夹杆,确认基板和轨道的间隔0.5mm~1mm,确定基板在轨道上移动畅通无阻5.2.4在命令栏点击‘基板生产’按钮,输入生产计划数量,点击控制面板的绿色按钮开始生产,机器进入自动生产页面5.2.5生产完成后在命令栏点击‘结束’按钮,画面显示生产确认信息,点击‘是’,系统自动保存生产过程中的文件和管理信息。
JUKI程序制作作业指导书

JUKI程序制作作业指导书一、引言本文档旨在为JUKI程序制作作业提供详细的指导和步骤说明。
JUKI程序制作是一项关键的任务,它涉及到计算机编程和软件开发的技术,对于确保机器的正常运行和生产效率至关重要。
本指导书将为您提供一系列的操作步骤和注意事项,以确保您能够准确地创建JUKI程序。
二、程序制作前的准备工作在开始制作JUKI程序之前,您需要进行以下准备工作:1. 确定生产需求:了解生产线上所需的产品类型、数量和质量要求,以便根据需求制定相应的程序。
2. 收集相关数据:收集与产品制造和装配相关的数据,例如零件尺寸、工艺要求和装配顺序等。
3. 准备程序开发环境:确保计算机上已安装适当的编程软件和相关的JUKI程序开发工具。
三、JUKI程序制作步骤1. 创建新的程序文件:打开JUKI程序开发工具,并创建一个新的程序文件。
命名程序文件以便于识别,并保存在适当的文件夹中。
2. 设置机器参数:根据生产需求和机器规格,设置JUKI机器的参数,包括速度、加速度和位置等。
确保参数的准确性和适应性。
3. 导入产品数据:将之前收集的产品数据导入程序开发工具中。
确保数据的准确性,并进行必要的验证和校正。
4. 设计程序流程:根据产品装配的工艺要求和顺序,设计程序的流程。
确保程序的逻辑性和可操作性。
5. 编写程序代码:根据程序流程,使用编程语言编写程序代码。
确保代码的可读性、可维护性和稳定性。
6. 调试和测试:在JUKI机器上进行程序的调试和测试。
根据实际情况,进行必要的修改和调整,以确保程序的正确性和稳定性。
7. 优化程序性能:根据实际生产情况,对程序进行优化,以提高生产效率和产品质量。
可以通过调整参数、优化算法和改进程序流程等方式进行优化。
8. 文档记录:在程序制作完成后,及时记录程序的相关信息,包括程序版本、修改记录和测试结果等。
确保程序的可追溯性和文档的完整性。
四、注意事项和常见问题解决1. 注意机器安全:在进行程序制作过程中,务必注意机器的安全操作规范,避免操作失误导致的安全事故。
JUKI贴片机操作培训01解析

3.激光校准传感器(LNC60 贴片头)
4.CAL 块
检查CAL块①上有无灰尘等异物,假设有,
请进展清扫。
5.VCS
1. 检查VCS的上面(视窗与LED)有无灰尘等异物,假设有,请用浸有酒精的洁净棉
纱或
纱布等彻底擦掉。
2. 假设使用溶剂(丙酮、香蕉水等)进展擦拭,传感器视窗四周的树脂局部可能会
轮”,张紧传送带的张力,在2处标记的
间距到达201mm的位置上固定传送滑轮。
7.傳送滑輪
请确认滑轮是否正常旋转。
如需更换,请依据以下方法进展更换。
1) 如图3-2-7-1~3 所示,传送滑轮被安装在前后导轨板上。请松开安装螺丝,更换传送滑
轮。
2) 更换后,请调整传送带的张力。
8.擋片的更換
关于使用的酒精
考虑到清洗效果、本钱以及为了便利购置,我们推举您使用IPA乙醇。.
推举溶剂:IPA(异丙醇)、乙醇(酒精)
7.吸嘴外轴
关于使用的酒精
考虑到清洗效果、本钱以及为了便利购置,我们推举您使用IPA乙醇。
推举溶剂:IPA(异丙醇)、乙醇(酒精)
清扫后涂抹润滑油、润滑脂
用乙醇和IPA(异丙醇)进展超声波清洗后,用棉签将New Deflex Oil No.1涂抹
请确定不要给XY 轴的驱动皮带或电动机的轴承加油(机油、润滑脂)。
2.统一交换台
请在“台架定位销①”和“导引轴②”处涂抹润滑油。
① 台架定位销
② 导轴
Байду номын сангаас
3.传送螺旋轴(传动轴)
请在*标记处全面涂抹润滑油。
4.传送导轴
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机器全图操作顺序操作方法注意事项
JUKI 貼片機操作参照表
操作圖例等待主机显示屏显示主菜单,方能操作键盘,期间操作会造
成主机死机
当机器无法正常回原点时,检测各镭射头是否清洁,用蘸有酒精的棉花棒轻轻
擦拭镭射头镜面
屏幕主菜單顯示“Will return to home position”後敲擊鍵盤上“ENTER”鍵,
機器回原點21打開机器主電源由“OFF”開至“ON”
位關閉狀態
開啟狀態
選‘OK’項
3調出當前所需生產的程序文件名程序名按照生产需要分成红胶板(GLUE),锡膏板(SOLDER),双面板(DOUBLE)选择好程序后,進入“DATA INPUT”菜
單,選擇“Pick data”項,用Camera 調節FEEDER 的中心坐標4原点时,检测各镭射
头是否清洁,用蘸有
酒精的棉花棒轻轻
擦拭镭射头镜面
Will return to home position”後敲擊鍵盤上“ENTER”鍵,機器回原點2将Camera 十字中心
对准编带孔中心
按
此
键
選擇程
序名選擇‘OK’
選擇‘Pack
使用小键盘上的左右键调节"X"轴坐标,上子键调节"Y"
轴坐标,使元件十字
中心在PCB 板上与
其对应的PAD 的中
心点上
按过回流焊的实际
状况对元件坐标进
行微调
选择好程序后,進入“DATA INPUT”菜單,選擇“Pick data”項,用Camera 調節FEEDER 的中心坐標46技術員根據檢驗員所反饋的信息適當
調節元件坐標進入“PROD”菜單,選擇“Prod.mode”中
“Trial”選項,試生產1片調節元件坐標5对准编带孔中心
選擇‘Trial’調整元件坐標
7調試好後,量產在量产前做好首检
检查,并标识按过回流焊的实际状况对元件坐标进
行微调
6調節元件坐標END 左
右
上
下。