eLog快速入门培训胶片
Piccolo系列快速入门指南说明书

IP6690mm(3.54pollici)12.5mmCablaggio0.4Nm (3.5lb in)0.5 – 1.5mm (16 – 22AWG)OP1 Logica non isolataOP1 OP2 - 4Limiti di isolamento100-230V /24V EIA485 24VdcP1161310s e t 1 ____V 1.0P 11V 1.P 1V 1.0P 10ConfiguratoConfigurado已配置Livello operatore 1Nivel 1 de operador操作等级1Uscita 1 = ON (di norma riscaldamento) Uscita 2 = ON (di norma raffreddamento) Uscita 3 = ON (solo P108 e P104)Uscita 4 = ON (di norma allarme) per regolare il valorepara ajustar el valorPotenza d’uscita. Viene visualizzata solo in modalità "Auto" o "OFF". Potencia de salida Sólo aparece en modo "Auto" o en "OFF" Viene visualizzato solo in modalità Punto de consigna seleccionadoSólo aparece en modo "Manual" o en "OFF" Valor del punto de consigna 1 Valor del punto de consigna 2 Riconoscimento allarme Vedere pag. 4Reconocimiento de alarma Sí o noConsulte la página 4Visualizzato solo se èconfigurato il timerEstado de temporizador: Ejecución, Reinicio, Retención o Fin Sólo aparece si el temporizador está configurado eventosPremere _ _ _" per caricare i valori di fabbrica e codice successivo. Premereper tornare indietroPulse cuando _ _" para cargar los parámetros por defecto Pulse para seleccionar el códigosegún las tablas siguientes.Pulse para aceptar el código y pasaral siguiente. Pulsepara volver.Ridurre il setpoint (SP)Reducir punto de consigna (SP) 031668I S CHA031668ISC/4 CN30076 05/1348mm(1.89in)48mm(1.89in)(1.89in)96mm (3.78 in)Ejemplo 1: Uso de alarmasEs posible usar un máximo de tres alarmas. Se pueden pedir o configurar usando los códigos deinicio rápido (página 1) o los códigos "P" (página 3).Ajuste de umbrales de alarmaEn el nivel 2 de operador, seleccione AL1, AL2 o AL3.Pulse o para fijar el umbral.Reconocimiento de alarmaUna alarma se puede reconocer de tres formas:1. En todos los casos: Pulse para seleccionar Ac.AL. A continuación pulse opara seleccionar YES.2. Utilice la entrada digital 1 o 2 (si está configurada).3. Pulse (si está configurado; consulte el código de configuración P73).Si la alarma persiste, el indicador ALM permanecerá encendido.Las alarmas están configuradas sin retención de manera predeterminada.Ejemplo 2: Uso del temporizadorEs posible configurar un temporizador interno en tres modos de funcionamiento:Parada: Para controlar un proceso en un valor fijo durante un tiempo definido.Retardo: Para activar la potencia de salida después de un tiempo definido.Inicio suave: Para aplicar un límite de potencia durante un tiempo definido.Utilice t.dUr para definir el período de tiempo.En el caso de un temporizador de parada, configure t.thr para iniciar la cuenta atrás cuandoPV esté próximo a SP.En el caso de un temporizador de inicio suave, configure el límite de potencia SS.oP, el umbralSS.SP.Utilice t.St para poner el temporizador en ejecución, retención o reinicio, o para conectarlo auna entrada digital configurada.End parpadeará cuando el temporizador llegue al final. La salida de potencia adoptará el valordefinido por P43.Ejemplo 3: Autoajuste del reguladorFije el punto de consigna en torno a la temperatura normal de funcionamiento.Defina los límites de salida en un valor seguro.Seleccione A.tun en el nivel 2 y póngalo en YES.tunE parpadeará en la pantalla del regulador hasta que finalice el ajuste automático.Ejemplo 4: Monitor de energíaUna estimación del uso de energía se mide en una salida (normalmente calor) que se configuracon P81.Especifique en P82 la potencia de carga nominal (en KW).En los niveles 1 y 2, E.Par mide el consumo energético para lotes individuales y E.tot lo midepara todo el proceso. También es posible personalizarlos para que aparezcan en las líneas 2 y 3de la pantalla usando P74 y P75.Utilice E.rSt en el nivel 2 para poner los valores a cero. E.tot sólo se puede poner a cerodespués de E.Par P71, P72 o P73 permiten personalizar uno de los botones de función o elbotón Página para acceder a este parámetro.例1:操作报警可用的报警达3个。
L-GAGE LE 激光测量传感器快速入门指南说明书

Quick Start GuideLaser displacement sensor with both analog and discrete (switched) outputsThis guide is designed to help you set up and install the L-GAGE ® LE Laser Gauging Sensor. For complete information on programming, performance, troubleshooting, dimensions, and accessories, please refer to the Instruction Manual at . Search for p/n 175094 to view the manual. Use of this document assumes familiarity withpertinent industry standards and practices.WARNING: Not To Be Used for Personnel ProtectionNever use this device as a sensing device for personnel protection. Doing so could lead to serious injury or death. This device does not include the self-checking redundant circuitry necessary to allow its use in personnel safety applications. A sensor failure or malfunction can cause either an energized or de-energized sensor output condition.Features and IndicatorsPower LED Indicator Analog Output LED Indicator DisplayDiscrete Output LED Indicator Push ButtonsFigure 1. LE Analog Sensor FeaturesThree LED indicators provide ongoing indication of the sensing status.Analog Output LED IndicatorSolid Amber = Displayed distance is within the taught analog output windowOff = Displayed distance is outside the taught analog output windowPower LED IndicatorSolid Green = Normal operation, power On and laser OnFlashing Green (1 Hz) = Power On and laser Off (laser enable mode)Discrete Output LED IndicatorSolid Amber = Discrete Output is On Off = Discrete Output is OffLaser Description and Safety InformationCAUTION: Use of controls or adjustments or performance of procedures other than those specified herein may result in hazardous radiation exposure. Do not attempt to disassemble this sensor for repair. A defective unit must be returned to the manufacturer.Class 2 Laser ModelsCAUTION: Never stare directly into the sensor lens. Laser light can damage your eyes. Avoid placing any mirror-like object in the beam. Never use a mirror as a retroreflective target.For Safe Laser Use - Class 2 Lasers•Do not stare at the laser.•Do not point the laser at a person’s eye.•Mount open laser beam paths either above or below eye level, where practical.•Terminate the beam emitted by the laser product at the end of its useful path.Reference IEC 60825-1:2007, Section 8.2.L-GAGE ® LE250/550 Analog-Discrete Laser SensorsOriginal Document 175093 Rev. E6 November 2015175093Class 2 LasersClass 2 lasers are lasers that emit visible radiation in the wavelength range from 400nm to 700 nm, where eye protection is normally afforded by aversion responses,including the blink reflex. This reaction may be expected to provide adequateprotection under reasonably foreseeable conditions of operation, including the use ofoptical instruments for intrabeam viewing.Figure 2. FDA (CDRH) warning label(Class 2)Class 2 Laser Safety NotesLow-power lasers are, by definition, incapable of causing eye injury within the duration of a blink (aversion response) of 0.25 seconds. They also must emit only visible wavelengths (400 to 700 nm). Therefore, an ocular hazard may exist only if individuals overcome their natural aversion to bright light and stare directly into the laser beam.Class 1 Laser ModelsClass 1 lasers are lasers that are safe under reasonably foreseeable conditions of operation, including the use of optical instruments for intrabeam viewing.Figure 3. FDA (CDRH) warning label(Class 1)Laser wavelength: 650nmOutput: < 0.22mWPulse Duration: 150 µs to900 µsSensor InstallationNOTE: Handle the sensor with care during installation and operation. Sensor windows soiled byfingerprints, dust, water, oil, etc. may create stray light that may degrade the peak performance of the sensor. Blow the window clear using filtered, compressed air, then clean as necessary using 70%isopropyl alcohol and cotton swabs or water and a soft cloth.Sensor OrientationCorrect sensor-to-object orientation is important to ensure proper sensing. See the following figures for examples of correct and incorrect sensor-to-object orientation as certain placements may pose problems for sensing distances.Figure 4. Orientation by a wall IncorrectCorrectFigure 5. Orientation in an opening IncorrectCorrect Figure 6. Orientation for a turning object - Tel: +1-763-544-3164P/N 175093 Rev. EIncorrectCorrectFigure 7. Orientation for a height differenceIncorrectCorrect Figure 8. Orientation for a color or lusterdifferenceSensor Mounting1.If a bracket is needed, mount the sensor onto the bracket.2.Mount the sensor (or the sensor and the bracket) to the machine or equipment at the desired location. Do nottighten at this time.3.Check the sensor alignment.4.Tighten the screws to secure the sensor (or the sensor and the bracket) in the aligned position.Wiring Diagrams+–* User-configurable PNP/NPN settingFigure 9. Analog Current Model+–* User-configurable PNP/NPN settingFigure 10. Analog Voltage ModelKey11 = Brown2 = White3 = Blue4 = Black5 = GrayDisplayFigure 11. LE550 Display in Run ModeThe display is a 2-line, 8-character LCD. The main screen is the Run mode screen, which shows the real-time distance measurement and the analog output measurement.ButtonsUse the sensor buttons Down , Up , Enter , and Escape to program the sensor and to access sensor information.P/N 175093 Rev. E - Tel: +1-763-544-31643Down and Up ButtonsPress Down and Up to:•Access the Quick Menu from Run mode•Navigate the menu systems•Change programming settingsWhen navigating the menu systems, the menu items loop.Press Down and Up to change setting values. Press and hold the buttons to cycle through numeric values.After changing a setting value, it slowly flashes until the change is saved using the Enter button.Enter ButtonPress Enter to:•Access the Sensor Menu from Run mode•Access the submenus•Save changesIn the Sensor Menu, a check mark in the lower right corner of the display indicates that pressing Enteraccesses a submenu.Press Enter to save changes. New values flash rapidly and the sensor returns to the parent menu.Escape ButtonPress Escape to:•Leave the current menu and return to the parent menu•Return to Run mode from the Quick MenuImportant: Pressing Escape discards any unsaved programming changes.In the Sensor Menu, a return arrow in the upper left corner of the display indicates that pressing Escapereturns to the parent menu.Press and hold Escape for 2 seconds to return to Run mode from any menu or remote teach.Sensor ProgrammingProgram the sensor using the buttons on the sensor or the remote input (limited programming options).From Run mode, use the buttons to access the Quick Menu and the Sensor Menu. See Quick Menu on page 5, Sensor Menu (MENU) on page 6, and the instruction manual (p/n 175094) for more information on the options available from each menu. For TEACH options, follow the TEACH instructions in the instruction manual.In addition to programming the sensor, use the remote input to disable the buttons for security, preventing unauthorized or accidental programming changes. See the instruction manual for more information.from Run ModeAccess Quick MenuAccess Sensor MenuSee Figure 13 on page 5See Figure 14 on page 6Figure 12. Accessing the LE Menus - Tel: +1-763-544-3164P/N 175093 Rev. EQuick MenuThe sensor includes a Quick Menu with easy access to view and change the analog and discrete output switch points.Access the Quick Menu by pressing Down or Up from Run mode. When in the Quick Menu, the current distance measurement displays on the first line and the menu name and the analog value alternate on the second line of thedisplay. Press Enter to access the switch points. Press Down or Up to change the switch point to the desiredvalue. Press Enter to save the new value and return to the Quick Menu.Spt2 not available unless inWindow ModeFigure 13. Quick Menu Map (Window Mode)P/N 175093 Rev. E - Tel: +1-763-544-31645Sensor Menu (MENU)Access the Sensor Menu by pressing Enter from Run mode. The Sensor Menu is also accessible from the Quick Menu: navigate to MENU and press Enter. The Sensor Menu includes several submenus that provide access to view and change sensor settings and to view sensor information.Top Menu Sub MenusLE Series User InterfaceFigure 14. LE550 Sensor Menu Map (Analog Models) - Tel: +1-763-544-3164P/N 175093 Rev. ESpecificationsSupply Voltage (Vcc)12 to 30 V dcPower and Current Consumption, exclusive of loadNormal Run Mode: 1.7 W, Current consumption < 70 mA at 24V dc Supply Protection CircuitryProtected against reverse polarity and transient overvoltages Sensing BeamClass 2 laser models: visible red, 650 nm Class 1 laser models: visible red, 650 nmSensing RangeLE250: 100 mm (3.94 in) to 400 mm (15.75 in)LE550: 100 mm (3.94 in) to 1000 mm (39.37 in)Output ConfigurationAnalog output: 4 to 20 mA or 0 to 10 V, depending on model Discrete output rating: Discrete NPN/PNP is user-configurable Output RatingsDiscrete Output: 100 mA maximum (protected against continuous overload and short circuit)OFF-state leakage current—PNP: < 10 µA at 30 V OFF-state leakage current—NPN: < 200 µA at 30 VOutput saturation voltage—PNP outputs: < 3 V at 100 mA Output saturation voltage—NPN outputs: < 1.6 V at 100 mA Analog current output (LE...I Models):1 k Ω max. @ 24 V;max. load resistance = [(Vcc-4.5)/0.02 Ω]Analog voltage output (LE...U Models): 2.5 k Ω min. load resistanceDelay at Power Up2 sMeasurement/Output RateClass 2 laser models: < 1 msClass 1 laser models (fast): < 1 msClass 1 laser models (std/med/slow): < 2 ms Ambient Light ImmunityClass 2 laser models: > 10,000 lux Class 1 laser models: > 5,000 luxMinimum Window Size, Analog and DiscreteLE250: 1 mm (0.039 in)LE550: 10 mm (0.39 in)BoresightingLE250: 4 mm radius at 400 mm LE550: 1 cm radius at 1 m Remote InputAllowable Input Voltage Range: 0 to VccActive Low (internal weak pullup—sinking current):· High State > 4.3 V at 740 µA max.· Low State < 1.3 V at 800 µA max.Active High (internal weak pulldown—sourcing current):· High State > 4.3 V at 1.7 mA max.· Low State < 1.3 V at 1.6 mA max.Analog ResolutionLE250: 100 mm to 250 mm: Less than 0.02 mm LE250: 250 mm to 400 mm: Less than 0.2 mm LE550: 100 mm to 600 mm: Less than 0.5 mm LE550: 600 mm to 1000 mm: Less than 1 mmAnalog LinearityLE250: Linearity is the less of Accuracy or 0.3% of full scale range (± 0.9 mm) at any given distanceLE550: Linearity is the lesser of Accuracy or 0.5% of full scale range (± 4.5 mm) at any given distance Maximum Torque2 N·m (17.7 in-lbs)RepeatabilitySee Performance Curves Temperature EffectSee Performance Curves AccuracySee Performance Curves ConstructionHousing: die-cast zinc Window: acrylicVibration/Mechanical ShockAll models meet Mil. Std. 202 G requirements method 201A.Also meets IEC 60947-5-2.Typical Beam Spot Size 1xyBeam Spot PatternResponse Timeσ measured valueP/N 175093 Rev. E - Tel: +1-763-544-31647Environmental RatingIEC IP67, NEMA 6Operating ConditionsTemperature: −20 °C to +55 °C (−4 °F to +131°F)Humidity: 90% at +55 °C maximum relative humidity (non-condensing)Storage Temperature−30 °C to +65 °C (−22 °F to +149 °F)Application NoteFor optimum performance, allow 10 minutes for the sensor to warm upCertificationsIndustrial Control Equipment 3TJJUL Environmental Rating: Type 1Required Overcurrent ProtectionWARNING: Electrical connections must be made by qualifiedpersonnel in accordance with local and national electrical codes and regulations.Overcurrent protection is required to be provided by end product application per the supplied table.Overcurrent protection may be provided with external fusing or via Current Limiting, Class 2 Power Supply.Supply wiring leads < 24 AWG shall not be spliced.For additional product support, go to .Performance Curves100200300DISTANCE (mm)R E P E A T A B I L I T Y ( ± m m )400Figure 15. Repeatability (90% to 6% reflectance)123456782000DISTANCE (mm)R E P E A T A B I L I T Y ( ± m m )4006008001000Figure 16. Repeatability (90% to 6% reflectance) - Tel: +1-763-544-3164P/N 175093 Rev. E00.10.20.30.40.50.60.70.90.81.0100200300DISTANCE (mm)A c c u r a c y ( ± m m )400Figure 17. Accuracy (90% to 6% reflectance)12345679810200DISTANCE (mm)A c c u r a c y ( ± m m )4006008001000Figure 18. Accuracy (90% to 6% reflectance)0.1500.1000.1250.0750.0500.0250.0300100200300400DISTANCE (mm)T e m p e r a t u r e E f f e c t (± m m / °C )Figure 19. Temperature Effect0.60.40.50.30.20.10200DISTANCE (mm)T e m p e r a t u r e E f f e c t (± m m / °C )4006008001000Figure 20. Temperature EffectBanner Engineering Corp. Limited WarrantyBanner Engineering Corp. warrants its products to be free from defects in material and workmanship for one year following the date of shipment. Banner Engineering Corp.will repair or replace, free of charge, any product of its manufacture which, at the time it is returned to the factory, is found to have been defective during the warranty period. This warranty does not cover damage or liability for misuse, abuse, or the improper application or installation of the Banner product.THIS LIMITED WARRANTY IS EXCLUSIVE AND IN LIEU OF ALL OTHER WARRANTIES WHETHER EXPRESS OR IMPLIED (INCLUDING, WITHOUT LIMITATION,ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE), AND WHETHER ARISING UNDER COURSE OF PERFORMANCE, COURSE OF DEALING OR TRADE USAGE.This Warranty is exclusive and limited to repair or, at the discretion of Banner Engineering Corp., replacement. IN NO EVENT SHALL BANNER ENGINEERING CORP. BE LIABLE TO BUYER OR ANY OTHER PERSON OR ENTITY FOR ANY EXTRA COSTS, EXPENSES, LOSSES, LOSS OF PROFITS, OR ANY INCIDENTAL,CONSEQUENTIAL OR SPECIAL DAMAGES RESULTING FROM ANY PRODUCT DEFECT OR FROM THE USE OR INABILITY TO USE THE PRODUCT, WHETHER ARISING IN CONTRACT OR WARRANTY, STATUTE, TORT, STRICT LIABILITY, NEGLIGENCE, OR OTHERWISE.Banner Engineering Corp. reserves the right to change, modify or improve the design of the product without assuming any obligations or liabilities relating to any product previously manufactured by Banner Engineering Corp. - Tel: +1-763-544-3164。
电磁兼容培训胶片第1章

过程二的幅度变化
•如果再返回来考虑第三
•d
大的辐射源问题:
B
•去掉这个辐射源后,改 善量:
•0.1
• 20lg
5•0.001
•= dB
44
•没有经验的人会认为将其 它措施去掉,只保留抑制
第三大泄漏源的措施就可 以了。
PPT文档演模板
杨继深 2002年4月
•6 •8 •2 •0.
6
•44
电磁兼容培训胶片第1章
•有衬垫
•衬垫安装 •衬垫质量 •内部结构
•
缝 •检查
隙
衬垫
•仍有泄漏
•无衬垫 •设法密封缝隙
•无泄
•完成
漏
•
•磁 •辐射源是否 孔 场 在孔洞附近 洞
•电
•重新设计结构,使两者远 离
•缩小孔洞尺寸或用截止波导
•
场
导馈 线通
•导线可滤波 •导线不可滤波
•导线滤波 •重新设计结构,避免导线馈通
PPT文档演模板
杨继深 2002年4月
电磁兼容培训胶片第1章
受辐射干扰的问题诊断
•电缆可 拔掉
有拔 电掉
缆所
• •
•
逐
•合 格
•不合 格
根 缆插
上 电
•合格
套 •不合格 磁
环
•合格,还有电缆没插
•全合 格
•完成
•不合
格 •电缆滤 波
•电缆不 可拔掉
•缩短电缆、 套磁环
•合格 或
•改善
•不合 格
•放开电缆
•或屏蔽
•合 格
自制近场电场探头
•根据使用条件,套适当的绝缘层
PPT文档演模板
Model 2460 快速入门指南说明书

通过速度和简化重新设计测试和测量安全注意事项在使用本产品和任何相关仪器之前,请先阅读以下安全注意事项。
虽然一些仪器和附件通常在无害电压下使用,但是也可能出现对人体有害的情况。
本产品应由能辨别电击危险且熟悉避免潜在伤害的必要安全注意事项的合格人员使用。
使用此产品之前请仔细阅读并遵守所有的安装、操作和维护信息。
有关完整的产品规格,请参阅用户文档。
若以没有指定的方式使用产品,可能丧失产品保修所提供的保障。
产品的用户类型有:责任主体,是负责使用和维护机器,确保在设备规格和运行限制范围内使用设备,并确保操作人员经过充分培训的个人或小组。
操作人员,是负责使用产品特定功能的人员。
他们必须接受过电气安全流程和正确操作仪器方面的培训。
应当采取保护措施,防止他们遭到电击和触碰到危险的带电电路。
维护人员,负责产品日常维护以保持仪器运转正常,例如,设置线路电压或更换耗材。
用户文档中描述了维护步骤。
这些步骤都清楚描述了操作人员是否能够执行它们。
如果不能,那么只能由服务人员来执行这些操作。
服务人员,接受过培训,可操作带电电路,执行安全安装并修理产品。
只有受过正确训练的服务人员才能执行安装和服务流程。
美国吉时利仪器(Keithley Instruments) 公司的产品专门设计用于测量、控制和数据输入/输出连接等电气信号,而且不能直接连接到电网电压或具有瞬时高电压的电压源上。
Measurement Category II(引自IEC 60664 标准)连接要求针对本地交流电网连接经常发生的高瞬时电压采取保护措施。
某些吉时利测量仪器可以连接到电网上。
这些仪器将会标记为Category II 或更高级别。
除非在仪器规格、操作手册和仪器标签中明示允许,否则不要将任何仪器连接到电网上。
存在电击危险时,一定要小心谨慎。
电缆连接器插头或测试装置上可能存在致命电压。
美国国家标准学会(ANSI) 规定,超过30 V RMS、42.4V峰值或60 V DC 的电压水平存在电击的危险。
Elox100 操作说明书_中文
Elox100On-line, Accelerated COD Analyzer操作说明书E100-04:E2302LAR公司保留有关权利。
保留对于技术提升所做的改变。
未经LAR公司允许,这本手册的任何部分都不可以复印或者翻录。
本手册中所有提及的注册商标已经得到公认。
目录1 Elox操作原理 (1)1.1 COD分析 (1)1.2 Elox正视图 (2)1.3 Elox俯视图 (3)1.4 Elox管路图 (4)1.5 Elox电极 (5)1.6 Elox键盘 (5)1.7 显示屏快捷键 (6)2 安装和启动准备 (8)2.1 安全操作注意事项及说明 (8)2.2 安装地点 (8)2.2.1 周边条件 (8)2.2.2 电源 (8)2.2.3 样品供应 (9)2.2.4 排水 (10)2.2.5 软水 (10)2.3 启动准备 (11)2.3.1 Elox的墙挂式安装 (11)2.3.2 电极安装 (11)2.3.3 管道安装 (12)2.3.3.1 管夹阀管路连接、 (12)2.3.3.2 蠕动泵管路连接 (13)2.3.4 化学物质 (14)2.3.5 水力连接 (15)2.36 电器连接(模拟输出,继电器,数字输入线) (15)3 如何使用Elox (18)3.1 分析仪的启动 (18)3.1.1 操作软件的启动 (18)3.1.2 操作软件上的一般标记 (18)3.1.3 完整的帮助系统 (21)3.1.4 填充管道系统 (22)3.2 Elox的设置 (23)3.2.1 测量参数显示 (23)3.2.2 系统设定 (24)3.2.2.1测量频率 (25)3.2.2.2 校正/测量范围 (26)3.2.2.3 试剂消耗指示 (26)3.2.2.4 警报设点 (27)3.2.2.5 打印机 (27)3.2.2.6 保存操作参数 (28)3.2.2.7 打印操作参数 (28)3.3 模拟输出和继电器 (28)3.3.1 模拟输出 (28)3.3.1.1 检查模拟输出 (31)3.3.2 设置并检查继电器 (32)3.3.2.1 设置继电器 (32)3.3.2.2 检查继电器 (34)3.4 设置日期和时间 (35)3.5 校正Elox (35)3.6 运行模式 (38)3.6.1 要求 (38)3.6.2 开始运行模式 (38)3.6.3 测量数据库 (39)3.6.4 测量过程中的注意事项 (39)3.6.5 状态屏 (40)3.6.5.1 查看测量信号 (41)3.6.5.2 显示当前操作参数 (42)3.6.6 显示24小时曲线 (42)3.6.6.1 在曲线中回扫测量值 (42)3.6.7 在运行模式下查看自动标准结果 (43)3.6.8 列表显示测量结果 (43)3.6.8.1 下载测量数据到软盘 (45)3.6.9 在运行模式下访问内置数据库 (45)3.6.10 终止运行模式 (46)3.7 测量参数显示 (46)3.7.1 实验室测量的取样 (47)3.7.2 输入水流名称 (48)3.7.3 输入名称和单位 (49)3.7.4 输入实验室数据 (49)3.7.4.1 自动线性模拟 (50)3.7.4.2 用零截距拟合一条直线 (51)3.7.4.3 拟合参数的外部确定 (52)3.7.4.4 复合线 (53)3.8 服务菜单 (53)3.8.1 执行每周的维护和检查 (53)3.8.2 填充管路系统 (54)3.8.3 填充测量槽 (54)3.8.4 排空测量槽 (54)3.8.5 校正Elox (54)3.9 数据分析 (55)3.9.1 内部数据库操作 (55)3.9.1.1 选择测量数据文件 (55)3.9.1.2 图形显示测量文件 (56)3.9.1.3 以表格方式显示数据文件 (56)3.9.2 操作日志 (57)3.9.3 查校正功能 (58)4 Elox100维护 (59)4.1 开始运行模式 (59)4.2 短期关机后开始运行模式 (59)4.3 每周的保养维护 (59)4.4 每月的维护保养 (60)4.5 季度维护保养 (60)4.6 短期关机程序 (61)4.7 长期关机程序 (61)4.8 维护任务描述(以字母为序) (61)4.9 备用及保养元件 (69)5备件和可选项 (70)5.1 样品检测和远程控制 (70)5.2 串行端口RS232 (71)6 Elox的特点 (73)6.1 水中有机物的电化学测量 (73)6.2 Elox测量系统 (73)7 故障分析 (75)7.1 故障排除 (75)7.2 故障分析索引 (77)8 技术信息 (79)8.1 技术数据 (79)1 Elox操作原理1.1 COD分析Elox 系列COD分析仪可以容易、自动地检测有机物含量。
Eagle60基本操作指导4
Eagle60 焊线机基本操作指导注意事项1.人身安全﹕当机器运行时﹐手必须远离移动部件和高温部件(如焊头﹑移位爪﹑底板等)﹐防止撞伤﹑夹伤﹑烫伤﹔2.如出现异常紧急状况(如夹手﹑机器发出大的异常响声﹑震动﹑异味等)﹐需马上按下紧急开关﹔3.拆﹑装线径吹线器时﹐需轻拿轻放﹐防止刮花﹑变形﹔4.拆﹑装瓷嘴时需特别小心保护好换能臂和瓷嘴螺丝﹐应确保扭力计是设定在规定的力度(ASM的为2.0kg﹐KNS的为1.8kg)﹐扭瓷嘴螺丝时扭力计一定要端平﹐且要塞到瓷嘴螺丝内孔的最里面﹐如果斜着扭动很容易造成螺丝滑牙﹑断裂的麻烦﹔5.穿金线时须顺着瓷嘴孔方向垂直往下拉﹐不能斜着或横着拉﹐否则瓷嘴会刮伤金线﹐易造成切线﹑烧球不良﹔6.进出升降台上的料盒必须摆放规范﹐防止撞坏升降台﹔7.操作机器时遇到不明状况或者自己无法理解无法解决的问题时﹐不要尝试自己去解决修理﹐应及时向有经验的多功能员工和老员工请教﹐或者向车间ME反映﹔操作机器时一定要规范﹐避免给操作者带来安全危险和损坏机器。
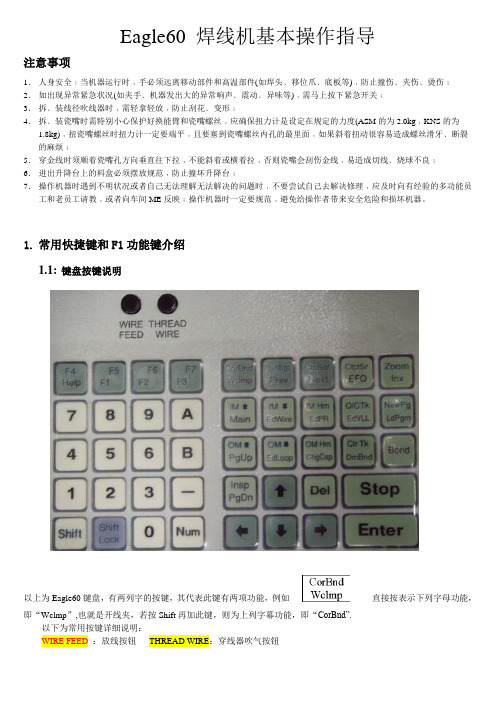
1.常用快捷键和F1功能键介绍1.1:键盘按键说明以上为Eagle60键盘,有两列字的按键,其代表此键有两项功能,例如直接按表示下列字母功能,即“Wclmp”,也就是开线夹,若按Shift再加此键,则为上列字幕功能,即“CorBnd”.以下为常用按键详细说明:WIRE FEED:放线按钮THREAD WIRE:穿线器吹气按钮:打开/关闭线夹:打开照明打光:打开压板:烧球:单元进位:进料盒上升一格:进料盒下降一格:出料盒上升一格:出料盒下降一格:更换进料盒更换出料盒:修改焊点位置:切线/烧球:清除轨道:跳到上一页:跳到下一页:直接切换到自动焊线菜单:输入选择第几条线:删除键:停止键:确认键:为功能键1.2: F1功能键F1功能键,按此键后输入相应数字所代表的功能:F1--4 :切线﹔F1--6 :测量两点之间的距离F1--17:更换瓷嘴﹔F1--18:超声功率输出,在瓷嘴有堵塞时候可使用﹔F1--24:打开轨道﹔F1--110:焊头马达复位﹔F1--100:查看系统版本信息﹔F1—15:进入工程菜单,密码2002﹔F1—902:空打﹐只模拟焊线动作2:焊线参数2.1:查看焊线参数1400:选择第几条线1401:该条线的线弧类型1407:该条线的第1/2焊点时间1408:该条线的第1/2焊点功率1409:该条线的第1/2焊点压力2.2:修改焊线参数焊线参数一般可在41“Base Parrmeter”菜单修改,但考虑到同一个碗杯里固不同的芯片,芯片电极参数有可能使用不同参数,所以一般不在这个菜单修改。
易乐谷教学演示文稿

这就是易乐 谷里画太阳系的 程序。
太 阳 系
150
50 90
300
ELOGO
第六课 重复命令的使用
前进 100 右转 120 前进 100 右转 120 前进 100 右转 120
观察三角形的绘图程 序,它有什么特点,你能发 现什么?
ELOGO
第六课 重复命令的使用
前进 100 右转 120 前进 100 右转 120 前进 100 右转 120
ELOGO
下载易乐谷: 下载易乐谷:
易乐谷是一个可以免费使用的软件, 易乐谷是一个可以免费使用的软件, 你可以到/elogo/ /elogo/这个网 你可以到/elogo/这个网 站上去下载这个软件。 站上去下载这个软件。 在这个网站上,目前的1.4、1.5与1.6三个 在这个网站上,目前的 、 与 三个 版本,我们不建议下载1.6版,因为很多软件都 版本,我们不建议下载 版 会对它的安装程序报毒。 会对它的安装程序报毒。
根据三角形绘图程序的 特点,我们可以把上面的绘图 程序改写成以下的形式:
重复 3 [前进 100 右转 120 ]
ELOGO
第六课 重复命令的使用
右图中,九边形,八边形,六 边形与五边形的程序可以这样写:
重复 9 [前进 100 右转 40 ] 重复 8 [前进 100 右转 45 ] 重复 6 [前进 100 右转 60] 重复 5 [前进 100 右转 72]
太 阳 系
150
50 90
300
看图:大椭圆的横半径为300,纵半径为150,小椭圆横 半径为90,纵半径为50,太阳、地球与月亮都是正圆,半径 分别是30、20 、10。
EL0 画实心椭圆 30 右转 90 前进 300 画椭圆 90 50 画实心椭圆 20 前进 90 画实心椭圆 10
PCB培训胶片二_英文版

Back
LAMINATION
COPPER FOIL
INNER LAYERS
PRE-PREG
Back
LAMINATION
Back
DRILLING
Back
DRILLING
Back
DRILLING
DRILLING
• Design Standards:
IPC – 2221 – For rigid boards. IPC – 2223 – For flex & rigid flex boards.
Pad to Drill Ratio
• Pad size definition rule:
- Pad size = drill size + Annular ring * 2 + minimum standard Fabrication allowance.
PLASMA/ PERMANGANAT
ELECTROLESS COPPEபைடு நூலகம் PLATING
DRY FILM LAMINATION
AFTER IMAGING
DEVELOPING
COPPER PLATING (ELECTROPLATING)
TIN PLATING (ELECTROPLATING)
Basic Design Rules
Layer >
Via Hole Diameter
. -. "
Layer > . - . "
Layer > . - . "
Via Hole Depth
自动焊线机eagle60培训教材

自动焊线机(EAGLE-60)培训教材培训目的:让设备操作人员掌握正确的设备操作方法,以提升产品质量及生产效率。
培训对象:自动焊线机操作人员。
培训设备型号:EAGLE-60培训内容:一、开机:1、先开气、再开电源(气压4-6Kg/cm2,电压220V);2、打开显示器电源开关3、电源打开后,机台系统进行自检,送料马达搜索原位,大约5分钟后自检完毕,按ENTER键进入待机状态。
二、程序设定:2.1 启动机器,进入主菜单"Teach"项,选择第5项"Delete program",按"Enter"键,提示"Sure to delete program?",按A键,刪除程序,显示"Reset parameter windows?",按"stop"键退出(如按A键,则所有参数将变更)。
2.2 进入主菜单第3项"Teach program",选择第1项"Teach Alignment",按Enter键显示"pairs of align point2",按"Enter"键确认,左屏幕显示"Dieo 1 lead"滚动操作球,将焊头移至左侧第6个支架单元左上角位置,按enter键输入第1个支架对点,将焊头移至右侧第1个支架单元右上角位置,按Enter键确认.2.3 显示"Die 1 Die"移动焊头至第1个Die位置处,使屏幕十字线与晶片电极中心对准,按Enter键2次,输入2个对点;焊头自动跳至第6个支架单元处,要求做支架2nd焊点PR识別,右屏幕显示裝载PR菜单,其中第6项"PR Lead/search mode选择PR识別模式,Binary/Greylvl為黑白与灰度识别常用模式,根据需要进行选择使用.键盘数字键:2=coax , 3=side , 4=Bcoax,分別调节同轴光,侧光及同轴蓝光,1=Threshold调节图象黑白对比度,按一次方向键,增加光亮速度调整;图象调节以清晰为准,按Enter键装载,同理装载晶片PR.2.4 显示"NO.of wire 300"输入"1"条线,按Enter键,选择第4项PRsupport mode将"Both"改为"none",选择0项"Get Bond point",移动操作球,使十字线与晶片电极中心对准,按Enter键一次,输入第1st焊点位置;移动焊动至第2nd焊点焊的位置,按Enter确认之后连续4次退出至主画面,选择第2项step/Repeat,将None改为Ahead 模式,显示 No of repeat rows 1,输入1,显示 No of repeat cols 1,输入7,按Enter键,左屏幕显示"Teach on upper right unit,Enter a lead align pt"将焊头移至最右边第1个支架单元左上角处,按Enter,之后至支架第7单元处,修正支架,使支架与十字线左上角对齐,按Enter键确认结束程序编辑。
E+L莱默尔纠偏产品培训
OL82相机
DO82接口 意义
电源输入 Supply: X7.1 +24V X7.2 0V X7.3 PE
E+L Canbus with 250 KBit
控制板 RK4004
I/O逻辑板 ZC 4081
加密狗(Dongle )保护软件不 被复制
PLC
DI G00 0
以太网交换机 Ethernet Switch
04.03.2020
SCH-DO_8201-010-EN-03
OL82相机
Seite 31
04.03.2020
SCH-DCS_Basics-010-EN-02
OL82相机
Seite 32
04.03.2020
SCH-DCS_Basics-010-EN-02
E+L电眼 OL82相机安装附件 VA 5538三维调整架
材料与电眼必须成90°夹角 反光板必须与电眼保持平行 电眼必须与反光板成10-15度夹角
Page 18
3/4/2020
SCH-FR_50..-010-EN-01
FR 5001 红外线电眼
电镜头到反光板的距离应该在240到320mm之间 材料可以在140-240mm内的任何范围 材料的最佳位置时距离镜头180mm的位置 纱、带或格子材料最小密度至少0.2毫米!
Erhardt+Leimer Gmbh
E+L培训目录
一 、E+L 公司简介
二、 E+L纠偏产品的功能及原理
三、E+L纠偏系统的组成及各部分作用 1)、纠偏命名 2)、电眼分类及应用 3)、控制器分类及应用 4)、驱动器(马达)型号分类 5)、操作面板 RT4019及DO4101
Secoway eLog日志服务器介绍胶片

由于IP地址资源有限,绝大部分公司都是通过出口处的网关做NAT 或者PAT解决IP资源问题 这类安全事件都会通过出口网关在内网或者外网发生,我们抓住问 题的本质,通过记录NAT或者PAT信息,解决调查取证难的问题
HUAWEI TECHNOLOGIES CO., LTD. Huawei Coபைடு நூலகம்fidential
syslog、流日志 、
eLog
Eudemon、USG 、
系统展现Eudemon/USG设备的UTM特性功能,展示UTM特性发挥的作用。针 对入侵防御、邮件过滤、病毒检测、URL审计、即时消息、阻挡服务这些服务 特性做了多维度统计,以报表的形式生动丰富展现给客户。
HUAWEI TECHNOLOGIES CO., LTD.
外网
eLog
日志丢失/篡改 缺乏监控和告警 缺少法律法规性要求
主机 Web服务器 防火墙、UTM BRAS设备
海量日志缺乏分析 高速海量的流日志无法管理 日志报表不丰富
数据库 交换机 路由器 VPN
DPI IDS、IPS
HUAWEI TECHNOLOGIES CO., LTD.
Huawei Confidential
1
缺乏统一的日志 管理工具 海量日志缺乏分 析 高速海量的流日 志无法管理 日志报表不丰富
2
防火墙等网络安 全设备抵御攻击 情况无从了解 防火墙等网络安 全设备发挥的作 用难以评估 日志丢失/篡改 缺乏监控和告警
HUAWEI TECHNOLOGIES CO., LTD.
Huawei Confidential
Page 16
“月朗星耀”——海量日志存储管理 大容量
可靠
在线日志
保证快速查询 日志保护
镭雕培训手册
Violino™ DPSS全风冷半导体泵浦激光标记系统前言为加强对高速成长的亚洲市场的全方位支持,LASERVALL(镭射谷)集团2003年在中国深圳设立了“镭射谷科技(深圳)有限公司,为中国首家外商独资的工业激光应用系统高科技企业。
镭射谷科技(深圳)有限公司以LASERVALL先进的激光专有技术为核心,针对中国的工业特点和要求,对LASERVALL的系列产品进行进一步的技术开发、研制和生产。
镭射谷科技(深圳)有限公司的设立,极大地加强了中国境内用户的技术支持和服务。
镭射谷科技(深圳)有限公司的产品除在中国市场销售外,也批量销售到世界各地的市场。
LASERVALL公司拥有VIOLINOTM (微欧力诺™)品牌的红外光、绿光、紫光全频谱系列的光纤耦合全固态风冷半导体激光系统,公司产品技术领先、性能优越、应用广泛,在激光标记等工业应用领域享有世界声誉。
LASERVALL的产品已经全部通过国际权威的ISO9001的认证值得注意的是近年来发展起来的半导体激光器。
半导体激光器具有小型化、频率极高、与光纤良好耦合、易于调制等优良特性,因而具有广阔的应用前景。
要在不同产业中广泛应用激光制造技术,很大程度上要依赖于激光加工系统的性能与工艺。
欧、美、日及意大利一些国家在新光源、加工系统及工艺等方面的研究与开发就从未降温过。
随着激光工作物质的研究与开发、器件与单元技术的改进和创新,以高性能、宽波段、大功率为特征的激光取得了蓬勃的发展,如紫外光输出的KrF、ArF 准分子激光器、倍频激光器等。
尤其是高功率光纤激光的出现,使激光制造的移动式定位加工变得更加便利。
Violino™ DPSS全风冷半导体泵浦激光标记系统安装要求激光系统的现场安装要求:电源,接地,温度,湿度,电磁干扰,振动,水源,气源(1)、场地要求:镭射机应尽量选择安装在不小于10m2的独立封闭的操作室内。
地面水平、硬实、防震,门口粘贴激光防护标识。
如安装在流水线上,则需要根据现场情况,落实激光防护措施,包括粘贴激光防护标识。
E+L莱默尔OL80安装调试

CCD线型照像机OL 80
12、按向下键找到user defind.
•
返回目录
CCD线型照像机OL 80
13、按向下键,
•
返回目录
CCD线型照像机OL 80
14、按向上或向下键,将1改成6。
•
返回目录
CCD线型照像机OL 80
15、按确认键,给电眼做校正。之后显示屏会自动跳到
•
返回目录
CCD线型照像机OL 80
• 返回目录
CCD线型照像机OL 80
2,操作界面的进入:
在调整OL80时我们需要参考OL80的" SHOW CCD- SCAN" 中显示 的波形进行调整。具体操作如下:
• 返回目录
CCD线型照像机OL 80
1、找到同时按住确认键
和向上键
之后同时松开按键,之后屏幕显示:
•
返回目录
CCD线型照像机OL 80
(2),#7号参数,(edge1)检查内部参数 值是不是1,如果不是,修改方法如上。
•
返回目录
CCD线型照像机OL 80
(3),#13号参数(offset),检查内部参数值是不是0
如果不是,修改成0。
CCD线型照像机OL 80
•
返回目录
CCD线型照像机OL 80
(4), #17号参数(lens type),检查内部参数值是不是同调试 CCD镜头的焦距值相匹配。 例如:1 = 24 mm (OL 8024) 2 = 28 mm (OL 8028) 3 = 50 mm (OL 8050)
16、再找到user defind,
•
返回目录
CCD线型照像机OL 80
17、按确认键
Eagle60 维修保养培训手册

ASM Eagle60 PM 手册中文版(免收金币)Eagle60 維修保養培訓手冊目錄目錄.第 1 章工件台模塊.............................................................................................................. 1-.接地之檢查.....................................................................................................................................1-1加熱器之設定及校對.......................................................................................................................1-5加熱器電阻之檢查...........................................................................................................................1-6重置真空感應器...............................................................................................................................1-6升降台之檢查及調整(XYZ 方向) ......................................................................................................1-7後軌道啤鈴彈簧力度之檢查.............................................................................................................1-9引線框架在軌道滑動力度之檢查......................................................................................................1-9預熱塊高度之檢查及調整..............................................................................................................1-10後焊塊高度之檢查及調整..............................................................................................................1-11加熱塊高度之檢查及調整..............................................................................................................1-12加熱塊水平之檢查及調整..............................................................................................................1-13窗式夾具支架之檢查及調整...........................................................................................................1-14加熱塊Y 軸之檢查及調整..............................................................................................................1-16加熱塊方位之檢查及調整..............................................................................................................1-17索引爪鉗之設定.............................................................................................................................1-18工件台線圈之更換.........................................................................................................................1-19第 2 章調整及校對.............................................................................................................. 2-.線夾位置之檢查...............................................................................................................................2-1線夾縫隙之檢查...............................................................................................................................2-2線夾力度之校對...............................................................................................................................2-3焊頭位置之校對...............................................................................................................................2-6焊頭起始彈簧力度之檢查................................................................................................................2-8焊接力度之校對(感應器) .................................................................................................................2-9FORCE RATIO ADJUSTMENT.............................................................................................................2-12線拉緊器之清潔.............................................................................................................................2-14打火杆裝備之拆除及重新裝配.......................................................................................................2-15光学之設定...................................................................................................................................2-17換能器阻力之檢查.........................................................................................................................2-20線盤之設定...................................................................................................................................2-21線盤裝備之清潔.............................................................................................................................2-22添加器之更換及設定.....................................................................................................................2-23Eagle60 維修保養培訓手冊目錄第 3 章X. 工件台模塊......................................................................................................... 3-.X 及Y 軸線圈之更換及調整.............................................................................................................3-1X 及Y 軸加油及磨擦力測試之檢查..................................................................................................3-5X 及Y 線性馬達之更換及調整.........................................................................................................3-6X 及Y 馬達歸位及平行度之檢查及調整...........................................................................................3-7第 4 章線性編碼器之鑑定................................................................................................... 4-.X 及Y 線性編碼器之檢查及鑑定......................................................................................................4-1第 5 章機器之設定.............................................................................................................. 5-.光学系統基準點(攝像機偏距)..........................................................................................................5-1焊尖偏距........................................................................................................................................5-2 焊點中心........................................................................................................................................5-3 焦距偏離中心.................................................................................................................................5-3接觸搜索........................................................................................................................................5-4 圖像識別系統設定...........................................................................................................................5-4Eagle60 維修保養培訓手冊第1 章. 工件台模塊第 1 章. 工件台模塊接地之檢查.量測步驟. 圖示.以下(1)~(7)需將焊機的電源關掉、拔掉Monitor 電源線及拔掉SG (Spark Generator) 前面的白線(Wire Clamp):(1) 邏輯接地與基座接地.OPENEagle60 維修保養培訓手冊第1 章. 工件台模塊量測步驟. 圖示.(2) Window Clamp 接地與Wire(3) Window Clamp 接地與Wire Clamp 電容值<200pF(4) 將SG 前面的白線(Wire Spool) 與SG 後面的黑線(Ref) 電容值<200pF(5) Wire Clamp 的螺絲與Wire(6) Window Clamp 接地與SG 的接地.SHORTEagle60 維修保養培訓手冊第1 章. 工件台模塊量測步驟. 圖示.(7) Bond Head 與基座.SHORT以下(8)~(11)先將SG 前的Wire Clamp 、WireSpool 的線插回。
eCognition培训教材(可编辑)

eCognition培训教材易康eCognition培训教程目录1.多尺度分割.11.1创建一个新工程..21.2执行多尺度分割..51.3创建多重影像对象层101.4编辑均质标准..141.5利用专题层..162.分类..202.1利用昀邻近分类器进行分类..242.2利用隶属度函数分类302.3 利用继承和组层次结构372.4 创建一个复杂的类层次结构472.5 利用掩模技术及类间相关特征.512.6 基于分类的分割..573.样例工程..623.1创建一个多层工程62易康ECOGNITION工作流程..74天目创新 //0>. 易康eCognition培训教程欢迎学习易康eCognition培训指南,这个培训指南有三个模块,每个模块下的教程您都可以在指导者的帮助下练习。
教程的内容是基于日常工作中的常见问题而设计的,以易康eCognition关键应用和特征为范例,对完成基本的处理提供指导。
培训指南此指南一般是在德国 Definiens-Imaging 公司派出的专业指导者的指导下使用。
所有的指导者都是地学和易康 eCognition软件方面的专家,可以在培训过程中随时回答您提出的任何问题。
在教程结束后,您可以将培训教程带走,如果您乐意,您可以在页面上做笔记,这样有助于以后理解。
此指南仅限于易康 eCognition软件的核心应用部分。
在接受培训前,学生须对遥感基础知识进行自行掌握。
模块培训分为以下三部分,进行从分割到分类的全程讲授。
第一部分: 分割第二部分: 分类第三部分: 样例工程教程这个指南中的每一个模块都包含了一系列的手动练习,帮您熟悉软件和样例数据。
教程会有简要的介绍,紧接着再一步步地进行操作练习。
数据这个指南中的所有的教程都使用提供给您的样例数据。
培训完后,您可以利用指导者提供给您的样例数据重新练习一下。
请等指导者介绍完教程材料后再进行模块的练习。
开始练习接下来的教程,您就有机会利用易康 eCognition的一些工具进行练习了。
MMOG-LE Overview 培训教材

• 对于符合标准项目,应该包括证明 符合标准的客观证据和如何保持。
• 对于不适用的标准,应该包括定义 为不适用的原因以及所有用户相关 信息。
• 在初始评估过程中,评估员应该 在备注栏中对每个不适用标准记 录“不适用”原因。
• 必须包括用户的书面批准以便收 到不适用标准的分数信用。
• 第一个柱形图显示出,在评分总结 工作表中的评估日期之时,有多少 个标准是符合的。
• 柱形按分值(F3, F2, and F1)显示出 符合的和不符合标准的项目数量, 以及那些不适用或和“无目标日期” 的项目数量
• 后面的柱形显示的是,根据差距分 析中的目标日期,每个月月底相应 的状态。
Cindy Cheng QAD China
3)
Is the process documented in a procedure and/or work instruction that can be easily understood by all personnel,
including existing, new and backup employees (MMOG/LE 2.2.1)?流程有程序文件,作业指导书文档可以方便的让所有现
的长期、中期和短期需求进行比较。必须有一个流程以确保任何可能影响他们运作的风险 发生时,能快速的和客户沟通
领导层的信息
Bill Hurles Executive Director, GPSC
当今的汽车工业要求交货周期越来越短,物 料交付表现越来越可靠。要求供应链所有层 级的信息流动和产品流动更快,更灵活和更 有效比以往任何时候都明显。对已经使用 MMOG/LE自评工具的公司的追踪记录表明溢 价发运运费降低了,废品降低了,库存维持 成本降低及用户满意度提高了。
注塑培训Selogica基本操作ARBRUG注塑机培训
和機器規格,配備, 程序等相關.
參數鍵 訊息鍵用在文字
輸入選擇
和成型速 度,壓力, 時間,溫 度相關.
和監視,數據管理,圖 形等相關.
尋找錯誤參數 所在位置
電熱 馬達 慢速 降溫 歸零
試機
動作選擇鍵
警報消除 自動起動 Fra bibliotek料關模鍵
手動鍵
座進鍵
開模鍵 頂退鍵 頂出鍵
座退鍵 鬆退鍵 射出鍵 吹氣鍵
計量鍵
按訊息鍵,出現可以選擇的面板項目,配 合游標上下尋找,所需要記錄的項目.
選擇記 錄面板
一次儲存 指令
機台已有預設的基本面板表單
記錄方式
可以用磁碟片當印表機,儲存任一面板內容, 或根據選擇記錄面板一次儲存.
分解圖
注射方式選擇
螺桿由射出轉換保壓,可以選擇 容量(位置),或時間來完成.
保壓
保壓最多有十個 節點,可以運用.
紅色為過渡時間壓力 圖,橙色為過渡時間.
保壓分解圖
手動計量 背壓
負背壓乃是由機台主動出力
計量鬆退 冷卻
計量延遲可以延長螺桿壽命,也可以 減少漏料.
計量鬆退
V403是一個位置點,或相對於射出零點的 距離,而V412是相對於V403的長度.
射座沒有到達這個位置,是不允許射出的, 循環會在此中斷.
手調射嘴接觸力
油錶
調壓閥
射嘴接觸力
射嘴接觸力由軟體調整控制,非標準配備, 要加裝伺服閥及壓力感應器等.
射台後退
射出速度最多可以 設定五段不同速度.
射出
螺桿沒有到 達轉壓點,會 中斷循環.
射出監視
當成型時,螺桿沒有在t309監視時間內到達 V305轉壓點,則機台會根據f309選項來執行 中斷循環,並出現警報.
埃皮洛格:Zing激光刻印机操作手册说明书

EPILOG LASER16371 Table Mountain ParkwayGolden, Colorado 80403Phone 303-215-9171 - FAX 303-277-9669Machine Type: Zing Laser EngraverProcedure Title: Aligning the Laser BeamTools Required: # 1 Phillips Screw Driverwrench(Allen)Hex3/32engraverwithTarget,suppliedwastapeMaskingWARNING: This procedure requires that the laser be operated with the protective covers removed. While the laser power levels are reduced from those of normal operation, they are sufficient to inflict eye injury or burns.WARNING: The operator MUST ENSURE that all persons present during the performance of this procedure are equipped with adequate eye protection (Lexan safety glasses,eyeglasses or goggles), and that no one looks or places any part of his or her body into the path of the laser beam.Conventions:The right hand side of the machine is where the control panel is located. When facing the front of the machine, left is your left, and right is your right (toward the control panel).To make the process easier to understand the corners of the engraving area will be labeled as follows:Corner PositionLEFT FRONT 1LEFT REAR 2RIGHT FRONT 3RIGHT REAR 4The table positions shown above are sorted based on their distance from the laser tube.Because the laser beam diverges, or spreads out as it travels from the laser tube to the focal lens, the burn marks on the tape WILL get larger the further the lens is from the laser tube.There are 3 mirrors used to adjust the laser beam. These mirrors are shown in the picture below.These mirrors will be referred to throughout the alignment procedures.Mirror Position ControlledLaser Mirror #1 (lower) 1Laser Mirror #2 (Upper) 24*&Y-Axis3Mirror*Position #4 is on the same path as positions #2 and #3, thus when those positions arealigned, #4 will automatically fall into place.Pre-Alignment TestingThis portion of the alignment procedure determines if the laser and the Red Dot Pointer are in alignment. This is a critical step, as it allows us to use the Red Dot pointer as a visual reference and greatly limits the amount of time that the laser is operated with the side covers removed.1. Set up your Corel page so it is equal to the size of your table, 16x12 in this case.2. Create a small ¼ inch by ¼ inch black filled box in the Upper right hand corner of the page and sendthe job to the engraver with very low speed and very low power.3. Install the alignment target in to the lens carriage and place a small piece of tape over the surface ofthe target as shown in picture 1.Picture 14. Once the job is started, be prepared to press the stop button to disable the laser beam once the tapestarts to discolor. This will limit the amount of burning on the tape and make this process a little easier.5. Because each laser is different, you may need to experiment with power settings needed to mark thetape.6. Once the tape has discolored, depress the reset button to move the carriage back to the home position.Depress the “X/Y off” button to disable the axis. You can now move the X/Y carriage around the 4corners of the table.7. Depress the “Pointer” button to turn on the red dot pointer.8. Move the lens carriage to the lower right hand side of the engraver and inspect the position of the reddot compared to the position of the mark that the laser beam left on the tape. If the laser and the red dot are coaxial or aligned, the red dot will be over the mark left by the laser.9. If the red dot pointer is over the mark left by the laser, begin the alignment procedure at STEP #6 of theLaser Alignment Procedure. If the red dot is not over the mark left by the laser, start at STEP #1 of the Laser Alignment ProcedureLaser Alignment Procedure1. Remove the left hand side panel from the engraver. Do this by removing the 4 Phillips screws whichsecure the panel in place. These screws are shown in pictures 2a and 2b.Picture 2aPicture 2b2. Behind this panel you will find the laser tube. Attached to the end of the laser tube is the Red Dot pointer.The Red dot pointer is identified by the arrow shown in Picture 3.Picture 33. The red dot pointer is mounted in an adjustable ring. Around the outside of this ring are three adjustmentscrews. Picture 4 below shows the location of the Red Dot pointer adjustment screws.Picture 44. Use the adjustment screws located on the Red Dot mount to change the position of the Red Dot on thetarget. Make the necessary adjustments to move the Red Dot pointer over the top of the mark left by the laser. Picture 4 below shows which direction you can expect the red dot to move based on the adjustment screw selected and the direction that it is turned.Picture 4*The White Dot denotes the screw that is beingturned and the white arrow indicates the direction thatthe screw is turned. The image to the right, with the black arrowacross the target indicates which direction the red dot will moveNote: Turning the screw in very small increments is all that is needed to move the pointerconsiderably. Over-turning a screw can result in moving the red dot completely off of the lens target.5. The laser and the Red Dot pointer are now aligned.Throughout the rest of this procedure the Red Dot pointer will be used as a visual reference to aid in the alignment process. There should be no need to operate the laser to complete the remainder of this procedure.6. Invoke the Red Dot pointer by depressing the “Pointer” button on the engravers display panel and makesure to remove the tape from the target that was used previously to check the alignment with the burn. 7. Disable the X/Y axis by pressing “X/Y OFF” button. This will allow you to move the lens carriage aroundthe engravers table by hand.8. Directly to the right of the Laser/Red Dot assembly is the periscope. This periscope contains Mirror #1and Mirror #2. The periscope is shown in picture 6 below and is identified by the arrow.Picture 69. Mirror 1 is identified in picture 7 below.Picture 710. On the back of each mirror mount are three 3/32 Allen (Hex) screws. The adjustment screws for mirror 1are shown in the picture 8 below.Picture 811. Move the lens carriage to table Position #1 and verify the location of the red dot pointer on the target. Ifthe red dot is not aligned to the center of the target, use the Mirror # 1 and the diagram below to adjust the red dot pointer until it is aligned to the center of the target. The red dot need only be in the inner ring of the target, like what is shown in Picture 9 below.Picture 912. The next step is to verify the alignment in all 4 corners of the table. Slowly move the lens carriage fromPosition #1 to Position #2, observing the location of the red dot pointer on the target. The red dotpointer should stay within the center ring of the target. If the red dot pointer is not aligned in Position #2, use the Mirror #2 and the diagram below, Picture 10, to align the red dot to the center of the target.Picture 10Note: If an adjustment was made to mirror #2, you must go back to Position #1 and recheckthe alignment at that position and make any necessary adjustments. You will then recheckand align Position #2 and Position #1 again, alternating between the two positions andrechecking alignment and adjusting each positions corresponding mirror until both positions are aligned13. Move the X-axis assembly back to position 1 and verify that the Red Dot pointer has not moved from thecenter of the target. If the Red dot is in the center proceed to the next step. If the red dot pointer is not in the center of the target return to step 11 and realign for position 1.14. Next, move the lens carriage to Position #3 on the table and check the alignment of the red dot on thetarget. If the red dot is not in the center at this position, use Steering Mirror #3 and the diagram below,Picture 11, to adjust the red dot pointer to the center of the target.Steering Mirror Adjustment DiagramPicture 1115. Once Position #3 is aligned you can remove the target from the lens carriage and reset the engraver andproceed to run your jobs.If you are still having difficulty or uneven engraving either from the top to bottom or left to right, or if you have any question, please contact Epilog’s Technical Support at the numbers listed below.Phone 303.215.9171Fax 303.531.7594**************************。
ESI 5330培训教材解读

T2 x defines a tool diameter
Program Command
G0 G1 G2 G3 P0 P1 I J X Y
rapid move profile move clockwise arc counterclockwise arc start cutting end cutting center of arc (x) center of arc (Y) X coordinate Y coordinate
各种光线的区分
一般光可分为: 红色,橘色,黄色,绿色,青色,蓝色,紫色 波长:0.76um--------------------0.38um 红外线的波长:0.75um—1mm UV: 紫外线的波长,0.18um—0.4um
激光对物体的反应
激光
部分被反射
部分被吸收
部分穿透
FR4,Cu,Glass对光的吸收
Laser程序制作
设计CAD(dxf文件) ESI CAM转化 laser程序
*bas文件
包含 1.Drill和rout的命令 2.基准点坐标 3.钻孔和外形坐标,一个基准块
*900文件
包含 1.重复*bas文件的基准块 2.以及基准点
程序调试
将设计制作好的laser程序(*bas和*900文件)拷 贝到机器里,并设定参数文件(*td文件),组合成 *app文件.整个程序制作完成.
基准点设置
压好base的板钻孔,一般整张设置两个,这样有利于底片的对位,提高效率, 不用剪小底片. 例如:
基准点设置
对于尺寸要求高的,一般设置4个 例如有ZIF尺寸要求的:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如果角色不存在,请添加角色。
Huawei Symantec Technologies Co., Ltd.
page 27
典型操作指导—查看日志审计的告警
步骤4:添加用户。 如果用户已存在,且已经属于步骤3的角色,可跳过此步。如果用户已
存在,但是不属于步骤3的角色,单击 ,将角色添加给用户。如果用户不
步骤1:以管理员账号admin登录eLog。
步骤2:选择“系统管理-> 设备管理”,添加非Eudemon/USG设备( 以Apache应用服务器为例)。
Huawei Symantec Technologies Co., Ltd.
page 26
典型操作指导—查看日志审计的告警
步骤3:选择“系统管理->用户/角色管理”,如果角色已存在,单击要 管理Apache设备的角色右侧的 ,修改角色管理的设备类型和型号。
步骤1:以管理员账号admin或新创建的操作员账号登录eLog。 步骤2:选择“策略管理->会话->归并策略设置”。
Huawei Symantec Technologies Co., Ltd.
page 24
典型操作指导—摒弃不关注的Eudemon/USG防 火墙日志
如果您想要采集器只采集您关注的日志,您可以设置过滤策略,摒弃不 关注的Eudemon/USG防火墙日志。注意:被过滤掉的日志将无法在
page 18
典型操作指导——设置用户密码策略
为了保障系统用户的密码安全,可设置用户的密码策略,提高密码的 复杂度,以增强系统的安全性。
步骤1:以管理员账号admin登录eLog。
步骤2:选择“系统管理->系统配置->系统用户密码强度配置”。
Huawei Symantec Technologies Co., Ltd.
Huawei Symantec Technologies Co., Ltd.
page 6
登录系统
步骤2:上传License。
首次登录完成后请立即修改管理员密码。
Huawei Symantec Technologies Co., Ltd.
page 7
初始化配置
在进行初始化配置前,请确保已在设备侧完成了日志发送功能的配置, 包括:
操作日志记录eLog系统的用户在使用eLog过程中进行的操作,包括 登录、登出、查询日志、设置策略等。审计员可以通过操作日志了解系
统用户的行为。
步骤1:以审计员账号auditor登录eLog。 步骤2:选择“系统管理->操作日志”。
Huawei Symantec Technologies Co., Ltd.
1、调整设备的时区和时间与日志采集器的时区和时间一致。
2、确认设备侧的日志记录功能已开启。 3、配置日志接收主机的IP地址和端口。 4、配置日志发送源接口。 详细的配置方法请参见《Secospace eLog 日志管理系统 产品文档》-> 操作指南和设备侧的相关配置手册。
Huawei Symantec Technologies Co., Ltd.
Huawei Symantec Technologies Co., Ltd.
page 21
典型操作指导—设定最大登录次数和锁定时长
设定最大登录次数之后,当用户登录次数超过此次数,用户账号即被 锁定,在“锁定时长”里,用户无法再登录,除非由管理员为其解除锁
定。可以进一步保障系统的安全,避免非法用户强力破解用户密码。
page 20
典型操作指导——定位访问者(NAT追踪)
通过查询防火墙的会话日志,您可以通过NAT后的源IP和目的IP定位到 发起会话的源IP,达到监控内部用户上网行为的目的。
பைடு நூலகம்
步骤1:配置防火墙发送二进制日志到日志采集器(配置方法请参见《
Secospace eLog 日志管理系统 产品文档》->操作指南)。 步骤2:以创建的操作员用户账号登录eLog。 步骤3:选择“日志审计->会话查询”。
成的报表时,需要设置邮件服务器。
Huawei Symantec Technologies Co., Ltd.
page 14
初始化配置
步骤7:设置会话时间和审计事件转储策略。 为了节省存储空间,请及时将会话事件和审计事件进行转储。
Huawei Symantec Technologies Co., Ltd.
page 8
初始化配置
步骤1:添加日志采集器。 需要首先将日志采集器添加到系统中,eLog系统才能对设备的日
志进行管理。
Huawei Symantec Technologies Co., Ltd.
page 9
初始化配置
步骤2:添加设备。 在此,您可以将需要管理的设备全部添加到系统中,IP地址必须在
存在,请添加用户。
Huawei Symantec Technologies Co., Ltd.
page 28
典型操作指导—查看日志审计的告警
步骤5:以管理员或操作员账号登录eLog。 步骤6:选择“策略管理->日志审计->设置审计策略”,设置审计策略。
Huawei Symantec Technologies Co., Ltd.
文档密级 :
eLog快速入门培训
Huawei Symantec Technologies Co., Ltd.
Huawei Symantec Confidential
2014-6-26
目录
• • • • • 角色介绍 申请License 登录系统 初始化配置 典型操作指导
Huawei Symantec Technologies Co., Ltd.
page 11
初始化配置
步骤4:添加用户。 将具有不同设备权限的角色分给用户,控制用户对设备的管理权
限。
Huawei Symantec Technologies Co., Ltd.
page 12
初始化配置
步骤5:设置日志转储策略。 您可配置在线日志存储空间的存储天数和磁盘使用率,当超过阈
值时,系统自动将日志转存到转储空间。您也可以进行手动转储。转储
page 4
申请License
步骤2:单击“copy”,将ESN码拷贝到文本文档中粘贴。 步骤3:从发货附件中找到License授权证书,从证书上获取LAC码。
步骤4:将ESN码和LAC码一起发送到license@
华为赛门铁克技术支持工程师收到您的邮件后会尽快处理,并 将License发送到您的邮箱。
日志采集器的管理域范围之内。
Huawei Symantec Technologies Co., Ltd.
page 10
初始化配置
步骤3:添加角色。 角色介于设备和用户之间,将管理不同设备的权限赋予不同的角色,
再将具有不同设备权限的角色分给不同的用户,实现不同的用户分类管理
不同的设备。
Huawei Symantec Technologies Co., Ltd.
page 29
典型操作指导—查看日志审计的告警
步骤7:当设备上有符合审计规则的日志产生时,以步骤4创建的操作员 用户登录eLog,选择“告警->告警查询”,设置查询条件可查询到日志审
计告警信息。
Huawei Symantec Technologies Co., Ltd.
page 30
日志存储空间也可设置预警阈值,当超过预警阈值时,系统将提醒您进 行日志备份,当未处理导致超过滚动存储阈值时,系统自动覆盖最旧的 日志数据。
Huawei Symantec Technologies Co., Ltd.
page 13
初始化配置
步骤6:设置邮件服务器。 当需要通过Email方式发送系统的告警信息以及报表任务中定时生
角色介绍
用户角色遵循三权分立原则,系统角色可以分为管理员,审计员, 操作员,一个用户只能属于一类角色。
管理员: 负责系统的维护,包括采集器管理,用户管理,设备管理 和默认策略的设置 审计员: 对系统的用户操作进行审计,查看系统的操作日志。。
操作员: 执行具体业务操作的用户角色。包括报表任务定制,报表 查询,日志查询,告警监控等业务功能
page 19
典型操作指导—查看存储空间的使用情况
通过定期查看存储空间使用情况,可了解当前在线日志和转储日志的存 储情况,当磁盘空间不足时能够及时进行处理,避免由于磁盘空间不足
造成日志丢失。
步骤1:以管理员账号admin登录eLog。 步骤2:选择“系统管理->系统配置->日志转储策略设置”。
Huawei Symantec Technologies Co., Ltd.
步骤2:选择“系统管理->用户/角色管理”。
Huawei Symantec Technologies Co., Ltd.
page 23
典型操作指导——归并相同的会话
防火墙会话日志量很大,为了减少日志量,您可以配置防火墙会话日 志的归并策略,将指定时间内的相同条件的会话日志合并为一条,以节
省存储空间。
系统日志记录eLog系统运行过程中 产生的日志,当系统运行出现问题 时,可通过系统日志初步定位系统的故障。
步骤1:以管理员账号admin登录eLog。
步骤2:选择“系统管理->系统日志”。
Huawei Symantec Technologies Co., Ltd.
page 17
典型操作指导——查询操作日志
Huawei Symantec Technologies Co., Ltd. page 3
申请License
步骤1:从eLog 日志管理系统的安装光盘中找到ESN(Equipment Serial Number)码获取工具“GetESN.exe”,拷贝到要安装日志