连接板冲孔机操作视频说明-连接板冲孔机详细介绍
打孔机操作说明书
打孔机系统说明书燕山大学一、主体设备(1)打孔机设备(2)打孔机设备控制柜二、运行方式(1)打孔机自动工作方式;(2)打孔机手动工作方式。
三、生产线启停及运行操作(1)闭合位于打孔机控制柜右侧的开关,“电源指示灯”亮,“运行指示灯”亮。
触摸屏进入产品欢迎界面。
如图1所示:图1 产品欢迎界面(2)点击触摸屏,进入冲头针数界面选型界面。
如图2所示(1)、(2):(1)(2)图2 冲头针数设置界面(1)、(2)(1)界面可以对冲头针数进行设置。
按下针数设置后的输入数字键,触摸屏弹出界面(2)输入针数点后,按下ENT键。
返回界面(1),按下步长选择键,进入步长选择界面、进行后续操作。
(最大针数设置为100次)(ESC键为取消键、CLR为清除键、ENT为确定键)(3)步长选择界面如图3所示:图3 步长选择界面本界面提供步长为1.5mm-12.50mm的23种产品。
例如:如需要选择步长为3.5mm的产品。
则按下触摸屏中3.50按钮,按钮变亮则视为已经选择步距3.5的产品。
(注意:如已经选择一个型号产品,继续按下其他的产品按键则系统自动跳转到下一产品的步距。
)选择产品后,按生产界面按钮。
进入生产界面(5)生产界面如图4所示:图4 生产界面本界面可以设置打孔机的生产速度(单位次/分钟,最大速度500次/分钟)。
设有产品清零按键,同时可以显示目标产量和当前产量。
按下目标产量后面的数字键盘和生产速度后面的数字键盘弹出图5界面:图5 产品设置界面输入目标产量后、按ENT键。
输入速度后、按下ENT键、返回图4生产界面。
按下速度确认键。
按操作界面按钮,进入操作界面。
如需参量清零,则按下产量清零键。
(6)操作界面如图6所示:图6 操作界面1、操作界面能分别对打孔机进行回原点、手动回原点、连续打孔、连续引带、正向引带、反向引带。
2、若开关在自动位置,按下启动按钮。
冲孔机开始工作(步距为产品选择界面所选产品型号)按下停止按钮,冲孔机停止。
冲孔机床的故障诊断与维修方法

冲孔机床的故障诊断与维修方法冲孔机床是一种用于冲压加工的设备,常常在金属加工行业中使用。
然而,由于长时间的使用或操作错误,冲孔机床可能会发生故障。
故障的及时发现和维修对于保证冲孔机床的正常运行和延长设备的使用寿命非常重要。
本文将详细介绍冲孔机床故障的常见类型,并提供相应的故障诊断与维修方法。
一、冲孔机床的故障类型1. 电器故障:冲孔机床的电器系统可能会出现各种故障,例如传感器故障、电路板故障、电机故障等。
这些故障会导致设备停机、无法正常工作或工作效率低下。
2. 机械故障:机械部件的故障是冲孔机床常见的问题。
例如,滑块卡住、导轨损坏、曲柄轴断裂等故障会导致设备无法正常运转。
3. 液压故障:冲孔机床采用液压系统控制工作过程,液压系统的故障将直接影响到设备的正常工作。
液压泵、液压阀、油缸等部件的损坏或泄漏都可能引起设备故障。
二、冲孔机床故障的诊断方法1. 观察法:使用者可以通过仔细观察冲孔机床的工作状态来初步确定故障原因。
例如,如果设备无法启动,可能是电源故障或电路板故障;如果设备工作很慢,可能是液压系统故障或电机问题。
有效的观察和分析是诊断故障的基础。
2. 测试仪器法:使用合适的测试仪器可以帮助诊断冲孔机床故障。
例如,万用表可用于测试电路板和电动机的电压、电流,振动测试仪可以检测设备是否存在机械问题。
使用测试仪器需要专业知识和技能,因此建议由专业维修人员进行操作。
三、冲孔机床故障的维修方法1. 电器故障的维修:对于电器故障,首先需要检查设备的电源是否正常。
如果电源正常,可以通过检查电路板和传感器等部件的连接情况,修复断开的连接或更换损坏的部件。
对于电机故障,可以调整电机的参数或更换电机。
2. 机械故障的维修:机械部件故障需要进行维修和更换。
首先,需要仔细检查设备的导轨、滑块等部件是否有损坏或卡住的情况。
对于卡住的部件,可以使用适当的工具和润滑剂进行清洁和修复。
对于严重损坏的部件,则需要更换新的零件。
后下拖钩连接板冲压模具毕业设计
冲压模具毕业设计摘要本次毕业设计中设计了一套冲孔﹑落料的模具。
经过查阅资料,首先对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序,通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。
再分析对冲压件加工选择所需设计的模具。
确定将设计的模具类型后,将模具的各工作零部件设计过程表达出来。
在文档中第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件进行工艺分析,完成工艺方案的确定。
第二部分,对零件排样图的设计,完成材料利用率的计算。
再进行冲裁工艺力的计算和冲裁模工作部分的设计计算,为选择冲压设备提供依据。
最后设计主要零部件和选择标准件,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具各零件图和装配图。
本次设计阐述了冲压倒装复合模的结构设计及工作过程。
本模具性能可靠,运行平稳,提高了产品质量和生产效率,降低了劳动强度和生产成本。
关键词:冲压落料冲孔复合模结构设计ABSTRACTThis design carries on blanking, the piercing progressive dies design.The article has briefly outlined the press die at present development condition and the tendency.It has carries on the detailed craft analysis and the craft plan determination to the product.According to general step which the press die designs, calculated and has designed on this set of mold main spare part, for example: The punch, the matrix, the punch plate, the backing strip, the matrix plate, stripper plate, stop pin, pilot pin andso on.The die sets uses the standard mould bases, has selected the appropriate press equipment.In the design has carries on the essential examination computation to the working elements and the press specification.In addition, this die employs the finger stop pin and the hook shape stop pin.The mold piercing and blanking punch are fixed with the different plates separately in order to coordinate the gap cenveniently; The piercing matrix and blanking matrix are fixed by the overall plate.Fell in the blanking punch is loaded by pilot pin, guarante the relative position of the hole and the contour , increase the processing precision.This structure may guarantee the die move reliably and the request of mass production.KEY WORDS: PROGRESSIVE DIES; PRESS MOLD; STANDARD DIE SETS; PRESS EQUIPMENT; EXAMINATION;PIERCING;BLANKING前言模具是现代化的生产重要工艺装备,在国民经济的各个部门都越来越多地依模具来进行生产加工,越来越引起人们的重视,模具也趋向标准化。
冲压模具设计作业之连接板设计
设计题目零件名称:连接板生产批量:大批量材料及厚度:10,1mm冲裁工艺分析冲裁件的工艺性是指从冲压工艺方面来衡量设计是否合理。
一般的讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该件的冲压工艺性好,否则,该件的工艺性就差。
当然工艺性的好坏是相对的,它直接受到工厂的冲压技术水平和设备条件等因素的影响.以上要求是确定冲压件的结构,形状,尺寸等对冲裁件工艺的实应性的主要因素.根据这一要求对该零件进行工艺分析.几何形状该冲裁件外形简单,形状规则,且成几何中心对称.最小孔距、孔边距经计算零件的孔边距为5.75mm大于最小孔边距1。
5t=1.5x1=1。
5mm、孔距为40mm 明显足够,所以零件适合冲裁.冲孔最小尺寸查表3-8(参考文献[1])冲孔最小尺寸为1.3t=1.3x1=1.3小于ф8。
5,即得此孔能够冲出。
冲裁件的精度和断面粗糙度由于零件内外形尺寸均未注公差,属自由尺寸,可按IT14级确定工件尺寸公差,经查公差表得各尺寸公差分别为:零件外形尺寸:2014零件内形尺寸:8。
5材料10钢属于碳素钢,查附表1(参考文献[1])可知其屈强比较小,延伸率较高,具有良好的冲压性能。
结论:此零件适合冲裁确定冲压工艺方案确定方案就是确定冲压件的工艺路线,主要包括冲压工序数,工序的组合和顺序等。
确定合理的冲裁工艺方案应在不同的工艺分析进行全面的分析与研究,比较其综合的经济技术效果,选择一个合理的冲压工艺方案。
方案种类该零件包括冲孔,落料两个基本工序,可以采用以下三种方案:(1)先落料再冲孔采用单工序模生产(2)落料—冲孔复合冲压采用复合模生产(3)冲孔—落料连续冲压采用级进模生产方案的比较与分析方案(1)模具结构简单,但需要两道工序,两套模具才能完成零件的加工,且生产效率较低,难以满足零件大批量生产的需求,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣,达不到所需的要求,难以满足生产需要。
连接板冲孔落料级进模课程设计.

课程设计任务书课程设计题目:连接板冲孔落料级进模学院:专业:学生姓名:学号:指导老师:目录摘要.................................................... (2)一课程设计题目.................................................... .4二冲裁件的工艺性计题目 (4)三模具的结构与工序安排,冲件 (5)四根据模具类型画排样图,计算材料利用率 (5)五冲,推,卸料力的计算................................................... .. (7)六选择冲压设备................................................... .. (8)七压力中心的计算................................................... . (9)八凸凹模工作刃口计算................................................... (10)九冲裁模主要零部件的结构设计 (12)总结.................................................... (15)参考文献 (16)摘要目前,模具的设计特别是冲压模具的设计在现代化制造行业起着越来越重要的作用。
本次设计是从零件的工艺性分析开始,根据工艺要求确定设计的基本思路。
在分析冲压变形过程及冲压件质量影响因素的基础上,经过方案比较,选择级进模作为该模具工艺生产方案。
然后设计模具的工作部分,即凸、凹模的设计。
包括冲压工艺计算、工艺方案制订和冲模设计以及典型零件的工艺分析。
设计中涉及冲压变形过程分析、冲压件质量及影响因素、间隙确定、刃口尺寸计算原则和方法、排样设计、冲压力与压力中心计算、冲压工艺性分析与工艺方案确定、冲压典型结构、零部件设计及模具标准应用、冲压模具设计方法与步骤等。
数控连接板冲孔机操作规程

数控连接板冲孔机操作规程数控连接板冲孔机操作规程一、安全操作规程1. 操作人员必须熟悉连接板冲孔机的工作原理和结构,掌握操作技能,并具备一定的机械和电气知识。
2. 操作人员必须穿戴好工作服和安全鞋,并佩戴好安全帽和防护眼镜。
3. 在操作之前,必须检查连接板冲孔机的各个部位是否正常,特别是液压系统、电气系统和机械部件。
4. 在操作过程中,不得随意触摸机床的运动部位,如滚轴和机械手等。
5. 遵守机床操作规程,严禁擅自操作或调整机床的参数和设置。
6. 在停机或调整机床参数之前,必须将连接板冲孔机的电源关闭,并进行机床和设备的保养和维护。
7. 不准将普通的工具、设备或工作件置于连接板冲孔机上,以免造成机器损坏或人身伤害。
二、操作规程1. 开机前,检查连接板冲孔机的润滑油是否充足。
如不足,必须加注润滑油。
2. 连接板冲孔机开机后,先进行空载试运转,检查机械部件是否运行正常。
3. 根据冲孔模具的尺寸和冲孔要求,设置好冲孔数据和参数。
在设置过程中,应仔细核对参数,确保准确无误。
4. 将待冲孔的连接板放到工作台上,调整好位置,使用夹具固定。
5. 打开连接板冲孔机的液压系统,使机械手下降到冲孔位置并进行冲孔动作。
6. 冲孔完成后,通过观察连接板的质量,检查冲孔结果是否符合要求。
7. 若冲孔结果不合格,需要调整冲孔参数或更换冲孔模具,然后重新进行冲孔操作。
8. 冲孔完成后,关闭液压系统,将机械手回到起始位置。
9. 关闭连接板冲孔机的电源,进行设备的保养和维护。
三、事故处理规程1. 若发生连接板冲孔机的液压系统故障,应立即关闭液压系统,并联系维修人员进行检修。
2. 若发生连接板冲孔机的电气系统故障,应立即关闭电源,并联系维修人员进行检修。
3. 若发生连接板冲孔机的机械部件故障,应立即停机,并联系维修人员进行检修。
4. 在处理事故时,除维修人员外,其他人员不得擅自进行维修或拆卸机床。
5. 在事故处理完毕后,必须进行相关记录和报告,以便后续的维修和改进。
数控连接板冲孔机性能参数操作流程【干货技巧】
以下为数控连接板冲孔机性能参数操作流程,一起来看看吧。
数控连接板冲孔机主要用于输变电铁塔、通讯铁塔或钢结构加工中的连接板加工,以及其他机械行业中对平板类材料,进行冲孔和打钢印。
液压冲孔机组成:由主机、X,Y轴工作台、液压系统、电气控制系统等组成。
液压冲孔机性能特点:C型钢板焊接结构机身,刚性好,经过回火时效处理,使用寿命长,机身不变形。
X轴及Y轴运行由伺服电机及精密滚珠丝杠驱动,加工精度高,运行稳定。
工件由滚球工作台支撑,滑动阻力小。
整套系统的故障报警系统非常完善,可以指出出现故障的具体位置及可能的故障原因。
1、定位板长度该参数规定了原点定位板的长度,主要用于工件预演,应与自动编程LISP程序中变量LL 的定义一致。
2、X轴最大范围当工件上任意一孔的X坐标超过此参数时,则在下传程序的过程中,系统将自动插入重定位指令,实现重定位功能。
3、定位速度即自动方式下的运行速度。
设置不能超出速度限幅。
4、手动速度手动速度的设置也不能超出手动速度限幅。
5、上料停车位置即程序运行结束后等待卸料的X、Y轴地址,应根据工件的大小来设置停车位置。
6、夹钳1、2位置即两个夹钳左侧距定位板的距离,此参数仅供预演使用。
7、冲孔压料延时用作更改冲孔过程中压料的延时时间, 此参数应根据实际情况来设置。
1)模具参数2)模具直径应设置为与实际安装的各个工位模具直径一致。
8、模具偏移由于每个工位的模具被定位后的中心可能不一致,在同一位置由不同模具冲出的孔可能会有偏差,可以根据测量出的差值设置这项偏移参数。
当冲孔坐标偏大,则应减小相应偏移值。
结构及原理:结构冲孔机一般由以下两部分组成:(1)工作部分(上下模,机具);(2)动力部分(液压泵或手动)。
若是液压冲孔机则还包含工作油缸,气动冲孔机包含气缸。
工作原理冲孔机的工作原理是将原材料安装在工作机具平台上后,在动力机构(手动驱动或液压驱动)的驱动下,冲孔模具作用在材料上,从而完成冲孔作业。
空气滤清器连接板冲孔、冲槽、落料复合模设计

摘要本设计为一垫板的冷冲压模具设计,根据设计零件的尺寸、材料、批量生产等要求,首先分析零件的工艺性,确定冲裁工艺方案及模具结构方案,然后通过工艺设计计算,确定排样和裁板,计算冲压力和压力中心,初选压力机,计算凸、凹模刃口尺寸和公差,最后设计选用零、部件,对压力机进行校核,绘制模具总装草图,以及对模具主要零件的加工工艺规程进行编制。
其中在结构设计中,主要对凸模、凹模、凸凹模、定位零件、卸料与出件装置、模架、冲压设备、紧固件等进行了设计,对于部分零部件选用的是标准件,就没深入设计,并且在结构设计的同时,对部分零部件进行了加工工艺分析,最终才完成这篇毕业设计。
关键词:模具;冲裁件;凸模;凹模;凸凹模ABSTRACTThe design for a plate of cold stamping die design, according to the size of the design components, materials, mass production, etc., the first part of the process of analysis to determine the blanking process planning and die structure of the program, and then through the process design calculations, determine the nesting and cutting board, calculate the pressure and pressure washed centers, primary presses, computing convex and concave Die Cutting Edge dimensions and tolerances, the final design selection of parts and components, to press for checking, drawing die assembly drawings, as well as Mold processing technology of the main parts to the preparation procedures. In which the structural design, primarily to the punch and die, punch and die, positioning parts, unloading and out of pieces of equipment, mold, pressing equipment, fasteners, etc. has been designed, for the selection of some components are standard parts , there is no in-depth design, and structural design, while some parts for the processing process analysis and ultimately to complete this graduation project.Key words mold; stamping parts; punch; die; punch and die目录1 前言 (5)1.1未来冲压模具制造技术发展趋势 (5)1.2 模具技术发展的几个特点 (6)1.2.1 以计算机为中心 (6)1.2.2 模具设计水平高 (6)1.2.3 生产设备先进 (6)1.3 我国锻压工业的现状及发展对策 (7)2 零件工艺性分析 (8)2.1 冲裁工艺性 (8)2.1.1 结构与尺寸 (8)2.1.2 精度 (8)2.1.3 材料 (9)3 确定冲裁工艺方案 (10)3.1 工序性质与数量的确定 (10)3.2 工序顺序的确定 (10)3.3 工序组合方式的确定 (10)4 确定模具总体结构方案 (11)4.1 模具类型 (11)4.2 操作与定位方式 (11)4.3 卸料方式与出件方式 (11)4.4 模架类型及精度 (11)5 工艺与设计计算 (12)5.1 排样设计与计算 (12)5.2 计算冲压力与压力中心,初选压力机 (13)5.2.1 计算工艺力 (13)5.3 计算凸、凹模刃口尺寸及公差 (15)6 设计选用模具零部件、绘制模具总装草图 (18)6.1 确定凸、凹模结构形式,计算凹模轮廓尺寸及凸模结构尺寸 (18)6.1.1 凹模设计 (18)6.1.2 凸模设计 (18)6.2 设计选用定位零件 (19)6.3 卸料与出件装置 (19)6.3.1 固定卸料装置 (20)6.4 模架及零件 (21)6.4.1 模架 (21)6.4.2 其它支承与固定零件 (23)6.4.3 紧固件:螺钉与销钉的选用 (25)7 确定冲压设备 (29)8 模具的装配 (30)8.1 复合模的装配 (30)8.2 凸、凹模间隙的调整 (30)9 重要零件的加工工艺过程编制 (32)10 结论 (35)致谢 (36)参考文献 (37)1 前言随着国民经济的高速发展,市场对模具的需求量不断增长。
自动冲孔机操作规程
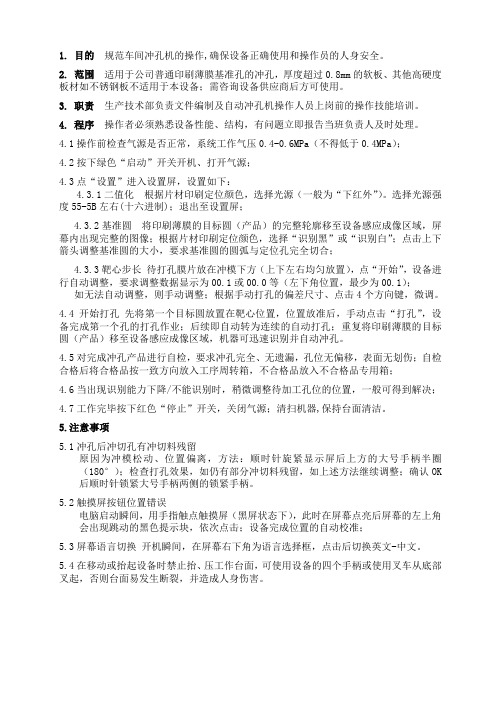
1. 目的规范车间冲孔机的操作,确保设备正确使用和操作员的人身安全。
2. 范围适用于公司普通印刷薄膜基准孔的冲孔,厚度超过0.8mm的软板、其他高硬度板材如不锈钢板不适用于本设备;需咨询设备供应商后方可使用。
3.职责生产技术部负责文件编制及自动冲孔机操作人员上岗前的操作技能培训。
4.程序操作者必须熟悉设备性能、结构,有问题立即报告当班负责人及时处理。
4.1 操作前检查气源是否正常,系统工作气压0.4-0.6MPa(不得低于0.4MPa);4.2 按下绿色“启动”开关开机、打开气源;4.3点“设置”进入设置屏,设置如下:4.3.1二值化根据片材印刷定位颜色,选择光源(一般为“下红外”)。
选择光源强度55-5B左右(十六进制);退出至设置屏;4.3.2基准圆将印刷薄膜的目标圆(产品)的完整轮廓移至设备感应成像区域,屏幕内出现完整的图像;根据片材印刷定位颜色,选择“识别黑”或“识别白”;点击上下箭头调整基准圆的大小,要求基准圆的圆弧与定位孔完全切合;4.3.3靶心步长待打孔膜片放在冲模下方(上下左右均匀放置),点“开始”,设备进行自动调整,要求调整数据显示为00.1或00.0等(左下角位置,最少为00.1);如无法自动调整,则手动调整;根据手动打孔的偏差尺寸、点击4个方向键,微调。
4.4 开始打孔先将第一个目标圆放置在靶心位置,位置放准后,手动点击“打孔”,设备完成第一个孔的打孔作业;后续即自动转为连续的自动打孔;重复将印刷薄膜的目标圆(产品)移至设备感应成像区域,机器可迅速识别并自动冲孔。
4.5 对完成冲孔产品进行自检,要求冲孔完全、无遗漏,孔位无偏移,表面无划伤;自检合格后将合格品按一致方向放入工序周转箱,不合格品放入不合格品专用箱;4.6 当出现识别能力下降/不能识别时,稍微调整待加工孔位的位置,一般可得到解决;4.7 工作完毕按下红色“停止”开关,关闭气源;清扫机器,保持台面清洁。
5.注意事项5.1冲孔后冲切孔有冲切料残留原因为冲模松动、位置偏离,方法:顺时针旋紧显示屏后上方的大号手柄半圈(180°);检查打孔效果,如仍有部分冲切料残留,如上述方法继续调整;确认OK 后顺时针锁紧大号手柄两侧的锁紧手柄。
浅析PP103数控液压冲孔机拓展钻孔功能
浅析PP103数控液压冲孔机拓展钻孔功能作者:荆良来源:《科学与财富》2016年第34期(唐山电力建筑安装有限公司河北唐山063000)摘要:近年来随着科技的不断进步,人们的正常生活和工业生产,对电能的需求和供电可靠性的要求越来越高,对输电线路铁塔的制造标准也越来越高,在铁塔加工中,铁塔的加工质量直接影响电力线路运行的可靠性,本文从铁塔生产过程着手,对铁塔生产设备PP103数控液压冲孔机,进行改进完善增加新的功能入手,对PP103数控液压冲孔机的改进进行研究分析。
PP103数控液压冲孔机是铁塔加工中不可缺少的加工设备,如何充分利用好,发挥好它的最大效能,提高加工精度,改进扩展出一些原PP103数控液压冲孔机不具备的新功能,在此与各位同行进行探讨,并对PP103数控液压冲孔机增加半自动数控钻进行分析探讨。
关键词:PP103数控液压冲孔机,联办板,CAD放样软件,磁力钻PP103数控液压冲孔机广泛应用于铁塔加工等行业,PP103数控液压冲孔机加工能力为:工件厚度范围6-25mm,最大工件尺寸1500X770 mm,虽然加工厚度可达25 mm,但在铁塔加工中,钢板厚度在12 mm及以上要求钻孔,钻孔孔距误差为±0.5mm。
对于12 mm及以上厚度钢板只能用传统的钻床钻孔,而且随着电力行业的飞速发展,电压等级由过去的110KV、220KV、已发展到目前的500KV等特高压等级,随着电压等级的提高,铁塔塔高也相应的增高,主材加大,连接板的厚度也相应增厚,需要钻孔的联板也相应的增多,对联板上孔的定位精度也相应的提高了,手工钻孔的流程是,钻孔前需要将铁塔联板的样板(铁塔加工前根据铁塔图纸用CAD铁塔放样软件放样,做出铁塔小票既角钢单件图和联板1:1联板图,打印出来,用薄铁板做成和所加工的联板一样大小的样板),样板上有孔的大小、孔的位置、件号、数量等信息,然后平铺在钢板上画出联板的形状,然后用剪板机或气割(钢板厚度1-13mm用剪板机剪切,13mm以上厚度用气割)将联板剪切成样板的形状,再将样板铺在割下的联板上,用样冲在样板上孔的中心位置打样冲,这样样板上的孔就转移到联板上了,然后将联板放在钻床上钻孔。
数控连接板冲孔机两轴定位功能的实现
2机 器 运 行 过 程 概 述
该 没备采用上位机秆 下位机主从控制方式 .对设备进 I
行拄制, 位 机 主 要 是 峨 视 机 器运 行 情 况 和将 工 人 编 好 的
T 2 K10 V R 5 1 定位 模 式 写 到 AID 5的 O H 30 60 K 将 S7 寄存器中
EPO 2 R M. 使 得 驱 动 可 f 用 p 根 据 需 要 设 置 辑 应 参 数 . 选 J j 1
机 器 在 行机 或 稃 出现 正 常 的情 况 后 衙 时 参 考 点 .保
择控 制力式 ( 述度拄制 位置控制 力矩控制) .电子 轮 比 放大倍 数等.满足不耐的使用要求 ,使伺服 系统性 能
枉 的 扎 .井 儿 在 【 : 件 打 L 号 两 种 冲 头 模 具 埘 上 打 字 标
}模 ,当程序选择某 个动作i . 动后l 的气缸 .把枢应 【 f 1 】 寸 l 1 = i
冲头 送 到 蔽 缸 下 ,再 驱 动 液 缸进 { 加 r 宅 傅 模 块 捕
日前国 内自已肝发用 于 标数 控漩备的运动控制器 多是肇
维普资讯
,、 ,
J 立用技术
数控 连接 板 冲 孔机 两轴 定位功 能 的实 现
崔新 雨 , 马 思 乐 , 李 欣
( 东 大 学 . 山 东济 南 山 206) 5 0 1
l引言
我国的机械装备 丁业起 步较晚,很多行业的 畦 没备 标 其能依 赖进 口,在这些 设备中 ., 多 I备需 要定位功能 . 硅 殳
收稿 日l :2 0 I 2 ;修订 阿期 :2蛐5 3 2 期 05 2 2 ( —0 — 2
D O H 1 0 v R 0 I写入 轴 的 定 位 速 度 T 2 K 3 4 6 0 K
液压冲孔机操作流程

液压冲孔机操作流程液压冲孔机是一种重要的金属冲压加工设备,广泛应用于汽车、摩托车、电器、机械等制造行业。
本文将详细介绍液压冲孔机的操作流程,帮助读者全面了解和掌握该设备的正确使用方法。
第一步:设备准备在操作液压冲孔机之前,首先需要对设备进行准备工作。
检查机器是否正常运转,确认液压系统是否正常工作,确保供电电压和电流的稳定性。
同时,检查冲孔机的工作台面是否平整,冲头和冲模是否完整、无损坏。
第二步:安装冲模根据所需的冲孔尺寸和形状,选择相应的冲模。
首先将冲模置于工作台上,确保冲模的位置正确,然后使用螺丝固定住冲模。
在固定冲模之前,需要检查冲模和工作台之间是否有合适的间隙,以确保冲孔的质量。
第三步:调整冲头位置根据冲模的尺寸和冲孔位置,调整冲头的位置。
首先松开冲头固定螺母,然后将冲头调整到适当的高度,使其与冲模的底部平齐。
调整完成后,再次紧固螺母,确保冲头牢固不松动。
第四步:调节液压系统打开液压冲孔机的电源开关,然后调节液压系统的压力,使其与冲模和冲头的匹配尺寸相适应。
调整压力时,可以通过观察压力表上的读数来进行。
同时,还需注意排除液压系统中的空气,以确保液压系统工作稳定。
第五步:测试冲孔在进行正式的冲孔操作之前,最好先进行冲孔测试。
将待冲孔材料放置到冲模下方,然后慢慢按下踏板,使冲头与冲模接触。
注意观察冲孔的效果和质量,如果需要调整,可以根据实际情况进行调整。
第六步:正式冲孔在冲孔测试通过后,即可进行正式的冲孔操作。
将待冲孔材料放置到冲模下方,确保其位置准确。
然后,用脚踩动踏板,使冲头下压冲击冲模。
冲击完成后,松开踏板,将冲孔好的材料取出。
第七步:冲孔后处理冲孔完成后,需要对冲孔孔板进行清理和处理。
将冲出的废料和毛刺清除干净,确保冲孔孔板的表面光滑,无杂质。
同时,对冲头和冲模进行清洁和维护,以延长其使用寿命。
第八步:设备维护每次使用液压冲孔机完成冲孔任务后,应及时对设备进行维护。
清洁液压系统中的油渣和杂质,换取新的液压油。
冲孔铝板节点做法
冲孔铝板节点做法一、材料准备1.1 铝板:选择优质铝合金板,厚度根据设计要求确定。
1.2 连接件:根据设计要求准备相应的连接件,如铆钉、螺钉、焊接材料等。
1.3 其他辅助材料:如涂料、密封胶等。
二、尺寸测量2.1 根据设计图纸和实际需要,准确测量出铝板的尺寸和孔位。
三、冲孔设计3.1 根据设计要求和实际需要,确定冲孔的形状、大小和分布。
3.2 设计冲孔路径,确保冲孔质量和效率。
四、铝板制作4.1 将铝板进行裁剪,使其符合设计尺寸。
4.2 将裁剪好的铝板进行清洁处理,去除油污和杂质。
五、连接方式确定5.1 根据设计要求和实际需要,选择合适的连接方式,如铆接、焊接、螺接等。
六、安装准备6.1 将铝板和连接件进行组装,确保连接牢固可靠。
6.2 对安装现场进行清理,确保安装顺利进行。
七、冲孔加工7.1 将铝板放置在冲孔机上,按照设计的冲孔路径进行冲孔。
7.2 确保冲孔的质量和效率,检查是否有毛刺、变形等问题。
八、质量检测8.1 对冲孔铝板进行质量检测,包括尺寸检测、表面质量检测、强度检测等。
九、运输与存储9.1 将冲孔铝板包装好,防止运输过程中出现损坏。
9.2 选择合适的存储地点,确保铝板不受潮湿、污染等影响。
十、现场安装10.1 根据设计要求和实际需要,确定安装位置和角度。
10.2 进行安装,确保连接牢固可靠,外观平整美观。
十一、验收与调整11.1 对安装好的冲孔铝板进行验收,检查是否符合设计要求和质量标准。
11.2 对不符合要求的地方进行调整,确保整体质量和效果。
十二、维护与清洁12.1 定期对冲孔铝板进行检查和维护,确保其正常使用和寿命。
12.2 如发现铝板表面有污垢或杂质,应及时进行清洁处理,保持外观整洁美观。
数控连接板冲孔机安全操作与维护保养规程范本
数控连接板冲孔机安全操作与维护保养规程范本第一章总则第一条为了保证数控连接板冲孔机的正常运行,保证操作人员的人身安全,延长设备的使用寿命,提高设备的生产效率,特制定本规程。
第二条本规程适用于使用数控连接板冲孔机的所有操作人员。
第三条数控连接板冲孔机操作人员必须严格遵守本规程,遵循安全、科学、文明的操作原则,切实履行经营主体对安全和保护自然环境的管理职责。
第四条设备管理责任和操作责任人要按照本规程的要求对数控连接板冲孔机进行使用操作防范,对设备的日常检查、保养和应急措施等工作有计划、有秩序地推进,切实保障设备的安全运行。
第五条使用数控连接板冲孔机的操作人员必须经过岗前培训,并经过操作培训合格后方可上岗。
第二章数控连接板冲孔机的基本要求第六条数控连接板冲孔机操作人员应做到操作符合规程要求、设备能够正常运转、保证操作人员人身及设备的安全';第七条数控连接板冲孔机应符合国家规定的相关标准,设备必须正常运转,不得牵涉到违法违规、不安全的行为。
第八条操作人员必须具备本规程所规定的标准化操作知识与技巧,能够熟练操作和维护设备。
第九条数控连接板冲孔机的使用单位必须具有相应的安全生产条件和经营资质、人员经验,能够保障设备操作人员的人身安全和设备运行的安全性。
第十条数控连接板冲孔机的使用单位必须建立完善的安全操作规程,制定有相关的应急预案,并经过相关人员的培训。
第三章数控连接板冲孔机的安全操作第十一条操作人员必须按照本规程的要求进行操作,确保操作过程中安全可靠。
第十二条使用数控连接板冲孔机的操作人员必须穿戴好劳保用品,包括安全帽、防护眼镜、防护手套等。
第十三条操作人员在操作前必须检查机器设备的开关、限位器等安全装置是否完好。
若有损坏或缺失,必须立即停机并报告。
第十四条进行设备操作前必须仔细阅读设备操作说明书,并熟悉设备的操作步骤、安全规定等。
第十五条操作人员必须在操作过程中保持清醒,严禁饮酒、吸烟、吃东西、谈笑等不文明行为。
液压冲孔机的使用方法及模具的更换方法
液压冲孔机的使用方法及模具的更换方法液压冲孔机的概述液压冲孔机是一种常见的冲压设备,主要用于金属材料的冲孔加工。
它采用液压传动,具有冲击力大、稳定性好、操作简便等特点,广泛应用于汽车、电子、机械制造等行业。
液压冲孔机的使用方法1. 准备工作在使用液压冲孔机之前,需要做好以下准备工作:•根据加工要求选择合适的模具;•将液压冲孔机放在平整的地面上,并通过脚轮进行固定;•连接电源线,通电并打开总电源开关。
2. 调整模具液压冲孔机的模具是根据加工要求而选用的,因此,在使用之前需要将模具调整至合适的位置,并进行合适的固定。
调整模具的方法如下:•打开顶升活塞油门手柄,将模具调整至合适的高度;•固定模具:使用顶升活塞手柄将模具缓慢下压,使其与下模相交接,然后用快拧螺栓依次固定二者间隙,并检查固定情况。
3. 进行加工操作进行加工操作时,需要控制好以下几个参数:•加工压力;•加工速度;•冲孔深度;•加工次数。
在确定了以上参数后,仔细进行操作,确保加工的质量和效率。
操作完毕后,关闭总电源开关,并及时清理现场。
模具的更换方法在使用液压冲孔机进行加工时,可能需要更换不同规格的模具。
模具的更换方法如下:1. 先拆下原有的模具打开快拧螺栓,卸下原模具,并清理断口及模座孔。
2. 安装新的模具将新的模具安装在模座上,并按照相应的规格进行调整和固定。
具体方法可参考使用方法中的调整模具。
安装完成后,即可进行加工。
注意事项在使用液压冲孔机时,需注意以下事项:•操作时应穿好工作服、手套、安全鞋等个人防护装备;•加工过程中不能将手放入模具缝隙;•在进行模具更换、维修时,应先关闭总电源开关;•加工结束后,应及时更换模具,清洁设备,并对设备进行维护。
以上就是液压冲孔机的使用方法及模具的更换方法。
通过正确的使用和维护,可以保证液压冲孔机的正常运转和高效生产。
冲孔打桩机安全操作规程
冲孔打桩机安全操作规程冲孔打桩机由桩锤、桩架及附属设备等组成.桩锤依附在桩架前部两根平行的竖直导杆(俗称龙门)之间,用提升吊钩吊升.桩架为一钢结构塔架,在其后部设有卷扬机,用以起吊桩和桩锤.桩架前面有两根导杆组成的导向架,用以控制打桩方向,使桩按照设计方位准确地贯入地层。
打桩机的基本技术参数是冲击部分重量、冲击动能和冲击频率。
桩锤按运动的动力来源可分为落锤、汽锤、柴油锤、液压锤等。
冲孔打桩机安全操作规程1。
进入现场必须遵守安全操作规程, 钻孔桩机,必须带好安全帽,穿水鞋,绝缘鞋.特种作业人员必须持证上岗。
2. 现场平整填实,并铺30cm×30cm长4m的大方木供行走机架。
3。
桩机电源电线必须架空拉设,移动机架不准碰触高低压电线,不得在高低压电线下冲桩和吊放钢筋等施工作业。
4. 用电方式要采用一机一闸一漏一箱一锁三级配电方式.机架上电箱电器完好,电动机接地不少于两面处,接保护零线牢固可靠,触电保护器动作灵敏。
5. 作业前应检查卷扬机及机架各部位连接是否牢固,有无松动或磨损,变形;离合器刹车是否灵敏;钢线绳连接(包括转向器)有否松动;钢丝绳是否有断丝,磨损,扭结,变形达到报废标准.作业后必须拉闸断电,锁好电箱。
6. 作业前应检查泥浆泵机的电动机电源线,必须符合用电安全技术规范要求,接地保护零线牢固可靠,漏电保护装置要灵敏,并有防雨防水防尘措施。
7。
严禁使用损坏或有故障的用电设备,严禁电源线直接挂接在保险丝上,严禁用铜线铝线代替保险丝。
用电电箱必须有”小心触电”警示标志。
8。
漏电保护开关必须每天试验一次(按试验按钮)以确认好环.根据用电设备的功率大小来选用合适的开关、保险丝、电源线。
用电设备的外壳必须有可靠的保护接零(接地)。
9. 用电设备使用前必须检测对地、相间、的绝缘电阻,阻值大于或等于0.5兆欧,同时检查电源线是否有破损.设备上有皮带、齿轮、蜗杆转动或者容易发生事故的部位必须要有防护罩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连接板冲孔机操作视频说明,连接板冲孔机详细介绍
连接板冲孔机顾名思义,就是在连接板上打孔的机械设备。
连接板是隧道
钢拱架连接时固定两个拱架的钢板,连接板冲孔机由液压系统,冲头,和剪切
板组合而成。
也叫联合冲剪机。
冲孔机操作起来十分简单,开启机器把连接板
放到加工平台上,按下冲孔按钮,即可冲孔。
工字钢拱架连接板冲孔是比较繁
琐的工作,连接板冲孔机的出现解决了这一难题。
现在工地钢结构件的加工越
来越喜欢全自动一体化设备。
港建厂家生产的全自动连接板冲孔一体机专为钢
结构件加工生产而来,提高加工效率。
可以实现隧道钢拱架连接板冲孔,角钢
剪切,钢板剪板,钢板冲孔等多功能设备。
一秒钟可以冲一个孔,节省了您的
时间和生产成本。
港建重工全自动钢板冲孔机生产车间:
港建重工厂家生产的多功能连接板冲孔一体机,价格一律为厂家出厂价。
比起市场上动辄五六万,十几万的报价,港建全自动冲孔机价格更有优势,具
体连接板冲孔机多少钱一台,可以电话咨询。
目前隧道钢拱架加工项目中除了要使用的工字钢冷弯机,现在更多的机
械设备就是冲孔机和剪板机了。
尤其是隧道钢拱架连接板的加工,以前都是采
用钻机钻孔,效率慢,不精准。
现在的全自动钢板冲孔,剪板多功能一体机的出现使得更多的隧道项目老板的青睐。
连接板板冲孔一体机是一种综合了钢板剪切、冲孔、剪板、折弯等多种功能的机床设备,具有操作简便、能耗少、维护成本低等优点,是现代化制造业(如:冶金、桥梁、通讯、电力、军工等行业)金属加工首选设备。
联合冲剪机广泛适用于:
1.隧道钢拱架,钢结构加工
2.电梯轿厢及零部件加工
3.挂车---备胎件,挂车的合叶,板钩,插庄,瓦龙板
4.工程机械行业---皮带机,搅拌站上的加工
5.农牧业机械行业---脱粒机架体,拖车车斗零部件加工
6.食品行业机械—屠宰设备架体及零部件加工
7.高低压铁塔零部件加工
8.风力发电设备---风力发电塔上的楼梯和踩踏板上的零件加工
9.机械加工---起连接作用的建筑预埋件/输送机支架和其他部件加工
10.粮食机械---粮油设备淀粉设备支架,外壳,小件加工
11.铁路货车/汽车,吊车零部件加工
12.槽钢、方钢、圆钢、H钢、工字钢等钢材剪切、冲孔、折弯
全自动连接板冲孔机加工隧道连接板,效果更好。
也可定制四孔一次冲孔
港建重工厂家生产的钢板多功能连接板冲孔机采用液压系统操作,一次成孔。
我厂拥有隧道支护设备制作十二年的宝贵经验。
生产的冲孔设备也备受隧道行业好评,真正的厂家价格销售,完善的售后服务。
解决您的施工难题,让您无后顾之忧!
港建重工提供整套隧道钢拱架,钢结构加工制作的设备,包含工字钢冷弯机,连接板冲孔机,联合冲剪机,小导管冲孔机,小导管尖头加工机,自动上
料喷浆车,八字筋成型机,隧道带模注浆搅拌一体机,大型自动上料制浆站等
产品。
优良的产品质量,完善的售后保障,欢迎来电咨询。
倚窗远眺,目光目
光尽处必有一座山,那影影绰绰的黛绿色的影,是春天的颜色。
周遭流岚升腾,没露出那真实的面孔。
面对那流转的薄雾,我会幻想,那里有一个世外桃源。
在天阶夜色凉如水的夏夜,我会静静地,静静地,等待一场流星雨的来临…
许下一个愿望,不乞求去实现,至少,曾经,有那么一刻,我那还未枯萎的,青春的,诗意的心,在我最美的年华里,同星空做了一次灵魂的交流…
秋日里,阳光并不刺眼,天空是一碧如洗的蓝,点缀着飘逸的流云。
偶尔,一片飞舞的落叶,会飘到我的窗前。
斑驳的印迹里,携刻着深秋的颜色。
在一个落雪的晨,这纷纷扬扬的雪,飘落着一如千年前的洁白。
窗外,是未被污染的银白色世界。
我会去迎接,这人间的圣洁。
在这流转的岁月里,有着流转的四季,还有一颗流转的心,亘古不变的心。