比例阀放大板
关于放大板调试常见故障解决办法
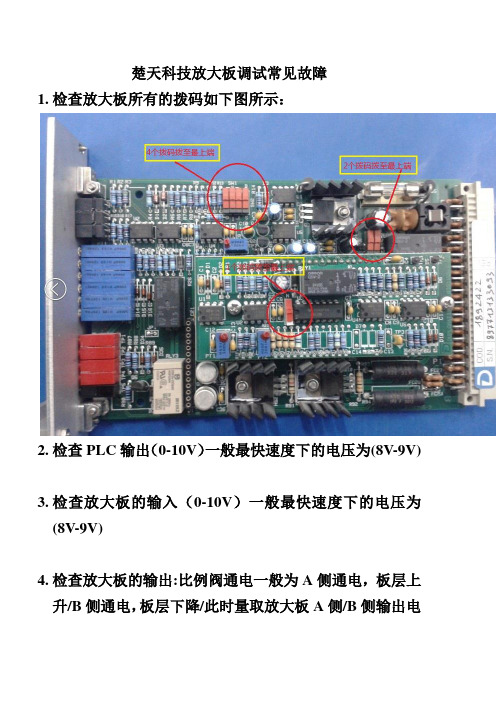
楚天科技放大板调试常见故障1.检查放大板所有的拨码如下图所示:2.检查PLC输出(0-10V)一般最快速度下的电压为(8V-9V)3.检查放大板的输入(0-10V)一般最快速度下的电压为(8V-9V)4.检查放大板的输出:比例阀通电一般为A侧通电,板层上升/B侧通电,板层下降/此时量取放大板A侧/B侧输出电流是多少,电磁阀最大工作电流为1.88A,1V=1I 此时板层运动最快的时候测得的电压应为1.88V慢速一般取1.2-0.75-0.45-0V可变,根据PLC输入的电压及放大板的最大电流/偏置电流来相互调整。
5.上升太慢,可调整A侧最大电流得到一个满意速度为止,最大为1.88V。
可以用电压表一边测一边上升一边调整。
6.下降太慢,可调整B侧最大电流得到一个满意速度为止,最大为1.88V。
可以用电压表一边测一边下降一边调整。
7.加载模式下即(自动模式)时按上升按钮,(A侧通电)板层上升停止后上下窜动,此时应将B侧的最大电流往小调整直至板层停止。
加载模式下,按上升按钮,(A侧通电)使能信号停止板层不停止,继续上升,此时应把A 侧的最大电流往小调整,直至停止。
加载模式下下降调整与上升调整相反。
8.上升定位不精准,减速不明显,可调整A侧偏置电流得到一个满意值为止,可以用电压表一边测一边上升一边调整,一般以1圈为一个单位。
9.下降定位不精准,减速不明显,可调整B侧偏置电流得到一个满意值为止,可以用电压表一边测一边下降一边调整一般以1圈为一个单位。
10.备注:按上述方式操作的前提是PLC输出为电压(0-10V)A侧通电为板层上升,B侧通电为板层下降。
10.。
比例阀的调试
故障曲线
正常曲线
正常和故障情况下液压缸两腔压力曲线:
有杆腔 无杆腔
有杆腔 无杆腔
原因分析:
1、事后对平衡阀 进行了解体, 发现平衡阀芯5 比正常的阀芯 短了0.5mm,分 析由于长期在 运行过程中, 撞击阀芯6磨损 所至。
5
6
2、在液压缸启 动和快速运行 过程时,P1的 压力较大,阀 芯5推动阀芯6 打开的开口度 较大,短了一 截的阀芯5对 平移的速度影 响不是很明显。
P1
Z10感应块
前进位Z10 返回位Z10 轴端
动作过程分析:(以电磁铁B得电,液压缸拨 料前进为例)
ma
600 400 200
斜坡
R1调整
斜坡
斜坡 R2调整 PLC延时
前进Z10感应到信号
1 2 3
s
当拨叉具备动作条件,PLC输出信号,控制k1i接通,9V电压通过R1使放大板输出,由于斜坡电位器t的作 用,输出电流慢慢上升至设定值(600ma),直到前 进到Z10感应到信号,PLC断开k1i,接通k2i,通过R2 使输出电流降至设定值(300ma),PLC延时一定时间 后,k2i断开,到此前进动作完成。
2、相互关系:
比例放大板 比例阀组 液压缸或马达
PLC 动作条件
Z10或测速电机
3、典型液压比 例回路分析:
液压缸
负载
参照左图:
主要功能是执行 元件在运行过程 中即使负载不断 变化,该系统也 能保证执行元件 运行过程中的稳 定性。
平衡阀
梭阀
压差控制阀
比例阀就相当于一个电控流量控制阀,当 电磁铁的电流从200ma到800ma逐渐增大时, 比例阀的开口度由0逐渐增大至100%,开口 度越大,比例阀输出流量越大,执行元件 速度越快,如下图:
PLC是怎样通过放大板控制比例阀
PLC是怎样通过放大板控制比例阀的,以及放大板的工作原理有谁知道呀,请赐教。
浏览次数:482次悬赏分:0 |解决时间:2011-3-21 17:19 |提问者:要圣坤最佳答案PLC可以挂D/A转换模块,就是把PLC内的数字量转化成模拟量,变成0-10V,4-20mA或0-20mA的模拟量,而你所用的比例阀是可以接受模拟的电压电流信号的,但是与PLC的D/A模块输出的电压、电流信号可能不一致,所以需要一个中间放大环节,放大板就是这个功能,把PLC的D/A模块输出的信号放大成比例阀能接受的电压或电流信号,就能让它工作了。
放大板工作原理就是几级放大,把弱的模拟信号放大几百倍后再输出,是按比例放大的,就是输入信号X放大倍数=输出信号。
PLC是什么控制比例阀放大板的?浏览次数:991次悬赏分:20 |解决时间:2009-6-28 11:16 |提问者:guohuayixin如题最好说详细点谢谢最佳答案PLC不光能控制开关量,还能控制模拟量,像控制比例放大板就是用模拟量控制的.比如说用4-20MA的模拟量控制电流型比例放大板,模拟量输出点是PQW100,这时候如果你给PQW100内写入0,那输出的电流就是4MA,如果给PQW100内写入30000多(3W几我忘了)输出就是20MA,然后再通过比例放大板就能控制比例阀了.不知道你能不能明白.其他回答共2条PLC本身带有比较计算功能读入阀门开度信号通过计算输出计算值打开比例阀回答者:wgl210|七级| 2009-6-27 08:52那得看你的阀门是接收什么样的信号的。
PLC可以输出的信号有脉冲量及模拟量。
脉冲量通过晶体管输出形成,模拟量控制就是输出一个0-20MA或者0-10V的电压,这个范围对应的就是阀门的开度,是一个线性的关系。
脉冲量就是通过高低电平的数量控制其开度,和控制伺服电机的正反转及定位差不多的道理。
有谁知道比例阀的结构及工作原理,请予小弟说说,不胜感激!浏览次数:1440次悬赏分:0 |解决时间:2011-3-2 23:01 |提问者:wrm1985我是做工程机械的最佳答案比例阀阀口可以根据需要打开任意一个开度,由此控制通过流量的大小,这类阀有手动控制的,如节流阀,也有电控的,如比例阀、伺服阀。
MTS位移传感器与SM338

摘要我厂自2003年1月份工艺升级改造后,设备自动化控制向着高精尖方向发展,已达到国内同行业领先的水平.随之而来对我们维护人员的业务水平有了更高的要求,必须尽快熟悉新设备的性能、控制原理及工艺要求,以应维护的需要。
同时针对设备设计存在的缺陷及现场使用中暴露出的问题也有待技术人员组织攻关与处理,而其中技术与维护难点又集中在我厂四辊主轧区。
因此通过近两年的设备维护与管理,我带领本班组人员,结合自身优势和本专业特点,重点对四辊前后对中进行了系统维护工作。
结合设计图纸将原供电控制电源进行改造;通过现场调研在对中相关位置加了1个极限开关,使对中在一定位置进行减速减小设备的冲击负荷;结合MTS位移传感器与PLC 模块接口数据传输通讯特点,翻阅产品说明书和设备特点,增加编写相应对中实时位移检测程序,解决了对中实时检测开口度的问题,同时对中限位保护也为机械设备起到了至关重要的保护作用。
目录一、前言二、正文三、结论四、致谢五、参考资料一、前言:设备投入运行后,加强平时的学习与积累,通过对设备的不断熟悉及日常维护,故障的处理及结合图纸和程序的学习对本系统有了更深入的了解。
同时对设备系统本身存在的缺陷,本人结合图纸和调试厂家编写的PLC程序也做了大量的程序修改和完善工作。
其中原四辊对中主要缺陷有:原设计机前后对中+24V电源由一路控制电源供给,这样当机前或机后对中发生问题,需对其中一台对中进行故障处理或检修时,一停电源两部对中全部不能投入使用,给生产造成了停机时间,因此需对电源进行重新配电;原对中设计只有最小开口度和最大开口度两个限位开关,对中在运行中由于存在较大的惯性,给机械设备造成了较大的冲击,维修人员经常需对机械设备进行加固和调整,因此需对冲击问题进行解决;在轧钢中由于环境因素及调试问题造成比例板损害,我们根据工艺设计的要求及时调整比例放大板并由原来一套数字板加装一套模拟板,互为备用(加装切换闸),并将装置移到室内,解决了因环境及原板有问题带来的故停时间。
伺服比例换向阀
概述
结构
带钢套的直接操作的滑阀
驱动
带有位置控制器的比例电磁阀, OBE
安装形式
底板,安装孔结构通径 6 (ISO 4401-03-02-0-05)
安装位置
任意
环境温度范围
℃
-20~+50
重量
Kg
~2.75
抗震 ( 检测条件 )
最大 25g,在 3 个维数上 (24h) 振动
液压 ( 在 p=100bar,HLP46,ϑ 油 = 40℃ ±5℃时测得 )
型号说明
4WRP E H 6
伺服比例换向阀
AB
带集成放大板
AB
阀芯 / 阀套 1=H 2
1
2
通径 6 =6
3 3
机能符号
AB
AB a o b
aPTo b
L2X= 系列号
L= 线性特性 P= 非线性特性
0841
02/10 恒立液压|液压元件
伺服比例换向阀| 4WRPEH6...L2X 型
功能说明、剖面图
4WRPEH6...-L2X/G24K0/... 型阀为高性能的伺服比例换向阀,阀芯阀套零遮盖结构,带 LVDT 位移传感器,根 据输入电信号提供方向控制和流量的无级调节。该阀通过一高性能的比例电磁铁单边驱动阀芯动作,比例阀与 集成放大器配合工作,集成放大器对比例阀提供一适量电流信号,以校准阀的调整量,使之与供给集成放大器 的输入信号相对应。 该阀主要由阀体 (1)、阀芯 (2)、阀套 (3)、带位移反馈的螺钉连接比例电磁铁 (4)、可选集成式内置放大器 (5) 组成。 四边阀芯(2)可在精密加工并淬硬的阀套(3)内滑动,以获得较高的遮盖精度,阀套(3)冷氮压入五腔阀体 (1) 内。断电时,阀芯偏置一边或处于断电安全位置。通电时,根据输入电信号的大小,将阀芯由静止推向所需位置, 实现油液从 P 至 A、B 至 T 或 P 至 B、A 至 T 的自由流动,阀口开度控制流量的大小。7 芯插座(6)连接标准 的 7 芯插头,常用于连接电源、模拟信号输入和检测信号。
比例阀原理图
比例阀原理图比例阀是一种常见的液压控制元件,它通过改变流体通道的截面积来实现对流体流量的调节,从而控制液压系统的工作压力、流量等参数。
比例阀原理图是对比例阀内部结构和工作原理进行图解和说明的文档,通过原理图可以清晰地了解比例阀的工作原理和结构特点,有助于工程师和技术人员进行比例阀的选型、安装和维护。
比例阀原理图一般包括比例阀的主要部件、工作原理、控制方式等内容。
比例阀的主要部件包括阀芯、阀座、电磁铁、反馈电阻、阀体等。
阀芯是比例阀的核心部件,它通过电磁铁的控制来改变阀口的开度,从而调节流体的流量。
阀座则起到密封和支撑阀芯的作用,保证阀芯的稳定工作。
电磁铁是比例阀的控制元件,它接收控制信号,通过电磁激磁产生磁力,驱动阀芯运动,实现对流量的调节。
反馈电阻则用于监测阀芯的位置,将实际位置信号反馈给控制系统,实现闭环控制。
阀体则是比例阀的外壳,起到支撑和固定其他部件的作用。
比例阀的工作原理是基于流体力学原理的,当控制信号作用于电磁铁时,电磁铁产生磁力,驱动阀芯运动,改变阀口的开度,从而改变流体通道的截面积,实现对流量的调节。
比例阀的控制方式一般包括电压控制、电流控制、PWM控制等,不同的控制方式适用于不同的工况和控制要求。
比例阀原理图对比例阀的内部结构和工作原理进行了图解和说明,通过原理图可以清晰地了解比例阀各部件之间的关系和工作原理,有助于工程师和技术人员进行比例阀的选型、安装和维护。
比例阀原理图还可以作为教学和培训的教材,帮助学习者更加直观地理解比例阀的工作原理和结构特点。
总之,比例阀原理图是对比例阀内部结构和工作原理进行图解和说明的文档,通过原理图可以清晰地了解比例阀的工作原理和结构特点,有助于工程师和技术人员进行比例阀的选型、安装和维护。
希望本文对比例阀的理解有所帮助。
注塑机比例流量、压力的调校
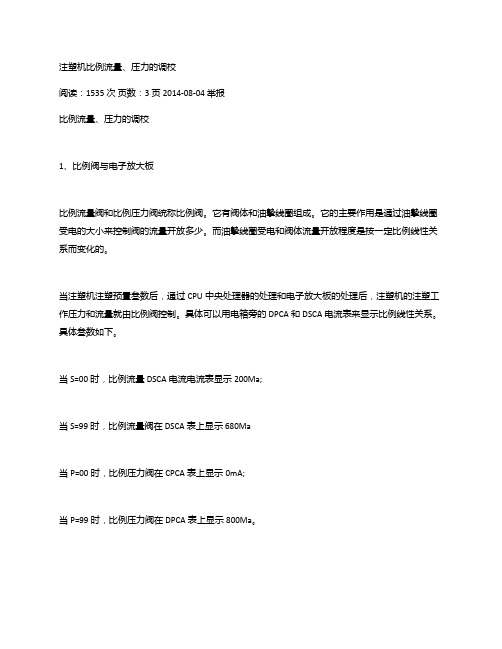
注塑机比例流量、压力的调校阅读:1535次页数:3页 2014-08-04 举报比例流量、压力的调校1、比例阀与电子放大板比例流量阀和比例压力阀统称比例阀。
它有阀体和油摯线圈组成。
它的主要作用是通过油摯线圈受电的大小来控制阀的流量开放多少。
而油摯线圈受电和阀体流量开放程度是按一定比例线性关系而变化的。
当注塑机注塑预置叁数后,通过CPU中央处理器的处理和电子放大板的处理后,注塑机的注塑工作压力和流量就由比例阀控制。
具体可以用电箱旁的DPCA和DSCA电流表来显示比例线性关系。
具体叁数如下。
当S=00时,比例流量DSCA电流电流表显示200Ma;当S=99时,比例流量阀在DSCA表上显示680Ma当P=00时,比例压力阀在CPCA表上显示0mA;当P=99时,比例压力阀在DPCA表上显示800Ma。
而相对的压力表在15~145kg/CM2范围内呈现性变化。
DSCA电流表上和DPCA电流表上显示的电流叁数也就是比例流量、比例压力油摯阀线圈电压变化索取的。
它受控于电脑CPU中央处理器和电子放大板控制。
电子放大板输出电压控制比例流量、比例压力阀。
控制比例流量、比例压力阀的线圈吸合程度来控制油压和油流量。
2、比例阀与电脑CPU中央处理单元比例阀与电脑CPU中央处理单元是紧密相连,密切相连,共为一体,共同来完成注塑工作。
其运行过程应当为:叁数预置——>电脑处理——>电子放大板——>比例流量——>注塑各动作。
了解比例阀与电脑CPU中央处理单元的关系,对维修工作提供依据。
预置叁数使得数据进入电脑CPU中央处理单元,经过对叁数的运算和处理,将数据量通过D/A变换器转换成模拟量信号。
而该模拟量信号又经比例放大处理后,输出再通压力、流量最高控制和压力、流量最低限额控制4电位器进行控制调校,输出信号的幅值实际中应在0~3V范围内变化。
在维修过程中,一般调校好后才可以上机工作,不宜调节压力最高限额控制电位器,否则会改变工作点,给下一级控制带来困难。
比例阀放大板工作原理

比例阀放大板工作原理比例阀放大板是一种用来控制流体压力的装置,它能根据输入信号的大小来调节输出压力的大小,从而实现流体流量的控制。
其工作原理如下:1. 输入信号接收与解析:比例阀放大板首先要接收一个输入信号,通常是电信号。
该信号可以是模拟信号,也可以是数字信号。
接收到的信号经过解析,将信号解析成可供放大板使用的形式。
解析过程中,可能会对信号进行滤波、放大或者转换等操作。
2. 控制电动机:比例阀放大板中通常会有一个电动机,该电动机可以根据输入信号的大小来控制输出压力的大小。
电动机的转动通过传递给阀芯来控制流体的流量。
当输入信号增大时,电动机会旋转更快,打开阀芯,使得流体流量增大;当输入信号减小时,电动机减速或者停止转动,阀芯关闭,使得流体流量减小。
3. 反馈系统:为了保证输出压力的准确性和稳定性,比例阀放大板通常还会配备一个反馈系统。
该系统可以通过感应输出流体的压力来实时监测输出压力是否达到了期望值。
如果输出压力偏离了目标压力,反馈系统会产生一个信号,并将该信号传递给控制电动机,以调整电动机的转速,从而实现输出压力的自动调节。
4. 控制电路:比例阀放大板中还会有一个控制电路,用来处理输入信号和反馈信号。
该电路可以根据信号的大小和变化趋势来判断应该调整电动机的转速。
控制电路通常会采用PID 控制算法或者其他的控制算法来计算控制电动机的转速。
通过不断地对电动机的转速进行调整,比例阀放大板可以保持输出压力稳定在目标压力附近。
总结起来,比例阀放大板的工作原理是通过接收输入信号,解析信号并将信号传递给控制电动机,通过控制电动机的转速来调节阀芯的开闭程度,从而控制流体流量和输出压力。
反馈系统可以监测并调节输出压力,控制电路可以对输入信号和反馈信号进行处理,从而实现输出压力的稳定控制。
这种原理可以广泛应用于工业自动化领域中的流体控制系统。
摊铺机行驶系统手动跑偏调整方法
摊铺机行驶系统(手动档)跑偏校正方法本方法适应除LTU120-5(LTU120Ⅱ)外的所有摊铺机。
在检查、调试前必须将行走系统模式开关拨至“手动”位置;现将检查、调试方法说明如下:一、开机前的同步性能检验(点火开关在“Ⅰ”档位置,但不启动发动机):行驶系统手/自动选择开关置于“手动”位,将转向电位器RP2旋钮指针指向“0”位,将行走手柄RP1从中位推至正向的最大位置(前进方向),此时电控柜内放大板A2、A3上的两个绿色的发光二极管应点亮,在该位置停留5S后,突然将手柄拉回中位,观察两指示灯的熄灭情况,用同样的方法检查机器后退时的性能情况(在该状态下,变为两个红色的指示灯进行指示);如果能同时熄灭,说明该机的同步性能已初步调整好;否则应按照以下的步骤进行各项参数的一一检查、调整。
二、检查、调整比例阀放大板A2、A3的参数(使用工具:数字万用表,小一字小螺丝刀):使用两个万用表进行调试,将万用表打至电流档的“10A”档位,表笔插头也相应插入电流测试档的孔位:1)、正向最小电流输出值的校正(电位器R5-PVR24放大器上有标识):将电控柜内放大器A2、A3的8脚连线断开,先用万用表的红色表笔与A2的8脚连接,黑色表笔与断开后的59/H导线连接;然后将行驶手柄往上提起慢慢往前推,直到万用表中的电流值读数为0.19A时停止,这时保持行走手柄位置不变,把点火钥匙开关回“0”位断电,然后将该万用表的红色表笔与A3的8脚连接,黑色表笔与断开后的62/H导线连接,在转换的过程中应注意断开后的导线端头不能搭铁;重新将点火开关打至“Ⅰ”档,观察万用表中读数也应为0.19A,否则应调整该板(A3)上的R5,直到显示的读数为0.19A时为止,在调整时用小螺丝刀调整A3中的R5,顺时针旋转时使电流值增大逆时针旋转时使电流值减小。
调整完毕后,操作手柄三次,如相同,则该参数调整完毕。
2)、正向最大电流输出值的校正(电位器R4):将行驶手柄推至最大位置,按照上述同样的操作步骤和方法然后检查万用表的读数,分别调整A2、A3中的R4,直至万用表的读数显示0.54A时为止;R4的调整方法为:顺时针旋转R4时正向最大电流输出值增大,逆时针旋转R4时最大电流输出值减小。
VT-VSPA2 放大板样本
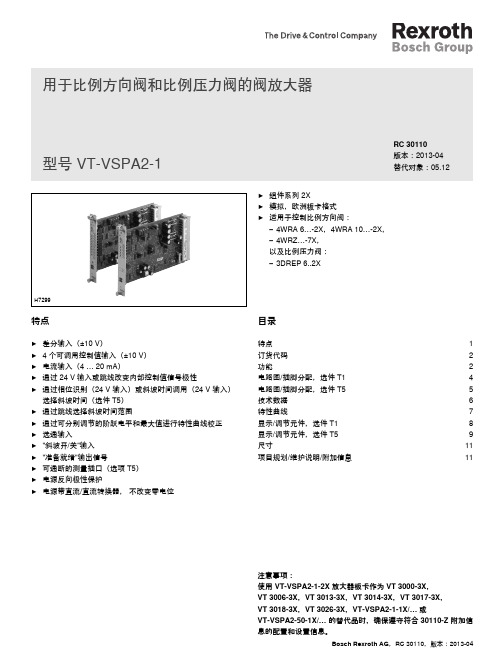
Bosch Rexroth AG ,RC 30110,版本:2013-04目录特点 1订货代码 2功能2电路图/插脚分配,选件 T1 4电路图/插脚分配,选件 T5 5技术数据 6特性曲线7显示/调节元件,选件 T1 8显示/调节元件,选件 T5 9尺寸11项目规划/维护说明/附加信息11特点▶差分输入(±10 V)▶ 4 个可调用控制值输入(±10 V) ▶电流输入(4 … 20 mA)▶通过 24 V 输入或跳线改变内部控制值信号极性▶通过相位识别(24 V 输入)或斜坡时间调用(24 V 输入)选择斜坡时间(选件 T5) ▶通过跳线选择斜坡时间范围▶通过可分别调节的阶跃电平和最大值进行特性曲线校正 ▶选通输入 ▶"斜坡开/关"输入 ▶"准备就绪"输出信号▶可通断的测量插口(选项 T5) ▶电源反向极性保护▶电源带直流/直流转换器, 不改变零电位H7299用于比例方向阀和比例压力阀的阀放大器▶组件系列 2X ▶模拟,欧洲板卡格式 ▶适用于控制比例方向阀:– 4WRA 6…-2X,4WRA 10…-2X,– 4WRZ…-7X,以及比例压力阀:– 3DREP 6..2XRC 30110版本:2013-04替代对象:05.12型号 VT-VSPA2-1注意事项:使用 VT-VSPA2-1-2X 放大器板卡作为 VT 3000-3X,VT 3006-3X,VT 3013-3X,VT 3014-3X,VT 3017-3X,VT 3018-3X,VT 3026-3X,VT-VSPA2-1-1X/… 或VT-VSPA2-50-1X/… 的替代品时,确保遵守符合 30110-Z 附加信息的配置和设置信息。
2/12VT-VSPA2-1 | 阀放大器Bosch Rexroth AG ,RC 30110,版本:2013-04订货代码01用于比例方向阀和比例压力阀的阀放大器,模拟,欧洲板卡格式VT-VSPA202用于控制比例方向阀 4WRA 6…-2X,4WRA 10…-2X 和 4WRZ…-7X 以及比例压力阀 3DREP 6..2X 103组件系列 20 至 29(20 至 29:技术数据和插脚分配不变)2X 04型号:标准V005选项:对于一个斜坡时间T1选项:对于五个斜坡时间T506明文形式的更多详细信息*010203040506VT-VSPA2–1–2X /V0//*功能开放式板卡插槽 VT 3002-1-2X/48F(请参阅样本 29928)附件供电设备 [1]放大器板卡随附了带接通电流限制器的供电设备。
液压站比例放大板说明书(中文版)

1/8模拟放大器类型 VT-VRPA1-50 至 VT-VRPA1-521X 系列RC 30117/07.06替代对象:05.06目录内容 页码特点 1订货代码 2功能说明2 - 3电路框图/插脚分配 4技术数据 5 - 6单元尺寸 6指示/调节元件7工程/维护注意事项/补充信息8特点– 适用于控制带有电气位置反馈的先导式比例流量控制阀(节流阀),类型 FE(规格 16 和 25)和 FES(规格 25 至 63)– 在插头方面,兼容放大器类型 VT 5011,VT 5012 和 VT 5062 至 VT 5066(视阀类型和规格而定)– 带可提高零电位的供电设备– 控制值信号输入:• 0 至 +6 V;0 至 +9 V;0 至 +10 V • 0 至 20 mA;4 至 20 mA(跳线)– 前面板上用于实现零电位和振幅衰减的电位计调节 – 斜坡时间的测量插口– 选通输入和"斜坡关闭"输入– 用于将最大斜坡时间从 0.02 s 更改至 5 s 或从 0.2 s 更改至 50 s 的跳线– 用于调整阀类型和规格的跳线– 控制值(0 至 +6 V)和实际值(0 至 –6 V)的输出– LED 指示灯"准备就绪"– 反向极性保护H6197_d订货代码用于带电气位置反馈的比例阀的模拟放大器,带1 个输出级用于以下比例流量控制阀(节流阀)的放大器:– 类型 FE 16,FE 25 和 FES 25(各类型均自系列 2X 起) = 50– 类型 FES 32 和 FES 40(各类型均自系列 3X 起) = 51– 类型 FES 50 和 FES 63(各类型均自系列 3X 起) = 52明文形式的更多详细信息1X =10 至 19 系列(10 至 19:技术数据和插脚分配不变)VT-VRPA11X*订购用于机架安装的 VT 5011,VT 5012 和 VT 5062 至 VT 5066 放大器备件时,盲板 4TE/3HE 必须单独订购。
比例放大板实验调试报告(VT-3013(3014)放大板)

比例放大板实验调试报告VT-3013(3014)BS30型一、实验目的:1、DA模块接线。
2、比例放大板接线。
3、比例放大板输出电流检测。
(1)电流表或万用表接电阻(40W,20Ω)串接进电路直接测输出电流。
注:比例放大板是恒流源,必须串接电阻,否则会烧坏万用表。
(2)测量DA模块差动电压(16A,16C)再换算。
(3)测试孔BU2,BU3用直流电压档测,约等于电流值。
4、组态。
5、电位器及电位器型传感器调整比例阀板电流。
6、拉绳传感器及AD模块接线。
二、实验原理:1、D/A模块:模拟信号与数字信号的转换模块。
(AD模块将模拟信号转成数字信号,DA模块是将数字信号转成模拟信号)2、放大板工作原理就是几级放大,把弱的模拟信号放大几百倍后再输出,是按比例放大的,就是输入信号×放大倍数=输出信号。
3、PLC加DA转换模块,就是把PLC内的数字量转化成模拟量,变成0-10V电压,而比例阀是可以接受模拟的电压电流信号的,但是与PLC的DA模块输出的电压、电流信号可能不一致,所以需要一个中间放大环节,把PLC的D/A模块输出的信号放大成比例阀能接受的电压或电流信号。
4、实验台系统采用24v开关电源供电,根据比例阀的输出特性,选择电流表、功率表等作为测量工具。
使用PC机作为上位机,读取模拟量模块数值、编写调试程序。
三、实验器材四、具体接线步骤:(一)比例放大板接线:(1)比例电磁铁线圈A两端分别接30A和24A;两端可以互换。
(30a,+V)比例电磁铁线圈B两端分别接28A和22A;两端可以互换。
(28a,+V)(2)比例控制器需直流24V供电电源正极接32A(或32C);电源负极接26A(或26C);本控制器需单独使用电源,不能与其他用电元件共用一个电源。
(二)可编程控制器(PLC)、DA模块接线函数发生器(此处为DA模块)等给出±10V差动电压从16A,16C两端输入正电压控制电磁铁B,负电压控制电磁铁A。
ET-A1-D24(1)比例阀控制放大器说明书
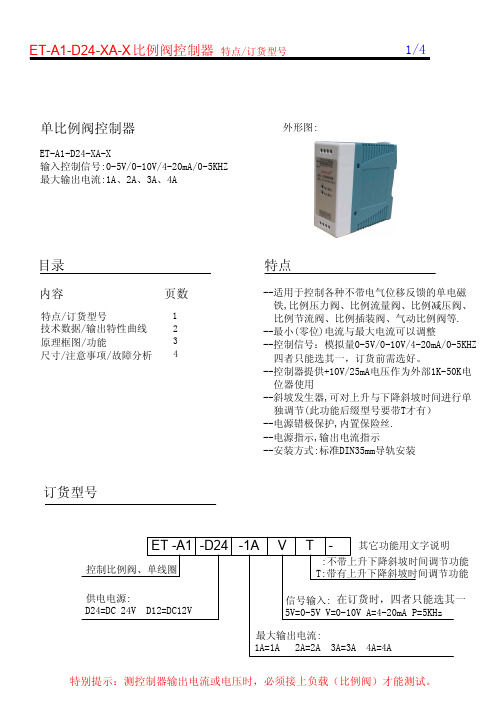
供电电源: D24=DC 24V D12=DC12V
信号输入: 在订货时,四者只能选其一 5V=0-5V V=0-10V A=4-20mA P=5KHz
最大输出电流: 1A=1A 2A=2A 3A=3A 4A=4A
特别提示:测控制器输出电流或电压时,必须接上负载(比例阀)才能测试。
ET-A1-D24-XA-X 比例阀控制器 技术数据
VI
10K
+10V
COM
PLC脉冲信号接线图:
Y0 PLC晶体管型
可编程控制器
COM
PIN 比例阀控制器 COM
电位器功能:
PLC分正极输出与负极输 出,订货前请说明
1.DOWN = 下降斜坡时间(电流值100%-0%的响应时间0.1-5s,顺时针旋转-响应时间加快)
2.UP = 上升斜坡时间(电流值0%-100%的响应时间0.1-5s,顺时针旋转-响应时间加快)
3.MAX = 最大设定值 (可将最大电流Imax设置成所需要的值,顺时针旋转-增大设定值)
4.MIN = 最小电流值 (未给信号时的最小(零位)电流Imin,顺时针旋转-增大偏流)
备注: 调整最大电流Imax与最小电流Imin时,两者存在较小的互相牵引作用,需重复校正 最大值与起始值,以得到所需的电流值.
起始电流Imin=50mA 上升斜坡时间UP=0.1秒
下降斜坡时间DOWN=0.1秒 颤振频率DITHER=200HZ
二、该放大器只有在断电时才能插上及拆下!
三、与比例阀线圈相连时不要使用带自振荡二极管及显示插头.
四、模拟信号与脉冲信号输入电缆必须屏蔽,建议:比例阀圈电缆也屏蔽.
五、在测控制器输出电流时或电压时,必须接上负载(比例阀).
比例阀的调整与原理
比例阀的调整与原理这要根据不同机种有不同方法。
比例流量、压力的调校1、比例阀与电子放大板比例流量阀和比例压力阀统称比例阀。
它有阀体和油挚线圈组成。
它的主要作用是通过油挚线圈受电的大小来控制阀的流量开放多少。
而油挚线圈受电和阀体流量开放程度是按一定比例线性关系而变化的。
当注塑机注塑预置叁数后,通过SPU中央处理器的处理和电子放大板的处理后,注塑机的注塑工作压力和流量就由比例阀控制。
具体可以用电箱旁的DPCA 和DSCA电流表来显示比例线性关系。
具体叁数如下。
当S=00时,比例流量DSCA电流电流表显示200Ma;当S=99时,比例流量阀在DSCA表上显示680Ma当P=00时,比例压力阀在CPCA表上显示0mA;当P=99时,比例压力阀在DPCA表上显示800Ma。
而相对的压力表在15~145kg/CM2范围内呈现性变化。
DSCA电流表上和DPCA 电流表上显示的电流叁数也就是比例流量、比例压力油挚阀线圈电压变化索取的。
它受控于电脑CPU中央处理器和电子放大板控制。
电子放大板输出电压控制比例流量、比例压力阀。
控制比例流量、比例压力阀的线圈吸合程度来控制油压和油流量。
2、比例阀与电脑CPU中央处理单元比例阀与电脑CPU中央处理单元是紧密相连,密切相连,共为一体,共同来完成注塑工作。
其运行过程应当为:叁数预置——>电脑处理——>电子放大板——>比例流量——>注塑各动作。
了解比例阀与电脑CPU中央处理单元的关系,对维修工作提供依据。
预置叁数使得数据进入电脑CPU中央处理单元,经过对叁数的运算和处理,将数据量通过D/A变换器转换成模拟量信号。
而该模拟量信号又经比例放大处理后,输出再通压力、流量最高控制和压力、流量最低限额控制4电位器进行控制调校,输出信号的幅值实际中应在0~3V范围内变化。
在维修过程中,一般调校好后才可以上机工作,不宜调节压力最高限额控制电位器,否则会改变工作点,给下一级控制带来困难。
ATOS 比例伺服阀控制电子放大板(AMC340)说明书

ATOS比例伺服阀控制电子放大板(AMC340)使用说明书西安艾蒙希科技有限公司提供意大利ATOS比例伺服阀DLKZOR-T-140-L73等系列外置电子电子放大板(AMC340)。
产品安装方便,导轨式结构。
控制精度高。
图一:电子放大板AMC-340 外型图第一章端子的定义比例阀块板设置双排24位端子J2,其具体定义如下表 :端子号 功能定义 端子号 功能定义1 地(GND) 13 接比例阀输入端(负)2 输入电源+24V 14 输出电源-10V)3 输入电源+24V 15 信号给定正端4 地(GND) 16 信号给定负端5 地(GND) 17 输出电源+10V6 与7短接 18 地(GND)7 与6短接 19 地(GND)8 地(GND) 20 接比例阀阀芯位置反馈9 地(GND) 21 地(GND)(供给比例阀)10 地(GND) 22 输出电源-15V(供给比例阀)11 地(GND) 23 输出电源+15V(供给比例阀)12 接比例阀输入端(正)24 不接(NC)第二章跳线开关J1的设置跳线开关J1如上图所示,使用时,把1脚和2脚短接。
第三章电位器的设置现场工作时有异常,请同时调节W2、W5、W7、R42电位器,微调W8、W9即可。
结合实际情况,将各电位器调到合适的位置,出厂时电位器已调好,平时不允许随意调节。
第四章注意事项1.请断电接线,要特别注意端子的定义,以防烧坏芯片;2.外接电源为+24V(3A)。
第五章联系方式邮编:710065地址:西安高新区唐延路35号旺座现代城E1804室 西安艾蒙希科技有限公司电话:029-******** 88341050联系人:杨先生、线女士电邮:****************.cn网址:。
焊机常见故障判断与排除

排查过程:
1)检查推瘤方式是否拨在保压推瘤位。
2)推瘤油缸电磁阀是否动作。
3)保压推瘤油缸动作是否同步、有否内泄。
4)保压推瘤刀有否变形。
16、焊机液压泵站压力保持在3MPa以下,液压压力拨到运行位也不发生变化。
排查过程:
1)检查PLC模拟输出板NO4V(左起第7槽)上的OUT0、ANL COM端子是否有直流电压输出。
1)检查机头位移移传感器10V供电(电源P10)是否正确,接线是否正确。
3)检查机头位移传感器安装固定板是否完好。
4)位移传感器故障。
8、自耦变压器实际输出电压正常,但机柜面板上电压表或电脑显示屏上显示不正确。
排查过程:(参照图纸E-002)
检查机柜内电压测量回路连接是否有松动、断线或脱线,包括接线L1/L2、断路器CB7、变压器PT2、0-10V电压变送器、电压控制板±15V输出和PLC模拟量输入模块NI4(左起第5槽)。
4)、检查可控硅是否损坏或可控硅保护压敏电阻是否击穿。
10、有实际焊接电流,但机柜面板上电流表显示不正确或没有显示。
检查1500/5A电流互感器CT1及其接线。
11、有实际焊接电流,但电脑显示屏上显示不正确或没有显示。
1)检查1500/5A电流互感器CT2及其接线。
2)检查电流变送器、电压控制板±15V输出(线号69/67/368)等接线。
2)检查PLC模拟量输出模块NO4V(左起第7槽)与比例阀放大板(机柜)的连线是否松脱。
3)检查比例阀放大板与比例阀(机头)的连接线J1、J2。若比例阀放大板上的Lvdt指示灯(黄色)亮,表示放大板到比例阀之间反馈线J2有问题。
4)检查比例伺服阀。
7、位移显示不正确。
VT-PF-D24-V比例阀放大板 说明书

型號閥名稱功 能 模 型DC 電源輸入輸出功率(最大)負 載 阻 抗最大輸出電流VT-PF-D24-V壓力(P)直流輸入型24VDC 24W 10歐1000mA0.1s-5s控制信號輸入環 境 溫 度溫度漂移(最大)儲 藏 溫 度0~+10VDC 0.1s-5s800mA40歐48W 0~+10VDC 2.5A2.5AFUSE0~75℃0.3mA/℃-10~75℃流量(F)參數Power Amplifiers For Pressure & Flow Control Valves壓力.流量控制閥用功率放大器VT-PF-D24-V(1)响 应 速 度安 装 方 式轨道卡式單位:mm*以上說明,"F"代表"流量","P"代表壓力,F (UP )爲流量上升低斜率F (DOWN )爲流量下降低斜率,F (MAX )爲流量最大值,F (MIN )爲 流量最小值,以此類推图例VT-PF-D24-V(2)流量比例閥線圈壓力比例閥線圈+24+24GND GND+-A比流閥SOL直流電流錶(DC1A)(2)可變電阻(4.7-10K)手動旋轉控制(1)模拟量模块D/A輸出控制1、配線方式:如上圖示,建議如下:1)電流錶配線如上圖例,選擇1安培直流電流錶(1A,DC)壓力若不裝電流錶,則以壓力錶作爲調整的依據强烈建議流量的調整一定裝電流錶,以作爲調整依據2)控制訊號輸入僅列出常用兩種方式,僅能選擇其中一種方式做控制:(1)直接由控制器輸出0~10VDC做控制(2)使用可變電阻,連接板子上+12V輸出做控制2、調整步驟:(一)最小直調整(MIN):當控制訊號輸出爲0V時,調整至所需的起始电流值.(順時針調整,輸出增加)(二)最大值調整(MAX):當控制訊號輸出爲10V時,調整至所需要的最大电流值.(順時針調整,輸出增加,可變電阻調整時,可調到12V)(三)上升斜率調整(UP):順時針調整,上升時間短,反應速度快逆時針調整,上升時間長,反應速度慢(四)下降斜率調整(DOWN)順時針調整,下降時間短,反應速度快逆時針調整,下降時間長,反應速度慢注: 因在调整最大值与最小值调整时,两者存在相互较小的牵引作用,所以需反复校正一两次各自的值,建议在调整时,先校正起始值,然后调整最大值,之后再核实一次图例VT-PF-D24-V(3)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
环境温度:0~65℃
温度漂移(最大):0.3mA/C
适用控制
控制所有无电位置反馈的直动式和先导式,溢流式比例压力流量阀。具有斜坡发生器,分别进行上升和下降时间单独调节,也可对电流上限/下限设定.电源错极保护功能。产品全采用SMD贴片工艺制做,体积小抗干扰性强,物美价廉。
F(MAX) ─流量最大值调整
F(MIN) ─流量最小值调整 (出厂已经调好,无需再调节)
接线端子英文说明
P(DC+) ─ 压力输入电源DC24V
F(DC+) ─ 流量输入电源DC24V或DC48V
P=压力
GND -- 输入电源公共端
F=流量
P+ ─压力阀正
DC=直流
P- ─压力阀负
F+ ─流量阀正
F- ─流量阀负
12V ─可变电阻用辅助电源
GND ─控制公共点
P(vin) ─压力输入信号点
F(vin) ─流量输入信号点
电路板上电位器定义
P(MAX) ─压力最大值调整
P(MIN) ─压力最小值调整 (出厂已经调好,无需再调节)
P(UP) ─压力斜坡上升时间 (出厂调为最小值)
P(DOWN)─压力斜坡下降时间 (出厂调为最小值)
F(UP) ─流量斜坡上升时间 (出厂调为最小值)
F(DOWN)─流量斜坡下降时间 (出厂调为最小值)
全称
流量压力控制阀用功率放大器
英译
Power Amplifiers For Pressure & Flow Control Valves
型号
PF-DC-24
参数
供电电源:DC(直流)24/48V
输出最大功率:24/48W
最大输出电流:1050MA
响应速度:0.2-5s
负载阻抗:10/40欧 (负载为40欧时,输入电压只能为48V,而且只能接在F(DC+)和GND之间)