高级_车工图纸[1]
(完整版)车工教学图纸
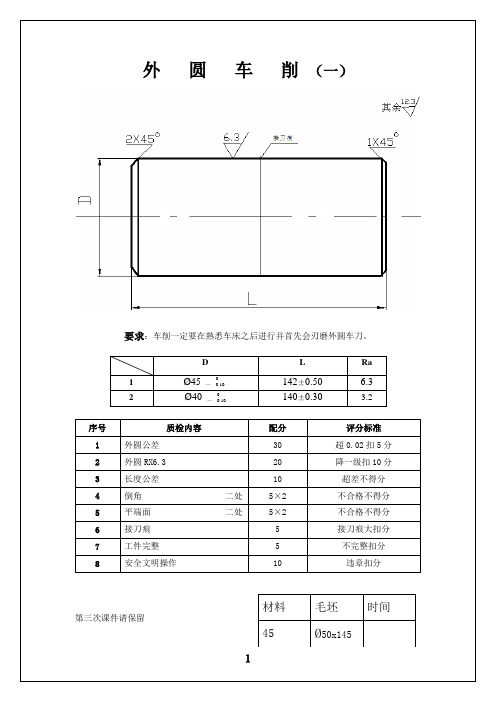
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
(完整版)车工教学图纸

(完整版)车工教学图纸外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 ?45 —0 0.10142±0.50 6.32 ?40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 ?50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 ?50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
车工练习图纸
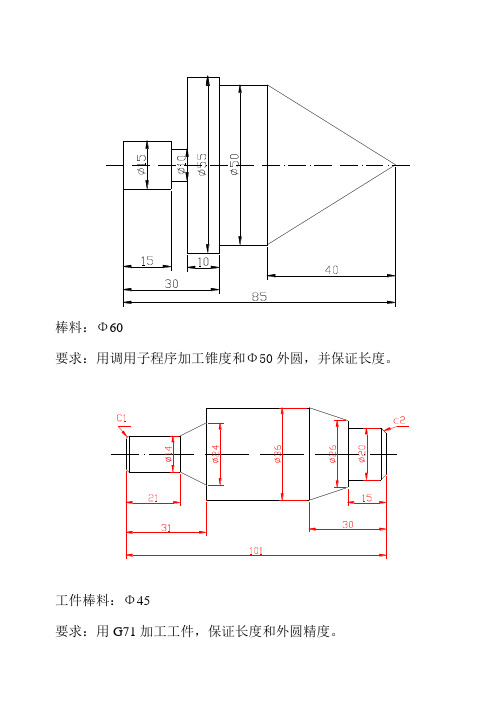
棒料:Φ60
要求:用调用子程序加工锥度和Φ50外圆,并保证长度。
工件棒料:Φ45
要求:用G71加工工件,保证长度和外圆精度。
棒料:Φ45 要求:用G71加工两端,用调用子程序加工中间的沟槽。
切槽刀选用刀头宽3mm。
工件棒料:Ф75
要求:应用G71指令,分别加工工件两端,保证工件总长。
棒料:Φ55 要求:用G71指令加工工件。
棒料:Φ40 要求:用调用子程序的方法加工。
要求:计算各点坐标,用G71分两端加工。
棒料:Φ155 要求:用G71编写程序,在G70精加工之前要插入停车测量,保证外圆精度和长度尺寸。
棒料:Φ45
要求:用G71加工工件两端,中间凹圆弧部分用调用子程序加工。
棒料:Φ35
要求:用G71加工工件两端,凹进去的部分用调用子程序加工。
要求:选用Φ25的钻头,钻好底孔。
再用内孔车刀进行加工。
要求:选用Φ30的钻头钻孔,
棒料:Φ45 按图加工,在工件右端加工一个螺距是3 mm的锥螺纹。
车工图纸文档

车工图纸1. 引言车工图纸是机械加工中的重要工具,它是指用于车床加工的工件图纸,用于指导操作者进行加工操作。
车工图纸包含了一些关键信息,如尺寸、形状、加工工艺等,它们是机械加工过程中不可或缺的一部分。
本文将介绍车工图纸的基本构成、常用符号和标记、图纸的绘制规范等内容。
2. 车工图纸的基本构成车工图纸通常由以下几个部分组成:2.1 标题栏标题栏位于图纸的顶部,通常包含了图纸编号、工件名称、材料、比例尺等信息。
示例:图纸编号:MG001工件名称:轴承座材料:45#钢比例尺:1:12.2 零件图零件图是车工图纸中最重要的部分,它显示了工件的主要尺寸和形状。
零件图通常包含了正视图、俯视图、侧视图等不同视角的图像。
其中,正视图是最常见的视图,它显示了工件的主要轮廓。
示例:零件图示例零件图示例2.3 基准标注基准标注用于确定工件各个部分之间的相对位置关系。
它通常包含了基准线、基准尺寸和基准面等信息。
基准标注可以帮助操作者正确地定位和加工工件。
示例:A-A:基准线B:基准尺寸C:基准面2.4 加工标记加工标记用于指导车床操作者进行具体的加工操作。
它通常包含了刀具号、切削速度、进给量、车床工艺等信息。
加工标记可以确保加工过程的准确性和一致性。
示例:T01:刀具号Vc=150m/min:切削速度f=0.2mm/r:进给量工艺:粗车、精车3. 常用符号和标记在车工图纸中,有一些常用的符号和标记被广泛使用,它们具有统一的含义和规定,可以帮助操作者快速理解图纸内容。
3.1 尺寸标注尺寸标注用于表示工件各个部分的尺寸大小。
常用的尺寸标注方法包括直线尺寸标注、边距尺寸标注和球面尺寸标注等。
示例:•直线尺寸标注:直线尺寸标注示例•边距尺寸标注:边距尺寸标注示例•球面尺寸标注:球面尺寸标注示例3.2 表面质量标记表面质量标记用于表示工件表面的光洁度要求和加工方法。
常用的表面质量标记包括Ra值表示表面粗糙度、Sch表示抛光等级等。
高级数控车工操作技能考核试题及图纸
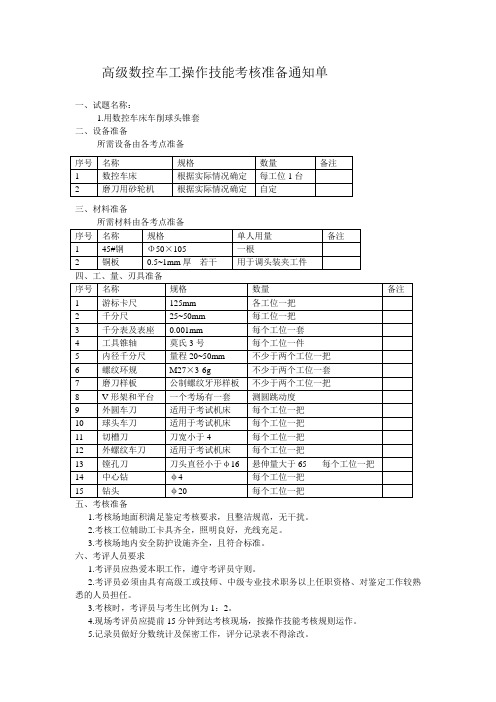
高级数控车工操作技能考核准备通知单一、试题名称:1.用数控车床车削球头锥套二、设备准备所需设备由各考点准备三、材料准备五、考核准备1.考核场地面积满足鉴定考核要求,且整洁规范,无干扰。
2.考核工位辅助工卡具齐全,照明良好,光线充足。
3.考核场地内安全防护设施齐全,且符合标准。
六、考评人员要求1.考评员应热爱本职工作,遵守考评员守则。
2.考评员必须由具有高级工或技师、中级专业技术职务以上任职资格、对鉴定工作较熟悉的人员担任。
3.考核时,考评员与考生比例为1:2。
4.现场考评员应提前15分钟到达考核现场,按操作技能考核规则运作。
5.记录员做好分数统计及保密工作,评分记录表不得涂改。
高级数控车工操作技能考核试题考生姓名:准考证号:工作单位:----------------------------------- 装订线---------------------------------------------------------------------- 一、试题名称:球头锥套二、操作规定说明:(1)考前15分钟发给考生图样和试件,在考评人员监督下进行加工前准备和编程。
(2)所用材料必须按考试管理制度领用,试件要统一打钢印。
(3)刀具修磨及切削工艺参数选择由操作者独立完成。
(4)加工结束后,应去除毛刺、不允许用锉刀或砂纸打磨加工表面。
(5)严格按安全操作规程操作。
(6)做到工完、料净、场地清。
三、考核时限:1.准备工作:包括刀具准备和编程120分钟。
2.正式操作:240分钟四、考试评分:1.考核采用百分制2.评分方法、评分应由至少2名考评员按《评分记录表》独立评分,最后取所有考评员评分的算术平均值。
五、评分标准:(见评分记录表)高级数控车工操作技能考核评分记录表准考证号:姓名:单位:-----------------------------------装订线--------------------------------------------------------------------试题名称:球头锥套编程与操作时间:360分钟考评员:记分员:年月日。
高级车工图纸

不准用锉刀,砂布等修饰表面
园锥半角/
用什锦锉刀去毛刺
其余
未注倒角
軸向齒形
:
未注公差尺寸按
不准用锉刀,砂布等修饰表面
三針直徑
用什锦锉刀去毛刺
未注倒角
軸向齒形
:
未注公差尺寸按
不准用锉刀,砂布等修饰表面
园锥涂色接触率大于
用什锦锉刀去毛刺
园锥半角,未注倒角
未注公差尺寸按
件
. 园锥涂色接触率大于
. 各件尺寸及形位公差满组合要求
. 园锥半角,园锥涂色接触率大于. 三针直径未注公差尺寸按
未注倒角
锐边倒角
未注倒角
锐边倒角
锥度按件配作
其余
件、件、件
组合后,不允许再加工
组合后需保证尺寸、形位公差的要求
三针直径未注公差尺寸按
未注倒角锐边倒角
未注倒角
锐边倒角
未注公差尺寸按
其余。
高级 车工图纸

不准用锉刀,砂布等修饰表面
园锥半角/
用什锦锉刀去毛刺
其余
未注倒角
軸向齒形
:
未注公差尺寸按
不准用锉刀,砂布等修饰表面
三針直徑
用什锦锉刀去毛刺
未注倒角
軸向齒形
:
未注公差尺寸按
不准用锉刀,砂布等修饰表面园锥涂色接触率大于 用什锦锉刀去毛刺
园锥半角,未注倒角
未注公差尺寸按
件
. 园锥涂色接触率大于
. 各件尺寸及形位公差满组合要求
. 园锥半角,园锥涂色接触率大于. 三针直径未注公差尺寸按
未注倒角
锐边倒角
未注倒角
锐边倒角
锥度按件配作
其余
件、件、件
组合后,不允许再加工
组合后需保证尺寸、形位公差的要求
三针直径未注公差尺寸按
未注倒角锐边倒角
未注倒角
锐边倒角
未注公差尺寸按
其余。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不准用锉刀,砂布等修饰表面
园锥半角/
用什锦锉刀去毛刺
其余
未注倒角
軸向齒形
:
未注公差尺寸按
不准用锉刀,砂布等修饰表面
三針直徑
用什锦锉刀去毛刺
未注倒角
軸向齒形
:
未注公差尺寸按
不准用锉刀,砂布等修饰表面
园锥涂色接触率大于
用什锦锉刀去毛刺
园锥半角,未注倒角
未注公差尺寸按
件
. 园锥涂色接触率大于
. 各件尺寸及形位公差满组合要求
. 园锥半角,园锥涂色接触率大于. 三针直径未注公差尺寸按
未注倒角
锐边倒角
未注倒角
锐边倒角
锥度按件配作
其余
件、件、件
组合后,不允许再加工
组合后需保证尺寸、形位公差的要求
三针直径未注公差尺寸按
未注倒角锐边倒角
未注倒角
锐边倒角
未注公差尺寸按
其余。