(完整版)谷氨酸发酵
谷氨酸发酵工艺流程1
二、谷氨酸发酵的工艺流程菌种的选育,培养基配制,斜面培养,一级种子培养,二级种子培养,发酵(发酵过程参数控制通风量、pH、温度、泡沫),发酵液分离提取。
2.1谷氨酸生产菌种棒状杆菌属谷氨酸棒状杆菌:生物素缺陷型、温度敏感型;北京棒杆菌、钝齿棒杆菌;短杆菌属:黄色短杆菌、天津短杆菌。
2.2生产原料玉米、小麦、甘薯、大米等。
其中甘薯和淀粉最为常用,大米进行浸泡磨浆,再调成15Bx,调pH6.0,加细菌α-淀粉酶进行液化,85℃30min,加糖化酶60℃糖化24h,过滤后可供配置培养基。
甘蔗糖蜜、甜菜糖蜜。
糖蜜原料因含丰富的生物素,不宜直接用来作为谷氨酸发酵的碳源。
2.3.培养基制备谷氨酸发酵培养基组成包括碳源、氮源、水、无机盐和生长因子等。
2.3.1碳源目前使用的谷氨酸生产菌均不能利用淀粉,只能利用葡萄糖、果糖等,有些菌种还能利用醋酸、正烷烃等做碳源。
2.3.2氮源常见无机氮源:尿素,液氨,碳酸氢铵。
常见有机碳源:玉米浆,豆浓,糖蜜。
碳氮比一般控制在100:15—30。
2.3.3生物素含硫水溶性维生素,是B族维生素的一种,又叫做维生素H或辅酶R。
生物素的作用主要影响谷氨酸生产菌细胞膜的通透性,同时也影响菌体的代谢途径。
生物素对发酵的影响是全面的,在发酵过程中要严格控制其浓度。
2.4培养基保藏斜面培养基:牛肉膏l%,蛋白胨l%,氯化钠0.5%,琼脂2%,pH7.0。
活化斜面培养基:葡萄糖0.1%,牛肉膏l%,蛋白胨l%,氯化钠0.5%,琼脂2%,pH7.0。
一级种子培养基:葡萄糖2.5%,玉米浆3.1%;,尿素0.55%,磷酸氢二钾0.12%,硫酸镁0.06%,pH7.0。
2.4.3.1谷氨酸菌种的分离挑一环生产斜面到装有生理盐水,、小玻璃珠三角瓶中,振荡摇匀,稀释,10。
5~10。
6涂平板_挑选30个单菌落移接到生产斜面上(每个菌落接2支斜面)培养48h_其中30支斜面存入超低温冰箱保存,另外相同顺序编号的30支斜面则进行摇瓶产酸试验。
谷氨酸发酵生产工艺(发酵技术课件)

pH
流加尿素、C源
生 发酵
参数控制 监控
温度
前期30~32℃,中后期34~36℃
产 阶 段
离线监测 发酵过程 取样分析 参数监测
还原糖的测定 菌体形态观察
泡沫
消泡器、消泡剂
4-5人/生产小组/2h 8个小组分工准备一天
发酵液
菌体浓度测定
谷氨酸含量的测定(略)* 生长因子:生物素;合成调控:细胞膜通透性↑
发酵染菌的防治措施:
1.培养基灭菌彻底 2. 杜绝种子带菌 3. 防止无菌空气带菌 3. 补料灭菌彻底 5.防止发酵设备的死角与渗漏 6. 严格操作管理(人为因素)
染菌防治
检查方法 主要途径 防治措施 处理挽救
染菌的处理(挽救)原则:
1、对染菌的种子培养基处理:
一般均应灭菌后坚决弃去,并对接触过的设备,管 道全部灭菌,加长灭菌时间等。
2、对染菌的发酵培养基处理:
发酵前期染菌(最易染菌,且危害最大)应迅速再 次灭菌,补充必要营养成分,重新接种;
发酵中期染菌(染菌机会较小):主要通过调节 工艺条件来挽救,如降低发酵温度;减少补料等。
发酵后期染菌(不易染菌):应提前放罐,或者 加入一些杀菌剂(如抗生素)来抑菌。
3、对染菌后的设备处理:用甲醛熏蒸、蒸汽消毒
发酵产品 谷氨酸 柠檬酸 抗生素
酒类 酒精
生产菌种 短棒杆菌
黑曲霉 放线菌、霉菌
酿酒酵母 酵母菌
易染杂菌 噬菌体 青霉菌
短杆菌,产气杆菌,假单孢菌
野生酵母,醋酸菌、乳酸菌 醋酸菌,乳酸菌
染菌防治
染菌防治
检检查查方方法法 主要途径 防治措施 处理挽救
检查方法
方法比较
检查原则
谷氨酸发酵 实验报告(1)

兰州大学生命科学学院发酵工程实验谷氨酸发酵实验摘要:谷氨酸棒杆菌在合适的培养基中经摇瓶培养能快速生长,为发酵实验准备菌种。
还原糖的消耗和谷氨酸的生成是衡量谷氨酸发酵是否正常的重要标志,所以在发酵过程中,要求每两个小时测定一次还原糖的含量,并据此作出发酵的糖耗曲线。
关键字:种子的制备、发酵罐、谷氨酸棒杆菌、PH的调节引言:了解发酵工业菌种制备工艺和质量控制,为发酵实验准备菌种。
了解发酵罐罐体构造和管道系统,掌握对发酵罐及其管道系统的灭菌方法。
了解发酵罐的操作,完成谷氨酸发酵的全过程。
还原糖的消耗和谷氨酸的生成是衡量谷氨酸发酵是否正常的重要标志,在发酵后期当还原糖降至1%以下时,表明谷氨酸发酵已经完成。
所以在发酵过程中,要定时测定还原糖的含量,要求每两个小时测定一次,并据此作出发酵的糖耗曲线。
掌握还原糖和总糖的测定原理,学习用比色法测定还原糖的方法。
学习使用茚三酮比色法检测发酵液中谷氨酸浓度的方法。
谷氨酸棒杆菌通常在0-12小时为生长期,12小时后为产酸期,所以应该从12小时以后开始检测谷氨酸的含量,每两个小时取一次样。
原理:谷氨酸棒杆菌在合适的培养基中经摇瓶培养能快速生长,得到大量健壮的种子。
谷氨酸棒杆菌生长速度较快,接种量一般在1-2%。
谷氨酸发酵是有氧发酵,发酵罐由蒸汽管道、空气管道、加料出料管道等组成,在实验之前必须先对发酵罐进行空消。
谷氨酸产生菌是代谢异常化的菌种,对环境因素的变化很敏感,在适宜的培养条件下,谷氨酸产生菌能够将50%以上的糖转化成谷氨酸,而只有极少量的副产物。
如果培养条件不适宜,则几乎不产生谷氨酸,仅得到大量的菌体或者由发酵产生的乳酸、琥珀酸、а-酮戊二酸、丙氨酸、谷氨酰胺、乙酰谷氨酰胺等产物。
生产上的中间分析只测定一些主要数据,只能显示微生物代谢的一般概况而不能反映细微的生化变化。
因此,进一步完善生化分析项目,从生化角度对发酵进行控制,从而确定最适宜的工艺条件是提高发酵水平的重要课题之一。
(完整版)谷氨酸发酵
1)生物素营养缺陷型⏹作用机制:生物素是脂肪酸生物合成最初反应的关键酶乙酰CoA羧化酶的辅酶,参与了脂肪酸的合成,进而影响脂肪酸的合成.当磷脂合成量少到正常的1/2左右时,细胞变形,Glu向膜外泄漏.⏹控制关键:使用该类突变株必须限制发酵培养基中生物素亚适量(5-10 g/L).在发酵初期(0-8小时),细胞正常生长,当生物素耗尽后,在菌的再次倍增时,开始出现异常形态细胞,即完成了细胞从生长型到积累型转换.2)油酸营养缺陷型⏹作用机制:油酸营养缺陷型丧失了合成油酸的能力,通过控制油酸使磷脂合成量减少到正常量的1/2左右.⏹控制关键:保证在培养基中油酸亚适量,完成细胞从生长型到生产型的转换.(3)添加表面活性剂⏹添加表面活性剂(如吐温60)或不饱和脂肪酸(C16-18),也能造成细胞渗漏,积累谷氨酸.⏹机理:两者在脂肪酸合成时对生物素有拮抗作用,导致磷脂合成不足,形成不完整的细胞膜.⏹关键:控制好脂肪酸或表面活性剂的时间和浓度,必须在药剂加入后,在这些药剂存在下进行分裂,形成产酸型细胞.(4)添加青霉素⏹机理:青霉素抑制谷氨酸生产菌细胞壁后期的合成,细胞膜在失去保护,在渗透压的作用下受损,向外泄露谷氨酸.⏹控制关键:一般在进入对数生长期的早期(3-6小时)添加.添加青霉素后倍增的菌体不能合成完整的细胞壁,完成细胞功能的转换.谷氨酸发酵强制控制工艺⏹为了稳产,克服培养基原料中某些成分不易控制带来的影响,在谷氨酸发酵时可采取“强制控制”的方法,如:“高生物素高吐温”或“高生物素高青霉素”的方法.⏹控制方法:在发酵培养基中预先配加一定量(过量)的纯生物素,大大地削弱每批原料中生物素含量变化的影响,高生物素、大接种量能促进菌体迅速增殖.再在菌体倍增的早期加入相对高的吐温或青霉素,形成产酸型细胞.固定其它条件,确保高产稳产。
谷氨酸发酵⏹ 1.适应期:尿素分解出氨使pH上升.糖不利用.2-4h.措施:接种量和发酵条件控制使适应期缩短.⏹ 2.对数生长期:糖耗快,尿素大量分解使pH上升,氨被利用pH又迅速下降.溶氧急剧下降后维持在一定水平.菌体浓度迅速增大,菌体形态为排列整齐的八字形.不产酸.12h.措施:及时供给菌体生长必须的氮源及调节pH,在pH7.5-8.0时流加尿素;维持温度30- 32℃⏹ 3.菌体生长停止期:谷氨酸合成.措施:提供必须的氨及pH维持在7.2-7.4.大量通**,控制温度34-37 ℃.⏹ 4.发酵后期:菌体衰老,糖耗慢,残糖低.措施:营养物耗尽酸浓度不增加时,及时放罐.发酵周期一般为30h.二、谷氨酸发酵的生化过程⏹(1)是代谢控制发酵的典型代表⏹(2)是目前代谢控制发酵中,在理论与实践上最成熟的……⏹整个过程可简单的分为2 个阶段:➢第1阶段是菌体生长阶段;➢第2阶段是产酸阶段,谷氨酸得以大量积累。
谷氨酸发酵的工艺流程

谷氨酸发酵的工艺流程
《谷氨酸发酵的工艺流程》
谷氨酸是一种重要的氨基酸,广泛应用于食品、医药和化工等领域。
发酵工艺是生产谷氨酸的主要方法之一,下面将介绍谷氨酸发酵的工艺流程。
1. 选择菌株:选择适合发酵生产的菌株是谷氨酸发酵工艺的第一步。
通常采用属于放线菌属或棒状杆菌属的菌株进行发酵。
这些菌株具有较高的谷氨酸产量和较好的耐受性。
2. 发酵培养基的配制:发酵培养基是支撑谷氨酸发酵的重要基础。
一般包括碳源、氮源、无机盐、生长因子等组成成分。
常用的碳源包括葡萄糖、麦芽糖等,氮源包括氨基酸、尿素等。
3. 发酵条件控制:发酵过程中的温度、pH值、氧气供应等条件都会影响谷氨酸的产量。
通常采用恒温发酵,温度一般控制在28-32摄氏度。
同时控制好培养基的pH值,通常在6.5-7.5之间。
氧气供应也是非常重要的,通过控制搅拌速度和通气量来保证充足的氧气供应。
4. 发酵过程监测:在发酵过程中需要对微生物生长、培养基中各种成分的消耗和产物的生成进行持续监测。
通过检测微生物生长曲线和培养基中各成分的浓度变化来掌握发酵情况,及时调整发酵条件以提高产量。
5. 发酵产物的提取与精制:发酵结束后,需要对发酵产物进行
提取和精制。
通常采用离心、过滤等方法将微生物分离,然后通过酸碱调节、浓缩、结晶等工艺步骤来得到纯净的谷氨酸产物。
通过以上工艺流程,谷氨酸发酵生产可以实现高效、稳定的产量,并且能够得到高纯度的产物,满足市场需求。
氨基酸类药物的发酵生产—谷氨酸的发酵生产

生物素的来源:氨基酸生产上可以作为生物素来源的原料 有玉米浆、麸皮水解液、糖蜜及酵母水解液等,通常选取 几种混合使用。例如,许多工厂选择纯生物素、玉米浆、 糖蜜这三种物质来配制培养基。各种原料来源及加工工艺 不同,所含生物素的量不同。玉米浆含生物素500μg/kg, 麸皮含生物素300μg/kg,甘蔗糖蜜含生物素1500μg/kg。
操作简单 周期长,占地面积大。
直接常温等电点法工艺流程
发酵液
起晶中和点(pH4-4.5) 育晶(2h)
盐酸
菌体及细小的 谷氨酸晶体
等电点搅拌pH3-3.22 静置沉降4-6h 离心分离
成品
母液
干燥
湿谷氨酸晶体
2、离子交换法
可用阳离子交换树脂来提取吸附在树脂上的谷氨 酸阳离子,并可用热碱液洗脱下来,收集谷氨酸 洗脱流分,经冷却、加盐酸调pH 3.0~3.2进行结 晶,之后再用离心机分离即可得谷呈棒形或短杆形; 革兰氏阳性菌,无鞭毛,无芽孢;不能运动; 需氧性的微生物; 生物素缺陷型; 脲酶强阳性; 不分解淀粉、纤维素、油脂、酪蛋白、明胶等;
发酵中菌体发生明显形态变化,同时细胞膜渗透性改变; 二氧化碳固定反应酶系强; 异柠檬酸裂解酶活力欠缺或微弱,乙醛酸循环弱; α-酮戊二酸氧化能力微弱; 柠檬酸合成酶、乌头酸酶、异柠檬酸脱氢酶、谷氨酸脱氢酶活
有机氮丰富有利于长菌,因此谷氨酸发酵前期要 求一定量的有机氮,通常在基础培养基中加入适 量的有机氮,在发酵过程中流加尿素、液氨或氨 水来补充无机氮。
(3)无机盐
磷酸盐 :工业生产上可用K2HPO4·3H2O、KH2PO4、 Na2HPO4·12H2O、NaH2PO4·2H2O等磷酸盐,也可用磷酸。 过高:代谢转向合成缬氨酸。 过低:菌体生长缓慢。
谷氨酸发酵

第一章文献综述1.1谷氨酸简介谷氨酸在生物体内的蛋白质代谢过程中占有重要地位,参与动物、植物和微生物中的许多重要化学反应。
目前,我国许多工厂采用多种方法来提高谷氨酸产率,如选育高产菌种、改进发酵工艺、搞好发酵控制、引进微机控制、增加控制参数等。
这些方法对于提高谷氨酸产率非常有效。
谷氨酸是生产味精的主要原料,随着发酵法生产谷氨酸技术的发展,我国味精生产始于1923年,至今已有80多年历史,随着科学技术的不断进步,味精生产技术也在不断变革,由创建之初的以面筋、豆粕为原料水解法生产工艺,改变为现在以淀粉为原料发酵法生产工艺,发酵法生产工艺从1964年在上海味精厂首次投入生产以来,发酵法生产谷氨酸的生产技术进步较大,尤其是近几年随着菌种的突破以及新技术,新设备的应用进展更快,进入九十年代,尤其九五年后,技术进步较快,目前行业最好水平时(仅少数厂家)制糖收率99%以上,发酵产酸11-12%,转化率59-62%,提取收率96-98%精制收率96%,与80年代比较全行业平均制糖收率提高了10%,发酵产酸率提高了117%,转化率提高了43%,提取收率提高了20%,精制收率提高了8.8%,综合技术指标淀粉消耗下降了166%1.2谷氨酸的生产工艺流程1.2.1液化和糖化因为大米涨价, 目前大多数味精厂都使用淀粉作为原材料。
淀粉先要经过液化阶段。
然后再与β- 淀粉酶作用进入糖化阶段。
首先利用α- 淀粉酶将淀粉浆液化, 降低淀粉粘度并将其水解成糊精和低聚糖, 应为淀粉中蛋白质的含量低于原来的大米, 所以经过液化的混合液可直接加入糖化酶进入糖化阶段, 而不用像以大米为原材料那样液化后需经过板筐压滤机滤去大量蛋白质沉淀。
液化过程中除了加淀粉酶还要加氯化钙,整个液化时间约30min。
一定温度下液化后的糊精及低聚糖在糖化罐内进一步水解为葡萄糖。
淀粉浆液化后, 通过冷却器降温至60℃进入糖化罐, 加入糖化酶进行糖化。
糖化温度控制在60℃左右, pH 值4.5, 糖化时间18~32h。
谷氨酸系列发酵实验

谷氨酸发酵工程系列实验一、实验目的1、了解发酵工业菌种的制备工艺和质量控制,为发酵实验准备菌种。
2、了解发酵罐的操作,完成谷氨酸发酵的全过程操作、3、了解和掌握快速测定还原糖含量的方法。
4、了解和掌握快速测定发酵过程谷氨酸含量的方法5、了解用等电点法从发酵液中回收谷氨酸的方法二、实验原理谷氨酸是由谷氨酸棒杆菌以葡萄糖为原料生产的一种呈味氨基酸,其代谢机理为:葡萄糖先经EMP途径生成丙酮酸,丙酮酸经氧化脱氨基作用生成乙酰辅酶A,乙酰辅酶A进入三羧酸循环生成α—酮戊二酸,α—酮戊二酸再经氨基化作用生成谷氨酸。
由于谷氨酸棒杆菌为生物素缺陷型突变株,因此在发酵过程中要控制生物素亚适量。
三、实验材料、仪器与试剂1、材料:谷氨酸棒杆菌、发酵培养基、谷氨酸发酵液不同发酵时间所取的样品等。
2、仪器:三角瓶、烧杯、量筒、玻棒、pH试纸、天平、高压蒸汽灭菌锅、培养箱、显微镜、发酵罐及控制系统、蒸汽发生器、空气压缩机、补料瓶、补料针、硅胶管、滴定管、滴定架、电炉、容量瓶、高速离心机、分光光度计、恒温水浴锅、移液器及枪头、无极调速搅拌机、旋转蒸发器、冰箱等3、试剂:无水乙醇、牛肉膏、蛋白胨、蔗糖、可溶性淀粉、蛋白胨、酵母提取液、NaCl、NaOH、HCl、KNO3、去离子水、葡萄糖、尿素、消泡剂、硫酸铜、亚甲基蓝、酒石酸钾钠、氢氧化钠、亚铁氢化钾、盐酸、L-谷氨酸分析纯、茚三酮、丙酮、酒精等。
四、实验步骤1、培养基的制备(1)斜面培养基:葡萄糖0.1%;蛋白胨1%;牛肉膏1%;NaCl0.5%;琼脂2%(pH7.0)(2)一级培养基:蛋白胨1%;酵母浸出粉0.5%;NaCl1%(pH7.2)(3)二级培养基:葡萄糖 2.5%;尿素0.34%;K2HPO4·3H2O0.16%;MgSO4·7H2O;FeSO4·7H2O、MnSO4·H2O各0.0002%(pH7.0)各培养基分装到到三角瓶,用铝箔纸封口,高压灭菌。
谷氨酸发酵工艺(1)

谷氨酸发酵工艺•氨基酸发酵是一个典型的代谢调控发酵,即利用微生物的生长和代谢活动生产各种氨基酸。
•氨基酸发酵是好氧发酵,培养基中溶氧量不同,所得到的产品不同,因此可以控制不同的通风量得到不同的氨基酸。
谷氨酸简介谷氨酸,是一种酸性氨基酸。
分子内含两个羧基,化学名称为α-氨基戊二酸。
谷氨酸是里索逊1856年发现的,为无色晶体,有鲜味,微溶于水,而溶于盐酸溶液,等电点3.22。
大量存在于谷类蛋白质中,动物脑中含量也较多。
谷氨酸在生物体内的蛋白质代谢过程中占重要地位,参与动物、植物和微生物中的许多重要化学反应。
谷氨酸发酵工艺流程菌种的选育→培养基配制→斜面培养→一级种子培养→二级种子培养→发酵→提取以淀粉水解糖为原料微生物发酵生产谷氨酸工艺•淀粉水解糖的制备•谷氨酸的发酵•谷氨酸的提取淀粉水解糖的制备淀粉水解糖的制备方法:酸水解法和酶水解法目前谷氨酸淀粉水解糖的制备方法一般采用酶水解法•在发酵罐中进行。
•发酵初期,糖基本不利用。
尿素分解放出氨使PH 上升。
2-4h。
接种量和发酵条件控制可使该期缩短。
•对数生长期,尿素大量分解使PH上升,氨被利用PH又下降,菌体形态为排列整齐的八字形,不产酸,12h。
采用流加尿素的方法及时供给菌体生长必须的氮源及调节pH在7.5-8.0,维持温度在30-32℃.•菌体生长停止期,谷氨酸合成,糖和尿素分解产生α-酮戊二酸和氨用于合成谷氨酸。
及时流加尿素以提供足够的氨并使pH维持在7.2-7.4。
大量通气,控制温度34℃-37℃。
•发酵后期,菌体衰老,糖耗缓慢,残糖低。
营养物耗尽酸浓度不再增加时,及时放罐。
一般发酵周期为30h。
谷氨酸的提取方法,一般有等电点法、离子交换法、金属盐沉淀法、盐酸盐法和电渗析法。
目前用的较普遍的有等电点法和离子交换法。
•等电点法利用谷氨酸是两性电解质的性质。
将发酵液加硫酸调pH至谷氨酸的等电点,使谷氨酸沉淀析出。
•离子交换法先将发酵液稀释至一定浓度,用盐酸或硫酸将发酵液调至一定的pH,采用阳离子交换树脂吸附谷氨酸,然后用洗脱剂将谷氨酸从树脂上洗脱下来,达到浓缩和提纯谷氨酸的目的。
谷氨酸发酵知识完全总结
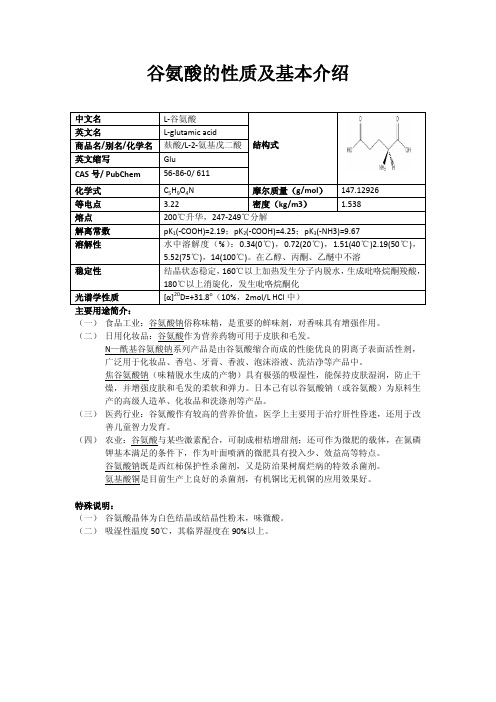
谷氨酸的性质及基本介绍147.129261.538主要用途简介:(一)食品工业:谷氨酸钠俗称味精,是重要的鲜味剂,对香味具有增强作用。
(二)日用化妆品:谷氨酸作为营养药物可用于皮肤和毛发。
N—酰基谷氨酸钠系列产品是由谷氨酸缩合而成的性能优良的阴离子表面活性剂,广泛用于化妆品、香皂、牙膏、香波、泡沫浴液、洗洁净等产品中。
焦谷氨酸钠(味精脱水生成的产物)具有极强的吸湿性,能保持皮肤湿润,防止干燥,并增强皮肤和毛发的柔软和弹力。
日本己有以谷氨酸钠(或谷氨酸)为原料生产的高级人造革、化妆品和洗涤剂等产品。
(三)医药行业:谷氨酸作有较高的营养价值,医学上主要用于治疗肝性昏迷,还用于改善儿童智力发育。
(四)农业:谷氨酸与某些激素配合,可制成柑桔增甜剂;还可作为微肥的载体,在氮磷钾基本满足的条件下,作为叶面喷洒的微肥具有投入少、效益高等特点。
谷氨酸钠既是西红柿保护性杀菌剂,又是防治果树腐烂病的特效杀菌剂。
氨基酸铜是目前生产上良好的杀菌剂,有机铜比无机铜的应用效果好。
特殊说明:(一)谷氨酸晶体为白色结晶或结晶性粉末,味微酸。
(二)吸湿性温度50℃,其临界湿度在90%以上。
谷氨酸生产水平与市场分析生产水平:谷氨酸棒状杆菌-生物素敏感型高产菌株:采用生物素亚适量工艺,发酵32h,产酸达140g/L以上,糖酸转化率达62%以上,国内同类研究的领先水平。
谷氨酸棒状杆菌-谷氨酸温度敏感型突变株:在最佳发酵条件下,发酵24h,产酸达到160g/L,糖酸转化率达72%,国际同类研究的先进水平。
市场分析:我国味精工业的产量稳居世界第一位,2007年全国味精产量达190万吨。
味精工厂的味精平均销售价格为7,800元/吨,成本为7,000元/吨。
按照上述产量计算,我国味精工业中纯味精的总产值约150亿元,加上相当于上述总值30%的副产品(主要是饲料蛋白、化肥、液态肥料)的产出,我国味精工业年生产总值约为200亿元人民币。
从市场需求来看,2007年国内谷氨酸年产量约190万吨,国内人均消费味精仅1kg,与日本、香港、台湾、东南亚等国家及地区的味精消费水平(1.5kg)相比,还是较低的。
发酵工程应用实例 谷氨酸发酵

(2) pH值
1) pH值对谷氨酸产生菌生长的影响 2) pH值对谷氨酸积累的影响
发酵液的pH影响微生物的生长和代谢途径。 • 发酵前期如果pH偏低,则菌体生长旺盛,长菌而不产酸;如果pH偏高,则菌
体生长缓慢,发酵时间拉长。在发酵前期将pH值控制在7.5~8.0左右较为合适。 • 而在发酵中、后期将pH值控制在7.0~7.6左右对提高谷氨酸产量有利。
2.形态上共同特点(芽孢杆菌除外):
(1)革兰氏阳性 (2)菌体为球形、短杆至棒状 (3)不形成芽孢 (4)没有鞭毛,不能运动 (5)都是生物素缺陷型 (6)都是需氧型微生物
二、谷氨酸合成途径
1.谷氨酸合成的方式
(1)氨基转移作用 -酮戊二酸 + 氨基酸
谷氨酸 + -酮酸
(2)还原氨基化作用 -酮戊二酸 + NH4+ + NADPH2
其他
⑤添加青霉素
• 机理:青霉素抑制谷氨酸生产菌细胞壁后期的合成,细胞膜在失去 保护,在渗透压的作用下受损,向外泄露谷氨酸.
• 控制关键:一般在进入对数生长期的早期(3-6小时)添加.添加青霉 素后倍增的菌体不能合成完整的细胞壁,完成细胞功能的转换.
(三)发酵条件的控制
(1)发酵温度
• 谷氨酸发酵前期(0~12h):30-32℃。 • 对数生长期:菌体浓度迅速增大(12h),糖耗快,维持温度30-32℃ • 在发酵中、后期:是谷氨酸大量积累的阶段,而催化谷氨酸合成的谷
• 这个阶段主要是菌体生长,几乎不产酸,一般为12h左右。
3. 谷氨酸发酵
当菌体生长基本停滞就转入谷氨酸合成阶段,此时菌体浓度基本不变, 糖与尿素分解后产生的α-酮戊二酸和氨主要用来合成谷氨酸。这一阶 段,为了提供谷氨酸合成所必需的氨及维持谷氨酸合成最适的pH7.2~ 7.4,必须及时流加尿素,又为了促进谷氨酸的合成需加大通气量,并 将发酵温度提高到谷氨酸合成最适的温度34~37℃。
谷氨酸发酵生产

谷氨酸发酵生产谷氨酸发酵一、实验目的谷氨酸(glutamic acid)是最先成功地利用发酵法进行生产的氨基酸。
谷氨酸发酵是典型的代谢调控发酵,其代谢途径相对研究得比较清楚。
因此,了解谷氨酸发酵机制,掌握其发酵工艺,将有助于对代谢调控发酵的理解,有助于对其他有氧发酵的理解和掌握,也有助于对已掌握的生化、微生物知识的融会贯通。
通过本次实验,掌握有氧发酵的一般工艺,熟练掌握通用机械搅拌罐的设备使用。
二、实验原理1、谷氨酸发酵机制谷氨酸发酵是菌体异常代谢的产物,菌体正常代谢失调时,才能积累谷氨酸。
在正常的微生物代谢中,由葡萄糖生成的磷酸烯醇式丙酮酸比天冬氨酸优先合成谷氨酸。
谷氨酸合成过量时,谷氨酸抑制谷氨酸脱氢酶的活力和阻遏柠檬酸合成酶的合成,使代谢转向天冬氨酸的合成。
天冬氨酸合成过量后,反馈抑制磷酸烯醇式丙酮酸羧化酶的活力,停止草酰乙酸的合成。
所以,在正常情况下,谷氨酸并不积累。
谷氨酸生产菌由葡萄糖生物合成谷氨酸的途径见图5-7。
它包括糖酵解途径(EMP途径)、磷酸己糖途径(HMP途径),三羧酸循环(TCA循环)、乙醛酸循环,伍德-沃克曼反应(CO的固定反应等)。
2由于谷氨酸生产菌生理方面有以下共同特征,体内的代谢控制平衡被打破,使谷氨酸得以积累。
? 谷氨酸生产菌大多为生物素缺陷型。
谷氨酸发酵时,糖酵解经过EMP及HMP两个途径进行。
生物素充足时,HMP途径所占比例是38%,控制生物素亚适量的结果,发酵产酸期,HMP途径所占比例下降到约为26%,EMP途径所占的比例得以提高。
通过控制生物素亚适量,更重要的是由生物素促进的脂肪酸及磷脂合成减少,谷氨酸向膜外漏出,引起代谢失调,使谷氨酸得以积累。
? 谷氨酸生产菌的CO固定反应酶系活力强,可通过羧化作用(更多地2供应固定CO生成苹果酸或草酰乙酸转化成柠檬酸。
2? 谷氨酸生产菌的异柠檬酸裂解酶活力欠缺或微弱,使进入谷氨酸生成期后的乙醛酸循环弱,使异柠檬酸更多地转化成α-酮戊二酸。
谷氨酸发酵实验报告

一、实验目的1. 了解谷氨酸发酵的基本原理和过程。
2. 掌握谷氨酸发酵实验的操作方法。
3. 通过实验验证谷氨酸发酵过程中还原糖的消耗和谷氨酸的生成情况。
4. 分析发酵条件对谷氨酸发酵的影响。
二、实验原理谷氨酸发酵是一种典型的微生物发酵过程,主要利用谷氨酸棒杆菌在适宜的培养基和条件下,将糖类物质转化为谷氨酸。
发酵过程中,还原糖的消耗和谷氨酸的生成是衡量发酵是否正常的重要指标。
三、实验材料与仪器1. 实验材料:- 谷氨酸棒杆菌菌种- 葡萄糖- 酵母提取物- 牛肉膏- 磷酸氢二钠- 氯化钠- 琼脂- pH试纸- 还原糖检测试剂盒- 谷氨酸检测试剂盒- 恒温摇床- 恒温水浴锅- 721分光光度计2. 实验仪器:- 烧杯- 玻璃棒- 移液管- 试管- 离心机- 电子天平四、实验步骤1. 培养基制备:- 称取酵母提取物10g、牛肉膏5g、葡萄糖20g、磷酸氢二钠2g、氯化钠1g,加入100mL蒸馏水溶解,定容至1000mL。
- 将培养基分装至锥形瓶中,121℃高压灭菌15分钟。
2. 菌种活化:- 将谷氨酸棒杆菌菌种接种于装有适量培养基的锥形瓶中,37℃恒温培养24小时。
3. 发酵实验:- 将活化后的菌液以1%的接种量接种于装有100mL培养基的锥形瓶中,置于恒温摇床中,37℃、150r/min振荡培养。
- 每隔2小时取样,测定还原糖和谷氨酸的含量。
4. 数据处理:- 根据还原糖和谷氨酸的测定结果,绘制糖耗曲线和谷氨酸生成曲线。
- 分析发酵条件对谷氨酸发酵的影响。
五、实验结果与分析1. 糖耗曲线:实验过程中,还原糖含量随时间逐渐降低,说明谷氨酸棒杆菌在发酵过程中不断消耗葡萄糖。
2. 谷氨酸生成曲线:实验过程中,谷氨酸含量随时间逐渐增加,说明谷氨酸棒杆菌在发酵过程中不断合成谷氨酸。
3. 发酵条件对谷氨酸发酵的影响:- 温度:37℃时,谷氨酸发酵效果较好。
- pH值:pH值在6.5-7.0时,谷氨酸发酵效果较好。
谷氨酸发酵及工艺流程

试剂的制备 • 甲液:称取15g硫酸铜与0.05g亚甲基蓝于1000mL 容量瓶中,加蒸馏水定溶至刻度线处 • 乙液:称取50g酒石酸钾钠,75g氢氧化钠,4g亚 铁氰化钾至1000mL容量瓶中,加蒸馏水定溶至刻 度线 • 革兰氏染色:结晶紫、碘液,95%乙醇、番红 • 仪器准备 • 仪器设备:摇床、显微镜、751型分光光度计、5L 发酵罐、空压机、革兰氏染液、PH计、离心机、 药物天平
谷氨酸的简介
• 谷氨酸,是一种酸性氨基酸。分 子内含两个羧基,化学名称为α氨基戊二酸。谷氨酸是里索逊 1856年发现的,为无色晶体,有 鲜味,微溶于水,而溶于盐酸溶 液,等电点3.22。大量存在于谷 类蛋白质中,动物脑中含量也较 多。谷氨酸在生物体内的蛋白质 代谢过程中占重要地位,参与动 物、植物和微生物中的许多重要 化学反应。
•
二、发酵阶段
• 发酵生产操作:发酵液冷却至40℃左右时,通过蠕 动泵加第一次尿素,添加量为0.8~1。0%。 • 接种将前次实验制备的二级种子8-10%的接种量接 入发酵罐。于35℃±1℃、250r.p.m条件下培养 35h • 发酵过程的控制:①温度控制②pH控制③糖液流加
温度控制
• 谷氨酸发夹0~12h为长菌期,最适温度在30~32℃, 发酵12小时后进入产酸期,控制34~36℃。由于发 酵期代谢活跃,发酵罐要注意冷却,防止温度过 高引起发酵迟缓。
发酵过程中,需注意完成下列工作
• 注意发酵罐运转是否正常,检查各控制参数是否在适合的范围内,遇 有故障及时排除。 • 每两小时取样一次,每次取样80ml,取样时,用量筒准确取流出的培 养液80ml,对号倒Байду номын сангаас三角瓶中,封口,来丌及测定的样液要立即放入 冰箱保存 • 每2小时记录发酵过程温度、pH、OD、通风、转速的测定数值,并 记录操作情况。 • OD值测定方法:均匀取样5ml于编号试管中,用空白发酵液稀释至一 定浓度,在722分光光度计上测定A600,根据菌体浓度不吸光度之间 关系的标准曲线换算出菌体浓度;其余发酵于2000r/min条件下离心 分离10min,上清夜入编号三角瓶,用于测糖 • 还原糖测定:用菲林快速定糖法。 • 菌体形态观察:革兰氏染色,油镜观察菌形、革兰氏染色结果以及有 无杂菌污染
任务1-4-1(2)谷氨酸发酵工艺
生物素
(2)磷盐。磷在微生物细胞中含量较 高,它是合成核酸、核蛋白、磷脂、 各种核苷酸和辅酶的重要元素。 如果培养基中不加或少加磷酸盐,则 菌体生长缓慢,糖耗慢,最终菌体生 长不足。 如磷盐过多,糖的降解都通过EMP和 TCA,菌体增殖快。
4.发酵条件控制不当引起的发酵异常
通风量 发酵前期通风量不足,影响不大; 中后期供氧不足,则谷氨酸生成少。 温度 发酵前期、中期温度过高,细胞易 衰老;温度过低,发酵周期长。 pH
7 泡沫的控制
生产上为了控制泡沫,除了在发酵罐内安 装机械消泡器外,还在发酵时加入消泡剂。 目前谷氨酸发酵常用的消泡剂有: 花生油、豆油、玉米油、棉子油、泡敌和 硅酮等。 天然油脂类的消泡剂的用量较大,一般为 发酵液的0.1%~0.2%(体积分数), 泡敌的用量为0.02%~0.03%(体积分数)。
2 pH的控制
一般发酵前期pH控制在7.5-8.5左右,发酵中、后期 pH控制在7.0~7.2,调低pH的目的在于提高与谷氨 酸合成有关的酶的活力。 谷氨酸发酵在中性和微碱性条件下可积累谷氨酸, 而在酸性条件下则容易形成谷酰胺和N-乙酰谷酰胺。
尿素被谷氨酸生产菌细胞的脲酶所分解放出氨,因 而发酵液的pH会上升。
发酵罐
四、发酵异常现象及处理
1.污染杂菌和感染噬菌体引起的发酵异常 (1)污染杂菌 污染杂菌后,OD值增长快,糖耗也快,且发酵液 泡沫增多,但谷氨酸生成量少。 处理: 如果发酵前期发现杂菌污染,可将培养基重新灭菌, 并酌加培养基成分,重新接种后再发酵。 如果发酵中期发现染菌,而pH、OD值和糖耗等尚 属正常,此时可加大风量,按常规继续发酵。 如果发酵后期染菌,一般对发酵影响不大。
2、一级种子培养
培养基:葡萄糖 2.5 % ,尿素 0.5%, 硫酸镁 0.04%, 磷酸氢二钾 0.1%,玉米 浆 2.5—3.5%(按质增减) 硫酸亚铁、硫酸 锰各2ppm,PH 6.5—6.8 种不同酌情增减) 。 (培养基成分可因菌
谷氨酸发酵工艺流程及谷氨酸的提取操作流程

谷氨酸发酵、提取,精制工艺
(一)发酵及提取工艺流程
菌种(石河子大学菌种)
斜面
摇瓶种发酵罐(SY-3015)发酵液
GQ-75分离机离心(15000rpm ) (去菌体)发酵液
结晶(中和)罐,酸罐,
(离子交换 高流分
(二)谷氨酸的等电点-离子交换提取谷氨酸工艺
(三)谷氨酸钠的精制操作
1、中和
工艺条件:湿谷氨酸:水:(固体)纯碱=1:2:(0.3-0.34)
T=60℃,pH=6.4(用试纸测)
注意:60℃下,搅拌下,徐徐加入固体纯碱中和,至pH 6.4 ,搅拌至澄清。
2、谷氨酸钠喷雾干燥
工艺流程:中和完的澄清液,用SY-6000小型喷雾干燥仪干燥并收集;
工艺条件:
进风170℃,出风温度65-75℃,进料量控制40%(即500ml/h),空气流量600l/h (四)谷氨酸产生菌发酵代谢曲线示例。
谷氨酸发酵(共16张PPT)

第二章 谷氨酸发酵机制
3 谷氨酸发酵中如何控制细胞膜的渗透性
控制细胞膜渗透性的方法
3.1. 控制磷脂的合成:细胞膜磷脂含量低,有利于提高细胞膜通透性。
第二章 谷氨酸(1发)酵生机物制 素缺陷型
控制细胞壁的合成:细胞壁合成不完全,细胞膜容易造成机械损伤和经不起内部渗透压的压力,造成膜的破坏,加大通透性。
(2) 谷氨酸脱氢酶活性强 由于谷氨酸产生菌的谷氨酸脱氢酶比其它微生物强大得多,所以由三羧酸循环得到的柠檬酸的氧化
中间物就不再往下氧化,而以谷氨酸的形式积累起来。
(3) 细胞膜对谷氨酸的通透性高
谷氨酸的分泌可降低细胞内产物的浓度,消除了谷氨酸转化成其它代谢物的可能,降低了对谷氨酸脱氢酶 的抑制,并使谷氨酸的生成途径畅通。
(对3)数细生胞长膜期对在早谷期不氨,酸饱添的加和通青透脂霉性素肪高或酸头孢的霉合素C成。过程中,吐温-60或饱和脂肪酸等抑制脂肪酸的合成。
第二章 谷氨酸发酵机制
由葡萄糖发酵生成谷氨酸的理想途径
1.3 谷氨酸发酵的代谢途径如下图所示
第二章 谷氨酸发酵机制
控制谷氨酸合成的重要措施
第二章 谷氨酸发酵机制
(1) α-酮戊二酸氧化能力微弱,即α-酮戊二酸脱氢酶活力微弱。
α-酮戊二酸的氧化能力微弱,三羧酸循环到达α-酮戊二酸时,即受到阻挡,把糖代谢流阻止在 α-酮戊二酸的堰上,对导向谷氨酸形成具有重要意义。
第二章 谷氨酸发酵机制
谷氨酸发酵的代谢途径
第二章 谷氨酸发酵机制
在谷氨酸发酵时,糖酵解经过EMP及HMP两个途径进行,生物素充足菌HMP所占比例是38%,控制 生物素亚适量的结果,发酵产酸期,EMP所占的比例更大,HMP所占比例约为26%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1)生物素营养缺陷型⏹作用机制:生物素是脂肪酸生物合成最初反应的关键酶乙酰CoA羧化酶的辅酶,参与了脂肪酸的合成,进而影响脂肪酸的合成.当磷脂合成量少到正常的1/2左右时,细胞变形,Glu向膜外泄漏.⏹控制关键:使用该类突变株必须限制发酵培养基中生物素亚适量(5-10 g/L).在发酵初期(0-8小时),细胞正常生长,当生物素耗尽后,在菌的再次倍增时,开始出现异常形态细胞,即完成了细胞从生长型到积累型转换.2)油酸营养缺陷型⏹作用机制:油酸营养缺陷型丧失了合成油酸的能力,通过控制油酸使磷脂合成量减少到正常量的1/2左右.⏹控制关键:保证在培养基中油酸亚适量,完成细胞从生长型到生产型的转换.(3)添加表面活性剂⏹添加表面活性剂(如吐温60)或不饱和脂肪酸(C16-18),也能造成细胞渗漏,积累谷氨酸.⏹机理:两者在脂肪酸合成时对生物素有拮抗作用,导致磷脂合成不足,形成不完整的细胞膜.⏹关键:控制好脂肪酸或表面活性剂的时间和浓度,必须在药剂加入后,在这些药剂存在下进行分裂,形成产酸型细胞.(4)添加青霉素⏹机理:青霉素抑制谷氨酸生产菌细胞壁后期的合成,细胞膜在失去保护,在渗透压的作用下受损,向外泄露谷氨酸.⏹控制关键:一般在进入对数生长期的早期(3-6小时)添加.添加青霉素后倍增的菌体不能合成完整的细胞壁,完成细胞功能的转换.谷氨酸发酵强制控制工艺⏹为了稳产,克服培养基原料中某些成分不易控制带来的影响,在谷氨酸发酵时可采取“强制控制”的方法,如:“高生物素高吐温”或“高生物素高青霉素”的方法.⏹控制方法:在发酵培养基中预先配加一定量(过量)的纯生物素,大大地削弱每批原料中生物素含量变化的影响,高生物素、大接种量能促进菌体迅速增殖.再在菌体倍增的早期加入相对高的吐温或青霉素,形成产酸型细胞.固定其它条件,确保高产稳产。
谷氨酸发酵⏹ 1.适应期:尿素分解出氨使pH上升.糖不利用.2-4h.措施:接种量和发酵条件控制使适应期缩短.⏹ 2.对数生长期:糖耗快,尿素大量分解使pH上升,氨被利用pH又迅速下降.溶氧急剧下降后维持在一定水平.菌体浓度迅速增大,菌体形态为排列整齐的八字形.不产酸.12h.措施:及时供给菌体生长必须的氮源及调节pH,在pH7.5-8.0时流加尿素;维持温度30- 32℃⏹ 3.菌体生长停止期:谷氨酸合成.措施:提供必须的氨及pH维持在7.2-7.4.大量通**,控制温度34-37 ℃.⏹ 4.发酵后期:菌体衰老,糖耗慢,残糖低.措施:营养物耗尽酸浓度不增加时,及时放罐.发酵周期一般为30h.二、谷氨酸发酵的生化过程⏹(1)是代谢控制发酵的典型代表⏹(2)是目前代谢控制发酵中,在理论与实践上最成熟的……⏹整个过程可简单的分为2 个阶段:➢第1阶段是菌体生长阶段;➢第2阶段是产酸阶段,谷氨酸得以大量积累。
三、合成谷氨酸的生化途径(一)、GA 的生物合成途径⏹主要有:Glucose的酵解,EMPGlucose的有氧氧化,HMP丙酮酸的有氧氧化,TCA循环乙醛酸循环途径,DCA循环CO2固定反应α-酮戊二酸(α-KGA)的还原氨基化⏹这6条途径之间是相互联系和相互制约的,如图所示:(二)、GA生物合成的内在因素⏹从上图可以看出,菌体要在葡萄糖含量10%以上的培养基上,合成5%以上的谷氨酸,是一种不正常的现象,显然GA产生菌必须具备以下条件:谷氨酸生产菌的生化特征—内在因素⏹ 1 生物素缺陷型⏹谷氨酸产生菌大多数为生物素缺陷型,谷氨酸发酵时,通过控制生物素亚适量(贫乏量) ,引起菌种代谢失调, 使谷氨酸得到大量积累。
⏹ 2 具有CO2 固定反应的酶系⏹菌种能利用CO2 产生大量草酰乙酸, 有利于谷氨酸的大量积累。
3.α-KGA脱氢酶酶活性微弱或丧失⏹这是菌体生成并积累α-KGA的关键,从上图可以看出,α-KGA是菌体进行TCA循环的中间性产物,很快在α-KGA脱氢酶的作用下氧化脱羧生成琥珀酸辅酶A,在正常的微生物体内他的浓度很低,也就是说,由α-KGA进行还原氨基化生成GA 的可能性很少。
只有当体内α-KGA脱氢酶活性很低时,TCA循环才能够停止,α-KGA才得以积累,为谷氨酸的生成奠定物质基础。
4. GA产生菌体内的NADPH氧化能力欠缺或丧失⏹1)如上图所示,NADPH是α-KGA还原氨基化生成GA必须物质,而且该还原氨基化所需要的NADPH是与柠檬酸氧化脱羧相偶联的。
⏹(2)由于NADPH的在氧化能力欠缺或丧失,使得体内的NADPH有一定的积累,NADPH对于抑制α-KGA的脱羧氧化有一定的意义。
5. 产生菌体内乙醛酸循环(DCA)的关键酶——异柠檬酸裂解酶⏹该酶是一种调节酶,或称为别构酶,其活性可以通过某种方式进行调节,通过该酶酶活性的调节来实现DCA循环的封闭,DCA 循环的封闭是实现GA发酵的首要条件。
糖的代谢才能沿着α- 酮戊二酸的方向进行, 从而有利于谷氨酸的积累。
6.菌体有强烈的L-谷氨酸脱氢酶活性⏹α-KGA + NH4+ +NADPH == GA + NADP(NADH :烟酰胺腺嘌呤二核苷酸;NADPH :烟酰胺腺嘌呤二核苷酸磷酸)⏹L-谷氨酸脱氢酶,实质上GA产生菌体内该酶的酶活性都很强,α- 酮戊二酸易生成谷氨酸。
⏹该反应的关键是与异柠檬酸脱羧氧化相偶联,反应机制如下:⏹偶联反应α-KGA NADPH α-KGAGA NADP 异柠檬酸CO2固定反应对于产率的提高有着多么重要的作用。
提高GA的潜力⏹1)强化CO2固定反应,具体措施:Mn+,生物素.⏹(2)控制溶氧浓度是非常重要的⏹低的溶氧浓度,则丙酮酸向乳酸方向转化……⏹高的溶氧浓度,则NADPH 有被氧化的可能,……(五)GA发酵的外在因素⏹GA发酵是一个典型的代谢控制发酵,固然有其内在的菌体特性。
⏹但是正如任何事物发展的基本规律一样,外在因素仍然有重要的作用,对于GA的发酵也是一样。
1.供氧浓度⏹过量:NADPH的再氧化能力会加强,使α-KGA的还原氨基化受到影响,不利于GA 的生成。
⏹供氧不足:积累大量的乳酸,使发酵液的pH值下降,不利于GA的产生,同时,一部分葡萄糖转成了乳酸,影响了糖酸转化率,降低了产物的提出率。
2. NH4+浓度⏹(1)影响到发酵液的pH值⏹(2)与产物的形成有关:⏹NH4+过量,菌体增殖阶段会抑制菌体生长,产酸阶段Glu会受谷氨酰胺合成酶作用转化为谷氨酰胺(Gln)⏹NH4+不足,不利于α-KGA的还原氨基化, -酮戊二酸积累,引起反馈调节NH4+与产物的形成3.磷酸盐⏹过量:⏹(1)促进EMP途径,打破EMP与TCA之间的平衡,积累丙酮酸,产生乳酸等……⏹(2)产生并积累缬氨酸(Val)环境条件4. 发酵液的碳氮比⏹发酵液中糖含量与谷氨酸的发酵有密切的关系。
在一定范围内, 谷氨酸的产量随糖含量的增加而增加, 但糖含量过高, 渗透压过大, 对菌体生长不利, 谷氨酸对糖的转化率低。
⏹发酵液中还原糖的含量一般应控制在10 %~13 % 。
环境条件⏹氮源是合成菌体细胞蛋白质、核酸和谷氨酸的氨基来源,大约85%的氮源被用于合成谷氨酸,另外15%用于合成菌体。
⏹谷氨酸发酵需要的氮源比一般发酵工业多得多,一般发酵工业碳氮比为100:0.2-2.0,谷氨酸发酵的碳氮比为100:15-21。
⏹在谷氨酸发酵过程中,应正确控制碳氮比。
一般在菌体生长期碳氮比应大一些(氮低),在产酸期,碳氮比应小些(氮高)。
在碳源和氮源的比为3∶1时,谷氨酸棒状杆菌会大量合成谷氨酸,但当碳源和氮源的比为4∶1时,谷氨酸棒状杆菌只生长而不合成谷氨酸。
环境条件5. 生物素⏹谷氨酸产生菌是营养缺陷型, 对生长繁殖、代谢产物的影响非常明显。
⏹当生物素过量时酵解途径中的丙酮酸转变为乳酸, 同时也使异柠檬酸转变为琥珀酸,菌体生长繁殖快,同时生物素又促进菌体细胞膜通透性障碍物的生物合成, 使菌体不能及时将细胞内的谷氨酸排出,谷氨酸合成途径受阻,发酵液中由菌种细胞排出的谷氨酸仅能占氨基酸总量的12%;⏹生物素亚适量时,菌体代谢失调,细胞膜通透性增强,细胞内的谷氨酸能及时排出,有利于谷氨酸的积累, 发酵液内由菌体细胞排除谷氨酸能达总氨基酸的92%左右。
因此,要根据发酵时期来控制生物素的含量。
环境条件6. 发酵温度⏹谷氨酸发酵前期应采取菌体生长最适温度,即30~32 ℃。
温度过低, 菌体生长繁殖慢;若温度过高,菌体易衰老, 生产中表现为DO 值增长慢, 耗糖慢, pH值高, 最终发酵周期长,产酸少。
⏹发酵中、后期菌体生长基本停止, 为积累大量谷氨酸, 应适当提高发酵温度,但温度过高,酶易失活,谷氨酸生成受阻。
环境条件7. pH值⏹1)pH值对谷氨酸产生菌生长的影响⏹谷氨酸产生菌象其它微生物一样, 有最适生长pH值范围, 当高于或低于这个值时:(1) 菌体内的酶受到抑制, 菌体新陈代谢受阻, 生长停滞; (2) 菌体细胞膜所带电荷发生改变, 从而改变细胞膜的渗透性, 影响菌体对营养的吸收和代谢产物的排出; (3) 影响培养基组分和中间代谢产物的离解, 从而影响菌体对这些物质的利用。
环境条件⏹2)pH值对谷氨酸积累的影响⏹谷氨酸脱氢酶是合成谷氨酸的主要酶,它的最适pH为7.0~7.2 ,当发酵液的pH值偏酸时(pH 5.0-5.8) ,谷氨酸脱氢酶受到抑制,代谢向着生成谷氨酰胺和乙酰谷氨酰胺的方向进行。
⏹在发酵后期由于耗用大量NH4+,pH值下降, 此时就要进行pH值调节,以保证发酵的正常进行。
环境条件⏹pH发生变化的主要原因是培养基中营养成分的利用和代谢产物的积累。
⏹如当谷氨酸棒状杆菌利用糖类物质不断生成谷氨酸时,培养液的pH就会下降。
而碱性物质的消耗和氨的生成等则会导致培养液的pH上升。
pH:前期pH(7.5-8.0),中后期pH7.0-7.6。
通过采用流加尿素,氨水或液氨等办法调节pH,补充氮源。
环境条件8. 通风(同1.供氧浓度)⏹通风的实质就是供氧并使菌体和培养基充分混合。
谷氨酸产生菌为兼性好氧菌, 在有氧、无氧的条件下都能生长,只是其代谢产物不同。
在谷氨酸发酵过程中,通风必须适度。
⏹风量过大,氧气充足,在长菌阶段表现为耗糖慢, 菌体生长慢, pH值偏高, 产酸阶段, 供氢体被氧化,谷氨酸合成受阻,积累α- 酮戊二酸;⏹风量小, 供氧不足, 长菌阶段表现为菌体生长快,在产酸阶段,葡萄糖进入菌体后, 进行不完全氧化,产物由谷氨酸变为乳酸。
环境条件9. 泡沫谷氨酸发酵是好气性发酵, 因通风和搅拌产生泡沫是正常的, 但泡沫过多会带来一系列问题: (1) 泡沫形成泡盖时, 代谢产生的气体不能及时排出,妨碍菌体呼吸作用,影响菌体的正常代谢; (2) 泡沫过多, 发酵液会外溢,造成浪费和污染; (3) 泡沫过多,易冲上罐顶,造成染菌。