铝基线路板制程能力技术规范
线路板技术参数要求
线路板技术参数要求
线路板的技术参数要求通常包括以下几个方面:
1. 板材材质:线路板的基础材料,常见的有玻纤板、纸板、铝基板等,不同的板材材质具有不同的电气性能和机械强度。
2. 板厚:线路板的厚度,一般以毫米(mm)为单位。
板厚会影响线路板的机械强度和导热性能。
3. 层数:线路板的层数,包括单层板、双层板、多层板等。
层数越多,线路板的布线密度和复杂度就越高。
4. 导线宽度和间距:导线宽度和间距决定了线路板上导线的密度和最小布线间距,影响电路板的电气性能和可制造性。
5. 孔径:线路板上的过孔直径,影响电路板的布线和元件安装。
6. 表面处理:电路板的表面处理方式,如喷锡、沉金、镀金等,影响电路板的可焊性和防腐蚀性。
7. 阻抗控制:对于高频电路,需要控制电路板上导线的阻抗,以保证信号传输的质量。
8. 阻燃等级:线路板的阻燃性能,通常以 UL94 标准进行评估,分为 V-0、V-1、V-2 等不同等级。
9. 尺寸公差:线路板的尺寸精度要求,包括板边平直度、板厚公差、孔径公差等。
10. 电气性能:包括线路板的绝缘电阻、介电常数、耐电压等参数,影响电路板的电气性能。
以上是线路板常见的技术参数要求,具体的参数要求可能因应用领域、产品特性和客户需求而有所不同。
在设计和制造线路板时,需要根据实际情况确定合适的技术参数。
铝基板的制作流程与规范标准
铝基板制作及规---作者:贺梅随着电子产品轻、薄、小、高密度、多功能化发展促使PCB上元件组装密度和集成度越来越高,功率消耗越来越大,对PCB基板的散热性要求越来越迫切,如果基板的散热性不好,就会导致印制电路板上元器件过热,从而使整机可靠性下降。
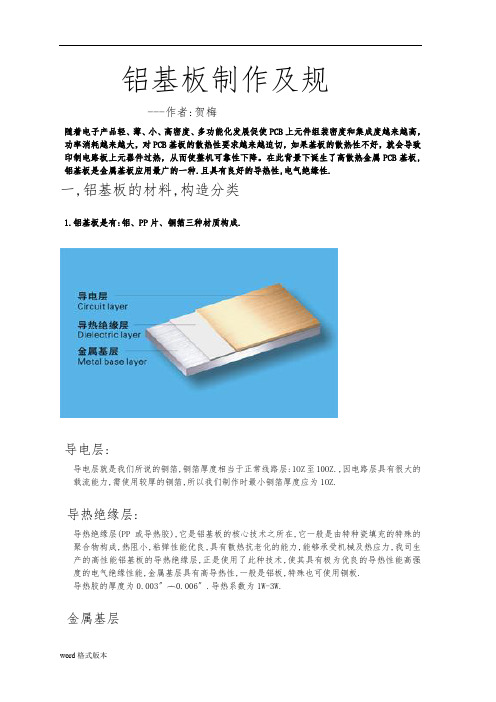
在此背景下诞生了高散热金属PCB基板,铝基板是金属基板应用最广的一种.且具有良好的导热性,电气绝缘性.一,铝基板的材料,构造分类1.铝基板是有:铝、PP片、铜箔三种材质构成.导电层:导电层就是我们所说的铜箔,铜箔厚度相当于正常线路层:1OZ至10OZ.,因电路层具有很大的载流能力,需使用较厚的铜箔,所以我们制作时最小铜箔厚度应为1OZ.导热绝缘层:导热绝缘层(PP或导热胶),它是铝基板的核心技术之所在,它一般是由特种瓷填充的特殊的聚合物构成,热阻小,粘弹性能优良,具有散热抗老化的能力,能够承受机械及热应力,我司生产的高性能铝基板的导热绝缘层,正是使用了此种技术,使其具有极为优良的导热性能高强度的电气绝缘性能,金属基层具有高导热性,一般是铝板,特殊也可使用铜板.导热胶的厚度为0.003〞︷0.006〞.导热系数为1W-3W.金属基层铝基的材质主要有铝系列的1系的1060,5系列的5052/5053和6系列的6061厚度分布有0.6mm、0.8mm、1.0mm、1.5mm、2.0mm、3.0mm厚度纤维材料:材料: 通用型铝基板绝缘层为环氧玻璃布构成 (I型)高散热铝基板绝缘层为高导热的环氧或其它树脂构成 (II型)高频型铝基板绝缘层为聚烯烃等树脂构成 (III型) 纤维:有玻纤布+无玻纤布构成:涂布压合型+压合型因韧性及硬度影响,作为铝基PCB一般在采用5系的5052/5053和6系的6061 同时,覆以冷作或热处理以强化铝质硬度,在表面起防氧化及防擦花的作用;为促进散热作用,在PP片一般会在PP树脂中添加适量瓷粉末.二.产品主要用于哪些区域1.汽车、摩托车的点火器,电压调节器.2.电源(大功率电源)及晶体管,电源交换器.3.电子,电脑CPU,LED灯及显示板.4.音响输出、均衡及前置放大器5.太阳能基板电池、半导体绝缘散热等等及其它三.铝基板的特点1.采用表面贴装技术2.在电路设计方案中对热扩散进行极为有效的处理,无需散热器.3.降低产品运行温度,提高产品功率密度和可靠性,延长产品使用寿命.4.缩小产品体积,降低硬件及装配成本.5.取代易碎的瓷基板,获得更好的机械耐久力四、铝基板的制作流程目前我司刚导入铝基板的生产,我们做过的有单面铝基板和FR4+铝基; 双面铝基暂没有生产过.1.单面铝基板的制作流程如我司生产的13859为例三钻名称: 1W13859A1.DR3 单位:mmT1 3.175 5 NPTH T2 2.10 2.15 +/-0.05 150 NPTH T3 3.00 3.05 +/-0.05 150 NPTH T4 3.00 3.10 +0.1/-0 150 NPTH T5 3.20 3.25 +/-0.05 150 NPTH四钻名称: 1W13859A1.DR4 单位:mmT1 3.175 5 NPTHT2 沉孔 5.55 150 NPTH一次钻孔的孔径是在二次在钻1.05MM的基础上放大了一倍,因为此孔是插件孔,需要与铝基绝缘,所以采用了塞树脂预大制作!普通单面铝基板例如(019189),没有插件孔,没有沉头孔的情况下只需二次钻孔即可,板和SET边上的定位孔都需要做二钻,,PNL板边的3.175MM,2.0MM,和料号孔一次钻出,二次钻孔板边只需加3.175MM定位孔.二次钻孔在成型前.2.FR4+铝基例如(018980)FR4相当于一个正常双面板做,FR4+铝基,铝基主要是起散热作用,双面基板一般会采用0.2MM-0.4MM的双面板,双面板的制作流程正常,同常规做法一样,在CAM制作时需钻上铆钉孔,压合与铝板铆合用,铝板则需钻孔而已,然后压合.3.双面铝基板目前我们公司还没有生产,简单介绍下铝基板双面板主要是采用绝缘制作如成品1.6MM的铝基板,开1.0的纯铝板(只有铝材不含铜),将钻带VIA 放大0.6MM,插件孔放大0.7MM钻纯铝板,然后配上PP,铜箔压合,压合前将先用树脂粉将孔灌满树脂,切记,铝基板是不能打耙的,层是纯铝基,也没有耙形,必须在压合前说明并附有图纸说明,外围定位孔与方向孔不能灌胶与入胶,因此板材预留大小与四层板一样,压合时将PP处先打孔,让外层需要的几个孔不入胶.五.CAM制作注意事项1.排版尺寸panel不能超过500MM,钻咀大小依板厚,板厚越大钻咀越大,一般成品1.6MM的板厚,钻咀最小为1.0MM 2.外型削铜0.5MM以上,V-CUT削铜依板厚而定,至少0.6MM 以上.3.NPTH孔削铜≥0.5MM以上.4.线路层所有间距(线到线,线到PAD,PAD到PAD…)至少为0.3MM 以上5.线路上所有贴片需做出与客供贴片大小一致此方法在制作时:线路层正常预大,然后将线路板所有贴片(除光学点外)在预大的基础上再加大单边0.1MM,将阻焊对应的贴片缩小比线路加大后的贴片小单边0.1MM即可.如图:6.板无定位孔,我们需要SET的锣空位加对位PAD,及定位孔,如果SET没有地方可加,我们则在PNL边上加,PNL上最好也要加上光点对位.如(13920板无定位孔和光点对位)我们要在PNL边上加光点和对位孔及PAD如图下图:圈出的部分左边是光学点线路大小为1.0MM,防焊做1.5MM,文字做成空形环,环为1.0外环为1.6MM圈出右边的为对位PAD7.普通铝基板的设计规则;LED灯,正负极,还有进线孔与定位孔,在处理铝基板时,可以根据PCB图档文件分析设计的是否正确,串联,并联,正负极走向,有用到墙灯或是七彩,36灯等的高档制作则不一样.铝基板如果表面处理为无铅喷锡时必须通知采购订料时注意:保护膜必须贴耐高温的保护膜。
铝基板制程能力

散熱基板材質之比較
基板材料
印刷電路板(FR4)
特性
低效能低價位(CTE= 13-17ppm, K=0.36W/m.K) 大尺寸, up to .004” (100um) Cu thickness
中高價位, 高熱膨脹(17-23ppm) 介電層熱傳導率差(1-3W/K), 操作溫度最高只達140C, 製程溫度只達250-300C 大尺寸(18 x 24”),銅箔厚度可達1-20mil 中高價位, 低熱膨脹(4.9-8ppm), 中高熱傳導率(24-170W/MK) 小尺寸(<4.5” sq) 適用極高操作溫度, 容易處理高功率元件 中高價位, 低熱膨脹(5.3-7.5ppm 高熱效能(24-170W/MK) 最大尺寸5”x7” 適用於極高操作溫度及製程溫度(up to 800C ) 易於處理高功率極高電流元件
金屬芯印刷電路板(MCPCB)
陶瓷基板(Al2O3/AlN/SiC)
陶瓷直接接合銅箔
此圖表資料來源:工研院材化所
LED傳熱途徑
依據不同的封裝技術,其散熱方法亦有所不同,而LED 各種散熱途徑方法約略可以下圖一示意之:
圖 一 LED 散 熱 途 徑 示 意 圖
散熱途徑說明: 1.從空氣中散熱 2. 熱能直接由System circuit board導出 3. 經由金線將熱能導出 4. 若為共晶及Flip chip製程,熱能將經由通孔至系統電路板而導出
Arlon、Elite(EMC)、Nanya Ventec、DENKA
最小值 Min Copper line width Min Space between copper line Min Space between copper land and copper line Min Space between copper land and punched hole. Annular Ring Capability Space between copper land and copper land (With S/M dam) Min space from copper land to any edge of the board. Min Space between copper land and punched hole. Min space of slot edge to board outline Min. Warp & Twist tolerance for A1-base Min. Warp & Twist tolerance for heavy copper
铝基板制作规范及工艺流程

6.2铝面擦花之铝基板:
6.2.1铝面轻微擦花之铝基板,按6.1铝面氧化返工方法处理。
6.2.2铝面严重擦花之铝基板,首先用2000#砂纸将擦花处刷面,然后再用4000#
砂纸轻刷一遍,再按6.2.1铝面氧化之铝基板返工方法进行处理。
※注意:用砂纸砂板时,防止喷锡面被擦花。
5.2.3铜皮朝上进行钻孔。
5.3干膜
5.3.1来料检查:磨板前须对铝基面保护膜进行检查,若有破损,必须用兰
胶贴牢后再进行前处理。
5.3.2磨板:仅对铜面进行处理。
5.3.3贴膜:铜面、铝基面均需贴膜,控制磨板与贴膜间隔时间不超过1分
钟,确保贴膜温度稳定。
5.3.4拍板:注意拍板精度。
5.3.5曝光:曝光尺:7-9格有残胶。
胶上贴几条双面胶,并用一块光铜板粘于其上,同样要压紧,然后就可以拿
到去毛刺机上进行磨板。
※注意:磨板前必须把酸洗后的水洗段放掉,铝基面朝上,只开上面磨刷,
磨后的板如果还有氧化现象,可再磨一次。
磨好的板单片取下来,摆放于磨板机烘干段上进行烘干,放置5-10min即可,
也可放于托盘内白纸上,拿至烤箱内进行烘干,100℃x5-10min。
5.9.2注意事项:
A、接板员接板时必须注意检查,对于没有磨好的拿去再磨一次,对于擦
花的可挑出用砂纸(2000#)砂平后再拿去磨板。
B、在生产不连续的情况下,须加强保养,确保输送干净,水槽清洁。
5.9.3必须经主管确认铝基面已处理好后,板才可转入下一工序。
5.10冲板
5.10.1双手持板边,注意对铝基面的保护。
顺利生产,板到各工序必须由领班或主管级以上人员操作。
线路板制程技术能力

1.目的:作为PCB板在我司各流程加工的加工能力、注意事项的依据,便于市场部对我司的制程能力的了解,同时也是为市场部接单及报价做参考,为工程MI人员设计及品质部审核时做依据。
2.范围:适用于本公司生产的PCB板3.权责:3.1.工艺部:负责对工厂各流程之制程技术能力提供数据,并实验与修订此规范。
3.2.工程部:负责按此《制程技术能力规范》的能力进行评估资料,在特殊能力水平时,需要组织生产、工艺、品质、计划评审。
3.3.品质部:负责按《制程技术能力规范》进行监督各类资料与生产过程的执行情况。
3.4.市场部:负责按《制程技术能力规范》进行评审顾客资料,确定合理的价格、交期。
4.参考文件:4.1.生产过程管制程序4.2.APQP管制程序4.3.过程FMEA分析管制程序5.定义:5.1.正常能力:可以正常批量生产,可能的情况下,建议尽量采用优化的参数,有利于成品率的提高和降低生产成本。
5.2.特殊能力:对成品率有一定影响,或加工上有某些特殊性,采用前要求先询问工艺确认。
5.3.超能力:超出工艺、设备能力,必须采用非常规做法,并且成品率较低,或可操作性较差,必须经过特殊审批程序方可采用。
6.作业流程图:无7.作业内容:7.1.开料、钻孔7.2.2.孔铜厚度≥25um电流密度18ASF,电镀时间60分钟;7.3.碱性蚀刻7.4.外层图形转移7.5.感光阻焊窗塞油孔)需允许塞油、塞锡、孔内藏药水、开窗孔边缘焊盘露铜。
另一方法:丝印时二面开窗,显影后塞孔.7.5.2.所有的NPTH孔必须开绿油窗,开窗直径比钻孔大0.2mm以上,否则采用第二次钻孔。
7.5.3.塞油孔孔径0.6-0.8mm应允许少量透光只能采用热固化油塞孔酸蚀流程。
7.5.4.绿油桥的能力大小取决于油墨的质量以及操作过程的控制.7.6.全板镀金免影响客户装配时识别;起拔起,残留在孔内,这种情况客户一般不允许,所以工程评估要特别留意这种情况。
7.11.1.碳油阻抗计算公式:7.12.外形加工WR7.12.2.冲外形7.12.3开V槽B.V-CUT的板件越厚,对于同样的留厚,需要开比较深,那么线路与V-CUT线距离就需要越大。
电路板制造技术规范

电路板制造技术规范1. 引言电路板是电子产品中至关重要的组成部分之一,它承载并连接了各种电子元件,起着传导和控制信号的作用。
为了确保电路板的质量和可靠性,制定电路板制造技术规范是非常必要的。
本文将介绍一些常用的电路板制造技术规范,包括设计原则、材料选择、制造步骤等。
2. 设计原则在进行电路板制造之前,需要进行恰当的设计。
以下是一些常用的设计原则:2.1 追求简单性电路板设计应尽可能简化,减少线路的长度和复杂性。
过长的线路会增加信号传输的延迟和干扰的可能性,复杂的线路也会增加制造成本和故障概率。
因此,设计师应该尽量简化线路布局,避免交叉和环绕。
2.2 保证电路稳定性电路板设计应考虑到信号的稳定性和抗干扰能力。
在布线时,应将信号线与电源、地线和其他干扰源保持足够的距离,以减少干扰对信号的影响。
同时,也要注意阻碍信号传输的因素,如反射、串扰和纹波等。
2.3 考虑制造工艺电路板设计时,要考虑制造工艺的限制和要求。
例如,精细线路、小间距和高密度布局可能需要更高级的制造技术和设备,而某些特殊工艺则可能需要特殊材料(例如盲孔、埋孔等)。
3. 材料选择3.1 基板材料基板材料是电路板的主体,其性能和质量直接关系到整个电路板的可靠性。
常用的基板材料有:FR-4、CEM-1、CEM-3、金属基板等。
其中,FR-4是最常用的基板材料之一,具有较好的物理性能、电气性能和耐热性。
3.2 焊接材料焊接材料用于连接电子元件与电路板,常用的焊接材料有:焊锡丝、焊锡膏等。
焊锡丝适用于手工焊接,而焊锡膏则适用于自动化焊接。
焊锡材料的选择要根据焊接方式、工艺和要求来决定,以保证焊点的质量和可靠性。
3.3 覆盖材料覆盖材料主要用于保护电路板和焊点,以防止氧化、腐蚀以及外界湿气的影响。
常用的覆盖材料有:聚氨酯、聚氯乙烯、热固性树脂等。
覆盖材料的选择应考虑到制造工艺、环境要求和耐热性。
4. 制造步骤4.1 电路图设计首先,需要根据电路的功能要求进行电路图设计。
铝板技术规范及技术质量要求完整版

铝板技术规范及技术质量要求完整版一、技术规范要求1. 板材厚度:铝板的厚度应符合相关国家标准的规定。
通常情况下,常见的铝板厚度有0.2mm、0.3mm、0.4mm等多种规格可供选择。
2.表面平整度要求:铝板的表面应该平整,不能有明显的凹凸和翘曲现象。
任何凹坑、斑点和气泡等表面缺陷都是不允许存在的。
3.表面质量要求:铝板的表面应该光滑、无氧化斑点、油污、划痕等缺陷。
对于染色的铝板,颜色均匀一致且与样板相符。
4.压力处理要求:铝板的压力处理必须符合相关标准的要求,确保铝板具有足够的韧性和硬度。
5.耐候性要求:铝板的耐候性应符合相关国家标准的要求,能够在室内外多种恶劣环境条件下长期使用而不易发生腐蚀和变色。
6.尺寸精确度要求:铝板的尺寸应符合相关标准的规定,长度、宽度和厚度的偏差应控制在合理范围内。
二、技术质量要求1.铝板材质要求:铝板的材质应为高纯度的铝合金材料,有良好的延展性和可焊性,能够满足各种弯曲和冲压加工要求。
2.铝板机械性能要求:铝板的机械性能包括强度、韧性和硬度等指标,应满足相关标准的要求。
强度要足够高,韧性要足够大,以确保铝板在使用过程中不易产生变形和断裂。
3.表面涂层质量要求:对于经过涂层处理的铝板,其涂层应具有良好的附着力和耐磨性,不易剥落和磨损。
同时,涂层的颜色和光泽度应与样板相符,达到美观的要求。
4.铝板表面处理质量要求:铝板表面处理应均匀一致,不得有锈蚀、氧化、污染等现象。
处理后的表面应具有平滑、光亮、反光良好的特性。
5.铝板耐腐蚀性要求:铝板应具有良好的耐腐蚀性,能够在多种腐蚀介质下长期使用而不发生腐蚀和变形。
耐腐蚀性的要求可以通过相关实验和检测来进行验证。
6.铝板使用寿命要求:铝板应具有较长的使用寿命,能够满足预期的使用要求。
铝板的使用寿命可以通过严格的质量控制和生产工艺来保证。
综上所述,铝板的技术规范及技术质量要求主要包括板材厚度、表面平整度、表面质量、压力处理、耐候性、尺寸精确度等方面的要求。
铝基板PCB制作规范

1、前言:鋁基板製作規範隨著電子技術的發展和進步,電子產品向輕、小、個體化、高可靠性、多功能化已成為必然趨勢。
鋁基板順應此趨勢應運而生,該產品以優異的散熱性、機械加工性、尺寸穩定性及電氣性能在混合積體電路、汽車、辦公自動化、大功率電氣設備、電源設備等領域近年更得到LED載板廣泛的應用。
鋁基覆銅板1969 年由日本三洋公司首先發明,中國於1988 年開始研製和生產,為了適應量產化穩定生產,各公司制定製作規範。
2、範圍:本製作規範針對鋁基覆銅板的製作全過程進行介紹和說明,以保證順利生產。
3、工藝流程:開料鑽孔圖形轉移(D/F)檢板蝕刻蝕檢綠油字元包裝綠檢出貨噴錫鋁基面處理沖板終檢4、注意事項:4.1 鋁基板料昂貴,生產過程中應特別注意操作的規範性,杜絕因不規範操作而導致報廢現象的產生。
4.2 生工序操作人員操作時必須輕拿輕放,以免板面及鋁基面擦花。
4.3 各工序操作人員,應儘量避免用手接觸鋁基板的有效面積內,噴錫及以後工序持板時只准持板邊,嚴禁以手指觸鋁基板內。
4.4 鋁基板屬特種板,其生產應引起各工序高度重視,各工序必須保證此板的順利生產,板到各工序必須由領班或主管級以上人員操作。
5、具體工藝流程及特殊製作參數:第1 頁共5 頁5.1 開料鋁基板製作規範5.1.1 加強來料檢查(必須使用鋁面有保護膜的板料)。
5.1.2 開料後無需烤板。
5.1.3 輕拿輕放,注意鋁基面(保護膜)的保護。
5.2 鑽孔5.2.1 鑽孔參數與FR-4 板材鑽孔參數相同。
5.2.2 孔徑公差特嚴,1OZ 含以上CU 注意控制披峰的產生。
5.2.3 銅皮朝上進行鑽孔。
5.3 乾膜5.3.1 來料檢查:磨板前須對鋁基面保護膜進行檢查,若有破損,必須用藍膠貼牢後再進行前處理。
5.3.2 磨板:僅對銅面進行處理。
5.3.3 貼膜:銅面、鋁基面均需貼膜,控制磨板與貼膜間隔時間不超過 1 分鐘,確保貼膜溫度穩定。
5.3.4 拍板:注意拍板精度。
一文解读铝基板pcb制作规范及设计规则

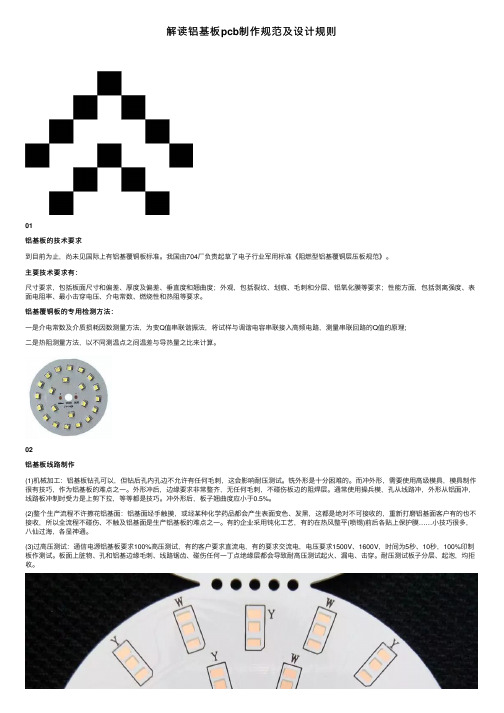
一文解读铝基板pcb制作规范及设计规则一、铝基板的技术要求到目前为止,尚未见国际上有铝基覆铜板标准。
我国由704厂负责起草了电子行业军用标准《阻燃型铝基覆铜层压板规范》。
主要技术要求有:尺寸要求,包括板面尺寸和偏差、厚度及偏差、垂直度和翘曲度;外观,包括裂纹、划痕、毛刺和分层、铝氧化膜等要求;性能方面,包括剥离强度、表面电阻率、最小击穿电压、介电常数、燃烧性和热阻等要求。
铝基覆铜板的专用检测方法:一是介电常数及介质损耗因数测量方法,为变Q值串联谐振法,将试样与调谐电容串联接入高频电路,测量串联回路的Q值的原理;二是热阻测量方法,以不同测温点之间温差与导热量之比来计算。
二、铝基板线路制作(1)机械加工:铝基板钻孔可以,但钻后孔内孔边不允许有任何毛刺,这会影响耐压测试。
铣外形是十分困难的。
而冲外形,需要使用高级模具,模具制作很有技巧,作为铝基板的难点之一。
外形冲后,边缘要求非常整齐,无任何毛刺,不碰伤板边的阻焊层。
通常使用操兵模,孔从线路冲,外形从铝面冲,线路板冲制时受力是上剪下拉,等等都是技巧。
冲外形后,板子翘曲度应小于0.5%。
(2)整个生产流程不许擦花铝基面:铝基面经手触摸,或经某种化学药品都会产生表面变色、发黑,这都是绝对不可接收的,重新打磨铝基面客户有的也不接收,所以全流程不碰伤、不触及铝基面是生产铝基板的难点之一。
有的企业采用钝化工艺,有的在热风整平(喷锡)前后各贴上保护膜小技巧很多,八仙过海,各显神通。
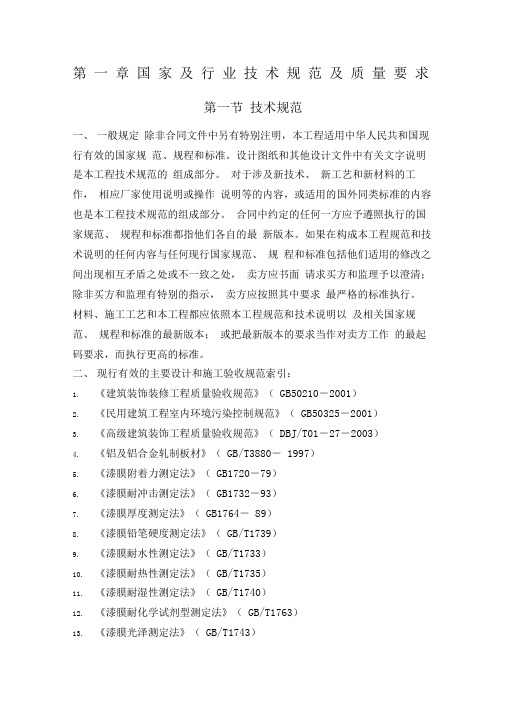
(3)过高压测试:通信电源铝基板要求100%高压测试,有的客户要求直流电,有的要求交流电,电压要求1500V、1600V,时间为5秒、10秒,100%印制板作测试。
板面上脏物、孔和铝基边缘毛刺、线路锯齿、碰伤任何一丁点绝缘层都会导致耐高压测试起火、漏电、击穿。
耐压测试板子分层、起泡,均拒收。
解读铝基板pcb制作规范及设计规则
解读铝基板pcb制作规范及设计规则01铝基板的技术要求到⽬前为⽌,尚未见国际上有铝基覆铜板标准。
我国由704⼚负责起草了电⼦⾏业军⽤标准《阻燃型铝基覆铜层压板规范》。
主要技术要求有:尺⼨要求,包括板⾯尺⼨和偏差、厚度及偏差、垂直度和翘曲度;外观,包括裂纹、划痕、⽑刺和分层、铝氧化膜等要求;性能⽅⾯,包括剥离强度、表⾯电阻率、最⼩击穿电压、介电常数、燃烧性和热阻等要求。
铝基覆铜板的专⽤检测⽅法:⼀是介电常数及介质损耗因数测量⽅法,为变Q值串联谐振法,将试样与调谐电容串联接⼊⾼频电路,测量串联回路的Q值的原理;⼆是热阻测量⽅法,以不同测温点之间温差与导热量之⽐来计算。
02铝基板线路制作(1)机械加⼯:铝基板钻孔可以,但钻后孔内孔边不允许有任何⽑刺,这会影响耐压测试。
铣外形是⼗分困难的。
⽽冲外形,需要使⽤⾼级模具,模具制作很有技巧,作为铝基板的难点之⼀。
外形冲后,边缘要求⾮常整齐,⽆任何⽑刺,不碰伤板边的阻焊层。
通常使⽤操兵模,孔从线路冲,外形从铝⾯冲,线路板冲制时受⼒是上剪下拉,等等都是技巧。
冲外形后,板⼦翘曲度应⼩于0.5%。
(2)整个⽣产流程不许擦花铝基⾯:铝基⾯经⼿触摸,或经某种化学药品都会产⽣表⾯变⾊、发⿊,这都是绝对不可接收的,重新打磨铝基⾯客户有的也不接收,所以全流程不碰伤、不触及铝基⾯是⽣产铝基板的难点之⼀。
有的企业采⽤钝化⼯艺,有的在热风整平(喷锡)前后各贴上保护膜……⼩技巧很多,⼋仙过海,各显神通。
(3)过⾼压测试:通信电源铝基板要求100%⾼压测试,有的客户要求直流电,有的要求交流电,电压要求1500V、1600V,时间为5秒、10秒,100%印制板作测试。
板⾯上脏物、孔和铝基边缘⽑刺、线路锯齿、碰伤任何⼀丁点绝缘层都会导致耐⾼压测试起⽕、漏电、击穿。
耐压测试板⼦分层、起泡,均拒收。
03铝基板pcb制作规范1.铝基板往往应⽤于功率器件,功率密度⼤,所以铜箔⽐较厚。
如果使⽤到3oz以上的铜箔,厚铜箔的蚀刻加⼯需要⼯程设计线宽补偿,否则,蚀刻後线宽就会超差。
铝基板技术参数要求

铝基板技术参数要求铝基板是一种用于电子设备的重要材料,广泛应用于LED照明、电源模块、通信设备等领域。
铝基板具有优异的导热性能、机械强度和电磁屏蔽性能,因此在选取铝基板时需要考虑一些重要的技术参数要求。
1. 板材厚度:铝基板的厚度通常在0.5mm至3.0mm之间,根据具体应用需求进行选择。
较薄的板材适用于轻薄型设备,而较厚的板材适用于高功率电子设备。
2.铜箔厚度:铜箔是铝基板的导热层,一般厚度为35μm至140μm。
较薄的铜箔能够提供更好的导热性能,但也会降低铝基板的机械强度。
3.热导率:铝基板的热导率决定了其散热性能,一般要求达到1.0W/mK以上,通常铝基板的热导率为1.0W/mK至5.0W/mK。
4.绝缘层:铝基板的绝缘层是由聚酰亚胺(PI)或环氧树脂形成的,能够提供良好的绝缘性能。
绝缘层的厚度通常为75μm至125μm。
5.表面处理:铝基板的表面通常需要经过化学处理,以提供更好的连接性能。
通常的表面处理方式有化学镀镍、金属化和喷锡等。
铝基板的表面处理应符合IPC标准。
6. 尺寸和孔径:铝基板的尺寸和孔径应根据具体设计要求进行制定。
常见的尺寸有400mm x 500mm、500mm x 600mm等,孔径的基准值通常为0.8mm。
7.焊盘:铝基板上的焊盘要求良好的焊接性能和机械强度,通常采用HASL(热气呢锡焊)或ENIG(电镀金)等方式进行处理。
8.焊膏:焊膏是连接元件和铝基板的重要材料,需要具有良好的粘接性、可焊性和可修正性。
9.表面平整度:铝基板的表面平整度直接影响到元件的安装和连接性能,因此要求板材表面平整度高,不得有凸起、凹陷或不平整现象。
10.过孔设计:铝基板上的过孔设计要考虑到吸波层和绝缘层的要求,确保过孔的稳定性和连接性能。
总之,铝基板在不同的领域和应用中有着不同的技术参数要求。
以上列举的参数只是一些常见的要求,具体选择合适的铝基板应根据具体需求进行评估和测试。
铝基板制成能力

55
±0.127MM
±0.1MM
56
±0.178MM
±0.1MM
57
0.1MM±0.05MM
58
V-CUT角度公差(30°\u65289X(最小) V-CUT ANALE TOLERANCE(30°~60°\u65289X(MIN.)
±5°
±4°
59
V-CUT之板厚(最小) BOARD THICKNESS THAT CAN BE V-CUT(MIN.) V-CUT对V-CUT位置公差(最小) V-CUT TO V-CUT POSITION TOLERANCE(MIN.)
3.1MM
6
1OZ 2OZ
3OZ
7 8 9
600*480 5*5MM 3.0MM 0.6MM ±0.1MM ±0.15MM
10
11
文件标题 制定部门 13 剪料尺寸(最大) SIZE OF SHEARINA(MAX.) 14
15
FSLT制程能力 工程课 制定日期 2012.3.15
文件编号 修订日期 640*590MM
±0.1MM
52
±0.15MM
±0.127MM
53
±0.2MM
±0.127MM
文件标题 制定部门 铣外型公差(孔到边) 工程课
FSLT制程能力 制定日期 2012.3.15
文件编号 修订日期
FSLT-03-15 2012.3.15 ±0.1MM
版本 页码
A 6/7
54
(最小) ROUTINA DIMENSION TOLERANCE(HOLE TO EDAE)(MIN.) 冲外型公差(孔到边)(最小) PUNCHINA DIMENSION TOLERANCE(HOLE TO EDAE) (MIN.) 冲外型公差(孔到边)(最小) PUNCHINA DIMENSION TOLERANCE(HOLE TO EDAE) (MIN.) V-CUT残厚公差(最小) V-CUT REMAININA THICKNESS TOLERANCE定部门 工程
PCBA制程能力技术规范V1.0

PCBA制程能力技术规范____________________________________________________________________________________修订信息表目录前言 (4)1.目的 (5)2.适用范围 (5)3.引用/参考标准或资料 (5)4.名词解释 (5)4.1 一般名词 (5)4.2 等级定义 (5)5.规范简介 (6)6.规范内容 (6)6.1 通用要求 (6)6.1.1 文件处理 (6)6.1.2 工艺材料 (6)6.1.2.1 指定材料 (6)6.1.2.2 推荐材料 (7)6.1.3 常规测试能力 (7)6.1.4 可靠性测试能力 (7)6.2 工序工艺能力 (8)6.2.1 器件成型 (8)6.2.2 烘板 (9)6.2.3 印刷 (9)6.2.4 点涂 (9)6.2.5 贴片 (9)6.2.6 自动插件 (11)6.2.7 回流焊 (11)6.2.8 波峰焊 (12)6.2.9 手工焊 (14)6.2.10 压接、铆接 (14)6.2.11 超声波焊接 (14)6.2.12 超声波清洗(可选) (14)6.2.13 清洁 (14)6.2.14 点固定胶 (14)6.2.15 Bonding (14)6.2.16 返修 (15)6.2.17 表面涂覆 (15)6.2.18 分板 (15)6.2.19 灌封 (17)6.2.20 磁芯粘结能力 (17)6.2.21 检验 (18)6.3 成品性能 (18)6.3.1 抽样检验 (18)6.3.2 技术指标 (18)前言本规范由公司研发部电子工艺部负责组织编写,参考了相关行业标准、主要的PCBA供应商的制程能力水平文件、研发部相关设计规范、技术规划等内容,所有条款都与所有PCBA供应商以及PCBA供应商管理部门讨论、协商,最终达成共识。
本规范需要根据供应商制程能力的变化、新技术的应用进行定期(一年一次)或不定期更新(视特殊需求变化)。
铝板技术规范及技术质量要求
第一章国家及行业技术规范及质量要求第一节技术规范一、一般规定除非合同文件中另有特别注明,本工程适用中华人民共和国现行有效的国家规范、规程和标准。
设计图纸和其他设计文件中有关文字说明是本工程技术规范的组成部分。
对于涉及新技术、新工艺和新材料的工作,相应厂家使用说明或操作说明等的内容,或适用的国外同类标准的内容也是本工程技术规范的组成部分。
合同中约定的任何一方应予遵照执行的国家规范、规程和标准都指他们各自的最新版本。
如果在构成本工程规范和技术说明的任何内容与任何现行国家规范、规程和标准包括他们适用的修改之间出现相互矛盾之处或不一致之处,卖方应书面请求买方和监理予以澄清;除非买方和监理有特别的指示,卖方应按照其中要求最严格的标准执行。
材料、施工工艺和本工程都应依照本工程规范和技术说明以及相关国家规范、规程和标准的最新版本;或把最新版本的要求当作对卖方工作的最起码要求,而执行更高的标准。
二、现行有效的主要设计和施工验收规范索引:1.《建筑装饰装修工程质量验收规范》(GB50210-2001)2.《民用建筑工程室内环境污染控制规范》(GB50325-2001)3.《高级建筑装饰工程质量验收规范》(DBJ/T01-27-2003)4.《铝及铝合金轧制板材》(GB/T3880-1997)5.《漆膜附着力测定法》(GB1720-79)6.《漆膜耐冲击测定法》(GB1732-93)7.《漆膜厚度测定法》(GB1764-89)8.《漆膜铅笔硬度测定法》(GB/T1739)9.《漆膜耐水性测定法》(GB/T1733)10.《漆膜耐热性测定法》(GB/T1735)11.《漆膜耐湿性测定法》(GB/T1740)12.《漆膜耐化学试剂型测定法》(GB/T1763)13.《漆膜光泽测定法》(GB/T1743)14 .《建筑铝型材基材》( GB/T5237.1-2004 )15 .《建筑铝型材阳极氧化, 着色型材》( GB/T5237.2-2004)16 .《建筑铝型材电泳涂漆型材》( GB/T5237.3-2004 )17 .《建筑铝型材粉末喷涂型材》( GB/T5237.4-2004 )18 .《建筑铝型材氟碳漆喷涂型材》( GB/T5237.5-2004)19 . 《铝及铝合金冷轧带材》(GB/T8544-1997)20 . 《铝及铝合金轧制板材》(GB/T3880-1997)21 . 《混响室法吸音系数检测规范》( GB47-83)第二节技术要求一、原材料及加工工艺要求1、铝板:本工程各品种所用铝板原材料应为国内最好的铝板原材料生产厂家的产品或进口产品,应为不低于国际铝业协会认证的AA3005 铝合金材质或国际铝业协会AA3XXX系列等级的产品;加工工艺:单块铝板及冲孔铝板在工厂的加工过程中四边应采用连续自动化辊压成型加工工艺或机械折弯以精确加工宽度尺寸,不得采用间歇式翻折工艺成型,也不得在现场进行二次加工;针孔类型:φ 2.5MM 孔中心间距5.5mm 穿孔率16%, 面层板内衬吸音纸。
铝基线路板工程施工方案
一、工程概况铝基线路板(Aluminum-based printed circuit board,简称Al-PCB)是一种以铝为基板材料的新型线路板。
它具有轻质、高导热、耐高温、耐腐蚀等优点,广泛应用于航空航天、军事、汽车、电子等领域。
本工程为某电子公司铝基线路板生产项目,主要包括铝基线路板的制造、组装、测试等工序。
二、施工准备1. 技术准备(1)熟悉铝基线路板的生产工艺和操作规程;(2)掌握铝基线路板生产设备的技术参数和操作方法;(3)了解相关材料、元器件的质量标准。
2. 人员准备(1)组建专业施工队伍,包括工程师、技术员、操作工等;(2)对施工人员进行培训,确保其掌握相关技能和操作规程。
3. 物料准备(1)铝基板、铜箔、阻焊油墨、覆铜箔、绝缘材料等原材料;(2)钻孔机、光绘机、蚀刻机、电镀机、丝印机、测试设备等生产设备;(3)工具、量具、安全防护用品等。
三、施工工艺1. 铝基板预处理(1)清洁铝基板表面,去除氧化层;(2)进行表面处理,提高附着力。
2. 光绘与曝光(1)将设计好的电路图进行光绘;(2)将光绘后的铝基板进行曝光,形成光致抗蚀膜。
3. 蚀刻(1)将曝光后的铝基板进行蚀刻,去除不需要的铜箔;(2)蚀刻完成后,去除光致抗蚀膜。
4. 化学镀铜(1)在蚀刻后的铝基板上进行化学镀铜,形成导电层;(2)镀铜完成后,进行去油、去离子水处理。
5. 暂定位与钻孔(1)将镀铜后的铝基板进行暂定位;(2)使用钻孔机进行钻孔,孔径根据元器件尺寸确定。
6. 绝缘处理(1)在钻孔后的铝基板上进行绝缘处理,保护铜箔;(2)使用丝印机在绝缘层上印刷阻焊油墨。
7. 焊接与组装(1)将元器件按照设计要求进行焊接;(2)组装完成后,进行功能测试。
8. 测试与验收(1)对组装完成的铝基线路板进行功能测试;(2)检查外观、尺寸、电气性能等指标,确保合格。
四、施工质量控制1. 材料质量控制:严格按照国家标准和行业标准选购原材料,确保质量。
铝基板制作规范

单面铝基板制作规范1.前言:跟随着世界的发展和技术的进步,电子产品向个性化、多功能、化高可靠性、轻、薄、小己成为必然趋势。
铝基覆铜板的需求顺应此趋势而诞生,铝基覆铜板具备优异的导热性能,易机械加工性,尺寸稳定性及电气电子性能,在混合集成电路、汽车、办公自动化、大功率电气设备、电源设备、LED照明等领域得到了广泛应用。
为了适应量产化稳质生产,特拟制此份制作规范。
2.范围:针对进行制作铝基覆铜板全过程的介绍和说明,本制作规范以保证此板在我司顺利生产。
3.工艺流程:3.1.热固油成像法3.1.1.开料→钻定位孔→线路印刷→贴孔→检板→蚀刻→蚀检→绿油→字符→绿检→板面后处理→成型(模冲、V-CUT、Router)→终检→包装→出货3.1.2.开料→线路印刷→检板→蚀刻→蚀检→钻定位孔→绿油→字符→绿检→板面后处理→成型(模冲、V-CUT、Router)→终检→包装→出货3.2.光成像法3.2.1.开料→钻定位孔→干湿膜光成像→检板→蚀刻→蚀检→绿油(湿膜、热固)→热固字符→绿检→板面后处理→成型(模冲、V-CUT、Router)→终检→包装→出货4.注意事项:4.1.板料昂贵,杜绝因不规范操作而导致报废,生产过程中应特别注意操作的规范性。
4.2.板料开料后,铝板侧边须使用油墨保护,防止铝板被蚀刻。
4.3.各工序操作人员,操作时必须轻拿轻放,以免板面及铝基面擦花。
4.4.各工序操作人员,应避免用手接触铝基板的有效面积内,喷锡及以后工序持板时只准持板边,严禁以手指直接触及板内。
4.5.铝基板属特种板,课长、领班必须亲自把质量关,使其生产应引起各区各工序操作人员高度重视,保证板在各工序的顺利生产。
5.工艺流程及特殊制作参数:5.1.开料5.1.1.加强来料检查,铜箔面光亮无缺点(必须使用铝面有保护膜的板料)。
5.1.2.使用锯片开料机,开料后无需烤板。
5.1.3.开料后使用磨边机,去除板边的金属毛刺披锋。
5.1.4.轻拿轻放,不可以碰撞,注意铜箔面与铝基面(保护膜)的保护。
铝基电路板生产
铝基电路板生产简介铝基电路板(Aluminum-based Printed Circuit Board,简称AL PCB)是一种具有优异散热性能的电路板。
它采用铝基板作为基础材料,通过化学蚀刻或机械加工等工艺制作而成。
本文将深入探讨铝基电路板的生产过程,并介绍其结构、应用领域以及相关的发展趋势。
结构1. 铝基板铝基电路板的基础材料是铝基板,它具有优异的散热能力和良好的机械强度。
常见的铝基板厚度为0.8mm、1.0mm、1.2mm等,并可以根据实际需求进行定制。
2. 化学蚀刻与机械加工铝基板经过化学蚀刻或机械加工工艺,形成电路板的图案。
化学蚀刻是利用腐蚀剂对铝基板进行腐蚀,以去除不需要的部分,形成电路的导线和孔洞。
机械加工则是使用机床进行铝基板的切割、钻孔等加工工艺。
3. 电路层铝基电路板通常包括一层或多层电路层。
电路层由导线、元件垫片以及焊盘等组成。
导线用于连接电路中的各个元件,元件垫片则用于支持和固定电子元件,焊盘则用于焊接元件与导线。
4. 散热层与普通的FR-4电路板相比,铝基电路板的散热层是其独特的设计之一。
散热层由高导热的铝材料构成,具有优异的散热性能。
它可以有效将电路板上产生的热量迅速传导到周围环境中,确保电子元件的正常工作温度。
5. 焊盘涂覆与保护层铝基电路板的焊盘通常会进行涂覆处理,以提高其焊接性能和耐腐蚀性。
常见的涂覆材料有金属化物和化学镀镍等。
此外,为了保护电路层和焊盘免受环境侵蚀,通常还会增加一层保护层,如聚酰亚胺薄膜等。
生产过程1. 铝基板准备首先,需要准备适用于铝基电路板生产的铝基板。
根据实际需求选择合适的铝基板材料和厚度,并进行切割到所需尺寸。
2. 印刷电路图案将电路图案通过印刷技术印制到铝基板上。
首先,将所需电路图案转移到印刷膜上,然后将印刷膜与铝基板层层叠加,通过压力和温度将电路图案转移到铝基板表面。
3. 化学蚀刻使用化学蚀刻方法将不需要的铝材料腐蚀掉,形成电路中的孔洞和导线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
孔孔补偿
压合铜箔后的板 钻孔孔径补偿 按常规的 FR-4 双面或多层板钻孔孔径补偿
单面双层或多层压
合铝基板 FR-4 钻 按常规的 FR-4 双面或多层板钻孔孔径补偿 孔孔补偿
常用板材
贝格斯
全宝
联茂
昱谷
常用板材尺寸 18〞×24
18〞×24〞 18〞×24〞
19.5〞×47〞
板材有效尺寸 17〞×23〞 17〞×23〞 17〞×23〞
STATUS
工序
类别
铝基板工艺制程能力
暗房
线路与焊盘 最小间距 阻焊对位精度
铜厚=1OZ 0.12mm 0.08mm
铜厚=2OZ 0.15mm
铜厚=3OZ 0.20mm
铜厚=4OZ 0.25mm
铜厚=5OZ 0.30mm
蚀刻
蚀刻最小线宽
蚀刻公差 蚀刻负字符最小线宽
铜厚 1OZ 铜厚 2OZ 0.15mm 0.18mm
本规范适用于公司工程资料制作设计,适用于铝基板单面板、双面板、多层板要 求
3.0 简称/定义:
无
4.0 铝基板工艺制程能力:
工序
类别
铝基板工艺制程能力
工程
最小线宽
铜厚 1OZ 铜厚 2OZ 铜厚 3OZ
0.12mm 0.18mm 0.25mm
线宽补偿:2.0mil 线宽补偿:3.0mil 线宽补偿:4.0mil
板厚=1..50~1.8mm 460 mm×2000mm
最小冲孔 2.00mm
V 割最小尺寸
80 ×150mm
厚度范围
0.60~3.50 mm
水平位移公差 V 割线边到铜皮距离
≤0.15 mm 板厚≤1.0mm 时≥0.40mm 1.00mm<板厚<1.60mm 时≥0.60mm 1.60mm≤板厚≤3.00mm 时≥0.80mm
铜厚 1OZ ≥0.35mm;铜厚 2OZ ≥0.40mm 铜厚 3OZ ≥0.50mm;铜厚≥4OZ ≥0.60mm 板长度>550mm 注:当有条件情况下,为了确保产品的可靠性,尽
量再把距离拉大
基板
铝板钻孔孔径补 比设计孔径补偿后单边≥0.35mm
双面铝基板铝板钻
偿
注:有条件补偿的情况下:补偿≥0.40mm
阻焊颜色
最大加工尺寸 阻焊加工厚度
阻焊桥宽度
OPI003-1/00-1
页数
STATUS
PAGE: 3 OF 7
铝基板工艺制程能力
0.5mm、0.8mm、
0.5mm、0.8mm、
1.0mm、1.6mm、 1.0mm、1.2mm、 1.0mm、1.6mm、 1.0mm、1.2mm、
2.0mm、3.2mm、 1.5mm、2.0mm、 2.0mm、3.2mm、 1.5mm、2.0mm、
板厚>3.00mm 时≥0.100mm
V 割最小残留厚度
0.25mm
第一条 V 割线到板边距离 ≥3.00mm
V 割线与槽边线 V 割槽边到线路边距离(刀
为 30°)
排板间距 镀铜厚度 镀镍/金层厚度
错开 0.35~0.40mm 板厚≤1.0mm 时≥0.20mm 1.00mm<板厚<1.60mm 时≥0.30mm 1.60mm≤板厚≤3.00mm 时≥0.35mm
喷锡层厚度
5~20um(无铅和有铅相同)
铜厚 4OZ 铜厚 5OZ
0.30mm 0.35mm
线宽补偿:5.0mil 线宽补偿:5.5mil
最小线距
铜厚 1OZ 铜厚 2OZ 铜厚 3OZ
0.08mm 0.12mm 0.15mm
铜厚 4OZ 铜厚 5OZ
0.20mm 0.25mm
铜厚 1OZ 0.20mm
最小环宽
铜厚 2OZ 铜厚 3OZ
0.25mm 0.30mm
版本-修订 ISS.- REV
00-1
文件状态 DOC.
文件编号 REF:
工序
MEI
类别
网格尺寸
最小线宽
工程
宽铜边到线 路边或焊垫 边最小距离
页数
STATUS
PAGE: 2 OF 7
铝基板工艺制程能力
铜厚 1OZ 0.25×0.25mm 铜厚 2OZ 0.35×0.35mm 铜厚 3OZ 0.40×0.40mm 铜厚 4OZ 0.45×0.45mm 铜厚 5OZ 0. 50×0.50mm 铜厚 1OZ 0.15mm;铜厚 2OZ 0.18mm;铜厚 3OZ 0.25mm 铜厚 4OZ 0.30mm;铜厚 5OZ 0.35mm
阻焊桥宽≥0.35mm
铜厚 10Z 阻焊直径比焊盘大 0.10mm 铜厚 20Z 阻焊直径比焊盘大 0.12mm 铜厚 30Z 阻焊直径比焊盘大 0.13mm
暗房
阻焊开窗
铜厚 40Z 阻焊直径比焊盘大 0.15mm 铜厚 50Z 阻焊直径比焊盘大 0.18mm
650mm≤长度≤1200mm,则宽度≤400mm
基板上的负字符: 0.30mm
铜面上的正字符:HASL 板≥0.50mm、非 HASL 板≥0.30mm 阻焊正字符线宽
基板上的正字符: 0.50mm
焊盘与焊盘
铜厚=1OZ 铜厚=2OZ 铜厚=3OZ 铜厚=4OZ 铜厚=5OZ
最小间距
0.18mm
0.20mm
0.25mm
0.30mm
0.35mm
绝缘孔边到焊环 绝缘孔边到焊环最小间距单边≥0.30mm;有高压要求板:绝缘孔边到焊环
18.5〞×46〞
绝缘层厚度 绝缘层类型
75um~150um
陶瓷填充特 殊聚合物
50um~150um
FR-4 陶瓷填充特殊
聚合物
100um~200um
陶瓷填充特殊聚合 物加玻璃纤维布
75um~150um
FR-4 陶瓷填充特殊聚
合物
OPI003-1/00-1
BMX LIMITED 博敏兴电子有限公司
文件名称
版本-修订 ISS.- REV
00-1
文件状态 DOC.
文件编号 REF:
MEI
页数
PAGE: 7 OF 7
STATUS
工序
类别
铝基板工艺制程能力
冲板
V割
中间 剪板 电镀 表面 处理
板厚=0.60~0.80mm
最小冲孔 1.00mm
冲孔最小孔径
板厚=1.00~1.20mm
最小冲孔 1.60mm
V 割最大宽度
≥10 兆欧
≥20 兆欧 ≥0.15mm 0.40~3.50mm
0.15mm 不受限制
620×500 mm
6000V
(注:AC 或 DC)
0~12mA
爬升时间 3 秒→稳压测试时间 10 秒→电压回落时间 3 秒(可调节)
≥0.80mm
±0.10mm
≥0.20mm
≥0.30mm
±0.15mm
1.60mm ≥0.80mm ≥2.00mm ≥板厚度的 1.5 倍
文件名称 铝基板制程能力技术规
TITLE:
版本-修订 ISS.- REV
00-1
文件状态 DOC.
文件编号 REF:
MEI
页数
PAGE: 6 OF 7
STATUS
工序
类别
铝基板工艺制程能力
专用 测试
飞针 测试 耐压 测试 电脑 铣边
冲板
电压 最多点数 开路电阻 绝缘电阻(单面) 绝缘电阻双面/双层 二个测点之间间距
边的隔离环最小 最小间距单边≥板厚的 1.5 倍
距离
注:不论是冲切孔还是 CNC 钻孔,按此规范设计线路
OPI003-1/00-1
BMX LIMITED 博敏兴电子有限公司
文件名称
铝基板制程能力技术规范
版本-修订
TITLE:
ISS.- REV
00-1
文件状态 DOC.
文件编号 REF:
MEI
页数
PAGE: 5 OF 7
铝基板制程能力技术规范
版本-修订
TITLE:
ISS.- REV
00-1
文件状态 DOC.
文件编号 REF:
MEI
页数
PAGE: 4 OF 7
STATUS
工序
类别
铝基板工艺制程能力
阻焊桥宽度 阻焊开窗
3OZ<铜厚≤4OZ
阻焊桥宽≥0.25mm
4OZ<铜厚≤5OZ
阻焊桥宽≥0.30mm
5OZ<铜厚≤6OZ
板厚≤1.80mm(否含铜)排版间距 2.00mm 2.00mm(否含铜)<板厚≤3.00mm(否含铜)排版间距 3.00mm ±0.10mm ±0.15mm 100×550mm
2.00mm
OPI003-1/00-1
BMX LIMITED 博敏兴电子有限公司
文件名称
铝基板制程能力技术规范
TITLE:
保护油开窗大小
比被连接焊垫单边≥0.35mm,有条件情况下整体盖油,最边缘保 护油边到银油边宽度≥0.35mm
测试最小线宽、线距 ≥0.10mm
AOI 测试
测试最小板尺子 测试最大板尺子
100×100mm 650×550mm
最大问题报点数
10000 点
OPI003-1/00-1
BMX LIMITED 博敏兴电子有限公司
板厚>3.00mm 时≥0.50mm 板厚≤1.00 mm 排板=1.50 mm 板厚>1.00mm 排板=2.00mm 板厚>2.00mm 排板=2.50mm 表面 18~105um 孔内 18~35 um 镍层厚度:3.00~6.00um 金层厚度:0.025~0.10um
沉镍/金层厚度
沉镍层厚度:2.50~3.50um 沉金层厚度:0.05~0.10um