7075铝合金残余应力释放的热处理工艺研究
热处理对7075铝合金组织和性能的影响

热处理对7075铝合金组织和性能的影响摘要:对7075铝合金进行了固溶和单级时效处理,研究了单级时效对铝合金组织和性能的影响,结果表明铝合金经单级时效后纤维组织消失,在晶界处生成第二相粒子。
铝合金显微硬度的峰值时效温度为120℃,时间为16h,硬度为220HV。
120℃/24h时效后合金的峰值强度为680.5MPa。
本研究中主要阐述热处理对7075铝合金组织和性能的影响。
关键词:热处理;7075铝合金;组织性能引言近些年来,铝合金的发展历程先后经历了由单一的追求高强度到追求高强耐腐蚀,再到追求高强高韧耐腐蚀性能,又到高强高韧耐腐蚀抗疲劳,最终到现在的追求高淬透性高综合性能五个发展阶段。
然后发展方向却集中在以满足高强高韧铝合金的航空航天领域以及适用于各种使用条件的民用铝合金领域。
当前对于铝合金强韧化以及耐蚀性的研究已经成为了重中之重,相信随着综合性能的提高,铝合金在国民经济发展中的运用将更加广泛。
1、7xxx系铝合金概述7xxx铝合金是以Al-Zn-Mg和Al-Zn-Mg-Cu合金为主的一种超高强度铝合金,它是超高系列铝合金的最主要代表,Fe和Si是7xxx铝合金的主要有害杂质。
较2xxx高强度铝合金在强度和硬度方面高出许多。
属于热处理可强化的合金。
该系铝合金具有强度高、密度小、易加工、焊接性能良好等优良特点,并且一般耐蚀性较好,因此在航空航天工业、车辆、建筑、桥梁、工兵装备及大型压力容器方面得到了广泛的应用。
现阶段7xxx铝合金的研究主要集中在通过调节合金化元素和优化热处理工艺来得到高强高韧耐腐蚀的综合性能[1]。
这也是本文的研究方向的出发点。
该系代表合金如7005、7050、7075等。
2、试验材料与方法试验材料为7075铝合金,将铝合金(尺寸为20mmX20mmX160mm)在盐浴中进行固溶处理,处理工艺为480℃/2h铝合金固溶处理后在试验箱中进行单级时效处理,时效温度分别为100,120,150℃,时效时间为0-48h。
7075铝合金数控车削中切削速度和切削深度对显微硬度和残余应力的影响研究
7075铝合金数控车削中切削速度和切削深度对显微硬度和残余应力的影响研究摘要本文采用实验的方法,研究了7075铝合金数控车削时的显微硬度和残余应力。
通过改变切削深度和切削速度对工件加工,采用维氏显微硬度计对不同周向点的显微硬度进行了计算,利用X射线衍射法分析了材料在加工过程中产生的残余应力及其大小,建立了切削参数、硬度和残余应力之间的关系,这些关系对于确定元件的使用寿命很有用。
关键词数控车削;残余应力;显微硬度1 简介7075铝合金是以锌为主要合金元素的铝合金。
它的强度高,可以与许多钢相媲美,具有良好的疲劳强度和加工性能,且耐腐蚀性小。
它的成本相对较高,限制了它的应用场合。
合金7075是一种冷加工铝锻制品,具有所有铝合金合金的最高强度,可用于高应力结构件。
该系当中以7075-T651铝合金尤为上品,被誉为铝合金中最优良的产品,强度高,远胜于软钢。
代表用途有航空航天、模具加工、机械设备、工装夹具,特别用于制造飞机结构及其他要求强度高、抗腐蚀性能强的高应力结构体。
通过使用改进的维氏压痕仪结合三种压痕模型研究热喷涂空气等离子喷涂热障涂层的显微硬度、断裂韧性和残余应力的演化规律。
结果发现,在涂层的顶面上,断裂韧性在0.64~3.67 MPa范围内发生变化,相应的残余应力从36.8到243MPa变化,许多研究者认为切削速度、进给量和切削深度对显微硬度和残余应力的影响最大。
因此,根据前人的研究成果,本文主要研究切削速度和切削深度对显微硬度和残余应力的影响。
2 实验设置使用数控车进行车削实验,切削方式为干切削,毛坯φ20x50mm,刀具刀片为硬质合金涂层刀片,按表1切削条件备件。
每次切削,切割操作仅进行20秒,并且通过仅在选择的条件下进行所有实验来确保重复性。
同时使用固定在车床上的测力计测量力的分量,并使用表面粗糙度测试仪在每个样品已加工表面的四个位置处测量表面粗糙度(Ra)值,记录平均值进行分析。
在切割机上切割长度为20mm的切片,使用锉刀和砂纸进行一些小的修理,将样品平整的放3在数字维氏显微硬度计上,施加200kgf的荷载,停留20秒。
喷丸处理7075铝合金循环载荷下表面残余应力的松弛规律

喷丸处理7075铝合金循环载荷下表面残余应力的松弛规律胡永会;吴运新;陈磊【摘要】采用喷丸工艺引入表层残余应力,分析了循环载荷下7075铝合金试样的应力松弛规律,研究了喷丸工艺引入的初始残余应力状态、表层显微硬度及表面粗糙度对试样抗疲劳性能和残余应力松弛的影响.结果表明,喷丸引入的表层残余应力是提高试样抗疲劳性能的主要因素,但表层冷作程度及表面缺口效应对喷丸试样的低周、高周抗疲劳极限和残余应力松弛有很大影响.循环应力水平接近高周疲劳极限时,残余应力无明显松弛;应力水平接近低周疲劳极限时,残余应力发生早期大幅松弛,且残余应力峰外移.【期刊名称】《材料研究与应用》【年(卷),期】2010(004)003【总页数】6页(P174-179)【关键词】喷丸;7075铝合金;残余应力;应力松弛;显微硬度;缺口效应【作者】胡永会;吴运新;陈磊【作者单位】中南大学机电工程学院,湖南,长沙,410083;中南大学机电工程学院,湖南,长沙,410083;中南大学机电工程学院,湖南,长沙,410083【正文语种】中文【中图分类】TG115.5;TG1467xxx系铝合金的抗拉强度高,但抗疲劳性能差[1],工程上一般对其表面进行喷丸,从而引入表面残余压应力以抑制构件表面裂纹的萌生[2-3],但也有文献指出喷丸会引起材料发生脆化而加速疲劳裂纹的扩展[4].大量文献[5-7]认为,喷丸构件的表层残余应力场是影响材料疲劳特性的主要因素,进而人们对构件表面喷丸的局部残余应力的松弛特性进行了研究,如表面喷丸钢在循环载荷下残余应力的松弛、7075-T6铝合金喷丸件的应力松弛及7075-T651喷丸试样的疲劳裂纹特性等.相比普通钢、不锈钢及钛合金,7xxx系高强铝合金表面喷丸的残余应力松弛研究较少[8-11].本文通过喷丸对7075铝合金试样引入不同的初始残余应力状态、表层冷作程度及表面粗糙度,探求循环载荷下7075铝合金的抗疲劳性能及残余应力松弛的一般规律. 实验材料为7075铝合金,其主要成分为w(Cu)=1.6%,w(Mg)=2.5%,w(Cr)=0.23%及w(Zn)=5.6%,其余为Al.首先用线切割法沿轧向取料,然后对取料表面进行铣削,试样尺寸如图1所示.首先对试样进行热处理,从室温开始,以100℃/h的速率升温且保温10 min,当达到固溶温度480℃后保温1 h,然后采用水浴淬火,当预拉伸2.5%后于120℃下保温5 h.用加拿大Proto公司生产的iXRD衍射仪测量试样表面残余应力为±20MPa,可认为试样无初始应力.用上海华龙WPL-250型万能疲劳实验机标定试件的力学性能及引入动应力幅,沿试样纵向进行单向拉伸实验,在初始应变率为1×10-3s-1时,得到试样的弹性模量E、屈服应力σ0.2、抗拉强度σb、断裂应力σf、断后伸长率T.E.及断面收缩率R.A.,铝合金的力学性能列于表1.喷丸是一种表面冲击形式的冷处理方法,即无数个小圆形颗粒状介质连续击打零件表面,导致无数凹陷重叠,从而形成均匀的残余压应力层[12-13].7075铝合金强度、硬度均高,但其很脆,表面缺口的敏感性及脆性疲劳对强度影响较大.将试样分为4组,其中1组不作喷丸处理,其余3组进行喷丸处理,喷丸处理设备为压送式干喷砂机,喷料选用玻璃珠,喷料的力学性能及喷丸工艺参数分别列于表2和表3.1.3.1 喷丸试样表层特性测定在载荷增量速率为0.1 N/s、驻留时间为10 s和最大载荷为1 N的条件下,对试样逐层剥除,用维氏硬度测量仪测量试样表层显微硬度;用轮廓仪测量喷丸处理后试样表面的粗糙度,获得试样中心线的平均值及峰值的分布状况.选取试样中心位置为X射线应力测量点,疲劳失效后选取远离断口处(大于2 mm)测量.测量靶材为Co Kα,测量参数为管电压 20 kV、管电流 4 mA、衍射晶面(331)、高斯拟合(Gaussian)定峰、准直管尺寸2 mm×5 mm、弹性常数S2/2为18.5606×10-6及在每个Ψn位置的摆动角度为3°.1.3.2 应力加载对各试样进行循环加载,其中应力比R=-1、加载频率为30 Hz,各试样对应于5×104和4×105次周期时的疲劳极限分别为σ(5×104)和σ(4×105),对称载荷为σd,循环加载实验的各项参数列于表4.采用逐层剥除法测量各试样的初始表层残余应力,修正后的结果见图2.从图2可见,三种喷丸工艺引入的残余应力影响深度约为100~300μm,且喷丸强度越高试样表层最大残余压应力越大,但整体应力分布有所不同.对于喷丸强度低的SP1,表层残余应力峰值处于试样的最表面;喷丸强度较高的SP2,残余应力峰值位于试样表面下约50μm处;喷丸强度高的SP3,残余应力峰值位于试样表面以下约100μm处.这主要是因为X射线衍射法是测量晶格间距变化的一种方法,随喷丸强度增大,表层塑性加工影响的深度也增加,层内晶格间距发生较大地改变;X射线衍射法测量得到的铝合金表面残余应力为垂直于测量方向、厚度为20μm内的平均应力,喷丸强度较低时,试样浅表层的应力分布难以真实测量.三种喷丸工艺与未经喷丸处理的试样表层显微硬度分布见图3,考虑到材料的非均匀性与测量误差,结果为三次测量值的平均值.显微硬度可直接反映试样表面加工硬化的历程,进而表征表层冷作程度及塑性变形影响深度.图2与图3比较可知,喷丸后试样表层的显微硬度分布与残余应力分布类似,即表面冷作程度越高,表层显微硬度峰值越大,且有向深层移动的趋势,三种喷丸工艺引入的显微硬度分布在约距表层350μm处.材料表面喷丸引入残余应力是由于冷作造成的材料塑性加工硬化,但表层残余应力峰值与硬度峰值并不处于相同的位置,硬度峰值位于更深处.这主要是喷丸处理后,硬度峰值层的位错密度交互缠结,造成晶界逐步消失且晶粒破碎、细化,从而使材料更致密,应力峰值层位于可继续发生形变的较外层,并不是塑性变形量的最大层.另外,喷丸强度低时,表面硬化影响层较浅,剥层测量时忽略了这一区域的显微硬度变化.各试样表面粗糙度测量结果列于表5,其中Ra为平均粗糙度、Rt为2 mm长度范围内的峰-谷间距均值、Rq为粗糙度的均方根、Dp为相邻粗糙峰的平均间距、应力集中系数Kt=1+4(Rt/Dp)1.3.试样表面粗糙度直接表征表面缺口效应的应力集中,对循环载荷下抗疲劳性能有很大影响.由表5可知,随着喷丸冷作程度越高、喷料颗粒越大,试样表面的粗糙度越大,缺口效应的应力集中系数也越大.三种喷丸工艺对低周疲劳极限Glow、高周疲劳极限Ghigh、表面残余应力σsur、应力影响深度Deff、应力峰值σpeak、表面粗糙度Kt、表面显微硬度Hsur及硬度峰值Hpeak等参数的影响结果列于表6.由表6可知:经三种喷丸工艺处理后,试样表层的残余应力峰值范围为材料单向拉伸屈服强度的0.44~0.67;喷丸工艺能提高试样的抗疲劳性能,这主要是由于引入了表层残余应力;循环载荷下的应力松弛、表层冷作程度及表面粗糙度所造成的缺口效应对试样的抗疲劳性能有不利的影响. SP1喷丸强度低且喷料颗粒尺寸小,冲击试样时所造成的表面粗糙度小、缺口效应低,对低周、高周疲劳极限提高幅度分别达到13.4%和40.4%,但表面残余应力小且影响深度浅,残余应力峰位于最表面.SP2喷丸强度较高且喷料颗粒尺寸较大,冲击试样时所造成的残余应力影响的深度明显较SP1的增大,且残余应力峰值内移.较大的残余应力使低周疲劳极限提高至25.2%,但同时表面粗糙度也增大,应力集中系数的增大降低了试样高周疲劳极限,使它仅达30.1%.此时残余应力的影响仍大于表面缺口效应的影响.SP3喷丸强度高且喷料颗粒尺寸大,引入的表面缺口效应的不利影响因素甚至中和了残余应力的有利因素,此种喷丸处理对试样低周和高周的抗疲劳性能提高程度都很小,仅接近10%.对各试样进行循环加载实验,认为试样发生疲劳失效后表面残余应力处于最终稳定状态,此时采用剥层法测量试样的残余应力值,图4为各试样实验前后残余应力沿表层厚度方向的分布图.从图4可知,喷丸引入的残余应力越大,表面粗糙度引起的缺口效应将越明显,表面集中应力系数的增大加剧了循环载荷下残余应力的松弛程度.这是由于当复合应力远小于材料屈服极限时,残余应力松弛不明显,且应力峰位置保持不变,预示疲劳裂纹源位置也不移动;当逐渐增加载荷,使其达到材料的局部塑性流动应力时,残余应力明显松弛;当载荷接近低周疲劳极限时,残余应力首先在表层以下的应力集中处发生大幅松弛,且由于表层喷丸冷作的原因,残余应力峰及残余拉压应力区皆向外层移动,预示着疲劳裂纹源位置也将发生移动;当载荷接近高周疲劳极限附近时,残余应力无明显松弛,这是由于高度冷作造成材料表层显微结构的塑性加工硬化,位错的萌生导致晶格畸变过强,这对材料内部造成扩散损伤,从而产生微裂纹[14].一般认为,复合应力超过材料局部屈服极限时才会发生应力松弛现象.但图4也表明,在复合应力低于材料的屈服极限时残余应力也有所松弛,这是因为喷丸引入的表面冷作对材料屈服强度有显著影响.不同喷丸处理后试样的表层显微硬度和表面粗糙度引起的缺口效应也表明,试样内部存在局部屈服强度梯度.在加工过程中材料表面承受了复杂的应变历程,表现出多向应力状态屈服面[15-16],从而造成表面微观屈服强度低于整体材料的屈服极限,所以在复合应力低于材料屈服强度时也有应力松弛的现象.(1)喷丸提高铝合金试样疲劳极限的主要因素是引入了表层压应力场.喷丸强度低时,残余应力峰位于试样最表面,随着喷丸处理强度加大,残余应力峰值增大且向表层内移动.(2)试样表层的显微硬度可表征表面冷作程度及塑性变形影响深度,喷丸试样表层硬度峰值层位于残余应力峰值层之下.(3)喷丸冷作引入的材料表层局部屈服强度梯度,造成表面微观屈服强度低于整体材料的屈服极限,残余应力更容易松弛.(4)喷丸引入的试样表面粗糙度对提高试样疲劳极限有很大影响.粗糙度过大,表面缺口效应明显,残余压应力场的作用将被严重削弱.(5)高周疲劳极限附近,残余应力松弛不明显,应力集中层保持不变;随着载荷加大,达到材料的局部塑性流动应力,尤其在低周疲劳载荷附近,早期即发生明显的应力松弛,且应力集中区向外层移动.【相关文献】[1]SMITH D J,FARRAHI G H,ZHU W X,et al.Experimental measurement and finite element simulation of the interaction between residual stresses and mechanicalloading[J].International Journal of Fatigue,2001,23:293-302.[2]王亚男,陈树江,董希淳.位错理论及其应用[M].北京:冶金工业出版社,2007.[3]RAO D,WANGD,CHEN L,et al.The Effectiveness evaluation of 314l stainless steel vibratory stress relief by dynamic stress[J].International Journal of Fatigue,2007,29:192-196.[4]WAGNER L,LÜTJ ERING G.Influence of shot peening parameters on the surface layer properties and the fatigue life of Ti-6Al-4V[C].Paramus(NJ):American Shot Peening Society,1984:194-200.[5]ZHUANG W Z,HALFORD G R.Investigation of residual stress relaxation under cyclic load[J].International Journal of Fatigue,2001,23:S31-S37.[6]SHINDE S R,HOEPPNER D W.Fretting fatigue behavior in 7075-T6 aluminumalloy[J].Wear,2006,261:426-434.[7]BENEDETTI M,FONTANARI V,SCARDI P,et al.Reverse bending fatigue of shot peened 7075-T651 aluminum alloy:the role of residual stress relaxation[J].International Journal of Fatigue,2009,31:1125-1236.[8]MCLUNG R C.A literature survey on the stability and significance of residual stresses during fatigue[J].Fatigue Fract Eng Mater Struct,2007,30:173-205.[9]吴运新,廖凯.铝合金厚板拉伸过程横向残余应力消减分析[J].材料工程,2008(10):45-48.[10]朱伟,彭大暑,张辉,等.7075铝合金厚板淬火残余应力消除工艺的研究[J].铝加工,2002(2):25.[11]M B PRIME,M R HILL.Residual stress relief and inhomogeneity in aluminumplate[J].Scripta Materialia,2002,46:77-82.[12]KOCKS U ws for work-hardening and low-temperature creep[J].Journal of Engineering Materials and Technology,1976,98:76-85.[13]KODAMA S.The behavior of residual stress during fatigue stress cycle[C].Kyoto:Society of Material Science,1972:111-118.[14]杨君宝.基于位错理论的振动消应力的机理研究[J].机械研究与应用,2007,20(2):62-64.[15]王宏伟,马晋生,南俊马,等.表面微观屈服强度与疲劳极限的关系[J].金属学报,1991,27(5):A365-369.[16]ZHAO T,J IANG Y.Fatigue of 7075-T651 aluminum alloy[J].Int J Fatigue,2008,30(8):34-49.。
7075铝合金去应力退火工艺

7075铝合金去应力退火工艺
7075铝合金是一种高强度的铝合金,常用于航空航天、汽车
和自行车等领域。
去应力退火是7075铝合金的一种热处理工艺,旨在减轻材料内部的应力,提高其机械性能和耐腐蚀性。
以下是7075铝合金去应力退火的工艺步骤:
1. 准备工作:将7075铝合金件放入容器中,确保表面清洁无
杂质。
2. 加热阶段:将容器置于加热炉中,依据7075铝合金的组成
和尺寸确定退火温度,通常在200-300°C范围内。
加热速度要
控制在适当范围内,避免快速加热引起新的应力。
3. 保温阶段:在退火温度达到后,保持一定时间,让材料内的应力逐渐释放。
4. 冷却阶段:退火结束后,将容器从炉中取出,进行自然冷却或其他合适的冷却方式。
注意避免快速冷却引起新的应力。
5. 检测阶段:通过非破坏性检测方法,如超声波或X射线等,检测材料是否达到去应力退火要求。
需要注意的是,7075铝合金去应力退火的具体工艺参数会受
到材料的具体情况、形状和应用要求的影响,因此在实际操作中需要根据具体情况进行调整。
7075铝合金热挤压工艺
7075铝合金热挤压工艺7075铝合金热挤压工艺是一种先进的金属加工方法,可以用于制造各种高强度、耐腐蚀的结构件。
本文将以人类的视角,生动描述7075铝合金热挤压工艺的过程和特点。
我们来了解一下7075铝合金的特性。
7075铝合金是一种高强度的铝合金,具有良好的耐热性和耐腐蚀性。
它通常用于航空航天、汽车、火箭等领域,要求材料具备轻量化、高强度和耐久性的特点。
热挤压是一种常见的金属加工方法,它利用加热后的金属在模具中受到强大的挤压力,从而改变其形状。
7075铝合金的热挤压工艺也是如此。
将7075铝合金加热到适当的温度,使其变得柔软并易于挤压。
然后,将加热后的铝合金放入挤压机的模具中,通过高压力将其挤压成所需的形状。
在挤压过程中,铝合金会受到巨大的力量,从而使其内部结构发生变化,达到增强材料的目的。
7075铝合金热挤压工艺的优点主要体现在以下几个方面:热挤压可以使7075铝合金的晶粒尺寸减小,提高材料的强度和硬度。
这是因为在挤压过程中,铝合金的晶粒会被拉长和细化,从而提高了材料的机械性能。
热挤压可以使7075铝合金的结构更加致密,从而提高其耐腐蚀性能。
挤压过程中,铝合金的孔隙和缺陷会被填补或消除,使材料的密度增加,从而使其更加耐久。
7075铝合金热挤压工艺还可以实现材料的变形控制和形状设计,使其更加适应复杂的工程要求。
通过调整挤压过程中的参数,可以实现不同形状和尺寸的铝合金制品的生产。
总的来说,7075铝合金热挤压工艺是一种先进的金属加工方法,可以制造出高强度、耐腐蚀的结构件。
它具有晶粒细化、结构致密和形状设计的优点。
通过合理控制挤压参数,可以实现对铝合金材料性能的调控,满足不同工程领域的需求。
这一工艺的应用将进一步推动铝合金在航空、汽车等领域的应用,促进工业的发展。
7075铝合金的相关热处理以及表面处理

对7075铝合金深冷处理的影响K.E. Lulay, K. Khan, and D. Chaaya(发表于2002年4月8日,再经修订于2002年4月22日)众所知之,通过改变室温特性的科学,可以使得金属暴露在极端温度已经有了很广泛的研究。
虽然这项工作对高温热处理的影响已经进行了一些研究,但是在低温下(接近-196 ℃的性能研究也有许多进展。
在20世纪30年代到40年代,改变低温特性的方法首先出现,它能改善钢的切削性能。
[1]几十年来,许多工作进行了测控和解释对钢低温性能改变的效果。
[2,3]。
对一些有色金属合金也进行了研究。
通过气体金属联接管电弧焊接进行了铜合金的深冷处理,对磨损性能的影响进行了研究,[4]但并没有变化。
在本次研究中低温处理的效果,通过室温下对7075 - T651铝合金的强度、硬度进行了研究。
这是一个沉淀硬化材料,它具有高强度和耐腐蚀性而被应用。
试验样品已经处理,并再通过深冷低温处理,处理的试样放置于商业低温冷冻(-196℃)的温度进行了测试。
并且进行了两种不同长度的时间的测定,分别是2小时和48小时。
用2小时处理以确定是否有任何与时间无关的效果。
用48小时的处理以进行评价浸水效果。
深冷处理后没有再进行其它处理。
一系列的试样测试也将作为条件来建立一个标准。
所有的实验是都是在室温下进行的。
拉伸试验按照ASTM E8标准进行。
从这个实验中,对比例极限、屈服强度(0.2%残余应力)、极限拉伸强度、伸长率都进行了测定。
对硬度测试和夏比冲击试验也进行了测定。
如表1,48小时的低温处理效果对基本力学性能的影响是非常小的,一般大约只有1%的差异[5]。
最大的百分比变化是在观察夏比冲击试验中,它接近12%的差异。
2小时深冷处理后对其力学性能几乎没有什么影响。
要确定所引起的实际误差结果是取决于材料还是观察到的误差由于正常的数据变化(而不是真实误差),要通过统计t-实验来进行。
t –实验通过分析两组数据,以确定误差是测量的平均值是真实的还是一种偶然误差的结果。
7075铝合金的相关热处理以及表面处理
对7075铝合金深冷处理的影响K.E. Lulay, K. Khan, and D. Chaaya(发表于2002年4月8日,再经修订于2002年4月22日)众所知之,通过改变室温特性的科学,可以使得金属暴露在极端温度已经有了很广泛的研究。
虽然这项工作对高温热处理的影响已经进行了一些研究,但是在低温下(接近-196 ℃的性能研究也有许多进展。
在20世纪30年代到40年代,改变低温特性的方法首先出现,它能改善钢的切削性能。
[1]几十年来,许多工作进行了测控和解释对钢低温性能改变的效果。
[2,3]。
对一些有色金属合金也进行了研究。
通过气体金属联接管电弧焊接进行了铜合金的深冷处理,对磨损性能的影响进行了研究,[4]但并没有变化。
在本次研究中低温处理的效果,通过室温下对7075 - T651铝合金的强度、硬度进行了研究。
这是一个沉淀硬化材料,它具有高强度和耐腐蚀性而被应用。
试验样品已经处理,并再通过深冷低温处理,处理的试样放置于商业低温冷冻(-196℃)的温度进行了测试。
并且进行了两种不同长度的时间的测定,分别是2小时和48小时。
用2小时处理以确定是否有任何与时间无关的效果。
用48小时的处理以进行评价浸水效果。
深冷处理后没有再进行其它处理。
一系列的试样测试也将作为条件来建立一个标准。
所有的实验是都是在室温下进行的。
拉伸试验按照ASTM E8标准进行。
从这个实验中,对比例极限、屈服强度(0.2%残余应力)、极限拉伸强度、伸长率都进行了测定。
对硬度测试和夏比冲击试验也进行了测定。
如表1,48小时的低温处理效果对基本力学性能的影响是非常小的,一般大约只有1%的差异[5]。
最大的百分比变化是在观察夏比冲击试验中,它接近12%的差异。
2小时深冷处理后对其力学性能几乎没有什么影响。
要确定所引起的实际误差结果是取决于材料还是观察到的误差由于正常的数据变化(而不是真实误差),要通过统计t-实验来进行。
t –实验通过分析两组数据,以确定误差是测量的平均值是真实的还是一种偶然误差的结果。
7075铝合金板淬火残余应力模拟及实验研究
㈩
1O 0
2o o 3o o 40 0 50 0
式中: p为密度; 为比热 ;} c I j 为热传 导系数 ; T为温 度 ; 为 时 间 ; 式 右 边 第 四项 为相 变潜 热 。假设 材 t 等
料 的热 传导 性 能 各 向 同性 , k为 常 数 ; 火 过 程 中 淬
T e v rain e c oi g r tsfrt es r c n h tr rrs l d i eta s t n o r s it b t n h ai t so t o l ae o uf ea d t ei e o ut n t r n i o f te sd s i u i .Th e i i t o f h n h a n i e e h i s r o ef a bl y s i o d r c e o me h ia o p e to e f d b ee p r n a s l.T i su yc u dp o i e a mp r n a f n i t h r — c a c c u ld meh d i v r e y t x e me tlr ut hs td o l r vd l i o t t 一 i e t m n l s i i h i e l a b
8sf rt e r sd a t s o t l n . i o h e i u sr sc n r l g l e oi Ke r s l mi u a o lts u n hn ;r sd a t s ;n e c lsmu ain;e p r n y wo d :a u n m l y p ae ;q e c i g e i u s e s u r a i l o l l r m i t x e me t i
7075铝板热处理要求资料讲解
7075铝板热处理要求7075铝板的热处理一.7075铝板的退火:加热到750-800℉,保温至少2小时(选择:加热到775-825℉,保温至少1小时),以50℉/小时速度炉冷到450正负25℉,保温至少6小时,然后空冷到室温。
二. 7075铝板的固溶处理和沉淀处理1.7075裸铝和包铝板固溶处理温度:910-930℉时间:根据不同的材料厚度时间不同,盐炉10—55分钟。
空气炉10—75分钟沉淀处理:温度240-260℉。
时间:22-24小时。
初始状态:7075-0。
最终状态:7075-T6,-T622.7075中厚板,棒材,管材和型材温度:860-880℉时间:根据不同的材料厚度时间不同,盐炉10-55分钟。
空气炉10-75分钟沉淀处理:温度240-260℉。
时间:22-24小时。
初始状态:7075-0。
最终状态:7075-T6,-T62(说明:大于或等于0.50英寸,每增加1/2英寸或不足1/2英寸时,在盐槽中增加20分钟:若在空气炉则增加30分钟,不足1/2英寸亦按30分钟计算。
3.除铸件和锻件外的所有产品的淬火除有例外说明外,所有合金淬火时可浸入水中进行。
淬火前,水温应低于90℉;淬火期间水温不得超过100℉,用温度测试计测量水温。
4.状态鉴定的试验要求试验要求所有零件检测导电率。
每批产品中取最高和最低导电率值至少两件零件作硬度测试。
不能测试导电率的零件,应全部测试硬度。
(具体还有许多详细规定,可在参考文件上查找,不另作说明。
)。
7075-T73511 铝合金热处理工艺研究
下,最佳处理工艺为:预应变 1%+二次固溶 462 ℃×150 min +双级时效 (105 ℃×8 h+175 ℃×10 h),此时屈服强度为 488
MPa,抗拉强度为 552 MPa,伸长率为 16.5%,电导率为 39.5%IACS。
关键词:7075 铝合金;T73511;性能;电导率;正交试验
中图分类号:TG146.21,TG376.8
文献标识码:B
文章编号:1005-4898 (2020) 03-0040-05
doi:10.3969/j.issn.1005-4898.2020.03.09
0 前言
随着航空航天工业的发展,对铝型材的综合性 能也逐渐有了更高的要求,铝合金材料的强度、硬 度已不能反映其综合性能,电导率这种指标已越来 越引起人们的重视。电导率主要与材料的成分和内 部组织结构息息相关。当合金成分一定时,其导电 性的好坏取决于材料的内部组织,材料的内部组织 又受其热处理制度及拉伸的影响[1, 。 2] 相比于常规 试验,正交试验法可大大减少实际试验的工作量, 用尽可能少的试验次数获得可靠的试验结果,因此 被广泛应用于各个领域。
其他 Ti Zn
单个 合计
国标 ≤0.4 2.1~2.9 ≤0.5 1.2~2.0 ≤0.3 0.18~0.28 ≤0.2 5.1~6.1 ≤0.05 ≤0.15
实测 0.07 2.63 0.17 1.62 0.00 0.2 0.02 5.7 0.05 0.15
表 2 7075 铝合金标准要求
状态
γ /%IACS
7075 铝合金属于 7×××系 (Al-Zn-Mg-Cu) 超高强合金,具有高强度、低密度、热加工性能好 的优良特性,是航空航天器件的优良结构材料,也 是目前各国结构材料开发的热点之一[2- 。 6] 7075 铝 合金的强度和硬度具有时效双峰特征[7],然而获得 最佳强度的时效热处理工艺未必具有合格的电导率 指标。热处理制度与电导率有密切关系,7075 铝 合金的电导率受退火温度、固溶处理温度、淬火后 停放时间及人工时效制度等诸多因素影响。 T7351、T7651 及 T73 状态均有合适的热处理工艺, 以获得最佳的力学性能[8- 。 10] 作为一种常见的航空 材料,7075 合金常用标准为 AMS 4167H-2015,该 标准要求及检测方法异于国标,力学性能与电导率
7075铝合金不同热处理状态下的性能研究
13I ndustry development行业发展7075铝合金不同热处理状态下的性能研究张 琼(中国航发哈尔滨东安发动机有限公司,黑龙江 哈尔滨 150066)摘 要:目的:探索7075铝合金不同热处理状态下的性能变化。
方法:使用7075铝合金作为实验材料,分别在进行固溶处理状态实验、分级淬火状态实验、双级时效状态实验。
对三种处理状态下的合金进行观察,研究7075铝合金性能变化。
结果:固溶处理状态下合金以470℃为峰值,性能随着温度上升先升后降;分级淬火状态下合金内部结构发生变化,性能影响不大;双级时效状态下,合金性能最佳处理参数为(110±6) ℃×(3-4)h+(180±6) ℃×(13-14)h,既保持较高的力学性能,又加强了耐腐蚀性。
结论:三种不同状态下,合金的性能改变不同,其中双级时效状态性能改变最大,想要7075铝合金通过热处理发挥最佳性能,最好三者有机结合。
关键词:7075铝合金;热处理;应力腐蚀;性能中图分类号:TG166.3 文献标识码:A 文章编号:11-5004(2020)24-0013-2 收稿日期:2020-12作者简介: 张琼,男,生于1980年,汉,黑龙江省五常市,本科,研究方向:渗碳热处理工艺研究。
随着铝合金在经济发展中应用更加广泛,其综合性能的提升也越发重要[1]。
7075铝合金最初开发是为了宇航器具,该材料质量轻、强度高[2]。
随后,7075铝合金被应用于其他方面,例如:能源、化工等等[3]。
和传统的材料不同,7075铝合金可以通过热处理,将其性能更好地发挥出来[4]。
作为A1-Zn-Mg-Cu 系合金,7075铝合金具有高强、高韧的优势。
但同样,也存在一些问题导致了综合性能不佳[5]。
最严重的问题就是,对应力腐蚀过于敏感,这种缺陷带来的影响是致命的,应力腐蚀可以降低金属结构强度,最终导致失效,使得这种合金无法广泛应用[6]。
7075铝合金热处理工艺
7075铝合金热处理工艺7075铝合金热处理工艺导语:7075铝合金是一种常用的高强度铝合金,其广泛应用于航空航天、汽车、自行车等领域。
然而,7075铝合金的机械性能很大程度上取决于热处理工艺的选择和控制。
在本文中,我们将深入探讨7075铝合金的热处理工艺,以及热处理过程中的影响因素和优化方法,帮助您更好地理解该铝合金的性能提升和应用。
一、7075铝合金热处理工艺概述7075铝合金是一种具有良好耐腐蚀性、高强度和耐磨损特性的铝合金,在各个领域都有广泛的应用。
热处理是改善7075铝合金力学性能的一种重要方法。
根据具体的应用要求,7075铝合金可以进行固溶处理和时效处理。
1. 固溶处理固溶处理是指将7075铝合金加热至高温区(480-510℃),使其固溶体中的溶质完全溶解,然后迅速冷却以保持溶质在溶体中的固溶度。
这一过程旨在消除合金中的固溶体间化合物、减少析出相的尺寸,从而提高合金的塑性和可加工性。
2. 时效处理时效处理是指在固溶处理后,将7075铝合金加热至相应的时效温度(120-160℃),保持一定的时间后迅速冷却。
时效处理可以促进合金中产生硬化相,如MgZn2等,提高硬度和强度,同时保持一定的可塑性。
二、7075铝合金热处理影响因素7075铝合金的热处理工艺对其性能具有重要影响。
以下是几个主要的影响因素:1. 固溶处理温度固溶处理温度会影响铝合金中溶质的溶解度和固溶体的原子排列。
高温会增加合金的塑性和可加工性,但过高的温度可能导致过度溶解和晶粒长大。
2. 固溶处理时间固溶处理时间影响溶质在固溶体中的均匀分布程度。
适当的固溶处理时间可以完全溶解溶质,并使其均匀分布在固溶体中。
3. 时效处理温度和时间时效处理温度和时间对于硬度和强度的提高至关重要。
较高的时效处理温度和较长的时效时间可以促进硬化相的析出和晶体尺寸的增长。
4. 快速冷却快速冷却是保证7075铝合金热处理效果的关键。
快速冷却可以防止固溶体溶质再次析出,从而保持合金的塑性。
7075铝合金残余应力释放的热处理工艺研究
摘要:本文介绍了消除7075铝合金残余应力的常用热处理工艺措施,分析了各种热处理技术对消除残余应力所起到的作用,给出了针对7075铝合金的热处理工艺曲线,比较了各种热处理技术对消除7075铝合金残余应力的效果,为加工高强度的精密铝合金零件提供了技术参考。
关键词:7075铝合金残余应力热处理技术1概述7075铝合金广泛应用于航空航天领域,属于A1-Zn-Mg-Cu系可热处理强化的多元时效合金,具有高强度、低密度、热加工性能好等优点,固溶处理后经过人工时效处理后,抗拉强度可达600~700Mpa,与45号钢的强度相当。
在150℃以下具有较高强度,其缺点是焊接性能较差,抗疲劳性能较差,有晶间腐蚀和严重的应力腐蚀倾向,并且为了获得高强度与高韧性,铝合金必须进行淬火处理。
当铝合金材料从大约470℃的高温快速淬入低温介质的淬火过程中,构件表面与心部存在很大的温度梯度,从而产生了很大的淬火残余应力。
故在使用过程中去除应力就相当必要。
本文所探讨的7075铝合金为应用于高精度的光学零件,对加工后的零件变形有较高要求。
在机械加工过程中,由于材料的去除,材料内部的残余应力将得到释放,此时往往产生很大的加工变形。
因此为了保证精密零件的尺寸稳定性应进行较好的残余应力释放。
2实验方法实验材料选用7075-T6超硬铝合金板材,试样尺寸为15×150×220,分粗精加工两道工序进行加工,最终加工成10mm厚的平板试件,在粗精加工工序之间采用不同的热处理工艺进行残余应力的消除,精加工后利用三座标检验试样的平面度,比较宏观变形量的大小,利用钻孔法对试样内部残余应力的大小进行测定,比较微观应力值的大小。
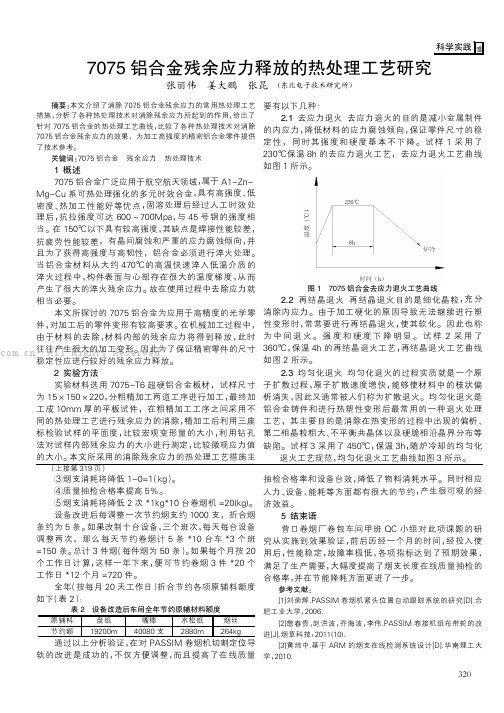
本文所采用的消除残余应力的热处理工艺措施主要有以下几种:2.1去应力退火去应力退火的目的是减小金属制件的内应力,降低材料的应力腐蚀倾向,保证零件尺寸的稳定性,同时其强度和硬度基本不下降。
试样1采用了230℃保温8h的去应力退火工艺,去应力退火工艺曲线如图1所示。
7075铝合金加工应力释放温度
7075铝合金加工应力释放温度
7075铝合金是一种常用的高强度铝合金,常用于航空航天、汽
车和船舶等领域。
在加工过程中,由于残余应力的存在,需要进行
应力释放以提高材料的稳定性和性能。
对于7075铝合金的应力释放,一般可以采用热处理的方式。
具
体的温度取决于材料的具体要求和加工方式,以下是一些常见的应
力释放温度范围供参考:
1. 自然时效(室温时效),将加工好的7075铝合金零件放置
在室温下,通过自然时效来释放应力。
这种方式一般需要较长的时间,通常需要数天到数周的时间。
2. 低温时效,将7075铝合金零件在较低的温度下进行时效处理,一般温度范围为100-150°C。
低温时效可以较快地释放应力,
但需要较长的时间。
3. 中温时效,将7075铝合金零件在中等温度下进行时效处理,一般温度范围为150-200°C。
中温时效可以在相对较短的时间内释
放应力,并且对材料的性能有一定的改善。
4. 高温时效,将7075铝合金零件在较高的温度下进行时效处理,一般温度范围为200-250°C。
高温时效可以更快地释放应力,但需要控制好温度和时间,以避免过度时效导致材料硬化。
需要注意的是,具体的应力释放温度和时间应根据具体的材料和加工情况来确定。
在实际应用中,建议咨询材料供应商或专业工程师以获取更准确的建议。
总之,7075铝合金的应力释放温度可以采用自然时效、低温时效、中温时效或高温时效的方式进行处理,具体的选择应根据材料的要求和加工情况来确定。
7050铝合金中厚板拉伸对残余应力消减工艺研究
0.02
0.01
单次挠度/mm
0.02
0.00
单次挠度/mm
-0.01
0.01
0
2
4
6
8
10
测量序号
0.00
-0.01 0
变量 拉伸停留时间:3h00min 拉伸停留时间:1h00min 拉伸停留时间:30min
2
4
6
8
10
测量序号
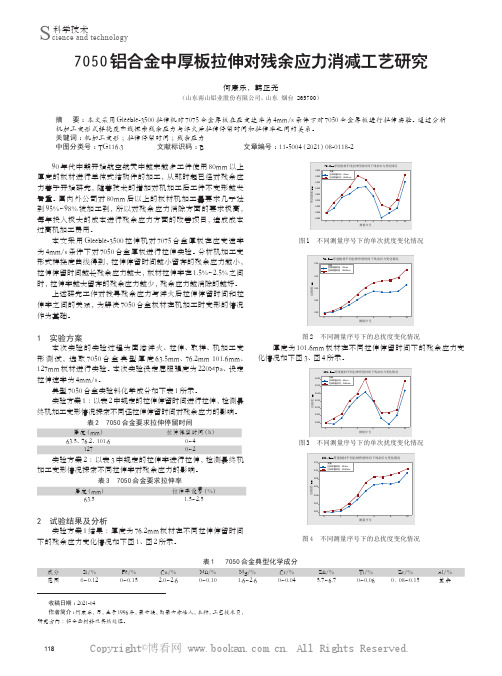
图 5 不同测量序号下的单次扰度变化情况
7127mm厚度板材不同拉伸停留时间下残余应力变化情况
0.010
0.005
0.000
-0.005
0
1
2
3
4
5
6
7
8
9
10
测量序号
图 1 不同测量序号下的单次扰度变化情况
总挠度/mm
76.2mm厚度板材不同拉伸停留时间下残余应力变化情况
0.20
变量
拉伸停留时间:30min
拉伸停留时间:4h00min
0.15
0.10
0.05
0.00
0
2
4
6
8
10
测量序号
1 实验方案
S 科学技术 cience and technology
厚度为 127mm 板材在不同拉伸停留时间下的残余应力变化 情况如下图 5、图 6 所示。
7075-T6铝合金板材焊接工艺及残余应力试验研究
己mg,N q[[j够磁DOI:10.13979/j.1007-7235.2019.10.0117075-T6铝合金板材焊接工艺及残余应力试验研究田泽明(宜宾职业技术学院,四川宜宾644003)摘要:对7075-T6铝合金板进行MIG焊接工艺试验研究,选择ER5356铝合金焊丝进行低强匹配,发现焊接电流在190A-210A时软化区域约4mm,焊接电流220A-230A时软化区域增大至5mm。
为保证焊接接头质量及生产效率,同时结合工程制造实际情况建议焊接电流选择210A o进一步对焊接电流210A的试板进行残余应力试验检测,焊缝中心残余应力最大达到37&1N/mm2,但高应力区仅存在距中心10mm区域内,其应力梯度较大,最大值小于7075-T6铝合金板材的屈服强度。
采用ANSYS软件进行了焊接残余应力计算,整体应力分布趋势与实测值基本吻合,但计算结果略大,理论计算结果更趋于保守,可供以后的铝合金焊接提供参考。
关键词:7075-T6铝合金板;MIG焊接;焊接电流;力学性能;焊接残余应力中图分类号:TG146.21文献标识码:A文章编号:1007-7235(2019)10-0046-05Experimental study on welding technology and residualstress of7075-T6aluminum alloy sheetTIAN Ze-ming(Yibin Vocational and Technical College,Yibin644003,China)Abstract:The study was conducted on MIG welding technology of7075-T6aluminum alloy plate.ER5356aluminum alloy wire was selected for low strength matching.It is found that the softening area is about4mm when the welding current is190A-210A,and increases to5mm when the welding current is220A-230A.In order to ensure the quality and production efficiency of welding joints,it is recommended to select210A welding current according to the actual situation of engineering and manufacturing.The residual stress test was then carried out on the test sheet with welding current210 A.The maximum residual stress of weld center reaches378.1N/mm2.However,the high stress area only exists within 10mm from the center,and its stress gradient is relatively large,and the maximum value is less than the yield strength of7075-T6aluminum alloy sheet.The welding residual stress was calculated by ANSYS software.The overall stress distribution trend is basically consistent with the measured value,but the calculation results are slightly larger,and the theoretical calculation results tend to be more conservative,which can provide reference for future aluminum alloy welding.Key Words:7075-T6aluminum alloy plate;MIG welding;welding current;mechanical properties;welding residual stress收稿日期:2019-04-20作者简介:田泽明(1969-),男,四川宜宾人,讲师,主要从事机械制造方面的教学和应用研究。
7075铝合金热处理工艺
7075铝合金热处理工艺一、7075铝合金概述7075铝合金是一种高强度的铝合金,具有优良的强度和韧性,广泛应用于航空、航天、军工等领域。
但是,由于7075铝合金具有较高的硬度和脆性,在加工过程中容易出现裂纹或变形等问题,因此需要进行热处理来改善其力学性能。
二、7075铝合金热处理分类根据不同的温度和时间条件,7075铝合金热处理可以分为以下几种类型:1. 固溶处理(Solution Treatment)固溶处理是将7075铝合金加热到固溶温度(495℃-505℃)并保持一定时间(通常为2-3小时),使其内部组织达到均匀的固溶状态。
这样可以消除材料中的过饱和固溶体,并使晶粒细化。
在此基础上,通过快速冷却(水淬或空气冷却)来避免再结晶,从而得到较好的力学性能。
2. 人工时效处理(Artificial Aging)人工时效处理是将经过固溶处理后的7075铝合金在较低温度下进行加热,并保持一定时间(通常为6-8小时),以促进固溶体中的析出相形成。
这样可以提高材料的强度和硬度,但会降低其韧性。
3. 自然时效处理(Natural Aging)自然时效处理是将经过固溶处理后的7075铝合金放置在常温下,让其自然老化。
这种方法需要较长时间(通常为数周或数月)才能达到理想的效果,但可以获得较好的强度和韧性平衡性能。
三、7075铝合金热处理工艺流程7075铝合金热处理工艺流程如下:1. 固溶处理将7075铝合金件放入固溶炉中,加热到固溶温度(495℃-505℃),并保持2-3小时。
随后快速冷却(水淬或空气冷却)至室温。
2. 人工时效处理将经过固溶处理后的7075铝合金件放入人工时效炉中,加热到适当温度(通常为120℃-160℃),并保持6-8小时。
随后快速冷却至室温。
3. 自然时效处理将经过固溶处理后的7075铝合金件放置在室温下,让其自然老化。
时间需要较长(通常为数周或数月),直至达到理想效果。
四、7075铝合金热处理工艺参数7075铝合金热处理的关键参数包括固溶温度、保温时间、冷却方式、人工时效温度和时间等。
7075铝合金热处理后硬度hb30

7075铝合金热处理后硬度hb30一、引言7075铝合金是一种常用的高强度铝合金,具有优异的力学性能和抗腐蚀性能。
然而,在某些应用中,7075铝合金的硬度可能不够,需要通过热处理来增加其硬度。
本文将探讨7075铝合金热处理后硬度的相关知识和影响因素。
二、热处理的基本原理热处理是通过控制材料的加热和冷却过程,改变其组织结构和性能的方法。
7075铝合金的热处理通常包括固溶处理和时效处理两个步骤。
2.1 固溶处理固溶处理是将材料加热至高温区,使合金元素溶解在基体中形成固溶体。
对于7075铝合金,固溶处理温度通常在470-520℃之间,保持一定时间后快速冷却。
2.2 时效处理时效处理是在固溶处理后,将材料加热至较低的温度,保持一定时间,使固溶体中的合金元素重新析出并形成弥散的强化相。
时效处理温度和时间的选择对7075铝合金的硬度有重要影响。
三、影响7075铝合金热处理后硬度的因素3.1 合金元素的含量7075铝合金中主要合金元素是铝、锌、镁和铜。
这些合金元素的含量将直接影响热处理后的硬度。
一般来说,合金元素含量越高,硬度越大。
但是,过高的合金元素含量也会导致材料的脆性增加。
3.2 热处理温度热处理温度是影响7075铝合金硬度的重要因素之一。
固溶处理温度的选择应使合金元素能够充分溶解,而时效处理温度的选择应使合金元素能够重新析出并形成强化相。
合理选择热处理温度可以获得最佳的硬度效果。
3.3 热处理时间热处理时间也是影响7075铝合金硬度的关键因素之一。
固溶处理时间应足够长,以保证合金元素充分溶解;时效处理时间应适中,以保证合金元素能够重新析出并形成强化相。
过长或过短的热处理时间都会对硬度产生不利影响。
3.4 冷却速率冷却速率对7075铝合金的硬度也有一定影响。
快速冷却可以增加固溶体中合金元素的固溶度,从而提高硬度。
但是,过快的冷却速率也会导致内部应力增大,对材料的综合性能产生负面影响。
四、7075铝合金热处理后硬度测试方法4.1 面硬度测试面硬度测试是常用的测试方法之一,通过在7075铝合金表面施加一定载荷,测量其表面的硬度值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7075铝合金残余应力释放的热处理工艺研究
作者:张丽伟等
来源:《中小企业管理与科技·下旬刊》2013年第04期
摘要:本文介绍了消除7075铝合金残余应力的常用热处理工艺措施,分析了各种热处理技术对消除残余应力所起到的作用,给出了针对7075铝合金的热处理工艺曲线,比较了各种热处理技术对消除7075铝合金残余应力的效果,为加工高强度的精密铝合金零件提供了技术参考。
关键词:7075铝合金残余应力热处理技术
1 概述
7075铝合金广泛应用于航空航天领域,属于A1-Zn-
Mg-Cu系可热处理强化的多元时效合金,具有高强度、低密度、热加工性能好等优点,固溶处理后经过人工时效处理后,抗拉强度可达600~700Mpa,与45号钢的强度相当。
在150℃以下具有较高强度,其缺点是焊接性能较差,抗疲劳性能较差,有晶间腐蚀和严重的应力腐蚀倾向,并且为了获得高强度与高韧性,铝合金必须进行淬火处理。
当铝合金材料从大约470℃的高温快速淬入低温介质的淬火过程中,构件表面与心部存在很大的温度梯度,从而产生了很大的淬火残余应力。
故在使用过程中去除应力就相当必要。
本文所探讨的7075铝合金为应用于高精度的光学零件,对加工后的零件变形有较高要求。
在机械加工过程中,由于材料的去除,材料内部的残余应力将得到释放,此时往往产生很大的加工变形。
因此为了保证精密零件的尺寸稳定性应进行较好的残余应力释放。
2 实验方法
实验材料选用7075-T6超硬铝合金板材,试样尺寸为15×150×220,分粗精加工两道工序进行加工,最终加工成10mm厚的平板试件,在粗精加工工序之间采用不同的热处理工艺进行残余应力的消除,精加工后利用三座标检验试样的平面度,比较宏观变形量的大小,利用钻孔法对试样内部残余应力的大小进行测定,比较微观应力值的大小。
本文所采用的消除残余应力的热处理工艺措施主要有以下几种:
2.1 去应力退火去应力退火的目的是减小金属制件的内应力,降低材料的应力腐蚀倾向,保证零件尺寸的稳定性,同时其强度和硬度基本不下降。
试样1采用了230℃保温8h的去应力退火工艺,去应力退火工艺曲线如图1所示。
2.2 再结晶退火再结晶退火目的是细化晶粒,充分消除内应力。
由于加工硬化的原因导致无法继续进行塑性变形时,常常要进行再结晶退火,使其软化。
因此也称为中间退火。
强度和硬度下降明显。
试样2采用了360℃,保温4h的再结晶退火工艺,再结晶退火工艺曲线如图2所示。
2.3 均匀化退火均匀化退火的过程实质就是一个原子扩散过程,原子扩散速度增快,能够使材料中的枝状偏析消失,因此又通常被人们称为扩散退火。
均匀化退火是铝合金铸件和进行热塑性变形后最常用的一种退火处理工艺,其主要目的是消除在热变形的过程中出现的偏析、第二相晶粒粗大、不平衡共晶体以及硬脆相沿晶界分布等缺陷。
试样3采用了450℃,保温
3h,随炉冷却的均匀化退火工艺规范,均匀化退火工艺曲线如图3所示。
2.4 稳定化热处理稳定化处理又称为循环热处理,特别适用于在不同温度环境下反复使用的零件,而且对其尺寸精度要求较严格的场合。
采用该技术处理过的零件,其尺寸稳定性非常好,试样4采用了循环温度-65℃~150℃,循环次数3次的热处理工艺规范。
稳定化热处理工艺曲线如图4所示:
2.5 深冷处理深冷处理的主要目的是消除铝合金的淬火残余应力。
国内已有通过深冷处理来消除7075铝合金残余应力的研究,其残余应力消除率可达到85%。
7075铝合金常用的深冷处理工艺曲线如图5所示。
3 实验结果及分析
对试样采用不同的热处理工艺后,进行零件表面精加工,再利用三坐标测量试样的平面度,测量结果如表1所示:
利用钻孔法对采用不同的热处理工艺并进行精加工的试样进行残余应力大小测试,测试的结果如表2所示:
从表1和表2中的测量结果可以看出,不同的热处理工艺措施对残余应力消除的效果是不一样的,并非消除残余应力效果好的热处理工艺措施就是最好的,在零件的制造过程中具体采用哪种热处理工艺措施还要综合考虑生产周期、制造成本、以及各种热处理措施对材料强度的影响。
4 结论
各种热处理方法对7075铝合金的残余应力去除均有一定的作用,但其效果具有一定的差异,并且残余应力消除的效果还受热处理过程中加热温度、保温时间等条件的影响,各种热处理工艺措施适用于不同的场合,对于特别复杂的零件可多种方法组合使用,利用热处理来消除7075铝合金的残余应力是一种非常有效的工艺措施。
参考文献:
[1]王秋成,柯映林.深冷处理消除7050铝合金残余应力的研究.浙江大学学报,2003,6.
[2]朱伟.7075铝合金厚板淬火残余应力的研究[D].郑州:中南大学,2002,4.
[3]王秋成.航空铝合金残余应力消除及评估技术研究[D].杭州:浙江大学,2004.
[4]党培,谭联.铝合金预拉伸板数控加工过程中残余应力释放研究.吉林化工学院学报,2006,4.
[5]张园园,吴运新.7075铝合金预拉伸板淬火后残余应力的有限元模拟.材料热处理技术,2008,7.
作者简介:
张丽伟(1980-),女,辽宁锦州人,工程师,毕业于辽宁工业大学金属材料与热处理专业。