CBN研磨盘用陶瓷结合剂的研究
陶瓷结合剂CBN砂轮磨削力的研究

KEYW ORDS vte u o d;CBN wh e ;gi d n oc i o sb n r e l rn i g fr e
1 引 言
砂轮 : 陶瓷 结合 剂 C N砂 轮 , 度 8/0 B 粒 010#, 度 浓
1 5% . 0 × 1 × 1 7 2 40 0 2
属切 除量 和 理论 金 属 切 除 量 的 不 一 致 , 工 件 产 生 残 使 留误 差 , 响 加 工精 度 , 影 而且 对整 个 磨 削过 程 的各种 物
O. Ol 0. 5 01 O. 2 0 O. Ol 0. 1 05
5 7 2 4. 8 5 . 8 3l 2 o 3. 3 21 1 8 .6 3 78 9. 8 1 4 4 9. 0 2 4 2 0. 8 4 6 0. 7
良好 的 磨 削稳 定性 , 而 越 来 越 多 地 应 用 于 磨 削加 工 因
修整 用 量 : 整速 度 =30 m mi; 整 进 给 量 修 0m / n 修
t =5~1 双程 0
行 业 , 成 为 自动 加 工 线 高 精 度 成 形 加 工 中 的半 永 久 并
性 磨 具 一 。采用 C N砂 轮 进 行 零 件 加 工 , 提 高 生 B 在 产 率 和产 品 质 量 方 面 , 获 得 惊 人 的 效 益 。 因此 , 已 对
瑚
磨 削用 量 : 轮 速 度 =3 ,0 6 m s进 给 量 砂 5 5 ,0 /;
=
0. 0, O1 0. 2 01 0. 5。 0 0mm/ : s
C N砂 轮 的需 求 越 来 越 多 。 为 了 使 C N砂 轮 得 到 普 B B
遍 的接 受 和广 泛 的应 用 , 当务 之 急 是 必 须 对 C N砂 轮 B
CBN内圆磨砂轮陶瓷结合剂的主要特点和优势

CBN内圆磨砂轮陶瓷结合剂的主要特点和优势
磨料是在磨具中起到磨削作用的成分。
随着磨加工的新材料不断涌现,新型的磨料新品种也相应的研发出来。
到现在为止,除了普通的刚玉系磨料、碳化物系磨料之外,还相继出现了烧结矾土刚玉磨料、金刚石、立方氮化硼、陶瓷刚玉磨料等磨料。
以立方氮化硼CBN磨料的主要性质及其对磨具制造与性能的影响。
工业生产的立方氮化硼有黑色、琥珀色和表面镀金属的,颗粒尺寸通常在1毫米以下。
它具有优于金刚石的热稳定性和对铁族金属的化学惰性,用以制造的磨具,适于加工既硬又韧的材料,如高速钢、工具钢、模具钢、轴承钢、镍和钴基合金、冷硬铸铁等。
用立方氮化硼磨具磨削钢材时,大多可获得高的磨削效率和加工表面质量。
爱磨仕CBN内圆磨砂轮主要特点和优势
1、磨削效率高
2、加工工件精度高
3、工件尺寸一致性好
4、砂轮使用寿命长等
爱磨仕CBN内圆磨砂轮适用磨削材料
铸铁类:冷激铸铁、球磨铸铁、灰口铸铁、合金铸铁等钢件类:20Cr、GCr15、45钢、55钢等。
磨削钛合金用陶瓷结合剂CBN磨具的研究

磨削钛合金用陶瓷结合剂CBN磨具的研究钛合金在航空、航天、兵器、舰船、化工、医疗等领域有着非常广泛的应用,但它却是一种典型的难加工材料,在磨削加工过程中存在许多问题,主要有磨削力大、磨削温度高、加工质量差、砂轮粘附严重、使用寿命短等,使工件的工作可靠性和使用寿命都大大降低,极大地阻碍了钛合金的应用。
这些问题的根源在于:和其他金属相比,钛合金具有非常低的导热系数,磨削过程中产生的大量热量聚集在磨削弧区。
陶瓷结合剂CBN磨具以其特有的优势,成为加工钛合金的最佳工具,但是陶瓷结合剂存在脆性大、韧性差、热导率低的问题。
基于以上情况,为了制备出具有高热导率、低热膨胀系数、高机械强度的陶瓷结合剂,本课题主要从以下两个方面对磨削钛合金所用的CBN磨具及陶瓷结合剂进行深入地研究,以B2O3-Al2O3-SiO2-R2O-ZnO作为基础陶瓷结合剂,首先探讨了基础陶瓷结合剂的组成、烧结工艺对陶瓷结合剂及CBN磨具性能的影响,确定性能优异的陶瓷结合剂基础配方;其次探讨了不同添加剂种类、含量对陶瓷结合剂及CBN磨具性能的影响。
研究结果表明:不同Li2O/Na2O质量比、ZnO含量对陶瓷结合剂及CBN磨具的性能有很大的影响。
当Li2O/Na2O质量比为0.3,ZnO含量为2wt.%时,陶瓷结合剂及CBN磨具具有最佳的性能。
其中,预熔后的基础陶瓷结合剂的耐火度为666℃,770℃下的流动性是258.09%,热导率为0.74W/m K,磨具试条的抗折强度为62.35MPa。
不同添加剂种类(AlN、Al、Cu、石墨)、含量会对陶瓷结合剂的耐火度、流动性、热导率以及磨具试条的抗折强度、微观结构产生不同的影响。
在这几种添加剂中,加入8wt.%的石墨时,陶瓷结合剂的热导率达到最大,为1.9W/m K,增加超过150%,但是加入石墨后,陶瓷结合剂的耐火度大幅上升,流动性大幅下降,玻化程度变差,磨具试条的机械强度也恶化严重。
加入6wt.%Cu 粉后,陶瓷结合剂的耐火度略有升高,流动性有少许下降,热导率增加近55%,磨具试条的抗折强度达到最大值,为71.88MPa。
陶瓷结合剂CBN磨具强度的影响因素研究

表 4 不同烧成温度试样的性能
试样
1 2 3
烧结温度 ( ℃) 680 740 780
密度 (g/ cm3)
2138 2151 2155
气孔率 ( %)
3217 2714 2612
抗弯强度 (MPa)
5419 6617 6812
从表 4 可以看出 ,随着烧成温度的提高 ,密度
有所上升 ,气孔率有所下降 ,强度升高 。
由于 C2 结合剂本身强度较高且热膨胀系数 较低 ,所以我们最终选取了 C2 结合剂为 CBN 磨 料所用结合剂 ,并对不同烧结温度的影响进行了 探讨 。我们用 C2 结合剂制备的 CBN 磨具试条分 别在 680 ℃,740 ℃,780 ℃,820 ℃以相同的升温速 度及保温时间进行了烧结 ,其中 820 ℃烧试样变 形 、发泡 ,未测其强度 ,其它温度烧试样强度测试 结果见表 4 。
硅酸盐通报 2002 年第 5 期
研究工作快报
致密的试条 ,分别测试了其抗弯强度 、密度及气孔
率 。其结果如表 2 所示 。
然后又在同样制备条件下 ,以相同的 CBN 磨
料和结合剂配比 ,相同的成型密度制备出同样尺 寸的试条 ,分别在高于其耐火度 40 ℃下烧结 ,其
烧后性能如表 3 所示 。
剂 ,其耐火度如表 1 所示 。 我们以相同的成型密度制备了相同尺寸的结
合剂试条 ,分别在低于其耐火度 30 ℃下烧结成较
作者简介 :李志宏 (1963 年~) ,男 ,博士 ,教授 1 主要从事陶瓷材料及超硬材料的研究 1
46 © 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
CBN砂轮陶瓷结合剂研究中的若干关键问题
文章编号:1005-7854(2006)01-0033-05CBN 砂轮陶瓷结合剂研究中的若干关键问题吕 智1,3,陈国华2,徐西鹏1(1 华侨大学机电及自动化学院,福建泉州362021;2 桂林电子工业学院材料科学与工程系,桂林541004;3 桂林矿产地质研究院,桂林541004)摘 要:为了提升我国陶瓷CBN 砂轮的应用开发水平,分析讨论了国内外陶瓷CBN 砂轮结合剂的研究现状,基于陶瓷CBN 砂轮高速磨削和金属去除率高的特点,认为制造陶瓷CBN 砂轮应同时遵循复合材料制备原理和磨削原理,并提出陶瓷结合剂研究开发中亟待解决的一些关键问题。
关键词:陶瓷结合剂;陶瓷CBN 砂轮;复合材料;中图分类号:TG706 文献标识码:ASOM E KEY PRO BLEM S IN THE ST U DY OF V IT RIFIEDBON DS FOR CBN WH EELSL Zhi 1,C H EN G uo hua 2,X U X i p eng1(1 College of Mechanical Engineer ing and A utomation ,H uaqiao University ,Quanz hou 362021,Fuj ian,China ;2 Dep ar tment of M ater ials Science and Engineering,Guilin University ofElectr onic T echnology ,Guilin 541004,China;3 Guilin Geology I nstitute of Mineral r esource,Guilin 541004,China)ABSTRAC T:In order to raise the level in the development and application of vitrified bond CBN w heels in Chi na,the current status of researching of vitrified bonds for CBN grinding w heels w ere discussed Based on its fea tures of high speed g rinding and high removal rate grinding,the fact w as pointed out that both the principles of fabricating composites and grinding should be follow ed during the manufacture of vitrified bond CBN grinding w heels Some key problems needed to be solved urg ently in the development of the v itrified bonds w ere also put forwardedKEY WORDS:V itrified bond;CBN grinding w heels;Composites;收稿日期:2005-11-17基金项目:广西科学基金2003010作者简介:吕 智,教授级高工,长期从事超硬材料研发工作。
超硬CBN磨具用陶瓷_金属复合结合剂的研究
第38卷增刊 人 工 晶 体 学 报 Vol .38S pecial Editi on 2009年8月 JOURNAL OF SY NTHETI C CRYST ALS August,2009 超硬CBN 磨具用陶瓷/金属复合结合剂的研究关 岩1,徐晓伟2,杨 亮3(1.辽宁科技大学材料学院,鞍山114053; 2.北京科技大学材料学院,北京100083;3.鞍山钢铁公司,鞍山114000)摘要:本文研究了采用α2A l 2O 3粉控制陶瓷结合剂中气孔的分布状态;并通过比较陶瓷结合剂、金属结合剂、金属/陶瓷复合结合剂对细小C BN 磨料的集合能力来说明复合结合剂所具有的发展优势及潜能。
结果表明,α2A l 2O 3微粉通过提高熔体粘度和降低气体溶解度两种形式来控制结合剂中气孔状态;分别加入17%陶瓷结合剂、32%金属(Cu 2Sn 合金粉质量比Cu ∶Sn =8∶2)结合剂和C BN 微粒为原料制备出了符合要求的CBN 集合磨粒。
关键词:CBN;气孔控制;金属/陶瓷复合结合剂中图分类号:TG74文献标识码:A文章编号:10002985X (2009)S120186205Research on Ceram i c /M et a l Co m pound Bond Used i n SuperhardCBN Abra si ve ToolsG UAN Yan 1,XU X iao 2w ei 2,YAN G L iang3(1.School of Materials Science and Engineering,University of Science and Technol ogy L iaoning,Anshan 114053,China;2.School of Materials Science and Engineering,University of Science and Technol ogy Beijing,Beijing 100083,China;3.Anshan Ir on &Steel Gr oup Company,Anshan 114000,China )Abstract:I n this paper,α2A l 2O 3po wder was used in cera m ics bond t o contr ol distributi on of pore .It was f ound ,composite bond had dom inant compared with cera m ics bond,metallic bond ,metallic /cera m ics composite bond by collecting the m icr o CBN abrasive .The ex peri m ent results showed that α2A l 2O 3powder could contr ol distributi on of pore by increasing viscosity and reducing s olubility;CBN uni on grain was p repared by 17%cera m icd bond,32%metallic bond (Cu ∶Sn =8∶2,mass%).Key words:CBN;pore contr olling;metallic /cera m ics bond基金项目:国家自然科学基金资助项目(No .20273007,50372006)作者简介:关 岩(19712),女,辽宁省人。
陶瓷结合剂CBN砂轮高速磨削凸轮轴的表面粗糙度研究

对C BN高 速 磨削 条 件 下 大 量试 验 数 据 的三 元 线 性
回 归处理 ,得 出4 淬 硬 钢 工件 在 陶 瓷CB 5 N砂 轮 高 速 磨削 条件下 的 已加工 表面粗 糙度 经验 公式 :
有 仅 次 于金 刚石 的硬 度 ,优 于 金 刚 石 的 耐热 性 和
对 铁族 金 属 的化 学 惰 性 ,是 代 替 刚玉 磨料 磨 削 淬
由于 磨 削 过程 是 一 个 十分 复 杂 的过 程 ,影 响
因素 很 多 , 在实 际工 程 计 算 中 , 目前 仍 以采 用 经 验 公 式 为 主 ,这 些 公 式 都 是 以 磨 削 条件 的 幂 指数 函数 形 式 表 示 的 。本 试 验 采 用 正 交试 验 法 ,通 过
凸 轮轴的C N B 高速磨削提供了一系列实用的工艺参数 。 关键词 :陶瓷结合剂 ;C N B 砂轮 ;凸轮轴 ;表 面粗 糙度
中 图分 类 号 :T 3 1 P9 文 献 标识 码 :B 文 章 编 号 :1 0—0 3 ( 0 14 - 一 0 9 3 9 14 21 ) (I) 0 4 0 0
Ra 2 .Vs = 18 n 躬Vf .9 m ( m) 3 。 。 03n u () 1
是考 察 零 件 是 否 合 格 的 一项 重 要 指 标 , 因此 ,本
文进 行 了陶 瓷CB N砂 轮 高 速 磨  ̄ 4 淬硬 钢 工 件 的 15 J
表面粗 糙 度试验 研 究 。
式 中 :Ra 表 面 粗 糙 度 值 ,u 为 m; Vs 砂 轮 线 为
陶瓷结合剂立方氮化硼磨具组织及性能的研究

陶瓷结合剂立方氮化硼磨具组织及性能的研究陶瓷立方氮化硼(简称cBN)磨具组织由结合剂、气孔和磨粒组成。
本文从理论上分析选择一种合理的低熔高强的陶瓷结合剂,确定其组分配比,并采用热压烧结制备试样,利用XRD,SEM,EDS和抗折强度实验等分析方法研究了结合剂的性能及添加剂对其影响,不同造孔材料对磨具组织的影响,不同表面状态cBN 磨粒对磨具性能的影响,并确定一种最适合陶瓷结合cBN磨具的镀层。
结果表明:选用一种含硼的低熔高强结合剂,由硼玻璃引入B2O3,且满足R2O/B2O3=0.35/0.23>1,B2O3/SiO2=0.23/0.90<0.5。
耐火度为700 ℃,试样在烧结时结合剂与刚玉界面处的热膨胀系数为4.154×10-6/℃,在结合剂中分别加入BJS和M1均提高试样的抗折强度,同时加入BJS和M1反而使抗折强度大大降低。
CaCO3的造孔机理与石墨不同,添加石墨制得的试样强度受石墨颗粒形状及加入量的影响;添加CaCO3 制得的试样强度高,生成气孔形状为球形,分布均匀,随加入量的增加气孔尺寸增大。
表面涂覆刚玉和镀覆Ti的cBN磨粒与结合剂的结合效果均比未镀覆的好,但涂覆刚玉比镀覆Ti的效果更好,刚玉涂层以牙形溶入结合剂中使得磨粒、镀层和结合剂三者过渡良好。
陶瓷结合剂CBN砂轮磨损与磨削比的研究

陶瓷结合剂CBN砂轮磨损与磨削比的研究卢海燕;曹硕生;申其芳;伍丽峰【期刊名称】《机床与液压》【年(卷),期】2014(000)023【摘要】通过对国产陶瓷结合剂CBN砂轮磨削45淬硬钢的试验,研究了磨削参数对CBN砂轮磨损与磨削比的影响规律,获得了磨削参数的最优水平,并建立磨损与磨削比的经验公式,探讨了冷却液流量对磨损与磨削比的影响规律。
%By tests of grinding 45 hardened steel with home⁃made vitreous bond CBN wheels, the laws how grinding parameters influenced grinding ratio and CBN wheel wear are researched. The optimum level of grinding parameters was obtained, and empirical e⁃quations of grinding ratio and wheel wear were established. The laws how coolant flow influenced grinding ratio and wheel wear are dis⁃cussed.【总页数】4页(P97-99,105)【作者】卢海燕;曹硕生;申其芳;伍丽峰【作者单位】广西科技大学机械工程学院,广西柳州545006;广西大学机械工程学院,广西南宁530004;广西科技大学机械工程学院,广西柳州545006;广西科技大学机械工程学院,广西柳州545006【正文语种】中文【中图分类】TG580.6;TG743【相关文献】1.国产陶瓷结合剂 CBN砂轮磨削45淬硬钢的试验研究 [J], 罗伟文;李尚平;曹硕生;雷力生2.陶瓷结合剂CBN砂轮对GCrl5轴承钢锭子的磨削研究 [J], 张济洲;史光远;穆云超;樊平3.陶瓷结合剂CBN砂轮对45淬硬钢的磨削研究 [J], 罗伟文4.陶瓷结合剂CBN砂轮高速磨削凸轮轴的表面粗糙度研究 [J], 曹坚5.陶瓷结合剂CBN砂轮磨削工艺的试验研究 [J], 曹坚;罗伟文;梁艳娟;苏勇;黄斌斌因版权原因,仅展示原文概要,查看原文内容请购买。
高性能CBN砂轮陶瓷结合剂研究进展
关键 词 陶瓷结合 剂 ; 金 属 氧化 物 ;金属 单 质 ;纳 米改性 物 质 ;制备 工 艺
中 图分类 号 T G7 4 文 献标 志码 A 文 章编 号 1 0 0 6 — 8 5 2 X( 2 0 1 5 ) 0 2 — 0 0 0 1 — 0 8 。
DoI码 1 0 . 1 3 3 9 4 / j . c n k i . g s z z . 2 0 1 5 . 2 . 0 0 0 1
Re s e a r c h a d v a nc e o n c e r a mi c bo nd o f hi g h p e r f o r ma nc e CBN g r i n d i ng wh e e l
Xu e. YU Ti an bi a o。 W ANG Xu ez h i , SUN LI Hao n a n, W ANG W a n s h an
t he l a t e s t pr e p a r a t i o n pr o c e s s.
Ke y wo r d s c e r a mi c b on d;me t a l ox i de;m e t a l e l e me n t a l ;n a no me t e r ma t e r i a l ;p r e pa r a t i on p r oc e s s
Ab s t r a c t At p r e s e n t t h e r e s e a r c h o n c e r a mi c b o n d C BN g r i n d i n g wh e e l h a s f o c u s e d o n t h e c h o i c e o f t h e
高性能 C B N 砂 轮 陶瓷 结 合 剂 研 究进 展
CBN超硬磨具材料用低熔点陶瓷结合剂的研究的开题报告

CBN超硬磨具材料用低熔点陶瓷结合剂的研究的开题报告一、研究背景和意义CBN砂轮是一种高效、高精度、高品质的磨削工具,用于精细磨削各种金属和非金属材料。
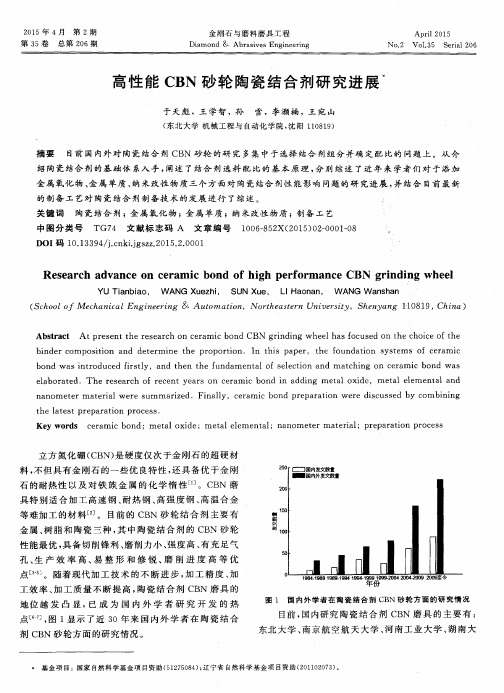
目前,CBN砂轮已被广泛应用于航空、机床、汽车、船舶等领域的高速精密加工中,其加工效率和成品质量均优于传统砂轮。
CBN砂轮的制备关键在于选择合适的结合剂,结合剂的选择将直接影响到砂轮的磨削性能和寿命。
传统的CBN砂轮结合剂主要采用金属粉末、陶瓷粉末和树脂等,这些材料的结合剂具有高的熔点和高的热稳定性,但在加工过程中会产生大量的热,容易导致CBN磨屑粘附在砂轮上,降低砂轮的磨削性能。
为了克服以上问题,采用低熔点陶瓷作为CBN砂轮的结合剂材料是一种更优化的选择,低熔点陶瓷结合剂的熔点较低,使砂轮能够容易地排出磨屑,提高CBN砂轮的磨削效率和寿命,因此对CBN材料低熔点陶瓷结合剂材料的研究具有重要的理论和实用价值。
二、研究内容和研究方法本研究旨在制备低熔点陶瓷结合剂,并研究其在CBN砂轮中的应用效果。
研究主要包括以下两个方面:1、制备低熔点陶瓷结合剂材料:选用氮化硼、碳化硅等材料作为陶瓷颗粒,通过添加适量的氧化铝、钛等助熔剂,在高温下进行烧结处理,制备出低熔点陶瓷结合剂材料。
2、应用于CBN砂轮中并测试其性能:将低熔点陶瓷结合剂材料和CBN磨料粉末按照一定比例混合制备CBN砂轮,进行磨削性能测试,并与传统砂轮进行对比,分析结合剂材料对CBN砂轮性能的影响。
三、研究进展和预期结果目前,低熔点陶瓷结合剂材料的制备已经进展到实验室烧结工艺的探索阶段,初步获得了可行的方法。
下一步将考虑在制备过程中加入不同比例的助熔剂进行测试,优化工艺流程并制备出优良的低熔点陶瓷结合剂材料。
预期最终实现的结果是制备出性能优异的低熔点陶瓷结合剂材料,并应用于CBN砂轮中。
与传统砂轮相比,新型砂轮具有更高的磨削效率和更长的使用寿命,具有广阔的应用前景和经济效益。
cBN磨具用低温金属陶瓷结合剂的制备与表征

cBN磨具用低温金属/陶瓷结合剂的制备与表征本文主要探讨cBN磨具用低温金属/陶瓷结合剂的制备与表征,通过向Na2O-B2O3-A12O3-SiO2体系基础陶瓷结合剂中添加铁基预合金金属粉,利用高能球磨法制备出低温金属/陶瓷复合结合剂,和三点弯曲强度测试仪、摆锤式冲击强度试验机、热膨胀系数测试仪、扫描电子显微镜(简称SEM)、X-射线衍射仪(简称XRD)等一系列测试手段,较为系统的研究了金属陶瓷复合结合剂铁基预合金粉中金属Cu和Co添加量对铁基预合金金属/陶瓷结合剂的抗弯强度、抗冲击强度、热膨胀系数、显微结构组织等性能与结构的影响;同时还研究了工艺参数、磨结比等对铁基金属/陶瓷结合剂性能与结构的影响。
结果表明:①Cu加入量为26wt%、Co加入量为17wt%时,低温金属/陶瓷结合剂抗弯强度和抗冲击强度达到最大值,分别为91.34 MPa和4.33KJ/m2,相对于纯陶瓷而言,分别提高了210%和70%,韧性得到了很大的改善;②当Cu加入量为16wt%、Co加入量为17wt%时,金属/陶瓷复合结合剂的线膨胀系数较小,为9.2×10-6/℃;③当Cu加入量为26wt%、Co加入量为17wt%时,结合剂的热膨胀系数为9.99×10-6/℃;④当Cu加入量为26wt%、Co加入量为17wt%时,调节结合剂的工艺参数,得到的最佳工艺参数为:烧结温度为700℃,压制压力为3MPa,保压时间为2.5分钟。
⑤比较纯陶瓷和不同Cu含量的金属/陶瓷结合剂的导热系数,得出当Cu加入量为26wt%时,金属/陶瓷复合结合剂的导热系数相对于纯陶瓷提高了177%。
⑥在金属/陶瓷复合结合剂中加入磨料,制备出金属/陶瓷复合结合剂磨具,当磨料为100份,结合剂占磨料百分比为30,烧结温度为825℃,保压时间为6min,测得磨具试样条的抗冲击强度和抗弯强度最大,最大值为106.7MPa和3.23KJ/m2。
⑦当磨料为100份,结合剂占磨料的百分比为25、30、32.5、35、40、45,当结合剂占磨料的百分比越大,强度越高,当占磨料百分比为45时,强度为110MPa和3.82KJ/m2。
CBN研磨盘用陶瓷结合剂的研究

2009年2月第1期 总第169期金刚石与磨料磨具工程D ia m ond&A brasives Eng i nee ri ngF eb.2009N o.1 Seria.l169文章编号:1006-852X(2009)01-0075-04CBN研磨盘用陶瓷结合剂的研究*侯永改1 彭 进1 乔桂英2 丁春生3 邹文俊1 廖 波2(1.河南工业大学材料科学与工程学院,河南郑州450007)(2.燕山大学材料科学与工程学院,河北秦皇岛066004)(3.郑州磨料磨具磨削研究所,郑州450013)摘 要 本文对三种低温陶瓷结合剂的性能进行综合研究,结果发现:耐火度为775 ,流动性为110% ~130%,线膨胀系数为5.7910-6 -1的低温陶瓷结合剂V2的综合性能优异。
通过差热分析发现,在测定温度范围内结合剂V2没有明显的晶相产生。
用结合剂V2制备的陶瓷结合剂CB N磨具试样在800 烧成后,磨具试样的抗弯强度达到最佳值67.5M Pa。
制备的磨盘在磨削时锋利性好,磨削中间修整次数少,磨盘的耐用度高。
运用扫描电子显微镜(SE M)对磨削后CBN磨片的磨削面形貌进行观察,表明结合剂对磨粒黏结牢固,断面组织均匀。
关键词 CBN研磨盘;陶瓷结合剂;强度中图分类号 TG74 文献标识码 ASt udy on vitrified bond for CBN face gri ndi ng wheel Hou Yonggai1 Peng Ji n g1 Q i a o Gui y i n g2 Din g Chunsheng3 ZouW enjun1 Li a o Bo1(1.C olle ge of M aterials Science and Eng ineering,H enan University of T echnology,Zhengzhou450007,China)(2.C olle ge of M a terials Science and E ng ineering,Yanshan University,Q inhuangdao066004,China)(3.Zhengzhou R esearch Institute for A brasives and G rinding,Zhengzhou450013,China)Abst ract Properties o f three different k i n ds of l o w te m perature vitrified bondsw ere st u died.Itw as found that v itr ified bond V2,o f w hich refractory w as775 ,fluidity w as110%~130%,ther m al expansion w as5.7910-6 -1,had good co lli g ation properti e s.TG and TGA ana lysis resu lts sho w ed that no crysta ls w ereobserved i n bond i n t h e testi n g te m perat u re.The flexura l strength of CBN tools m ade w ith vitrified bond V2 w ere67.5M Pa when si n tered under te m perature800 .V itrified bond CBN too ls w ere tested and show ed good sharpness,long life and no need of dressi n g duri n g the m ach i n i n g.The ground surface o f vitrified bond CBN too lw as investi g ated by m eans o f scann i n g electron m icroscope(SE M),and itw as found that CBN g rits w ere bonded fir m ly by v itrified bond and w it h unifor m m icrostr ucture.K eyw ords CBN face grinding w hee;l v itrified bond;streng t h*河南省重点科技攻关项目072102230005金刚石与磨料磨具工程总第169期0 前言陶瓷结合剂CB N 研磨盘,由于其磨削能力强,形状保持性好,磨具自锐性好,在磨削过程中修整次数少[1-4],磨出工件的尺寸精度高、表面粗糙度低,适合数控磨床的自动化磨削加工,在空调压缩机的活塞、叶片等加工中有突出的优越性。
低温陶瓷结合剂CBN平面磨砂轮的制备工艺研究
2. 1 砂轮烧结温度的确定 采用公司自行研制的 A l- Si- B - L i- O 系低温
陶瓷结合剂, 对其做 DTA 差热分析, 如图 1。
图 1 低温陶瓷结合剂 DSC曲线图 F ig 1 D SC curve o f low tem pera ture v itr ified bond
* 基金项目: 本研究得到北京市科委重大科技攻关计划项目经费支持 ( 项目编号 1101081422801 ( 1 - 1) )
26
金刚石与磨料 磨具工程
总第 175期
0 前言
自美国通 用公司 ( GE ) 1954年 [ 1] 合成第一 粒人 造金刚石 , 又于 1957年 [ 2 ] 合成第 一颗 人造 CBN 磨 粒到现在, 超硬磨料及其在工具方面的应用, 已经 有了巨大的进步, 中国更是成为超硬磨料生产大国 和消费大 国。 据 统 计 [ 3 ] , 2008 年 全 国 221 家 超 硬 材料及工 具生 产企 业 所生 产 的金 刚 石为 51. 95 亿 克拉, CBN 为 2. 79 亿 克 拉, 生 产 金 刚 石 砂 轮 片 为 28. 6万片, 增长率为 10. 7% , CBN 砂轮片为 9. 1 万 片, 增长率 为 16. 7% 。从 统计 数据 不难 发 现, CBN 砂轮的 发展 潜 力远 远 超过 金刚 石。 其中 陶瓷 结 合 剂 CBN 砂 轮由于其容 屑、排 屑能力 强, 自 锐性 好以 及易修整 等特性, 使其在高速 、高效、精 密磨削 中起 着重要的作用。到目前为止, 国内对陶瓷结合剂 CBN 砂轮制备 技术 的研 究虽 然已 经 取得 了 一些 成 绩, 但与西方发达国家相比仍有较大差距, 这一现 状影响了 陶瓷结 合剂 CBN 砂轮 在我 国的 广泛 推广 和使用。 鉴于用 CBN 砂轮 替代 普通 磨料砂 轮是 科 技发展的 必然 趋 势, 国 家近 年 来对 高 效、精 密磨 削 技术高度重视, 我公司在北京市科委项目基金的支 持下, 开展了 CBN 砂轮的研制工作。
CBN超硬材料磨用低温陶瓷结合剂的设计实验

CBN 超硬材料磨用低温陶瓷结合剂的设计实验本实验中要求设计一种适用于超硬磨料的陶瓷结合剂,要求其抗折强度大于60MPa ,膨胀系数小于7×10-6/℃,烧结温度不高于950℃。
通过配方设计、高温熔制、制样、烧结温度范围测试直至烧结后测试样品的热膨胀系数、抗折强度测试等等。
了解设计一种新的超硬磨料陶瓷结合剂需要考虑的多方面的影响因素,从而提高分析问题、解决问题的能力。
实验目的:设计一种低温高强度的CBN 砂轮陶瓷结合剂。
实验流程如下:玻璃组成的设计与配合料的制备→玻璃料的熔制→试样的制备→压制成型→烧结温度范围的测定→烧结→试样相关性能测试(热膨胀系数、抗折强度)一、玻璃组成的设计与配合料的制备配料是根据设计的玻璃成分和选择的原料的化学组成来计算的。
为得到指定性能的玻璃,玻璃的熔制需要反复实验多次,并多次修改玻璃成分,以达到合乎要求的玻璃性能。
因此要根据实验结果反复改变配方,及时调整原来组成及其质量配比。
设计配方时,应注意原料中所含水分的变动,要确切地掌握原料的化学成分,然后按所要求的玻璃成分,并根据各种原料的化学成分计算配方。
同时根据试验中相关性能测试所用试样的质量及实验过程中的损耗量,确定原料的总用量。
根据现有实验条件,运用相关专业知识,查阅大量相关文献,并理论计算相关性能的契合度,设计配方如下:确定玻璃的类型为硼酸盐玻璃体系。
(A )相关计算1、 膨胀系数(干福熹法计算)《玻璃工艺学》计算得Ψ= -0.72595 <4,又SiO 2含量为 48.21%,则α(B2O3)=12.4*(4-Ψ)= 8.0172*10-7 α(SiO2)=35+0.5*(67-a)=44.44*10-7 整体膨胀系数计算公式为2、 熔制温度《无机材料专业实验指导书》τ=( SiO2+ A1203)/(Na20+ K20+0.5 B203)=4.00827表1 不同τ对应的熔制温度查表知熔制温度约为1320O C 3、 抗折强度抗折强度指模局在受到弯曲应力作用时不发生破裂的极限能力。
CBN磨具陶瓷结合剂.

目录摘要 (1)1.前言 (1)2.CBN磨具陶瓷结合剂性能 (2)2.1耐火度 (2)2.2本征强度 (2)2.3热膨胀系数 (4)2.4润湿性 (4)3. 目前的制约因素 (5)4.CBN砂轮结合剂的分类 (6)4.1树脂结合剂CBN砂轮 (6)4.2金属结合剂CBN砂轮 (6)4.3陶瓷结合剂砂轮 (7)5、CBN磨具陶瓷结合剂在超硬工具上的应用 (8)6、CBN陶瓷结合剂对高速砂轮强度的影响 (9)7、金属Al粉对CBN磨具陶瓷结合剂性能的影响 (9)7.1、不同烧成温度下Al粉对磨具强度的影响 (10)8、应用推广的前景 (11)9.结束语 (11)10.参考文献: (12)CBN磨具陶瓷结合剂摘要本文简单概述了CBN的结构与性能特点,对近年来有关CBN 砂轮陶瓷结合剂的研究进展作了较详细的综述,指出了低熔点、高强度陶瓷结合剂是CBN砂轮陶瓷结合剂的发展趋势,阐述了CBN砂轮陶瓷结合剂实质上就是碱硼硅玻璃结合剂,其中硼酸盐系结合剂因具有低熔点、高强度的特性,使之成为了研究的重点。
还介绍了玻璃的特性,和陶瓷结合剂的简介以及玻璃结合剂的特点及加工工艺。
关键词立方氮化硼(CBN);陶瓷结合剂;纳米氧化物;1.前言随着我国政治稳定,经济建设快速发展,作为世界制造业中心的地位日益凸现。
如何逐步缩小与世界工业发达国家的差距,使经济增长由资源消耗型加速转变为高效节能型上来,走一条具有中国特色的,可持续发展的道路。
就磨削领域来说,陶瓷结合剂CBN磨具所具有的高质量、高精度、高效率、低消耗、低成本、低污染、自动化程度高等优异性能,是其他磨削工具无法比拟的。
保护环境是我们的基本国策,陶瓷结合剂CBN磨具,从它的原材料生产过程,磨具的制造过程,磨具的使用过程,对资源和能源的消耗都是极低的,属于节能型的高科技产品,非常适合我国现阶段及长远发展。
在工业发达国家,陶瓷结合剂磨具的应用发展非常迅速,每年都以40%以上的速度增长。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试验采用韩国生产的 ADL - 700研磨床 。磨盘的 尺寸为 : 700 mm ×50 mm ×300 mm ×3 mm
2 结果及讨论
结合剂的性能 耐火度 / ℃ 烧结范围 / ℃ 流动性 / % 线膨胀系数 / ℃ - 1 抗弯曲强度 / MPa
V1 690 25~40 145~165 7. 28 ×10 - 6 50. 7
V2 775 30 ~50 110~130 5. 79 ×10 - 6 67. 5
V3 850 25~40 110 ~130 5. 45 ×10 - 6 65. 4
表 2为测定的三种结合剂的综合性能 。从表 2看 出:
(1) V2 结合剂的烧结温度范围宽 , 强度达到 67. 5 M Pa;
(2 ) V1 结合剂线膨胀系数为 7. 28 ×1 0 - 6 ℃- 1 ,与 CBN的热膨胀系数 ( 3. 2 ×10 - 6 ℃- 1 )相差比较大 ,且 在磨具烧成温度下 , V1结合剂有较大流动性 ,磨具在 烧成温度下容易产生变形、发泡现象 ;
侯永改 1 彭 进 1 乔桂英 2 丁春生 3 邹文俊 1 廖 波 2 (1. 河南工业大 学材 料科 学与工程学院 ,河南 郑州 450007) ( 2. 燕山大学材料科学与工程学院 ,河北 秦皇岛 066004) ( 3. 郑州磨料磨具磨削研究所 ,郑州 450013)
摘 要 本文对三种低温陶瓷结合剂的性能进行综合研究 ,结果发现 :耐火度为 775 ℃,流动性为 110% ~13 0% ,线膨胀系数为 5. 7 9 ×10 - 6 ℃- 1的低温陶瓷结合剂 V2 的综合性能优异 。通过差热分析发现 , 在测定温度范围内结合剂 V2没有明显的晶相产生。用结合剂 V2制备的陶瓷结合剂 CBN 磨具试样在 800 ℃烧成后 ,磨具试样的抗弯强度达到最佳值 67. 5 M Pa。制备的磨盘在磨削时锋利性好 ,磨削中间修 整次数少 ,磨盘的耐用度高。运用扫描电子显微镜 ( SEM )对磨削后 CBN 磨片的磨削面形貌进行观察 , 表明结合剂对磨粒黏结牢固 ,断面组织均匀 。 关键词 CBN研磨盘 ; 陶瓷结合剂 ;强度 中图分类号 TG74 文献标识码 A
( 3. Zhengzhou Resea rch Institu te for Abra sives a nd G rind ing, Z hengzhou 450013, Ch ina )
Abstra ct P roperties of three diffe rent kinds of low2temperature vitrified bonds were studied. It was found tha t vitrified bond V2, of which refractory was 775 ℃, fluidity wa s 110% ~ 130% , therma l expansion was 5. 79 ×10 - 6 ℃- 1 , had good co lliga tion p rope rties. TG and TGA analysis resu lts showed that no c ry stals were observed in bond in the te sting temperature. The flexural strength of CBN tools made with vitrified bond V2 were 67. 5 M Pa when sinte red under temperature 800 ℃. V itrified bond CBN tools were tested and showed good sharpne ss , long life and no need of dressing during the m achining. The ground surface of vitrified bond CBN too l was in ve stigated by mean s of scann ing e lec tro n m ic ro scop e ( SEM ) , an d it was foun d tha t CBN g rits were bonded firm ly by vitrified bond and w ith uniform m icrostruc ture. Keywords CBN face grinding whee l; vitrified bond; strength
2. 1 陶瓷结合剂的性能分析 2. 1. 1 结合剂的热膨胀系数
图 1 结合剂 V1, V2,V3热膨胀变化情况 图 1为结合剂 V1、V2、V3的热膨胀变化曲线。从 图 1可以看出 ,在测定的温度范围内结合剂 V1的热膨 胀系数最大 ,结合剂 V3的最小 。这是由于结合剂 V1 中含有较多的碱性助熔物 (N a2 O + K2 O) ,而结合剂 V3 中含碱金属助熔物较少。Na2 O 和 K2 O 热膨胀系数都 比较大 ,因此在结合剂内加入量较多时 ,会增大结合剂 的热膨胀系数 。从图 1还可以看出在 500~600 ℃之 间 ,三种结合剂的热膨胀系数都有突出的增大现象 ,主 要是由于结合剂中含有 B2 O3的原因 。 2. 1. 2 结合剂的差热分析 如图 2和图 3 分别为结合剂 V1、V2、V3 的 DTA 和 TG图 。从图 2可以看出 ,在测定温度范围内 ,结合 剂 V1、V3 在约 350 ℃时 ,有一处小的放热峰 ,说明结 合剂在此温度时有晶型转变发 生 ,而结合剂 V2 没有 明显的吸放热峰和热失重 、增重现象 。说明 ,在测定温 度范围内 ,结合剂 V2中均没有明显的晶相产生 ,以液 相为主体 。这有利于烧成温度下提高结合剂对磨粒的 润湿性 ,促进结合剂在磨粒周围均匀分布 ,提高结合剂 对磨粒的黏结强度 。
表 1 三 种结 合剂的化学成分 (wt % )
结合剂的 SiO 2
化学成分
A l2O3
B2O3 Na2O + K2O L i2O
ZnO M gO
结合剂 1
4. 0~ 14. 5~ 6. 5 ~ 2. 5 ~ 2. 0~
64. 5
—
/wt %
8. 5 19. 5
10. 5
6. 5 4. 5
结合剂 2 66. 5
表 3 磨削对比结果 Ta ble. 3 The re sult of gr ind ing
性能指标
加工余量 /mm 修整次数 (次 / d)
分别用三种陶瓷结合剂与粒度为 12 ~22μm 的 CBN 磨粒 ,按要求的配比制备成相应的磨具试样。在 ADL - 700研磨床上进行磨削试验 ,磨削参数为 :上 、下 磨盘转速为 45~50 r/m in;主压 0. 40~0. 45 M Pa;工件 转速为 25~30 r/m in,加工余量双面 ≤0. 08 mm。磨削 结果如表 3所示 。
三点弯曲法测定抗弯强 度 ,试样尺寸 为 26. 5 mm ×6 mm ×5 mm,跨距为 22 mm,加载速度为 0. 5 mm /min;
结合剂的线 膨胀 系数采用 WCP - 2 型差热膨 胀仪测 定 ,升温速度 10 ℃ /m in;结合剂的耐火度测试采用三 角锥法 , 以锥倒温度为所 测定耐火度温度 ; 用 WVCT
陶瓷结合剂 CBN研磨盘在使用过程中 ,其陶瓷结 合剂 CBN 磨片的自锐性 、锋利性和耐磨性是影响其使 用的关键因素 ,这些性能主要决定于所使用的陶瓷结 合剂及磨片的性能 ,以及制备磨片的烧结温度制度。
通过试验 ,对陶瓷结合剂的耐火度、流动性 、热膨 胀系数、强度等性能进行研究 ,制备磨盘进行不同烧成 温度时磨具强度测定 ,磨削应用试验及微观结构分析 , 总结规律 ,确定出性能最优的结合剂 ,有利于促进陶瓷 结合剂 CBN研磨盘的生产制备及应用 。
Study on v itr ified bon d for C BN fa ce gr in d in g wheel
Hou Yo ngg a i1 Peng J ing1 Q iao Gu iying2 D ing C hun sheng3 Zo u W e n jun1 Liao Bo1 ( 1. College of M a teria ls Science a nd E nginee ring, H ena n U nive rsity of Technology, Zhengzhou 450007, China ) ( 2. College of M a teria ls Science a nd E ngineering, Ya nsha n U n iversity, Q inhua ngda o 066004, Ch ina )
1 实验
1. 1 陶瓷结合剂的选择 依据陶瓷 结合 剂 CBN 研磨 盘用 CBN 磨粒 的性
能 、粒度和研磨盘的磨削加工特点 ,选择含硼结合剂做 为基准 ,以 Na2O、B2O3 、SiO2为基本成分 ,形成 Na2 O2B2 O3 2SiO2三元系基本组元 。同时引入 A l2 O3 、ZnO 中间 化合物以及 L i2 O、M gO 等碱金属和碱土 金属氧化物 , 形成 R2 O ( RO ) 2B2 O3 2SiO2 2A l2 O3 多元系结合剂 ,最终 确定三组不同类型的结合剂进行试验 。结合剂的化学 成分如表 1所示。
第 1期
候永改等 : CBN研磨盘用陶瓷结合剂的研究
77
良 ,更适合于作为 CBN磨盘的结合剂 。因此 ,选用 V2 为结合剂制作 CBN磨具试样 ,进行不同温度的强度测 定及磨削试验 。 2. 2 烧成温度对磨具强度的影响
图 4 三种结合剂在不同温度下弯曲强度