[VIP专享]008-1检测能力一览表(申请版)
申请资质认定检测能力表
附表1:申请资质认定检测能力表地址(多场所的分别填写):序号检测产品/类别检测项目/参数检测标准(方法)名称及编号(含年号)限制范围或说明检测经历序号名称1 水和废水(含大气降水)1 水和废水采样地下水环境监测技术规范HJ/T 164—2004水质湖泊和水库采样技术指导GB/T 14581—1993水质采样样品的保存和管理技术规定HJ493—2009水质采样技术指导HJ 494—2009水质采样方案设计技术规定HJ 495—20092 流量河流流量测验规范(流速仪法)GB50179-1993河流流量测验规范(浮标法)GB 50179-1993水污染物排放总量监测技术规范(流量流速仪法)HJ/T 92-2002水污染物排放总量监测技术规范(流量堰槽法)HJ/T 92-2002水污染物排放总量监测技术规范(流量容器法)HJ/T 92-2002水污染物排放总量监测技术规范(流量浮标法)HJ/T 92-20023 外观外观描述法《水和废水监测分析方法》(第三版)国家环境保护局(2002年)4 水温水质水温的测定温度计或颠倒温度计测定法GB/T 13195-19915 pH水质pH值的测定玻璃电极法GB/T6920-1986大气降水pH值的测定电极法GB13580.4-1992pH 便携式pH计法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)6 电导率大气降水电导率的测定方法GB13580.3-1992电导率便携式电导率仪法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)电导率实验室电导率仪法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)7 透明度透明度塞氏盘法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)8 色度水质色度的测定(铂钴比色法)GB/T11903-1989水质色度的测定(稀释倍数法)GB/T11903-19899 悬浮物水质悬浮物的测定重量法GB 11901-1989序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称10 溶解氧水质溶解氧的测定电化学探头法HJ506-2009水质溶解氧的测定碘量法GB 7489-1987溶解氧便携式溶解氧仪法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)11 化学需氧量水质化学需氧量的测定重铬酸盐法GB/T 11914-1989高氯废水化学需氧量的测定氯气校正法HJ/T 70-200112 高锰酸盐指数高氯废水化学需氧量的测定碘化钾碱性高锰酸钾法HJ/T 132-2003水质高锰酸盐指数的测定GB 11892-198913 五日生化需氧量水质五日生化需氧量(BOD5)的测定稀释与接种法HJ 505-200914石油类水质石油类和动植物油类的测定红外分光光度法HJ637-2012动植物油水质石油类和动植物油类的测定红外分光光度法HJ637-201215 总氮水质总氮的测定碱性过硫酸钾消解紫外分光光度法HJ636-201216 氨氮水质氨氮的测定纳氏试剂分光光度法HJ535-2009水质氨氮的测定蒸馏-中和滴定法HJ537-200917 硫酸盐大气降水氟、氯、亚硝酸盐、硝酸盐、硫酸盐的测定离子色谱法GB 13580.5-1992硫酸盐离子色谱法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)无机阴离子的测定离子色谱法HJ/T84-200118 硝酸盐大气降水氟、氯、亚硝酸盐、硝酸盐(氮)、硫酸盐的测定离子色谱法GB13580.5-1992硝酸盐氮离子色谱法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)无机阴离子的测定离子色谱法HJ/T84-200119 氟化物大气降水氟、氯、亚硝酸盐、硝酸盐、硫酸盐的测定离子色谱法GB 13580.5-1992氟离子色谱法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)无机阴离子的测定离子色谱法HJ/T84-2001序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称20 氯化物大气降水氟、氯、亚硝酸盐、硝酸盐、硫酸盐的测定离子色谱法GB 13580.5-1992氯离子色谱法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)无机阴离子的测定离子色谱法HJ/T84-200121 游离氯和总氯水质游离氯和总氯的测定N,N-二乙基-1,4-苯二胺滴定法HJ 585-2010水质游离氯和总氯的测定N,N-二乙基-1,4-苯二胺分光光度法HJ 586-201022 硫化物水质硫化物的测定亚甲基蓝分光光度法GB/T 16489-199623 总氰化物水质氰化物的测定容量法和分光光度法HJ 484-200924 氰化物水质氰化物的测定容量法和分光光度法HJ 484-200925 挥发酚水质挥发酚的测定4-氨基安替比林分光光度法HJ 503-200926 总磷(磷酸盐)水质总磷的测定钼酸铵分光光度法GB11893-198927 阴离子表面活性剂水质阴离子表面活性剂的测定亚甲蓝分光光度法(A)《水和废水监测分析方法》(第四版增补版)国家环境保护总局(2002年)水质阴离子表面活性剂的测定亚甲蓝分光光度法GB/T 7494-198728 六价铬水质六价铬的测定二苯碳酰二肼分光光度法GB/T 7467-198729 总铬水质总铬的测定(高锰酸钾氧化-二苯碳酰二肼分光光度法)GB/T 7466-198730 铜铜、铅、镉石墨炉原子吸收分光光度法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)水质铜、锌、铅、镉的测定原子吸收分光光度法GB/T 7475-1987生活饮用水标准检验方法金属指标(4.2)GB/T 5750.6-200631 铅铜、铅、镉石墨炉原子吸收分光光度法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)水质铜、锌、铅、镉的测定原子吸收分光光度法GB/T 7475-1987生活饮用水标准检验方法金属指标(11.2)GB/T 5750.6-2006铜、铅、镉石墨炉原子吸收分光光度法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称32 锌水质铜、锌、铅、镉的测定原子吸收分光光度法GB/T 7475-1987生活饮用水标准检验方法金属指标(5.1)GB/T 5750.6-200633 镉铜、铅、镉石墨炉原子吸收分光光度法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)水质铜、锌、铅、镉的测定原子吸收分光光度法GB/T 7475-1987生活饮用水标准检验方法金属指标(9.2)GB/T 5750.6-200634 镍水质镍的测定火焰原子吸收分光光度法GB/T 11912-198935 铁水质铁、锰的测定火焰原子吸收分光光度法GB/T 11911-198936 锰水质铁、锰的测定火焰原子吸收分光光度法GB/T 11911-198937 砷汞原子荧光法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)38 硒砷原子荧光法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)39 总(汞)硒原子荧光法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)40 甲醛水质甲醛的测定乙酰丙酮分光光度法HJ 601-201141 苯水质苯系物的测定气相色谱法GB 11890-198942 甲苯水质苯系物的测定气相色谱法GB 11890-198943 邻二甲苯水质苯系物的测定气相色谱法GB 11890-1989)44 间二甲苯水质苯系物的测定气相色谱法GB 11890-198945 对二甲苯水质苯系物的测定气相色谱法GB 11890-198946 烷基汞(甲基汞、乙基汞)水质烷基汞的测定气相色谱法GB/T 14204-1993环境甲基汞的测定气相色谱法GB/T 17132-199747 总硬度生活饮用水标准检验方法感官性状和物理指标(7.1)GB/T 5750.4-2006水质总硬度的测定EDTA滴定法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)EDTA滴定法GB7477-198748 亚硝酸盐(氮)大气降水中亚硝酸盐测定N-(1-萘基)-乙二胺光度法GB 13580.7-1992水质亚硝酸盐氮的测定分光光度法GB/T 7493-1987序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称无机阴离子的测定离子色谱法HJ/T84-200149 酸沉降采样*大气降水样品的采集与保存GB/T 13580.2—1992酸沉降监测技术规范HJ/T 165—200450 叶绿素a分光光度法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)51 细菌总数平板计数法《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)52 粪大肠菌群多管发酵法HJ/T347-2007《水和废水监测分析方法》(第四版)国家环境保护总局(2002年)2环境空气和废气53空气和废气采样、烟气参数(温度、压力、含氧量、含湿量、流速、流量)环境空气质量手工监测技术规范HJ/T 194—2005环境空气质量标准GB 3095—1996布点与采样《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)环境空气质量功能区划分原则与技术方法HJ 14—1996锅炉烟尘测试方法GB 5468—1991固定污染源排气中颗粒物测定与气态污染物采样方法GB/T 16157—1996大气污染物综合排放标准GB 16297—1996工业炉窑大气污染物排放标准GB 9078—1996燃煤锅炉烟尘和二氧化硫排放总量核定技术方法——物料衡算法(试行)HJ/T 69—2001固定污染源采样《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)大气污染物无组织排放监测技术导则HJ/T55—2000大气污染物综合排放标准GB 16297—1996水泥工业大气污染物排放标准GB 4915—2004固定污染源排气中颗粒物测定与气态污染物采样方法GB/T 16517—1996重庆市大气污染物综合排放标准DB50/418-201254 二氧化硫环境空气二氧化硫的测定甲醛吸收-副玫瑰苯胺分光光度法HJ 482-2009序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称固定污染源排气中二氧化硫的测定定电位电解法HJ/T 57-2000污染源废气二氧化硫甲醛缓冲溶液吸收-盐酸副玫瑰苯胺分光光度法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)55 氮氧化物(二氧化氮)环境空气氮氧化物(一氧化氮和二氧化氮)的测定盐酸萘乙二胺分光光度法HJ 479-2009固定污染源排气中氮氧化物的测定盐酸萘乙二胺分光光度法HJ/T 43-1999污染源废气氮氧化物定电位电解法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)56 可吸入颗粒物环境空气PM10和PM2.5的测定重量法HJ 618-2011环境空气可吸入颗粒物(PM10)大流量采样重量法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)环境空气可吸入颗粒物(PM10)中流量采样重量法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)57 总悬物颗粒物环境空气总悬浮颗粒物的测定重量法GB/T 15432-199558 降尘环境空气降尘的测定重量法GB/T15265-9459 烟尘(粉尘)锅炉烟尘测试方法GB 5468-1991固定污染源排气中颗粒物测定与气态污染物采样方法GB/T 16157—1996固定源废气监测技术规范颗粒物的测定HJ/T 397-200760 烟气黑度固定污染源排放烟气黑度的测定林格曼烟气黑度图法HJ/T 398-2007污染源废气烟气黑度测烟望远镜法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)污染源废气烟气黑度光电测烟仪法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)61 饮食业油烟饮食业油烟排放标准(试行)附录A饮食业油烟采样方法及分析方法GB 18483-2001序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称62 沥青烟固定污染源排气中沥青烟的测定重量法HJ/T 45-199963 甲醛空气质量甲醛的测定乙酰丙酮分光光度法GB/T 15516-199564 氨污染源废气氨次氯酸钠-水杨酸分光光度法《空气和废气监测分析方法》(第四版)环境空气和废气氨的测定纳氏试剂分光光度法HJ 533-2009环境空气氨的测定次氯酸钠-水杨酸分光光度法HJ 534-200965 氟化物环境空气氟化物的测定滤膜采样氟离子选择电极法HJ 480-2009大气固定污染源氟化物的测定离子选择电极法HJ/T 67-200166 氯化氢环境空气和废气氯化氢的测定离子色谱法(暂行)HJ 549-2009污染源废气氯化氢离子色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)67 铬酸雾固定污染源排气中铬酸雾的测定二苯碳酰二肼分光光度法HJ/T 29-199968 硫化氢环境空气硫化氢亚甲基蓝分光光度法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)污染源废气硫化氢亚甲基蓝分光光度法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)69 硫酸雾固定污染源废气硫酸雾的测定离子色谱法(暂行)HJ 544-2009污染源废气硫酸雾的测定离子色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)70 苯环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法HJ 584-2010污染源废气与环境空气苯系物的测定活性炭吸附二硫化碳解吸气相色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)71 甲苯环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法HJ 584-2010序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称污染源废气与环境空气苯系物的测定活性炭吸附二硫化碳解吸气相色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)72 邻二甲苯环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法HJ 584-2010污染源废气与环境空气苯系物的测定活性炭吸附二硫化碳解吸气相色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)73 间二甲苯环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法HJ 584-2010污染源废气与环境空气苯系物的测定活性炭吸附二硫化碳解吸气相色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)74 对二甲苯环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法HJ 584-2010污染源废气与环境空气苯系物的测定活性炭吸附二硫化碳解吸气相色谱法(B)《空气和废气监测分析方法》(第四版增补版)国家环境保护总局(2007年)75 总烃总烃和非甲烷烃的测定方法一气相色谱法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)总烃和非甲烷烃的测定方法二气相色谱法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)环境空气总烃的测定气相色谱法HJ604-201176 和非甲烷烃总烃和非甲烷烃的测定方法一气相色谱法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)总烃和非甲烷烃的测定方法二气相色谱法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)固定污染源排气中非甲烷总烃的测定气相色谱法HJ/T 38-1999气相色谱法测定非甲烷烃《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称77 硫酸盐化速率环境空气硫酸盐化速率碱片-离子色谱法《空气和废气监测分析方法》(第四版)国家环境保护总局(2003年)3 噪声和振动78 环境噪声声环境质量标准(附录B 声环境功能区监测方法)GB 3096-200879工业企业厂界环境噪声工业企业厂界环境噪声排放标准GB 12348-200880社会生活环境噪声社会生活环境噪声排放标准GB 22337-2008 81建筑施工场界环境噪声建筑施工场界环境噪声排放标准GB12523-201182 铁路噪声铁路边界噪声限值及其测量方法GB/T12525-199083城市道路交通噪声噪声部分《环境监测技术规范》(第三册)国家环保总局(1986年)4 土壤、底质、植物、生物残留体、固体废物和煤质84 土壤采样土壤环境监测技术规范HJ/T 166-2004土壤检测第1部分:土壤样品的采集、处理和贮存NY/T 1121.1-200685 铜土壤质量铜、锌的测定火焰原子吸收分光光度法GB/T 17138-199786 锌土壤质量铜、锌的测定火焰原子吸收分光光度法GB/T 17138-199787 铅土壤质量铅、镉的测定石墨炉原子吸收分光光度法GB/T 17141-1997土壤质量铅、镉的测定KI-MIBK萃取火焰原子吸收分光光度法GB/T 17140-199788 镉土壤质量铅、镉的测定石墨炉原子吸收分光光度法GB/T 17141-1997土壤质量铅、镉的测定KI-MIBK萃取火焰原子吸收分光光度法GB/T 17140-199789 总铬土壤总铬的测定火焰原子吸收分光光度法HJ 491-200990 硒土壤中全硒的测定原子荧光法NY/T1104-200691 汞土壤质量总汞、总砷、总铅的测定原子荧光法第1部分:土壤中总汞的测定GB/T22105.1-2008土壤检测第10部分:土壤总汞的测定NY/T1121.10-2006序号检测产品/类别检测标准(方法)名称及编号(含年号)围或说明检测经历序号名称92 砷土壤质量总汞、总砷、总铅的测定原子荧光法第2部分:土壤中总砷的测定GB/T22105.2-2008土壤检测第11部分:土壤总砷的测定NY/T 1121.11-200693 pH值土壤检测第2部分:土壤pH的测定NY/T 1121.2-2006pH 玻璃电极法《土壤元素的近代分析方法》中国环境监测总站(1992年)*土壤中pH值的测定NY/T 1377-200794 水分土壤水分测定法NY/T 52-1987土壤干物质和水分的测定重量法HJ 613-201195 阳离子交换量土壤检测第5部分:石灰性土壤阳离子交换量的测定NY/T 1121.5-2006中性土壤阳离子交换量和交换性盐基的测定NY/T 295-1995。
检验检测能力一览表
稀释与接种法 HJ505—2009
新增方法
1.33
阴离子表面活性剂
水质 阴离子表面活性剂的测定
亚甲蓝分光光度法 GB7494-87
1.34
挥发酚
水质 挥发酚的测定
4-氨基安替比林分光光度法HJ503-2009
1.35
六价铬
水质 六价铬的测定
二苯碳酰二肼分光光度法 GB7467-87
检验检测能力一览表
证书编号:162512050064 有效期:2016年7月11日-2022年7月10日
地址:通海县城北街42号第3页共4页
序号
类别(产品/项目/参数)
产品/项目/参数
依据的标准(方法)名称
及编号(含年号
限制范围
说明
序号
名称
1
水(含大气
降水)和废水
1.36
汞
水质 汞、砷、硒、铋和锑的测定
原子荧光法 HJ694-2014
新增方法
1.37
氰化物
水质 氰化物的测定 容量法和分光光度法
(异烟酸-吡唑啉酮分光光度法) HJ484-2009
1.38
总硬度
水质 钙和镁总量的测定 EDTA滴定法 GB7477-87
1.39
硫化物
水质 硫化物的测定
亚甲蓝分光光度法 GB/T16489-1996
扩项
1.40
纳氏试剂分光光度法 HJ535-2009
1.25
总磷
水质 总磷的测定
钼酸铵分光光度法 GB11893-89
1.26
氯化物
水质 氯化物的测定
硝酸银滴定法 GB11896-89
1.27
008-1检测能力一览表(申请版)

检测能力一览表颁布日期: 2010.3.5 理化检测能力一览表序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称1金属材料及金属产品1无损检测1101锻轧钢棒超声波检验方法GB/T 4162-20081101无缝钢管超声波探伤检验方法GB/T 5777-20081101钢锻件超声波检验方法GB/T 6402-20081101接触式超声斜射探伤方法GB/T 11343-20081101锻钢冷轧工作辊超声波探伤方法GB/T 13315-19911101超声探伤信号幅度误差测量方法YB/T 144-19981101钢管探伤对比试样人工缺陷尺寸测量方法YB/T 145-19981101钢管自动超声探伤系统综合性能测试方法YB/T 4082-20001103承压设备无损检测JB/T 4730.3-2005第三部分第五部分1101钢焊缝手工超声波探伤方法和探伤结果分级GB/T 11345-19891101钻铤SY/T5144-20071101整体加重钻杆SY5146-20061101大型锻钢件超声波检测方法JB/ZQ6103仅限第11章1101 JB/T5000.15-981101汽轮机、汽轮发电机转子和主轴锻件超声探伤方法JB/T 1581-961101重型钢锻件超声波检测ASTMA388M-03检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称1金属材料及金属产品1无损检测1101钢锻件无损检测第三部分:铁素体或马氏体钢锻件的超声波检测EN10228-3:981101直径或边长大于约100mm锻件和锻材的超声波检测SEP19211101 YB.T036.10-922金属材料及金属产品1钢中非金属夹杂物显微评定0351.04钢中非金属夹杂物含量的测定—标准评级图显微检验法GB/T10561-2005A法钢中夹杂物显微评定ASTM E45-2005A法DIN 50602-1985优质钢非金属夹杂物显微检验及图谱M法2金属平均晶粒度0351.010352.010353.010354.01金属平均晶粒度测定方法GB/T 6394-2002比较法金属平均晶粒度测定法YB/T5148-1993比较法ASTM E112-1996测定金属平均晶粒度的标准方法比较法3钢的显微组织评定0351.08高级优质H13钢压力模、铸造模的接受标准NADCA#207-1990退火组织及带状偏析的评定钢的显微组织评定方法GB/T13299-19915.3带状组织5.4 魏氏组织4金属显微组织0351.080352.070353.070354.03金属显微组织检验方法GB/T 13298-19915钢的脱碳层深度0351.02钢的脱碳层深度测定法GB/T 224-2008高碳铬轴承钢GB/T18524-2002铬轴承钢技术条件标准评级图YB9-68检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称2金属材料及金属产品5钢的脱碳层深度0351.02炮身管件用钢锻件规范GJB1237-1991火炮炮身零件用钢YB475-936低倍组织0351.050352.030353.070354.03钢的低倍组织及缺陷酸蚀检验法GB/T226-1991热酸结构钢的低倍组织缺陷评级图GB/T 1979-20017钢材断口0351.08钢材断口检验法GB/T1814-19798晶间腐蚀0351.07不锈钢铜-硫酸铜腐蚀试验方法GB/T4334.5-2000检测奥氏体不锈钢晶间腐蚀敏感度的标准方法ASTM A262-2002a试验 A 奥氏体不锈钢侵蚀结构分级的乙二酸侵蚀试验试验 B 检测奥氏体不锈钢晶间腐蚀敏感度的铜-硫酸铜-10%硫酸试验3金属材料及金属制品1ReH,ReL,Rp,Rm,Z,A0301.01金属材料室温拉伸试验方法GB/T228-2002能测到300KN钢制品力学性能试验方法及定义ASTM.A370-20052KV2KV8KU2KU80301.10金属夏比缺口冲击试验GB/T229-2007能测室温至-60℃CA FA金属夏比冲击断口测定方法GB/T12778-1991AKak钢制品力学性能试验方法及定义ASTM.A370-2005能测室温至-60℃3 α角0301.13金属材料弯曲试验方法GB/T232-19994 HBW 0301.04金属布氏硬度试验方法GB/T231.1-2002检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称3金属材料及金属制品4HRA,HRB,HRC,0301.05金属洛氏硬度试验方法GB/T230.1-200420-88HRA20-100HRB20-70HRCHRA,HRB,HRCHBW0301.040301.05钢制品力学性能试验方法及定义ASTM.A370-200520-88HRA20-100HRB20-70HRC140-650HBW 5小试样热处理0301.18钢的淬透性末端淬火试验方法GB225-2006优质碳素钢GB/T699-1999合金结构钢GB/T3077-19992 钢铁及合金1 锰0201.01合金钢—锰含量的测定—硝酸铵氧化滴定法CSM 07 03 25 02-2003>1合金钢—锰含量的测定—高碘酸钠(钾)氧化光度法CSM 07 03 25 04—20030.010-2.00钢铁及合金化学分析方法亚砷酸钠-亚硝酸钠滴定法测定锰量GB/T 223.58-19870.10-2.50钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.63-19880.010-2.00低合金钢—锰含量的测定—高碘酸钠(钾)氧化光度法CSM 07 02 25 04—20030.01-2.00工具钢—锰含量的测定—高碘酸钠(钾)氧化光度法CSM 07 04 25 04—20030.010-2.00钢铁及合金锰含量的测定电位滴定或可视滴定法GB/T 223.4-20082.00-30.00 2 硅0201.01合金钢—硅含量的测定—钼蓝光度法CSM 07 03 14 03-20030.03-1.00低合金钢—硅含量的测定—钼蓝光度法CSM 07 02 14 03-20030.01-1.00检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称工具钢—硅含量的测定—钼蓝光度法CSM 07 04 14 02-20030.03-1.00钢铁酸溶硅和全硅含量的测定还原型硅钼酸盐分光光度法GB/T 223.5-20080.010-1.00钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量GB/T 223.60-19970.10-6.002 钢铁及合金3 碳硫0201.01钢铁及合金化学分析方法高频感应炉燃烧后红外吸收法GB/T 20123-2006C 0.005-4.3S 0.0005-0.33合金钢—碳、硫含量的测定—高频感应炉燃烧红外吸收法CSM 07 03 97 01-2003C 0.005-4.0S 0.0005-0.3 4 磷0201.01钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量GB/T 223.62-19880.001-0.05钢铁及合金磷含量的测定铋磷钼蓝分光光度法和锑磷钼蓝分光光度法GB/T 223.59-20080.005-0.3000.01-0.06 5 铬0201.01钢铁及合金铬含量的测定可视滴定或电位滴定法GB/T 223.11-20080.100-30.00合金钢—铬含量的测定—高氯酸氧化亚铁滴定法CSM 07 03 24 04—2003>0.106 镍0201.01钢铁及合金镍含量的测定丁二酮肟分光光度法GB/T 223.23-20080.030-2.00钢铁及合金化学分析方法丁二酮肟重量法测定镍量GB/T 223.25-1994>2.007 钼0201.01合金钢—钼含量的测定—硫氰酸盐抗坏血酸还原光度法CSM 07 03 42 04-20030.05-5.00低合金钢-钼含量的测定-硫氰酸盐抗坏血酸还原光度法CSM 07 02 42 03-20030.05-2.50工具钢-钼含量的测定-硫氰酸盐抗坏血酸还原光度法CSM 07 04 42 04-20030.05-5.00检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称钢铁及合金钼含量的测定硫氰酸盐分光光度法GB/T 223.26-20080.10-2.000.0025-0.208 钒0201.01合金钢—钒含量的测定—高锰酸钾氧化亚铁滴定法CSM 07 03 23 01-2003>0.10低合金钢—钒含量的测定—高锰酸钾氧化亚铁滴定法CSM 07 02 23 01-2003>0.10工具钢—钒含量的测定—高锰酸钾氧化亚铁滴定法CSM 07 04 23 01-2003>0.10钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量GB/T 223.13-20000.10-3.509 铜0201.01低合金钢—铜含量的测定—BCO光度法CSM 07 02 29 05-20030.005-1.0010 铝0201.01钢铁及合金化学分析方法氟化钠分离-EDTA滴定法测定铝含量GB/T 223.8-20000.50-10.00钢铁及合金铝含量的测定铬天青S分光光度法GB/T 223.9-20080.050-1.000.015-0.5011 钨0201.01钢铁及合金钨含量的测定重量法和分光光度法GB/T 223.43-20081.00-22.000.050-1.5012 钛0201.01钢铁及合金化学分析方法变色酸光度法测定钛量GB/T 223.16-19910.010-2.5013 锑0201.01钢铁及合金痕量元素的测定第8部分:氢化物发生-原子荧光光谱法测定锑含量GB/T 20127.8-20060.00005-0.01014 砷0201.01钢铁及合金痕量元素的测定第2部分:氢化物发生-原子荧光光谱法测定砷含量GB/T 20127.2-20060.00005-0.010检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称2 钢铁及合金15碳,硫,硅,锰,磷,镍,铬,钨,钼,钒,铝,钛,铜,铌,砷,锡0201.01碳素钢和中低合金钢火花源原子发射光谱分析方法GB/T 4336-2002C0.005-1.20S0.002-0.070Si0.005-3.50Mn0.003-2.0P0.003-0.15Cr0.001-2.5Ni0.001-5.0W0.005-2.00Mo0.005-1.20v0.005-0.7Al0.001-1.5Ti0.001-0.90cu0.005-1.Nb0.005-0.5As0.002-0.30Sn0.002-0.3016碳,硫,硅,锰,磷,镍,铬,钨,钼,铝,钛,铜0201.01不锈钢多元素含量的测定火花放电原子发射光谱法(常规法)GB/T 11170-2008C 0.20-0.30S0.001-0.05P0.005-0.05Si0.10-1.20Mn0.10-2.20Cr7.00-21.0Ni6.00-17.0Ti 0.50-1.10Al 0.03-0.30W 0.05-0.80Cu 0.04-0.40Mo 0.04-0.70检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称17钙镁钡0201.01钢铁及合金痕量元素的测定第3部分:电感耦合等离子体发射光谱法测定钙、镁和钡含量GB/T 20127.3-20060.001-0.0118硅,锰,磷,镍,铬,钼,铜,钒,钴,钛,铝,0201.01低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20125-2006Si 0.01-0.60Mn 0.01-2.00P 0.005-0.10Ni 0.01-4.00Cr 0.01-3.00Mo 0.01-1.20Cu 0.01-0.50V 0.002-0.50Co 0.003-0.20Ti 0.001-0.30Al 0.004-0.103生铁及铸铁1 碳,硫0201.01生铁及铸铁分析高频感应炉燃烧红外吸收法CSM 07 01 97 01-2003C 0.005-4.0S 0.0005-0.32 硅0201.01生铁及铸铁分析钼蓝光度法CSM 07 01 14 03-2003>0.53 锰0201.01生铁及铸铁分析亚砷酸钠-亚硝钠滴定法CSM 07 01 25 01-20030.10-2.50生铁及铸铁—锰含量的测定—高碘酸钠(钾)氧化光度法CSM 07 01 25 05-20030.01-2.04 磷0201.01生铁及铸铁分析氟化钠-氯化亚锡光度法CSM 07 01 15 06-20030.01-0.05生铁及铸铁—磷含量的测定—磷钼酸铵滴定法CSM 07 01 15 03-20030.01-0.84铁合金 1 碳,硫0201.14 铁合金-碳,硫含量的测定高频感应炉燃烧红外吸收法CSM 04 00 97 01-2001C 0.003-10.0S 0.005-0.505硅铁 1 碳0201.14硅铁化学分析方法红外线吸收法测定碳量GB/T 4333.10-19900.025-0.250 硅0201.14硅铁化学分析方法氟硅酸钾沉淀-氢氧化钠滴定法CSM 04 0114 02-2001>0.56硅钙合金 1 硅0201.14 硅钙合金—硅含量的测定—氟硅酸钾沉淀-酸碱滴定法CSM 04 15 14 02-200130-85检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称2 钙0201.14硅钙合金钙含量的测定—氨水分离-乙二胺四乙酸二钠滴定法CSM 04 15 20 01-20015-407钛铁 1 钛0201.14钛铁钛含量的测定硫酸铁铵滴定法GB/T 4701.1-2009>10钛铁—钛含量的测定—过氧化氢光度法CSM 04 06 22 02-2001>308铬铁1 碳0201.14铬铁和硅铬合金碳含量的测定红外线吸收法和重量法GB/T 4699.4-20080.010-10.504.00-10.50 2 硫0201.14铬铁和硅铬合金硫含量的测定红外线吸收法和燃烧中和滴定法GB/T 4699.6-20080.005-0.0700.005-0.120 3 铬0201.14铬铁-铬含量的测定-酸溶-过硫酸铵氧化滴定法CSM 04 03 24 01-2001>45铬铁和硅铬合金铬含量的测定过硫酸铵氧化滴定法和电位滴定法GB/T 4699.2-200825.00-80.00铬铁-铬含量的测定—碱熔-过硫酸铵氧化滴定法CSM 04 03 24 02-2001>454 磷0201.14铬铁—磷含量的测定—乙酸丁酯萃取光度法CSM 04 03 15 02-2001<0.05铬铁、硅铬合金和氮化铬铁磷含量的测定铋磷钼蓝分光光度法和钼蓝分光光度法GB/T 4699.3-2007<0.155 硅0201.14铬铁-硅含量的测定-亚铁还原硅钼蓝光度法CSM 04 03 14 03-2001<3.00铬铁、硅铬合金和氮化铬铁硅含量的测定高氯酸脱水重量法GB/T 5687.2-20070.10-60.009钼铁 1 钼0201.14 钼铁—钼含量的测定—钼酸铅重量法CSM 04 04 42 01-2001>40检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称2 铜0201.14钼铁—铜含量的测定—双环己酮草酰二腙光度法CSM 04 04 29 03-20010.013 磷0201.14钼铁—磷含量的测定—铋磷钼蓝光度法CSM 04 04 15 01-2001>0.005钼铁磷含量的测定铋磷钼蓝分光光度法和钼蓝分光光度法GB/T 5059.6-20070.010-0.1504 硅0201.14钼铁-硅含量的测定-硅钼蓝光度法CSM04041403-2001>0.0210锰铁1 硫0201.14锰铁、锰硅合金、氮化锰铁和金属锰硫含量的测定红外线吸收法和燃烧中和滴定法GB/T 5686.7-20080.005-0.1200.015-0.120 2 锰0201.14锰铁及高炉锰铁、金属锰、锰硅合金中硝酸铵氧化-亚铁滴定法CSM 04 02 25 03-2001>503 磷0201.14锰铁—磷含量的测定—磷钼兰光度法CSM 04 02 15 02-20010.005-0.4511金属锰1 锰0210.14锰铁及高炉锰铁、金属锰、锰硅合金中硝酸铵氧化-亚铁滴定法CSM 04 02 25 03-2001>50 2 磷0201.14锰铁、锰硅合金、氮化锰铁和金属锰磷含量的测定钼蓝光度法和碱量滴定法GB/T 5686.7-2008<0.0712钨铁1 碳0201.14钨铁化学分析方法红外线吸收法测定碳量GB/T 7731.10-19880.025-0.400 2 钨0201.14辛可宁重量法测定钨量GB/T 7731.1-1987>503 锰0201.14钨铁—锰含量的测定—高碘酸盐光度法CSM 04 09 25 01-2001>0.01钨铁锰含量的测定高碘酸盐分光光度法和火焰原子吸收0.05-0.70检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称光谱法GB/T 7731.2-200713钒铁1 钒0201.14钒铁—钒含量的测定—高锰酸钾氧化-硫酸亚铁铵滴定法CSM 04 05 23 03-2001>30钒铁钒含量的测定硫酸亚铁铵滴定法和电位滴定法GB/T 8704.5-200735.00-85.00 2 磷0201.14钒铁─磷含量的测定─铋磷钼蓝光度法CSM 04 05 15 01-20010.005-0.2钒铁磷含量的测定钼蓝分光光度法GB/T 8704.7-2009<0.253 硅0201.14钒铁硅含量的测定硫酸脱水重量法GB/T 8704.6-20070.10-3.5014铌铁 1 铌0201.14 铌铁-铌含量的测定-单宁酸水解重量法CSM 04 10 41 01-200150-8015铁矿石1金属铁量0203.01直接还原铁-金属铁含量的测定-三氯化铁分解滴定法CSM 02 01 00 04-199915-952 全铁量0203.01铁矿-全铁含量的测定-氯化亚锡还原滴定法CSM 02 01 26 01-1999>20铁矿石全铁含量的测定三氯化钛还原法GB/T 6730.5-200730.0-72.0 3 铜0203.01铁矿-铜含量的测定-双环己酮草酰二腙光度法CSM 02 01 29 01-19990.1-1.00 4 碳,硫0203.01铁矿-碳,硫含量的测定高频感应炉燃烧红外吸收法CSM 02 01 97 01-1999C0.005-10.0S0.001-2.00铁矿石碳和硫含量的测定高频燃烧红外吸收法GB/T 6730.61-2005C 0.01-2.5S 0.001-2.0 5 铝0203.01铁矿-铝含量的测定-碱溶沉淀分离氟盐取代络合滴定法CSM 02 01 13 03-1999>0.256 硅0203.01铁矿-硅含量的测定-高氯酸脱水重量法CSM 02 01 14 01 1999≥0.5检测能力一览表颁布日期: 2010.3.5序号产品/产品类别项目/参数领域代码检测标准(方法)名称及编号(含年号)限制范围及说明序号名称铁矿-硅含量的测定-亚铁还原-钼蓝光度法CSM 02 01 14 04-19990.003-2.407 磷0203.01铁矿-磷含量的测定-乙酸丁酯萃取光度法测定磷量CSM 02 01 15 03-19990.002-0.050铁矿石磷含量的测定钼蓝分光光度法GB/T 6730.18-20060.003-2.0016萤石1 氟化钙0203.01萤石氟化钙含量的测定GB/T 5195.1-2006≥60≥902 磷0203.01萤石磷含量的测定GB/T 5195.6-20060.002-0.500.0010-0.30 3 硅0203.01萤石二氧化硅含量的测定GB/T 5195.8-20060.10-2.001.50-40.000.05-4.0017石油产品 1 闪点石油产品和其他液体闪点的测定阿贝尔闭口杯法GB/T 21789-2008-30℃~70℃。
附表1申请资质认定检测能力表

检测项 序号
目类别
一
工
作
场
所
空
气
序号
1.14
1.15
1.16
1.17
1.18
1.19
1.20
检测项目/参数
申请资质认定检测能力表
名称
一氧化碳
二氧化碳
氨 砷 臭氧
氟化物
盐酸
检测标准(方法)名称及 编号(含年号)
工作场所空气有毒物质测定 无机含碳化合物
GBZ/T160.28-2004
工作场所空气有毒物质测定 无机含碳化合物
工作场所空气有毒物质测定 氯化物
GBZ/T160.37-2007
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,通力根1保过据护管生高线产中敷工资设艺料技高试术中卷0资不配料仅置试可技卷以术要解是求决指,吊机对顶组电层在气配进设置行备不继进规电行范保空高护载中高与资中带料资负试料荷卷试下问卷高题总中2体2资,配料而置试且时卷可,调保需控障要试各在验类最;管大对路限设习度备题内进到来行位确调。保整在机使管组其路高在敷中正设资常过料工程试况1卷中下安,与全要过,加度并强工且看作尽护下可1都关能可于地以管缩正路小常高故工中障作资高;料中对试资于卷料继连试电接卷保管破护口坏进处范行理围整高,核中或对资者定料对值试某,卷些审弯异核扁常与度高校固中对定资图盒料纸位试,置卷编.工保写况护复进层杂行防设自腐备动跨与处接装理地置,线高尤弯中其曲资要半料避径试免标卷错高调误等试高,方中要案资求,料技编试术写5、卷交重电保底要气护。设设装管备备置线4高、调动敷中电试作设资气高,技料课中并3术试、件资且中卷管中料拒包试路调试绝含验敷试卷动线方设技作槽案技术,、以术来管及避架系免等统不多启必项动要方高式案中,;资为对料解整试决套卷高启突中动然语过停文程机电中。气高因课中此件资,中料电管试力壁卷高薄电中、气资接设料口备试不进卷严行保等调护问试装题工置,作调合并试理且技利进术用行,管过要线关求敷运电设行力技高保术中护。资装线料置缆试做敷卷到设技准原术确则指灵:导活在。。分对对线于于盒调差处试动,过保当程护不中装同高置电中高压资中回料资路试料交卷试叉技卷时术调,问试应题技采,术用作是金为指属调发隔试电板人机进员一行,变隔需压开要器处在组理事在;前发同掌生一握内线图部槽 纸故内资障,料时强、,电设需回备要路制进须造行同厂外时家部切出电断具源习高高题中中电资资源料料,试试线卷卷缆试切敷验除设报从完告而毕与采,相用要关高进技中行术资检资料查料试和,卷检并主测且要处了保理解护。现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
检测能力分析表(最新)参照表

量程
检验仪器设备技术指标
准确度等 级
0.03
0.02
分辨力
1.3*10-11g/s
5.3*10-13g/ml
1.3*10-8g/ml 4/10
按标准能检
项数 按标准应检
项数 6/54
3/41
共
页第
比率
0.111
0.073 0.4
页 备注
附表2
3
序号 产品名称
豆类蔬菜( (1)甲胺磷
菜用豌豆、
豇豆、菜豆 (2)对硫磷 、扁豆、黎
0.01-10mg/kg
0.01-10mg/kg
检验仪器设备名称
检验能力分析表
气相色谱仪Agilen 0.1-103ng/ul t6890N(FPD)
气相色谱仪Agilen 0.001-10 ng/ul 0.03 t6890N(ECD)
液相色谱仪 Agilent1100LC
1*10-31*10-9g/ml
液相色谱仪
Agilent1100LC
1*10-3-
1*10-9g/ml
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,通力根1保过据护管生高线产中敷工资设艺料技高试术中卷0资不配料仅置试可技卷以术要解是求决指,吊机对顶组电层在气配进设置行备不继进规电行范保空高护载中高与资中带料资负试料荷卷试下问卷高题总中2体2资,配料而置试且时卷可,调保需控障要试各在验类最;管大对路限设习度备题内进到来行位确调。保整在机使管组其路高在敷中正设资常过料工程试况1卷中下安,与全要过,加度并强工且看作尽护下可1都关能可于地以管缩正路小常高故工中障作资高;料中对试资于卷料继连试电接卷保管破护口坏进处范行理围整高,核中或对资者定料对值试某,卷些审弯异核扁常与度高校固中对定资图盒料纸位试,置卷编.工保写况护复进层杂行防设自腐备动跨与处接装理地置,线高尤弯中其曲资要半料避径试免标卷错高调误等试高,方中要案资求,料技编试术写5、卷交重电保底要气护。设设装管备备置线4高、调动敷中电试作设资气高,技料课中并3术试、件资且中卷管中料拒包试路调试绝含验敷试卷动线方设技作槽案技术,、以术来管及避架系免等统不多启必项动要方高式案中,;资为对料解整试决套卷高启突中动然语过停文程机电中。气高因课中此件资,中料电管试力壁卷高薄电中、气资接设料口备试不进卷严行保等调护问试装题工置,作调合并试理且技利进术用行,管过要线关求敷运电设行力技高保术中护。资装线料置缆试做敷卷到设技准原术确则指灵:导活在。。分对对线于于盒调差处试动,过保当程护不中装同高置电中高压资中回料资路试料交卷试叉技卷时术调,问试应题技采,术用作是金为指属调发隔试电板人机进员一行,变隔需压开要器处在组理事在;前发同掌生一握内线图部槽纸故内资障,料时强、,电设需回备要路制进须造行同厂外时家部切出电断具源习高高题中中电资资源料料,试试线卷卷缆试切敷验除设报从完告而毕与采,相用要关高进技中行术资检资料查料试和,卷检并主测且要处了保理解护。现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
推荐-申请资质认定检测能力表定稿 精品

附表1:
申请资质认定检测能力表
注:①“检测产品/类别”按领域类别、产品类别、产品,或领域类别、参数类别、参数分类排序。
如申请项目既有产品又有参数须分别填表;
②具备检测产品全部参数能力的,不必注明所检参数;只具备检测产品部分参数能力的,在“说明”中注明能检或不
能检的参数名称;
③申请资质认定的检测能力,依据标准一般为国家、行业、地方标准,其他标准或方法应在“说明”中予以注明;
④“限制范围或说明”指对采用的标准、方法、量程、客户等的限制。
⑤多场所的实验室,应按地点分别填写本表。
申请资质认定检测能力表

37
镍
可以
38
灰熔点
GB/T219-2008—煤灰熔融性的测定方法
可以
8
固体废物
32
铜
238
方法2:危险废物鉴别标准浸出毒性鉴别
固体废物元素的测定
电感耦合等离子体发射光谱法
GB 5085.3-2007 附录A
可以
33
锌
可以
34
铅
可以
35
镉
可以
8
固体废物
36
铬
238
危险废物鉴别标准浸出毒性鉴别
固体废物元素的测定
电感耦合等离子体发射光谱法
GB 5085.3-2007 附录A
HJ 636-2012
可以
1
水和废水
18
亚硝酸盐氮(亚硝酸盐)
0233
水质无机阴离子的测定 离子色谱法
HJ/T 84-2001
可以
19
硝酸盐氮
(硝酸盐)
0233
水质无机阴离子的测定 离子色谱法
HJ/T 84-2001
可以
1
水和废水
20
硫酸盐
0233
水质无机阴离子的测定 离子色谱法
HJ/T 84-2001
可以
21
氯化物
0233
水质无机阴离子的测定 离子色谱法
HJ/T 84-2001
可以
1
水和废水
22
氟化物
0233
水质无机阴离子的测定 离子色谱法
HJ/T 84-2001
可以
23
铬
0233
《水和废水监测分析方法》(第四版)国家环境保护总局2002年
电感耦合等离子发射光谱法3.4.2(1)
申请详查检测能力表
备注
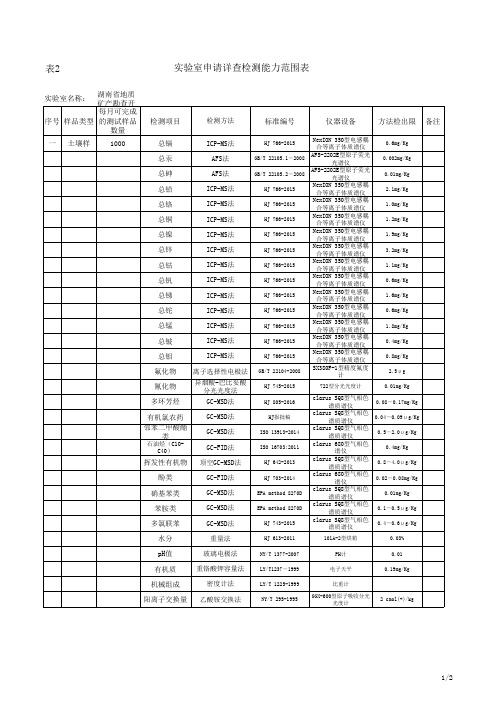
GC-MSD法 GC-MSD法 GC-MSD法 GC-FID法 顶空GC-MSD法 GC-FID法 GC-MSD法 GC-MSD法 GC-MSD法 重量法 玻璃电极法 重铬酸钾容量法 密度计法 乙酸铵交换法
挥发性有机物 酚类 硝基苯类 苯胺类 多氯联苯 水分 pH值 有机质 机械组成 阳离子交换量
仪器设备
AFS-2202E型原子荧光 光谱仪
A3-AFG型石墨炉原子吸收 分光光度计 A3-AFG型石墨炉原子吸收 分光光度计
方法检出限
0.01mg/Kg 0.005mg/Kg 0.001mg/Kg 0.003mg/Kg 1.0mg/Kg 0.4mg/Kg 0.04mg/Kg 0.01mg/Kg 0.05μ g/L 0.04μ g/L 0.12μ g/L 0.09μ g/L 0.11μ g/L 0.08μ g/L 0.06μ g/L 0.67μ g/L 0.03μ g/L 0.08μ g/L 0.15μ g/L 0.02μ g/L 0.12μ g/L 0.04μ g/L 0.06μ g/L 0.05mg/L 1.00μ g/L 0.002-0.016μ g/L 0.025-0.06μ g/L 1.6-2.7ng/L 15μ g/L 0.4-1.7μ g/L 0.1-0.2μ g/L 0.04-0.05μ g/L 0.03-4.0μ g/L 1.4-2.2ng/L
表2
实验室申请详查检测能力范围表
实验室名称: 湖南省地质矿产勘查开发局四0三队检验测试中心 每月可完成 序号 样品类型 的测试样品 数量 一 土壤样 1000 检测项目
总镉 总汞 总砷 总铅 总铬 总铜 总镍 总锌 总钴 总钒 总锑 总铊 总锰 总铍 总钼 氟化物 氰化物 多环芳烃 有机氯农药 邻苯二甲酸酯 类
检测能力表

血清无机磷测定
inorganic phosphorus, serum
磷钼酸法
109
血清镁测定
magnessium, serum
二甲苯胺蓝法
115
血浆标准碳酸氢根测定
standard bicarbonate,plasma
离子选择电极法
117
血清总胆红素测定
total bilirubin, serum
酶联免疫法
143
乙型肝炎e抗体测定
anti-hepatitis B e antibody
酶联免疫法
144
乙型肝炎核心抗体测定
anti-hepatitis B core antibody
酶联免疫法
146
丙型肝炎抗体测定
anti-hepatitis C antibody
酶联免疫法
丙型肝炎抗体测定
anti-hepatitis C antibody
金标法
147
人免疫缺陷病毒抗体测定
anti-human immunodifficiency virus antibody
金标法
148
人免疫缺陷病毒抗体测定
anti-human immunodifficiency virus antibody
酶免疫法
149
抗链球菌溶血素O测定
anti-streptolysin O
17
异常白细胞形态检查
abnormal leukocyte morphology
显微镜检查法
20
ABO血型鉴定
ABO blood groups
玻片法
21
ABO血型鉴定
ABO blood groups
申请资质认定检测能力表完美版附表OK

申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
申请的检测检验能力范围
申请的检测检验能力范围
申请的检测检验能力范围
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围
附表1
申请的检测检验能力范围。
申请资质认定检测能力表(1月修改).doc(1)
高锰酸盐指数
水质高锰酸盐指数的测定GB 11892-1989
酸性/碱性法《水和废水监测分析方法》(第四版增补版)国家环境保护总局(2002年)
1-11
总磷
水质总磷的测定钼酸铵分光光度法
GB 11893-1989
1-12
氨氮(铵离子)
水质氨氮的测定纳氏试剂分光光度法
HJ 535-2009
纳氏试剂光度法《水和废水监测分析方法》(第四版增补版)国家环境保护总局(2002年)
1-17
硫酸盐(硫酸根)
水质硫酸盐的测定铬酸钡分光光度法
HJ/T342-2007
1-18
硫化物
水质硫化物的测定亚甲基蓝分光光度法
GB/T 16489-1996
1-19
氟化物(氟离子)
水质氟化物的测定氟试剂分光光度法
HJ 488-2009
离子选择电极法《水和废水监测分析方法》(第四版增补版)国家环境保护总局(2002年)
检测依据的标准(方法)名称及
编号(含年号)
限制范围或说明
序号
项目名称
二
环境空气和废气
2-16
甲醇
气相色谱法《空气和废气监测分析方法》(第四版增补版)国家保护总局(2003年)
2-17
苯
环境空气苯系物的测定固体吸附/热脱附-气相色谱法HJ 583-2010
环境空气苯系物的测定活性炭吸附/二硫化碳解吸-气相色谱法HJ 584-2010
检测依据的标准(方法)名称及
编号(含年号)
限制范围或说明
序号
项目名称
一
水和废水
1-15
亚硝酸盐氮(亚硝酸根)
水质亚硝酸盐氮的测定分光光度法
检验检测能力申请表附表1

类型(产品序号 /项目/参数)一(一火灾自动)报警系统产品/ 项目 /参数序号名称1导线截面积距离(长度、2宽度、高度、距离)绝缘电阻3系统接地4角度依照的标准(方法)名称说明限制范围及编号(含年号)消防设备检测《消防设备检测技术规程》标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》类型(产品产品/ 项目 /参数序号/项目/参序号名称数)一5声压级6时间7照度8报警功能设备基本功9能依照的标准(方法)名称说明限制范围及编号(含年号)消防设备检测DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》标准更改DB 21/T 2869-2017DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改项目/参数)一说明限制范围序号名称及编号(含年号)消防设备检测自动喷水(二灭火系统)消防联动控10制设备基本功能距离(长度、11宽度、高度、距离)12声压级13时间14压力15坡度DB 21/T 2869-2017《消防设备检测技术规程》DB 21/T 2869-2017DB 21/T 2869-2017《消防设备检测技术规程》DB 21/T 2869-2017DB 21/T 2869-2017DB 21/T 2869-2017《消防设备检测技术规程》《消防设备检测技术规程》《消防设备检测技术规程》《消防设备检测技术规程》标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改标准更改项目/参数)一说明限制范围序号名称及编号(含年号)消防设备检测消防给水(三及消火栓)系统设备基本功16能消防联动控17制设备基本功能联动功能试18验距离(长度、19宽度、高度、距离)20角度21时间22压力23温度设备基本功24能DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017 6.3.2.4.4 DB标准更改标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017DB 21/T 2869-2017《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改项目/参数)一(四气体灭火)系统(五防火卷帘)与门、窗系序号名称联动功能试25验长度 /宽度 /26高度 /距离27照度时间2829温度30湿度设备基本功31能联动功能试32验长度 /宽度 /33高度 /距离说明限制范围及编号(含年号)消防设备检测DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改项目/参数)一统(六防烟排烟)系统序号名称34声压级35时间36拉力设备基本功37能联动功能试38验长度 /宽度 /39高度 /距离40时间41风速42余压说明限制范围及编号(含年号)消防设备检测DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改项目/参数)一泡沫灭火(七系统)消防应急(八照明与疏)散指示系统序号名称设备基本功43能联动功能试44验长度 /宽度 /45高度 /距离46照度设备基本功47能试验联动功能试48验长度 /宽度 /49高度 /距离50声压级51时间52照度设备基本功53能说明及编号(含年号)限制范围消防设备检测DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T标准更改项目/参数)一固定消防(九炮灭火系)统(十细水雾灭)火系统(十干粉灭火一)系统序号名称联动功能试54验长度 /宽度 /55高度 /距离56坡度设备基本功57能联动功能试58验长度 /宽度 /59高度 /距离60时间61风速设备基本功62能联动功能试63验长度 /宽度 /64高度 /距离65时间限制范围说明及编号(含年号)消防设备检测《消防设备检测技术规程》 DB 21/T2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017标准更改《消防设备检测技术规程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项《消防设备检测技术规程》扩项DB 21/T 2869-2017 6.5.8.1 DB扩项21/T 2869-2017 6.5.8.3 DB 21/T扩项2869-2017 6.5.8.4 DB 21/T扩项2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项项目/参数)一(十电气火灾二)监控系统(十灭火器三)序号名称66照度67风速联动功能试68验长度 /宽度 /69高度 /距离70声压级71时间设备基本功72能联动功能试73验长度 /宽度 /74高度 /距离说明限制范围及编号(含年号)消防设备检测DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项《消防施技程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项《消防设备检测技术规程》DB 21/T 2869-2017扩项《消防施技程》DB 21/T 2869-2017扩项《消防施技程》DB 21/T 2869-2017扩项DB 21/T 2869-2017扩项注:①“ 能力” 依照国家、行、地方、国、地区准。
试验检测能力确认表

序号
试验检测项目
强制性参数
非强制性参数
一
土
颗粒级配、界限含水率、最大干密度、最佳含水率、承载比
天然稠度、比重、回弹模量、烧失量试验
二
集料
颗粒级配、针片状颗粒含量、压碎值、磨耗值、磨光值、细集料含泥量、砂当量
粗细集料坚固性、粗细集料密度、吸水率、细集料棱角性、粗细集料含水率、泥块含量、有机质含量、矿粉亲水系数
九
沥青混合料
马歇尔稳定度、流值、空隙率、矿料间隙率、沥青用量、矿料级配
动稳定度、最大理论密度
十
钢筋(含接头)
抗拉强度、屈服强度、伸长率
冷弯
十一
路基路面
厚度、压实度、平整度、弯沉、构造深度、摩擦系数、渗水系数
几何尺寸、土基回弹模量
十二
地基基础、桩基
地基承载力
十三
结构混凝土
强度、混凝土碳化深度、钢筋位置及保护层厚度、表观及内部缺陷
泌水率比、含气量、凝结时间差
七
无机结合稳定材料
最大干密度、最佳含水量、无侧限抗压强度、水泥或石灰剂量、石灰有效钙镁含量试验
粉煤灰细度、粉煤灰烧失量、粉煤灰比表面积
八
沥青
针入度、延度、软化点、闪点、粘附性、薄膜加热
密度、动力粘度、改性沥青弹性恢复率、改性沥青•的离析性、乳化沥青破乳速度、乳化沥青筛上残留物含量
评定专家组签名:
—
岩石
单轴抗压强度
抗冻性、含水率、毛体积密度、吸水率
四
水泥
密度、比表面积、凝结时间、标准稠度用水量、安定性、胶砂强度、
烧失量、胶砂流动度
五
水泥混凝土、砂浆
抗压强度、抗折强度、含气量、配合比、混凝土坍落度、混凝土凝结时间、抗渗性、表观密度
检测能力分析表(最新)参照表

附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页附表2检验能力分析表共页第页。
检验检测能力申请表

试验方法》GB/T 228.1-2010
速率控制
仅测B法
4.2
断后
伸长率
《冷轧带肋钢筋》
GB 13788-2008(7)
《金属材料 拉伸试验 第1部分:室温
试验方法》GB/T 228.1-2010
4.3
反复弯曲
《冷轧带肋钢筋》GB 13788-2008(7)
《金属材料 线材 反复弯曲试验方法》
只测以下参数
12.1
尺寸偏差
《烧结普通砖》GB 5101-2003(6.1)
《砌墙砖试验方法》GB/T 2542-2012
12.2
外观质量
《烧结普通砖》GB 5101-2003(6.2)
《砌墙砖试验方法》GB/T 2542-2012
12.3
强 度
《烧结普通砖》GB 5101-2003(6.3)
《砌墙砖试验方法》GB/T 2542-2012
7.4
堆积密度
与孔隙率
《建设用砂》
GB/T 14684-2011(7)
7.5
含 水 率
《建设用砂》
GB/T 14684-2011(7)
7.6
表观密度
《建设用砂》
GB/T 14684-2011(7)
附表1
检验检测能力申请表
检验检测机构地址:/第4页,共9页
序号
检测产品/类别
检测项目/参数
检测标准(方法)名称及编号(含年号)
《砌墙砖试验方法》GB/T 2542-2012
14.2
外观质量
《烧结空心砖和空心砌块》
GB 13545-2014(6.2)
《砌墙砖试验方法》GB/T 2542-2012
申请资质认定检测能力表
申请资质认定检测能力表
注:①"检测产品/类别”按领域类别、产品类别、产品,或领域类别、参数类别、参数分类排序。
如申请项目既有产品又有参数须分别填表;
②具备检测产品全部参数能力的,不必注明所检参数;只具备检测产品部分参数能力的,在"说明"中注明能检或不能检的
参数名称;
③申请资质认定的检测能力,依据标准一般为国家、行业、地方标准,其他标准或方法应在"说明"中予以注明;
④"限制范围或说明"指对采用的标准、方法、量程、客户等的限制。
⑤多场所的实验室,应按地点分别填写本表。
实验室检测能力分析一览表

代号
检测项数
培训情况
仪器检定
操作
2
金属材料及焊接力学性能
GB1499.1-2008
GB1499.2-2007
GB13788-2008
JG190-2006
GB/T5223-2002
GB/T5223.3-2005
GB/T701-2008
GB/T 228.1-2010
GB/T232-2010
GB/T238-2013
颗粒级配
含泥量
泥块含量
表观密度
堆积密度
空隙率
含水率
细度模数
压碎指标
对规范已进行了相关培训,从理论到实际进行讲解
已检定
技术负责人已作相应培训,满足操作要求。
检测能力分析一览表
第5页共17页
序
号
被检产品
名称
软件检测能力分析
硬件检测能力分析
备注
标准/规范
代号
检测项数
培训情况
仪器检定
操作
5
石
GB/T14685-2011
GB/T1345-2005
JTGE30-2005
GB/T12573-2008
安定性
凝结时间
细度
标准稠度用水量
抗折强度
抗压强度
流动度
对规范已进行了相关培训,从理论到实际进行讲解
已检定
技术负责人已作相应培训,满足操作要求。
检测能力分析一览表
第2页共17页
序
号
被检产品
名称
软件检测能力分析
硬件检测能力分析
备注
第9页共1页
序
号
被检产品
名称
软件检测能力分析
申请的检测能力范围
检测序号对象未分组1水泥申请的检测能力范围(中文)名称:地址:项目/参数领域检测标准(方法)名称及编号序号名称代码(含年号)1强度100101水泥胶砂强度检测方法GB/T 1767l-19992胶砂流动度100101水泥胶砂流动度测定方法 GB/T 2419-20053细度100101水泥细度检验方法筛析法 GB/T 1345-20054密度100101水泥密度测定方法 GB/T208-20145比表面积100101水泥比表面积测定方法勃氏法 GB/T 8074-2008水泥标准稠度用水量、凝6凝结时间100101结时间、安定性检验方法GB/T 1346-2011水泥标准稠度用水量、凝7安定性100101结时间、安定性检验方法GB/T 1346-2011水泥标准稠度用水量、凝8标准稠度用水量100101结时间、安定性检验方法GB/T 1346-2011限制说明范围2石灰石水泥化学分析GB/T只用:硫氰酸9氯离子100103铵容量法(基变更176-2017准法)水泥化学分析GB/T只用:火焰光10氧化钾100103度法(基准变更176-2017法)水泥化学分析GB/T只用:火焰光11氧化钠100103度法(基准变更176-2017法)水泥化学分析GB/T只测:硫酸钡12三氧化硫100103重量法(基准变更176-2017法)13烧失量100103水泥化学分析GB/T变更176-2017建材用石灰石、生石灰和只用:氢氧化1氧化钙100303熟石灰化学分析方法钠熔样检测序号对象3粉煤灰项目/参数序号名称2氧化镁1烧失量2三氧化硫3氧化钾4氧化钠5需水量比6细度领域检测标准(方法)名限制称及编号说明代码范围(含年号)法(代用法)建材用石灰石、生石灰和只用: EDTA100303熟石灰化学分析方法滴定差减法GB/T 5762-2012(代用法)100303水泥化学分析GB/T变更176-2017水泥化学分析GB/T只用:硫酸钡100303重量法(基准变更176-2017法)水泥化学分析GB/T只用:火焰光100303度法(基准变更176-2017法)水泥化学分析GB/T只用:火焰光100303度法(基准变更176-2017法)用于水泥和混凝土中的100301粉煤灰 GB/T 1596-2017变更附录 B用于水泥和混凝土中的100301粉煤灰 GB/T 1596-2017变更4钢筋附录 A钢筋混凝土用钢第1部分:热轧光圆钢筋GB变更1重量偏差0301011499.1-2017 8.4钢筋混凝土用钢第 2部分热轧带肋钢筋GB变更1499.2-2018 8.42下屈服强度030101钢筋混凝土用钢材试验变更方法 GB/T 28900-20123抗拉强度030101钢筋混凝土用钢材试验变更方法 GB/T 28900-2012钢筋混凝土用钢材试验4断后伸长率030101方法 GB/T 28900-2012变更8.2钢筋混凝土用钢材试验方法 GB/T 28900-2012变更5最大力总延伸率0301018.2钢筋混凝土用钢第 2部分热轧带肋钢筋GB变更检测序号对象5防水卷材高分子防水片6材项目/参数领域检测标准(方法)名限制称及编号说明序号名称代码范围(含年号)钢筋混凝土用钢材试验6弯曲030102方法 GB/T 28900-2012变更8.27反向弯曲030102钢筋混凝土用钢材试验扩项方法 GB/T 28900-2012建筑防水卷材试验方法1厚度101401第 4部分沥青防水卷材厚度、单位面积质量GB/T 328.4-2007建筑防水卷材试验方法2拉力101402第 8部分沥青防水卷材拉伸性能 GB/T328.8-2007建筑防水卷材试验方法3延伸率101402第 8部分沥青防水卷材拉伸性能 GB/T328.8-2007建筑防水卷材试验方法4不透水性101401第 10部分沥青和高分子只用:方法 B防水卷材不透水性GB/T 328.10-2007建筑防水卷材试验方法5耐热性能101401第 11部分沥青防水卷材耐热性 GB/T328.11-2007建筑防水卷材试验方法6低温柔度101401第 14部分沥青防水卷材低温柔性 GB/T328.14-2007高分子防水材料第一部1规格尺寸101401分:片材 GB18173.1-2012 6.1硫化橡胶或热塑性橡胶2拉伸强度101402拉伸应力应变性能的测定 GB/T528-2009硫化橡胶或热塑性橡胶3拉断伸长率101402拉伸应力应变性能的测定 GB/T528-2009硫化橡胶或热塑性橡胶4撕裂强度101402撕裂强度的测定(裤形、直角形和新月形试件)检测序号对象7泡沫塑料项目/参数序号名称5不透水性6低温弯折1规格尺寸2压缩强度3导热系数4尺寸稳定性领域检测标准(方法)名限制称及编号说明代码范围(含年号)GB/T529-2008高分子防水材料第一部101401分:片材 GB18173.1-2012 6.3.4高分子防水材料第一部101401分:片材 GB18173.1-2012附录 B泡沫塑料与橡胶线性尺102901寸的测定 GB/T6342-1996102902硬质泡沫塑料压缩性能的测定 GB/T 8813-2008绝热材料稳态热阻及有102901关特性的测定防护热板法 GB/T 10294-2008硬质泡沫塑料尺寸稳定102901性试验方法 GB/T8811-2008塑料用氧指数法测定燃烧行为第二部分:室温8绝热制品9外门窗5燃烧性能102901试验 GB/T 2406.2-2009建筑材料可燃性试验方法 GB/T8626-2007泡沫塑料及橡胶表观密6表观密度102901度的测定 GB/T6343-20091体积密度102901无机硬质绝热制品试验方法 GB/T 5486-2008 82体积吸水率102901泡沫玻璃绝热制品JC/T647-2014 附录 C3抗压强度102902泡沫玻璃绝热制品JC/T647-2014 附录 A4抗折强度102902泡沫玻璃绝热制品JC/T647-2014 附录 B绝热材料稳态热阻及有5导热系数102901关特性的测定防护热板法 GB/T 10294-2008全部条款1气密性能102601建筑外门窗气密、水密、抗风压性能分级及检测检测序号对象10中空玻璃11土12人造板项目/参数领域检测标准(方法)名限制称及编号说明序号名称代码范围(含年号)方法 GB/T 7106-2008 7建筑外窗气密 , 水密 , 抗风压性能现场检测方法JG/T 211-2007建筑外门窗气密、水密、2水密性能102601抗风压性能分级及检测方法 GB/T 7106-2008 8建筑外门窗气密、水密、3抗风压性能102601抗风压性能分级及检测方法 GB/T 7106-2008建筑外门窗保温性能分4传热系数102604级及检测方法 GB/T8484-20081露点102601中空玻璃 GB/T11944-2012 7.3建筑外门窗保温性能分2玻璃传热系数102601级及检测方法 GB/T8484-2008 附录 E1酸碱度100303土工试验方法标准GB/T50123-19992碳酸根100303土工试验方法标准GB/T50123-19993重碳酸根100303土工试验方法标准GB/T50123-19994氯根100303土工试验方法标准GB/T50123-19995钙离子100303土工试验方法标准GB/T50123-19996镁离子100303土工试验方法标准GB/T50123-19997硫酸根100303土工试验方法标准GB/T50123-19998钾离子100303土工试验方法标准GB/T50123-19999钠离子100303土工试验方法标准GB/T50123-199910易溶盐总量100303土工试验方法标准GB/T50123-19991甲醛释放量101003人造板及饰面人造板理只用:干燥器序号检测项目/参数领域对象序号名称代码13公共场所空气1甲醛浓度023903单桩竖向抗压承1103603载力14基桩2桩身完整性103603 15地基1地基承载力103603土体及支护结构1103701的侧向变形16基坑边坡土层锚杆(索)拉2103701拔力17建筑物1沉降变形1037011抗压强度10380618混凝土结构钢筋保护层厚度10380723内部缺陷1038024拉拔力103808 19空间网格结构 1几何尺寸104001检测标准(方法)名限制称及编号说明范围(含年号)GB/T17657-2013公共场所卫生检验方法只用:酚试剂第 2部分:化学污染物分光光度法GB/T 18204.2-2014建筑基桩检测技术规范JGJ 106-2014 4建筑基桩检测技术规范JGJ 106-2014 10建筑地基处理技术规范JGJ 79-2012附录A建筑地基基础设计规范GB 50007-2011附录C湿陷性黄土地区建筑规范 GB 50025-2004附录J只测:土体和建筑变形测量规范JGJ支护结构水8-2016 6平和竖向位移观测建筑基坑支护技术规程JGJ 120-2012 4建筑变形测量规范JGJ只测:建筑物8-2016沉降观测回弹法检测混凝土抗压强度技术规程JGJ/T23-2011超声回弹综合法检测混凝土强度技术规程CECS02: 2005混凝土结构工程施工质量验收规范GB50204-2015附录E超声法检测混凝土缺陷技术规程CECS 21:2000混凝土结构后锚固技术规程 JGJ 145-2013附录 A空间网格结构技术规程JGJ 7-2010 6检测项目/参数领域检测标准(方法)名限制序号称及编号说明对象序号名称代码范围(含年号)2支座高度104006空间网格结构技术规程JGJ 7-2010 63挠度104007空间网格结构技术规程JGJ 7-2010 3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测
检
1
1 及金属产品
金属材料
损
无
88.8918÷1.2990÷.1=4214÷3922=.0034=1÷15251371=8535.78.208÷023.2173c00÷1*m=29030.3922c=.1÷20m3=2÷120252.=3535=42314c)*523m240341*31.252=31*.1.535.*031342.*9205221.04.455=+213*05*2022.02.854850.3150.*+58c12*5m1*202+.050+0.014*85.20*051000+0+03/8T.+0÷+=55+1*011+010+91÷01454050*0010200+5+0+080+400*+4**1*1510.3910%*C%-*6+÷M(=*M=5÷50)*30*31(÷3110*5+**÷4*1m243.%71e=78%n0)8=8s.5=77.93c.6c0mmc.4*m1*31,0w199o.k2.m4c-cem.5mn2csp26m659*.0.34-50.60c5*pm.3c85m9,c05g.m.05i0rp-l.s.85p6/c50bcm0.om7py.c.6spm5c+mc;0m..7.cmk ; 1+1k+12+1+k2234=1c+m1++4+4+2
JB/ZQ6103
JB/T5000.15-98
汽轮机、汽轮发电机转子和主 轴锻件超声探伤方法 JB/T 1581-96
重型钢锻件超声波检测 ASTMA388M-03
1101 1101 1101 1101 1101
1101
1101
1101
1103 1101 1101 1101 1101 1101 1101 1101
法 YB/T 144-1998 钢管探伤对比试样人工缺陷尺
寸测量方法 YB/T 145-1998 钢管自动超声探伤系统综合性
能测试方法 YB/T 4082-2000
承压设备无损检测 JB/T 4730.3-2005
钢焊缝手工超声波探伤方法和 探伤结果分级
GB/T 11345-1989 钻铤
SY/T5144-2007 整体加重钻杆 SY5146-2006 大型锻钢件 超声波检测方法
管理手册
检测能力一览表
管理手册
检测能力一览表
附录8-1 第 2 页 共 13 页 第A版 第1次修订 颁布日期: 2010.3.5
序
产品/
项目/参数
领域代码
号
产品类别
序号 名称
检测标准(方法)名称 及编号(含年号)
限制范围 及说明
无
损
金属材料
1 及金属产品
1
检
测
1101 1101
钢锻件无损检测 第三部分: 铁素体或马氏体钢锻件的超声
ASTM E45-2005
DIN 50602-1985
优质钢非金属夹杂物显微检验
M法
及图谱
1) B2Ak+22+12=+15+c51mc+=5m=2c111++m+12+21+++2=12=2+1+2+1+2+2+22+32k+1+2
88.8918÷.12990.÷1=4214÷3922=.0034=1÷15251371=8.535.78208÷.0232173c0*0÷1=m920.30392.2c=1÷203m=2÷1202.52=3535=42314)c*5232m40341*.31252=3.*1.153.5*03134.2*920522..104455=+21*3*50202.2.0285.4850.13*50+5c8*125*12m0.2+050.+0*014.852*0051000+0+/038.T+0÷+=55*+1011+010+91÷0145405*00010200+5+0+080+40*04+***115.103910*-%*C%6(+÷*M==5M÷5)0*3*0(31÷3110**5*+*÷414.m2371e=%7)8n08%.=s8.5=77.93cc60.mc*m4*m13,101w9.9o.k24mc-.cem5nm2csp2665m*9..03-4.50c60*5.pc3m85,9cm0.5g.i50mr0l-.p.s85p/6c50bc.0om7m.yp.cs6pc5m+;c0m..m7.ckm; 1+1k+12+1+k2234=1c+m1++4+4+2
第三部分 第五部分
仅限第11章
锻轧钢棒超声波检验方法 GB/T 4162-2008
无缝钢管超声波探伤检验方法 GB/T 5777-2008
钢锻件超声波检验方法 GB/T 6402-2008
接触式超声斜射探伤方法 GB/T 11343-2008
锻钢冷轧工作辊超声波探伤方 法
GB/T 13315-1991 超声探伤信号幅度误差测量方
1) B2Ak+22+1=2+15+c51mc+=m5=21c11+m++12+2+1++=212=2+1+2+1+2+2+22+32k+1+2
序号 名称
限制范围 及说明
检测标准(方法)名称 及编号(含年号)
产品类别
号
领域代码
产品/
序
项目/参数
理化检测能力一览表
附录8-1 第 1 页 共 13 页 第A版 第1次修订 颁布日期: 2010.3.5
金属平均晶粒度测定方法
GB/T 6394-2002
2
金属平 均晶粒
0351.01 0352.01
金பைடு நூலகம்平均晶粒度测定法YB/T51 48-1993
度
0353.01
0354.01
ASTM E112-1996
测定金属平均晶粒度的标准方
法
比较法 比较法 比较法
高级优质H13钢压力模、铸造 退火组织及
钢的显 3 微组织 0351.08
评定
模的接受标准 NADCA#207-1990
钢的显微组织评定方法 GB/T13299-1991
带状偏析的 评定
5.3带状组织
5.4 魏氏组织
0351.08
金属显 0352.07
4
微组织 0353.07
金属显微组织检验方法 GB/T 13298-1991
波检测 EN10228-3:98 直径或边长大于约100mm锻件和 锻材的超声波检测
SEP1921
1101
YB.T036.10-92
金属材料 2 及金属产品
钢中非金属夹杂物含量的测定
—
A法
标准评级图显微检验法GB/T105
钢中非
金属夹
61-2005
1
杂物显 0351.04
钢中夹杂物显微评定
A法
微评定