丝锥的规格
丝锥标准螺距对照表【免费下载】
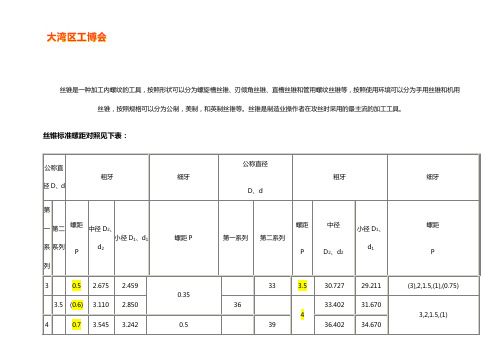
丝锥是一种加工内螺纹的工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。
丝锥是制造业操作者在攻丝时采用的最主流的加工工具。
丝锥标准螺距对照见下表:公称直径D、d 粗牙细牙公称直径D、d粗牙细牙第一系列第二系列螺距P中径D2、d2小径D1、d1螺距P 第一系列第二系列螺距P中径D2、d2小径D1、d1螺距P3 0.5 2.675 2.4590.3533 3.5 30.727 29.211 (3),2,1.5,(1),(0.75)3.5 (0.6) 3.110 2.850 364 33.402 31.6703,2,1.5,(1)4 0.7 3.545 3.242 0.5 39 36.402 34.6704.5 (0.75) 4.013 3.688 424.539.077 37.129(4),3,2,1.5,(1)5 0.8 4.480 4.134 45 42.077 40.1296 1.0 5.350 4.917 0.75,(0.5) 48 5 44.752 42.5878 1.25 7.188 6.647 1,0.75,(0.5) 52 5 48.752 46.587 (4),3,2,1.5,(1)11.5 9.026 8.376 1.25,1,0.75,(0.5) 56 5.5 52.428 50.0464,3,2,1.5,(1) 121.75 10.863 10.106 1.5,1.25,1,(0.75),0.560 (5.5) 56.428 54.04664660.103 57.50514 2 12.701 11.835 1.5,(1.25),1,(0.75),(0.5)68 64.103 61.5057246,4,3,2,1.5,(1)162.0 14.701 13.835 1.5,1,(0.75),(0.5) 7618 2.5 16.376 15.294 2,1.5,1,(0.75)80(0.5)2018.37617.2941.5,(0.75),(0.5)90856,4,3,2,(1.5)2220.37619.2942,1.5,1,(0.75)(0.5)1009524 322.05120.7522,1.5,1,(0.75)11010527 25.05123.752125115303.527.72726.211(3),2,1.5,(0.75)120注:1、优先选用第一系列,其次是第二系列,第三系列(表中未列出出)尽可能不用。
丝锥规格对照表
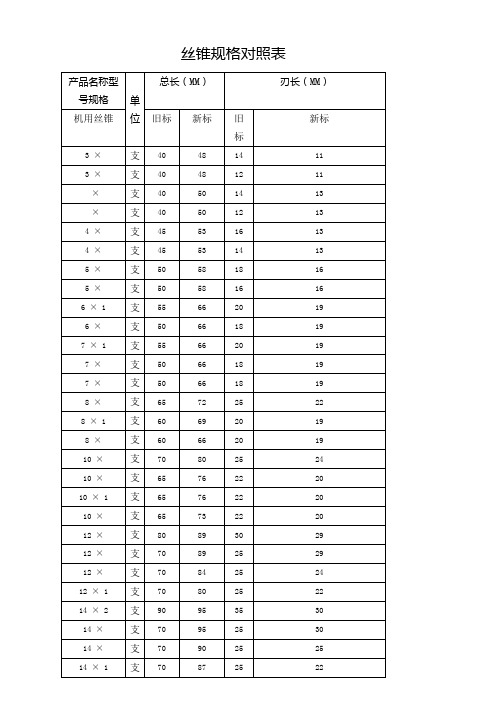
主要尺寸
产品规格名称型号
单位
主要尺寸
英制手用丝锥
总长mm
刃长mm
英制手用丝锥
总长mm
刃长mm
3/16"×24
付
9/16"×12
付
1/4"×20
付
5/8"×11
付
5/16"×18
付
3/4"×10
付
3/8"×16
付
7/8"×9
付
7/16"×14
付
1"×8
付
1/2"×14
付
刃长(mm)
手用丝锥
总长(mm)
刃长(mm)
3×
付
48
11
14×
付
95
30
3×
付
48
11
14×
付
90
25
×
付
50
13
14×1
付
87
22
×
付
50
13
16×2
付
102
32
4×
付
53
13
16×
付
102
32
4×
付
53
13
16×1
付
92
22
5×
付
58
16
18×
付
112
37
5×
付
58
16
18×2
付
112
37
6×1
付
76
20
22ห้องสมุดไป่ตู้1
付
109
丝锥螺距规格表【免费下载】

1, 国家标准普通螺纹螺距表螺纹规格牙距螺纹底孔直径M2 标准0.40 1.60细牙0.25 1.75M2.5 标准0.45 2.10细牙0.35 2.20M2.6 标准0.45 2.20细牙0.35 2.25M3 标准0.50 2.60 细牙0.35 2.70M3.5 标准0.60 3.00 细牙0.35 3.20M4 标准0.70 3.40 细牙0.50 3.60M5 标准0.80 4.20 细牙0.50 4.60M6 标准1.00 5.10 细牙0.75 5.30M8 标准1.25 6.80 细牙1 1.00 7.10细牙2 0.75 7.30M10 标准1.50 8.60 细牙1 1.25 8.90细牙2 1.00 9.10细牙3 0.75 9.30M12 标准1.75 10.40 细牙1 1.50 10.60细牙2 1.25 10.90细牙3 1.00 11.10M14 标准2.00 12.20细牙1 1.50 12.60细牙2 1.00 13.10M16 标准2.00 14.20细牙1 1.50 14.60细牙2 1.00 15.10M18 标准2.50 15.70细牙1 2.00 16.20细牙2 1.50 16.60细牙3 1.00 17.102, 各种螺纹的标准螺距及相关常用螺距M8标准螺纹螺距是1.25mm(粗牙)或1mm(细牙)。
螺距:在螺旋方向上测量的两个相邻螺纹之间的距离。
一般是指螺纹间距中直径线上两相邻齿之间两点间的轴向距离。
标准螺纹有公制和英制之分,因此同是M10的螺纹它的螺距也不相同。
航模、直升机航模中的螺距:指的是直升机的旋翼或固定翼的螺旋桨旋转一周360度,向上或向前行走的距离。
螺旋CT的问世产生了一个新的概念,螺距(pitch,P)。
对早期的单层螺旋,各厂家对此定义是统一的,即螺距=球管旋转360度的进床距离/准直宽度。
对于多层螺旋CT螺距的概念有点复杂,多层CT的一个准直宽度包含了多个相邻的图像。
标准丝锥规格表

标准丝锥规格表
标准丝锥规格表
丝锥是一种用于切割螺纹的工具,通常由高速钢、碳钢或合金钢制成。
以下是一些常见的标准丝锥规格:
1. 丝锥直径:从1mm到100mm,大多数丝锥直径为3mm至30mm。
2. 丝锥长度:通常为50mm至500mm。
3. 丝锥螺距:通常为0.5mm至6mm,常见的螺距为1mm、1.25mm、1.5mm、1.75mm、2mm、2.5mm、3mm、4mm和6mm。
4. 丝锥种类:常见的种类包括M型、MF型、BSP型、NPT型、BSW型等。
M型丝锥适用于公制螺纹,MF型丝锥适用于特殊精密螺纹。
BSP 型丝锥适用于英制螺纹,NPT型丝锥适用于美制螺纹,BSW型丝锥适用于英制粗牙螺纹。
5. 丝锥材料:高速钢、碳钢和合金钢等。
总之,选择适当的丝锥规格和材料将有助于提高螺纹切削的质量和效率。
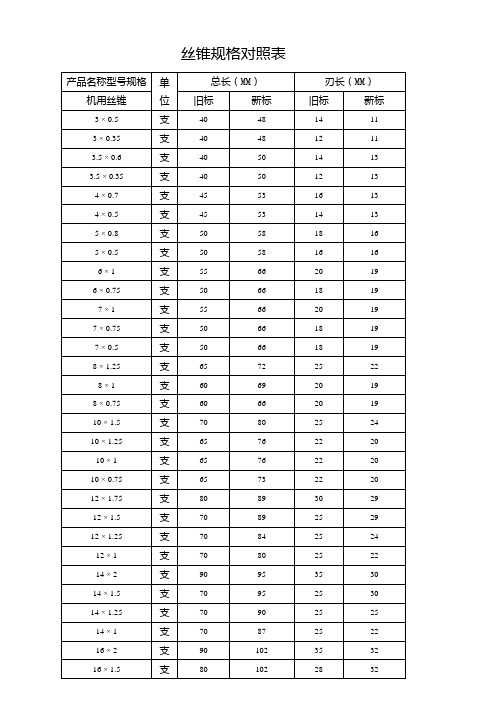
丝锥规格对照表
24
24 × 3
支
120
130
45
45
产品名称型号规格
单位
总长(MM)
刃长(MM)
机用丝锥
旧标
新标
旧标
新标
M24 × 2
支
95
120
32
35
24 × 1.5
支
95
120
32
35
24 × 1
支
95
114
32
24
27 × 3
支
120
135
45
45
27 × 2
支
95
127
32
37
27 × 1.5
支
95
付
84
24
20×1
付
114
24
12×1
付
80
22
27×3
付
135
45
14×2
付
95
30
27×1.5
付
127
37
27×2
付
127
37
27×1
付
120
25
产品规格名称型号
单位
主要尺寸
产品规格名称型号
单位
主要尺寸
英制手用丝锥
总长mm
刃长mm
英制手用丝锥
总长mm
刃长mm
3/16"×24
付
60.33
22.23
付
66
19
22×2.5
付
118
38
10×1.5
付
80
24
22×2
付
118
螺套丝锥规格
螺套丝锥规格
【原创实用版】
目录
1.螺套丝锥规格简介
2.螺套丝锥规格的分类
3.螺套丝锥规格的选择方法
4.螺套丝锥规格的应用领域
正文
一、螺套丝锥规格简介
螺套丝锥是一种用于加工螺纹的切削工具,它具有结构简单、使用方便、精度高等特点,广泛应用于各种螺纹加工场合。
螺套丝锥规格是指螺套丝锥的尺寸和参数,包括螺纹直径、螺距、刃部长度等,这些参数决定了螺套丝锥的加工能力和适用范围。
二、螺套丝锥规格的分类
根据螺纹直径和螺距的不同,螺套丝锥规格可分为以下几类:
1.公制螺纹丝锥:适用于加工公制螺纹,如 M6、M12、M16 等。
2.美制螺纹丝锥:适用于加工美制螺纹,如 1/4、3/8、1/2 等。
3.英制螺纹丝锥:适用于加工英制螺纹,如 BSP、BSPT 等。
4.模数螺纹丝锥:适用于加工模数螺纹,如 M10、M20 等。
三、螺套丝锥规格的选择方法
在选择螺套丝锥规格时,需要考虑以下几个因素:
1.被加工零件的材料和硬度:根据被加工零件的材料和硬度选择合适的螺套丝锥规格,以保证切削效果和刀具寿命。
2.螺纹加工精度要求:根据螺纹加工精度要求选择合适的螺套丝锥规格,以保证螺纹加工质量。
3.加工设备和工艺:根据加工设备和工艺选择合适的螺套丝锥规格,以保证刀具的稳定性和使用寿命。
四、螺套丝锥规格的应用领域
螺套丝锥规格广泛应用于各种螺纹加工场合,如汽车、摩托车、机床、工程机械、石油化工、航空航天等行业。
镀前丝锥标准
镀前丝锥标准
镀前丝锥是一种用于加工螺纹的工具,其标准包括以下几个方面:
1. 规格标准:镀前丝锥的规格需要遵循国际标准,包括尺寸、材质等方面。
常见的规格有M2-M12等。
2. 等级标准:根据加工精度和使用寿命等因素,镀前丝锥可分为不同等级的产品。
一般来说,等级越高的镀前丝锥,其加工效果和使用寿命就越好。
目前市场上常见的等级有A级、B级、C级和D级等。
3. 材质标准:镀前丝锥的材质应具备较高的硬度和韧性,能够快速切削钢材、铁材等金属材料。
一般采用高速钢或超硬合金等特殊材质。
4. 表面处理标准:镀前丝锥的刃面应采用特殊的热处理工艺,以保证丝锥的尺寸精度和表面质量。
同时,镀前丝锥表面通常会进行电镀处理,以提高其硬度和表面光洁度。
5. 加工精度标准:镀前丝锥的加工精度要求较高,需满足一定的公差范围。
具体要求根据实际使用需求而定。
6. 包装标准:镀前丝锥在包装时应采取防震、防潮等措施,以确保产品质量和运输安全。
总之,镀前丝锥的标准是多方面的,需要综合考虑规格、等级、材质、表面处理、加工精度和包装等方面的要求。
在选择和使用镀前丝锥时,需根据具体需求和情况选择符合标准的产品,以确保加工质量和效率。
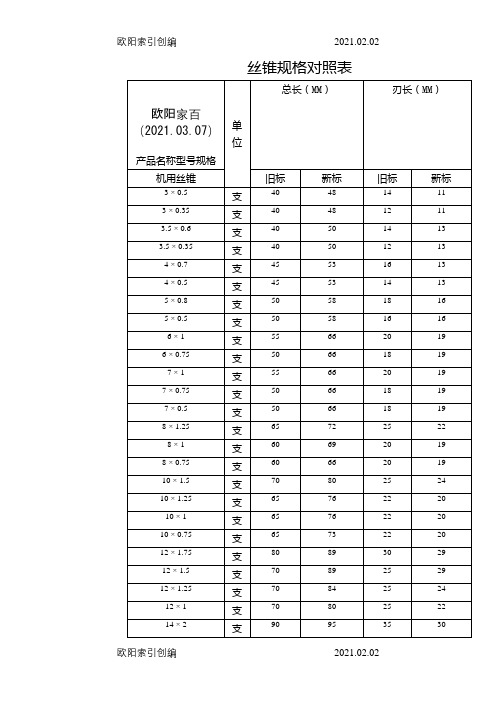
丝锥规格对照表之欧阳家百创编
付
60.33
22.23
9/16"×12
付
91.28
42.07
1/4"×20
付
63.5
25.4
5/8"×11
付
96.84
46.04
5/16"×18
付
69.06
28.58
3/4"×10
付
107.95
50.8
3/8"×16
付
74.61
31.75
7/8"×9
付
119.06
56.36
7/16"×14
22
14 × 2
支
90
95
35
30
14 × 1.5
支
70
95
25
30
14 × 1.25
支
70
90
25
25
14 × 1
支
70
87
25
22
16 × 2
支
90
102
35
32
16 × 1.5
支
80
102
28
32
16 × 1
支
80
92
28
22
18 × 2.5
支
100
112
40
37
18 × 2
支
90
112
32
37
支
45
53
14
13
5 × 0.8
支
50
58
18
16
5 × 0.5
支
50
58
丝锥
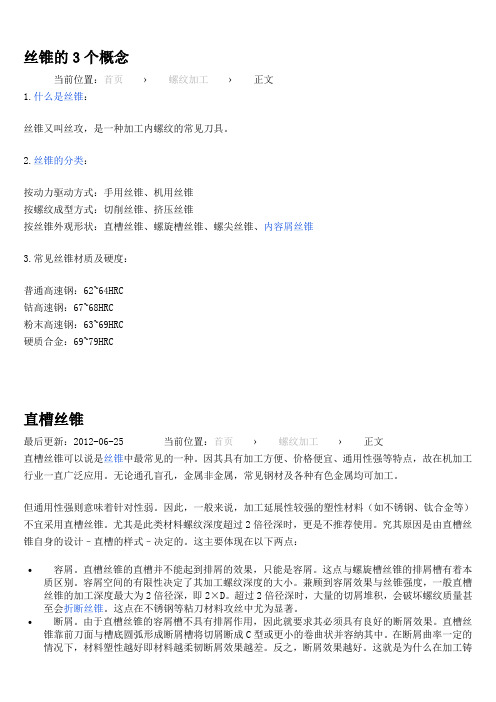
丝锥的3个概念当前位置:首页›螺纹加工›正文1.什么是丝锥:丝锥又叫丝攻,是一种加工内螺纹的常见刀具。
2.丝锥的分类:按动力驱动方式:手用丝锥、机用丝锥按螺纹成型方式:切削丝锥、挤压丝锥按丝锥外观形状:直槽丝锥、螺旋槽丝锥、螺尖丝锥、内容屑丝锥3.常见丝锥材质及硬度:普通高速钢:62~64HRC钴高速钢:67~68HRC粉末高速钢:63~69HRC硬质合金:69~79HRC直槽丝锥最后更新:2012-06-25 当前位置:首页›螺纹加工›正文直槽丝锥可以说是丝锥中最常见的一种。
因其具有加工方便、价格便宜、通用性强等特点,故在机加工行业一直广泛应用。
无论通孔盲孔,金属非金属,常见钢材及各种有色金属均可加工。
但通用性强则意味着针对性弱。
因此,一般来说,加工延展性较强的塑性材料(如不锈钢、钛合金等)不宜采用直槽丝锥。
尤其是此类材料螺纹深度超过2倍径深时,更是不推荐使用。
究其原因是由直槽丝锥自身的设计–直槽的样式–决定的。
这主要体现在以下两点:∙容屑。
直槽丝锥的直槽并不能起到排屑的效果,只能是容屑。
这点与螺旋槽丝锥的排屑槽有着本质区别。
容屑空间的有限性决定了其加工螺纹深度的大小。
兼顾到容屑效果与丝锥强度,一般直槽丝锥的加工深度最大为2倍径深,即2×D。
超过2倍径深时,大量的切屑堆积,会破坏螺纹质量甚至会折断丝锥。
这点在不锈钢等粘刀材料攻丝中尤为显著。
∙断屑。
由于直槽丝锥的容屑槽不具有排屑作用,因此就要求其必须具有良好的断屑效果。
直槽丝锥靠前刀面与槽底圆弧形成断屑槽将切屑断成C型或更小的卷曲状并容纳其中。
在断屑曲率一定的情况下,材料塑性越好即材料越柔韧断屑效果越差。
反之,断屑效果越好。
这就是为什么在加工铸铁时选用直槽丝锥而加工不锈钢时宜用螺旋槽丝锥的主要原因。
当然,这其中还涉及到加工的需要、材料的具体性能以及螺旋槽丝锥的设计特点。
这点会在介绍螺旋槽丝锥时具体说明。
螺尖丝锥? 有哪些优点和用途?最后更新:2017-01-06 当前位置:首页›螺纹加工›正文螺尖丝锥又叫先端丝锥,是德国NORIS公司众多丝锥专利之一。
螺套丝锥规格

螺套丝锥规格
摘要:
1.螺套丝锥的定义和用途
2.螺套丝锥的规格分类
3.螺套丝锥的选择与使用
4.螺套丝锥的维护与存放
正文:
螺套丝锥是一种用于加工螺纹的工具,主要用于将丝锥螺纹安装到工件上。
螺套丝锥规格繁多,可以满足不同工件和加工需求。
一、螺套丝锥的规格分类
螺套丝锥的规格主要根据螺纹的尺寸和形状来划分。
以下是一些常见的规格:
1.按螺纹尺寸划分:如M2、M3、M4 等,数字表示螺纹的直径。
2.按螺纹形状划分:如三角螺纹、圆锥螺纹、矩形螺纹等。
二、螺套丝锥的选择与使用
在选择螺套丝锥时,应根据工件的材料、螺纹尺寸和形状来挑选合适的工具。
此外,还需注意以下几点:
1.选择合适的丝锥材质:如高速钢、硬质合金等,以满足不同加工需求。
2.确保丝锥的锋利度:锋利的丝锥能提高加工效率,减少螺纹损坏。
3.合理使用润滑剂:使用润滑剂能降低摩擦,保护丝锥和螺纹。
在使用螺套丝锥时,应将丝锥插入工件的螺纹孔中,并按照螺纹的走向进
行旋转。
在加工过程中,应注意丝锥与工件的配合,避免过紧或过松。
三、螺套丝锥的维护与存放
为了保证螺套丝锥的使用寿命和加工效果,需要定期对其进行维护和存放。
以下是一些建议:
1.定期检查丝锥的锋利度和磨损情况,及时更换磨损严重的丝锥。
2.使用后,将丝锥擦拭干净,并涂抹适量的润滑剂,以防锈蚀。
3.存放时,避免阳光直射和潮湿环境,可使用防锈油或干燥剂进行防锈处理。
总之,了解螺套丝锥的规格和正确使用方法,有助于提高加工效率和螺纹质量。
镀层螺纹专用丝锥型号

镀层螺纹专用丝锥是一种专门用于攻丝的工具,其型号和规格通常根据不同的螺纹规格和材料而有所不同。
在一般情况下,镀层螺纹专用丝锥的型号取决于螺纹规格和镀层的材料。
以M8镀层螺纹为例,常用的丝锥型号有以下几种:1. 用直径为2的粗牙螺丝攻M8螺纹,建议使用切削丝锥或直槽丝锥。
这种丝锥通常用于攻削钢、不锈钢、铜等金属材料。
直径为2的螺丝攻不仅适用的螺纹直径较小,而且攻丝过程中产生的切屑容易排出,不容易在丝锥上积聚,从而延长丝锥的使用寿命。
2. 用直径为3的细牙螺丝攻M8螺纹,建议使用挤压丝锥。
这种丝锥适用于钢、不锈钢等塑性材料,特别是铝、铜等易切削材料。
使用挤压丝锥攻M8螺纹时,由于其螺旋槽可以增大攻螺纹时的接触面积,减小切削力和扭矩,因此可以减少切屑的数量和粘着。
如果需要攻M8镀层螺纹,需要选择专门针对镀层材料设计的丝锥。
例如,如果镀层材料是锌,那么需要使用针对锌合金材料设计的镀层丝锥。
这种丝锥通常经过特殊处理,可以更好地切削镀层表面,提高攻螺纹的效率和质量。
综上所述,在攻M8镀层螺纹时,需要选择针对具体镀层材料设计的丝锥,如针对锌合金材料设计的镀层丝锥。
使用这种丝锥可以更有效地攻螺纹,提高工作效率和质量。
在选择合适的丝锥型号时,还需要考虑一些其他因素,如工作环境的温度、攻螺纹的深度、攻螺纹时的切削液等。
这些因素可能会影响攻螺纹的效果和丝锥的使用寿命。
因此,在选择丝锥时需要根据具体情况进行综合考虑。
此外,攻M8镀层螺纹时还需要注意一些特殊事项。
例如,由于镀层材料的硬度通常较高,因此需要选择合适的切削速度和进给量,避免损伤丝锥刃口。
同时,还需要定期检查丝锥的磨损情况,及时更换丝锥以保证攻螺纹的质量和效率。
总之,选择合适的镀层螺纹专用丝锥对于攻M8镀层螺纹非常重要,需要根据具体情况进行综合考虑,包括螺纹规格、镀层材料、工作环境等因素。
正确使用丝锥并注意维护保养可以延长丝锥的使用寿命,提高攻螺纹的效率和质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称型号规格
单位
主要尺寸
产品名称型号规格
单位
主要尺寸
手用丝锥
总长(mm)
刃长(mm)
手用丝锥
总长(mm)
刃长(mm)
3×0.5
付
48
11
14×1.15
付
95
30
3×0.35
付
48
11
14×1.25
付
90
25
3.5×0.6
付
50
13
14×1
付
87
22
3.5×0.35
付
50
13
16×2
付
102
32
4×0.7
付
53
13
16×1.5
付
102
32
4×0.5
付
53
13
16×1
付
92
22
5×0.8
付
58
16
18×2.5
付
112
37
5×0.5
付
58
16
18×2
付
112
37
6×1
付
66
19
18×1.5
付
104
29
6×0.75
付
66
19
18×1
付
97
22
7×1
付
66
19
20×2.5
付
112
37
7×0.75
50.8
3/8"×16
付
74.61
31.75
7/8"×9
付
119.06
56.36
7/16"×14
付
80.17
36.5
1"×8
付
130.18
63.5
1/2"×14
付
85.73
42.07
普达刃具制造有限公司◆版权所有
Email:quarktools@
电话:+86-576-86960827传真:+86-576-86960907
塑性材料用直径减去螺距。脆性材料直径减去1.1*螺距
m3的用2.5
m4的用3.2
m5的用4.2
m6的用5
m8*1的用7
m8*1.25的用6.8
m10*1的用9
m10*1.25的用8.8
m10*1.5的用8.5
单位
主要尺寸
产品规格名称型号
单位
主要尺寸
英制手用丝锥
总长mm
刃长mm
英制手用丝锥
总长mm
刃长mm
3/16"×24
付
60.33
22.23
9/16"×12
付
91.28
42.07
1/4"×20
付
63.5
25.4
5/8"×1134;×18
付
69.06
28.58
3/4"×10
付
107.95
付
73
20
24×3
付
130
45
12×1.75
付
89
29
24×1.5
付
120
35
12×1.5
付
89
20
24×2
付
120
35
12×1.25
付
84
24
20×1
付
114
24
12×1
付
80
22
27×3
付
135
45
14×2
付
95
30
27×1.5
付
127
37
27×2
付
127
37
27×1
付
120
25
产品规格名称型号
付
66
19
20×2
付
112
37
8×1.25
付
72
22
20×1.5
付
104
29
8×1
付
69
19
20×1
付
102
22
8×0.75
付
66
19
22×2.5
付
118
38
10×1.5
付
80
24
22×2
付
118
36
10×1.25
付
76
20
22×1.5
付
113
33
10×1
付
76
20
22×1
付
109
24
10×0.75