板式家具生产流程图
家具生产实用工艺流程图
家具生产实用工艺流程图家具生产工艺流程我国家具生产工艺的发展 70年代是传统工艺手工作坊; 80年代是工艺技术改革期,从手工作坊过度到机械化大批量生产期;90年代是工艺技术发展期,市场品牌竞争日益激烈;21世纪是设计、工艺、服务及如何满足个性化需求;家具生产工艺分类家具生产工艺按产品不同可分为:实木家具生产工艺;板式家具生产工艺;金属家具生产工艺;软体家具生产工艺;其他(玻璃、石材等)家具生产工艺。
生产过程与工艺过程凡是与将原材料制成产品相关的过程的总和,也就是从生产准备工作开始,直到把产品生产出来为止的全部过程,称为生产过程。
通过各种加工设备改变原材料的形状、尺寸或物理性质,将原材料加工成符合技术要求的产品时,所进行的一系列工作的总和称为工艺过程。
工艺过程是生产过程中的基本生产部分。
工艺过程的构成根据加工特或加工目的的不同,家具生产工艺过程又分为若干工段。
板式家具生产工艺包括三个工段:机械加工工段;油漆加工工段;包装加工工段。
工段与工序工艺过程各工段又都是由若干个工序组成的。
一个(或一组)工人在一个工作位置上对一个或几个工件连续完成的工艺过程的某一部分操作称为工序。
工序是工艺过程的基本组成部分。
一、机加工工艺机加工工段包含以下工序:贴面(裁料、拼缝、拼花、过胶、热压) 开料(电子锯、裁板锯、推台锯、排锯) 冷压(拼架、过胶、组胚、冷压) 裁边(推台锯、双头锯) 封边(直封边、曲封边、异型封边、包边) 钻孔(六排钻、三排钻、单排钻、台钻、手电钻) 实木/异型加工(推台锯、带锯、立铣、花槽机、开槽锯、平刨、压刨、砂光、锣机) 二、油漆加工工艺油漆工段包含以下工序:补灰砂磨(白坯) 喷底漆干砂(漆膜) 执色喷面漆修边(抛光) 三、包装加工工艺包装工段包含以下工序:修边(修边、打磨、清洁、拖色) 安装(预埋件、装饰件、五金配件、商标) 组装(局部组装、成品组装 ) 试装(备料、组装、调试检查、拆装) 备料(板件备料、配件备料) 包装(备料、点数、叠放、保护、封箱) 运输十件叠放法什么是“十件叠放法”十件叠放法的分类:前后错位法;左右错位法;前后左右错位法。
家具加工工艺流程图-A0
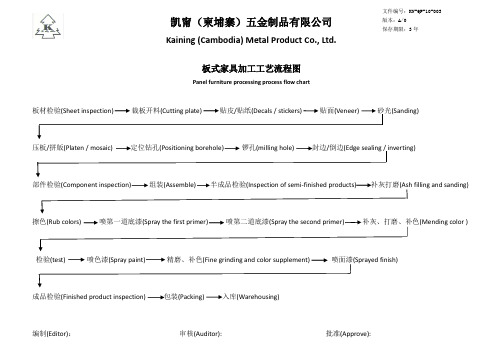
凯甯(柬埔寨)五金制品有限公司Kaining (Cambodia) Metal Product Co., Ltd.板式家具加工工艺流程图Panel furniture processing process flow chart板材检验(Sheet inspection) 裁板开料(Cutting plate) 贴皮/贴纸(Decals / stickers) 贴面(Veneer) 砂光(Sanding)压板/拼版(Platen / mosaic) 定位钻孔(Positioning borehole) 锣孔(milling hole) 封边/倒边(Edge sealing / inverting)(Component inspection) (Assemble) (Inspection of semi-finished products) 补灰打磨(Spray the first primer) (Spray the second primer) (Mending color )检验(test) 喷色漆(Spray paint) 精磨、补色(Fine grinding and color supplement) 喷面漆(Sprayed finish)成品检验(Finished product inspection) 包装(Packing) 入库(Warehousing)编制(Editor): 审核(Auditor): 批准(Approve):文件编号:KN-QP-10-003版本:A/0 保存期限:3年凯甯(柬埔寨)五金制品有限公司Kaining (Cambodia) Metal Product Co., Ltd.家具五金配件加工工艺流程图Furniture hardware parts processing process flow chart线材加工(Wire rod processing):线材下料(Wire blanking) → 抽线(iron wire) → 成型处理(Molding treatment) → 焊接(welding) → 打磨(Polish) → 喷涂(Spray) → 组装(Assemble) → 包装(Packing )→ 封箱入库(Sealed in storage)管材加工(Pipe processing):管件下料(Pipe blanking) → 切管(Pipe cutting) → 成型处理(Molding treatment) → 焊接(welding) → 打磨(Polish) →喷涂(Spray) → 组装(Assemble) → 包装(Packing )→ 封箱入库(Sealed in storage)板材加工(Sheet metal processing):板材下料(Metal plate cutting) → 裁板(Cutting board) → 成型处理(Molding treatment) → 焊接(welding) → 打磨(Polish) → 喷涂(Spray) → 组装(Assemble) → 包装(Packing )→ 封箱入库(Sealed in storage)编制(Editor): 审核(Auditor): 批准(Approve):文件编号:KN-QP-10-003版本:A/0 保存期限:3年。
家具生产工艺流程PPT幻灯片课件

1
• 一、实木备料 • 二、板材备料 • 三、雕刻 • 四、组立 • 五、白坯砂光 • 六、油漆 • 七、布艺 • 八、包装
2
3
东北桦
4
黄杨
5
榉木
6
白栓
7
菠萝格
8
楸木
9
2.修边
10
3.刨光:1.双面刨光
11
12
13
14
7.精剪.
15
8.钻孔
16
17
18
40
5.曲压 / 冷压
41
42
6.封边,(自动 ,手动,手封)
43
7.排孔
44
砂光(三角砂,平砂)
45
46
1.1雕刻
47
48
49
• 门五金 • 不锈钢 • 藤样 • 贝母 • 椰壳
常规配料
50
锁芯
51
防盗扣
52
猫眼
53
合页
54
十字暗铰
55
门铰
56
移门门锁
57
导轨
58
6.白身成品
74
白身柜子
75
白身椅子
76
白身沙发
77
白身
78
白身
79
五、油漆工艺流程步骤
• 1、产品白身 • 2、准备第一遍底漆 • 3、第一遍底漆 • 4、第一遍砂磨 • 5、第二遍底漆 • 6、第二遍检补 • 7、第二遍面漆 • 8、第二遍修色 • 9、贴银箔 • 10、画银油-成品
19
• 1、板材开料(压料) • 2、板材冷压 • 3、木皮裁切 • 4、木皮拼缝 • 5、木皮热压 • 6、清边 • 7、封边 • 8、排钻 • 9、CNC加工
板式家具生产工艺流程图.doc
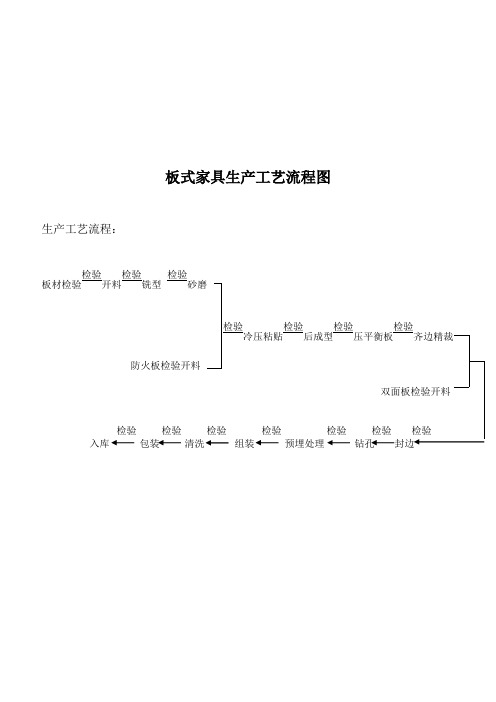
板式家具生产工艺流程图生产工艺流程:板材检验检验开料检验铣型检验砂磨冷压粘贴检验后成型检验压平衡板检验齐边精裁防火板检验开料检验检验检验检验检验检验入库包装清洗组装预埋处理钻孔浅析板式家具生产工艺核心提示:未来几年内国内板式家具厂将出现两种主要生产局面:一是集团化企业的规模化生产,企业投资一次到位,生产设备先进,市场占有率高,资金雄厚,这些企业生产是大而全,工艺流程也将更错综复杂;另一种就是一些中小企业为了生存或是依附于大企业或是自己联合起来增强竞争力,形成一种联合的生产局面,生产工艺流程将会更细化,会出现工序生产企业,如开料就可以单独立厂,将各联合企业的板料统一加工,再如有些厂去做油漆或某个产品零部件,以提高生产设备的利用率。
无论是前者还是后者,要求产品的工艺流程设计都要越来越清楚,越来越完善,达到高度的协调统一,这样才能配合运作。
再有就是计算机同局域网的普及和应用,工艺流程现场管理将实行无工艺文件管理,全部采用条码管理,生产管理将会更方便、更快捷、更准确。
国内板式家具的发展历程:所谓板式家具,是指以人造板为基本材料,配以各种贴纸或者木皮,经封边、喷漆修饰而制成的家具。
同实木家具相比其主要有两点特征:一是不易变形,可拆卸安装,方便运输和仓储,可以说板式家具的外观设计变化更多,更具个性。
二是节约木材资源,提高木材利用率。
这两点是板式家具在当今市场上迅猛发展的主要因素。
国内板式家具的发展主要是从上个世纪八十年代末九十年代初开始经历了一个从无到有、从幼稚到成熟的发展历程。
板式家具至今近二十年的发展道路上主要经历了两个主要发展阶段。
一是九五年前后中国板式家具的第一次发展,当时分南北两派。
北方企业以天坛、光明、华鹤等一批优秀的国营企业为代表,产品主要走日式风格,多是板式同实木结合;南方主要是一些港资企业,如:恒益、迪信、富运、伟安等,产品风格主要是欧式现代款式。
当时的企业无论是从南到北其板式生产设备、主要原材料、五金配件都要依赖进口,在第一次发展浪潮中一些经营不善的企业,如恒益、爱富兰等虽然在企业硬件设施,如生产设备等有所加强,但在市场营销、产品开发、生产管理等一些软件上没能及时跟上最后被无情淘汰出局。
家具生产流程PPT课件
3.装配
装配流程
零配件——组装——喷漆(抽斗部分的底漆等)——手砂 光——破坏处理(部分产品的仿古处理)——检修——成品 。 桌,椅和床的大部分流程是相同的。喷漆只是相对于抽斗, 因为如果抽斗在与柜类组装后,油漆线上再对抽斗进行处理 会比较困难,所以在未组装前进行喷漆处理,提高效率。
22
餐椅组装与检查
生产流程
配料 机加工 装配 油漆 包装
1
配料
配料主要流程:
• 实木木料 进料-定长-修边-拼板-四面刨
(注:进料时,一部分木料为规格料,这部分木料可以省去拼板环节直接到 四面刨;而定长过程中余下来的木料可以通过加工成为指接木;指接木是由 木料与木料之间通过8085白乳胶以指型胶合而成。)
8
人造板种类与规格
9
薄片材种的认识
漩涡黄金花薄片(swirl cerejeira veneer) 黄金花薄片(cerejeira veneer) 直纹闪斑莫桑比克(mozambique veneer-quarter cut) 月桂树瘤(LBC) 樱桃木(cherry veneer) 普通桃花心木薄片(mahogany figure veneer) 楸木排骨(waknut crotch) 莫桑比克(Mozam Bique) 柞木(OAK veneer) 欧克玛(okoume veneer) Mappa burl veneer 漩涡桃花芯木(swirl mahogany veneer) (注:由于薄片种类繁多,不一一列举,以上为主要薄片材种。)
30
• 烘干一个半小时
• 打水砂 手砂 砂纸密度600 • 机砂+手砂 砂纸密度320 • 漏白 吹灰 • 十四号喷漆台 修色 • 十五号喷漆台 Lacquer • 十六号喷漆台 Lacquer • 品质检验 修补 检查 • 抛光(打腊)
版板式家具生产工艺流程
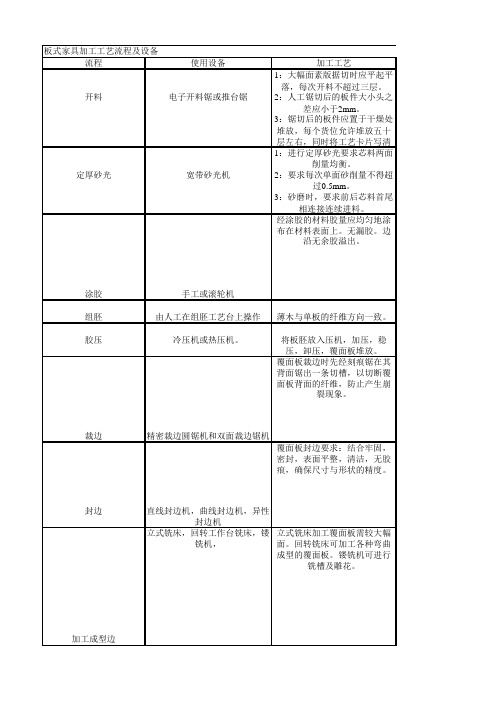
流程使用设备加工工艺
1:大幅面素版据切时应平起平
落,每次开料不超过三层。
开料电子开料锯或推台锯2:人工锯切后的板件大小头之
差应小于2mm。
3:锯切后的板件应置于干燥处
堆放,每个货位允许堆放五十
层左右,同时将工艺卡片写清
1:进行定厚砂光要求芯料两面
削量均衡。
定厚砂光宽带砂光机2:要求每次单面砂削量不得超
过0.5mm。
3:砂磨时,要求前后芯料首尾
相连接连续进料。
涂胶手工或滚轮机
组胚由人工在组胚工艺台上操作薄木与单板的纤维方向一致。
胶压冷压机或热压机。
将板胚放入压机,加压,稳
压,卸压,覆面板堆放。
裁边精密裁边圆锯机和双面裁边锯机
封边直线封边机,曲线封边机,异性
封边机
加工成型边立式铣床,回转工作台铣床,镂
铣机,
立式铣床加工覆面板需较大幅
面。
回转铣床可加工各种弯曲
成型的覆面板。
镂铣机可进行
铣槽及雕花。
板式家具加工工艺流程及设备
经涂胶的材料胶量应均匀地涂
布在材料表面上。
无漏胶。
边
沿无余胶溢出。
覆面板裁边时先经刻痕锯在其
背面锯出一条切槽,以切断覆
面板背面的纤维,防止产生崩
裂现象。
覆面板封边要求:结合牢固,
密封,表面平整,清洁,无胶
痕,确保尺寸与形状的精度。
加工装配孔多轴排钻表面修整32毫米排钻机。
卧式砂光机,立式砂光机对于覆面材料进行休整处理以
提高光洁度。
设备图片。
《板式家具工艺介绍》PPT课件
• 加厚板工艺流程:涂胶→组胚→冷压 • 空芯板工艺流程:拼架→调胶→备蜂窝纸→涂胶
→组胚→冷压 • 异形件工艺流程:开骨料→涂胶→组胚→冷压 • 使用设备:两辊涂胶机、冷压机、蜂窝纸拉伸机 • 加工标准:拼合后的零部件要牢固、平整,无明
胶合板
• 采用优质单板,严格按照对称垂直的 工艺要求,组拼后覆以桦木、桃花心 木等面、背板热压而成。该产品表面 细腻光洁、不开胶、结构匀称、强度 高,是室内装饰、家具制作、二次加 工理想的基础材料。
1.2、装 饰 板
• 1.2.1、华丽板 • 1.2.2、聚酯板 • 1.2.3、三聚氰胺板
华丽板
1.1、素 板
• 1.1.1、中密度纤维板 • 1.1.2、刨花板 • 1.1.3、胶合板
中密度纤维板
• 简称中纤板(MDF),是以木纤维为主要材料,通过纤维 分离、成型、干燥、高压等工序制成的板材。根据密度可
分为:80型、70型和60型,即密度分别为:800kg/m3,
700kg/m3,600kg/m3, 我 们 通 常 采 用 的 是 7 0 型 , 密 度 在
• 优点:减少后续加工工序,缩短产品加工周期
三聚氰胺板
• 以中纤板或刨花板等为基材,在300T/m2的高压及200℃高 温下,表面贴覆三聚氰胺浸渍纸而成的一种饰面板材。
• 三聚氰胺纸表面印刷有木材纹理或其他图案,用于装饰板 材表面。使用水性油墨印刷,图案清晰、亮丽、不褪色, 而且环保。克重为70g/m2~100g/m2。
板式家具工艺介绍
内
ቤተ መጻሕፍቲ ባይዱ
容
• 1、家具用材知识
• 2、生产工艺流程
生产工艺流程图
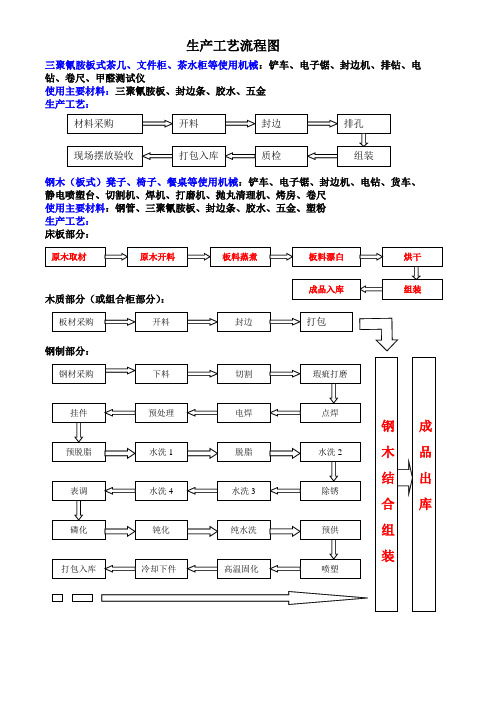
生产工艺流程图三聚氰胺板式茶几、文件柜、茶水柜等使用机械:铲车、电子锯、封边机、排钻、电钻、卷尺、甲醛测试仪使用主要材料:三聚氰胺板、封边条、胶水、五金 生产工艺:钢木(板式)凳子、椅子、餐桌等使用机械:铲车、电子锯、封边机、电钻、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺 使用主要材料:钢管、三聚氰胺板、封边条、胶水、五金、塑粉 生产工艺: 床板部分:钢制部分:钢木(曲木)椅子等使用机械:铲车、裁板机、模具、热压机、切片机、打磨机、砂纸、货车、静电喷塑台、切割机、焊机、打磨机、抛丸清理机、烤房、卷尺、甲醛测试仪使用主要材料:钢管、曲木板、封边条、胶水、五金、塑粉 生产工艺: 木质部分:原木、开料、烘干、切片、开模、定型、热压、裁板、打磨、油漆处理钢制部分:油漆家具(茶几、会议桌、班台、文件柜等油漆家具)使用机械:电子开料锯、裁刀、电熨斗、螺旋机、冷压机、打磨机、电钻、UV设备、码钉枪、砂光机、卷尺、空气压缩机、喷枪、甲醛测试仪使用主要材料:密度板、胶水、胡桃木皮、码钉、五金件生产工艺:油漆家具(纯实木餐桌、床)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、UV设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪使用主要材料:原木、胶水、码钉、五金件生产工艺:油漆家具(带榫头的椅子、床、沙发类型)使用机械:拼板机、铣床、刨木机、电锯、电子开料锯、干燥机、螺旋机、手工刨、四面刨、冷压机、打磨机、电钻、UV设备、码钉枪、砂光机、数控圆盘锯、开榫机、雕刻机、卷尺、排钻、仿形车床、空气压缩机、喷枪、甲醛测试仪使用主要材料:原木、胶水、码钉、五金件生产工艺:床垫使用机械:弹簧机、衍缝机、粘胶机、缝纫机床、打包机床、绣花机使用主要材料:弹簧、椰棕、面料生产工艺:简略说明转椅使用机械。