国内中厚板生产线共有的薄弱环节及今后的改造方向
中厚板产能提升分析及改进措施

中厚板产能提升分析目标:日轧制量达到5000t/日,月均日产稳定在4500t/日以上;月轧制量13.5万吨/月,月商品量大于12万吨。
一、生产能力1、产品结构2、加热轧制能力3、实际生产水平4、产能提升目标二、问题分析中厚板年修及工程技改技措项目投产后,通过中间冷却和轧线自动化系统优化,单块钢的轧制节奏由原来的19.3块/小时提升至23.8块/小时,达到国内平均水平22~24块/小时。
轧机能力略大于加热炉能力,已具备品种钢大于4500吨/天和日产5000吨能力。
影响日产量的因素:板坯单重、轧制节奏、作业率,主要是轧制节奏,关键是轧制计划的集批生产。
1、板坯单重:受坯型限制及品种钢占比增加,板坯单重减小。
1)普板单重较正常水平10.5t/块减小1吨,主要是中厚板产量大于4#铸机产能,普板改用1#和3#铸机补充250*1490坯型,2月份共轧制2万吨;2)风电钢机型增大,钢板厚度、宽度及单件重增加,受坯型限制,在组板设计时可增加的倍尺数量减少,2月份板坯单重小于8.5吨的品种钢共轧制1万吨。
2、轧制节奏:实际轧制节奏小于加热炉和轧机能力。
1)轧制计划未做到集批生产,三炉品种规格不匹配,块与块的间隙时间增加20~30秒,加热轧制节奏降低10%:炼钢未按炉按状态倒运,中厚板P01库堆放混乱,日计划审核把关不严,板坯质量缺陷及改判率;2)轧制模型及生产操作:轧机负荷分配,轧制操作方式,操作工技能水平,设备状态及运行稳定性。
3、作业率:日历作业率和有效作业率偏低。
1)检修模型:每月定修两大两小,16+8+12+8=48小时,国内平均水平每月2次共24小时,多两次共24小时;设备状态不稳定,检修力量不足,影响检修质量和设备状态,被迫以时间换空间。
2)精轧换辊频次:平均换辊吨位5200吨,每月22次,低于目标值1.5天一换,主要影响因素是品种钢宽板占比高和轧制计划未集批生产。
3)故障热停频次:热停频次2.7次/天,最好水平及国内平均1.5次/天,点检质量、生产操作、设备状态、定修质量等影响生产设备运行稳定性。
中厚板成材率的影响因素与改进措施

中厚板成材率的影响因素与改进措施赵 岩(河北钢铁集团邯钢公司 河北邯郸 056015)摘 要:中厚板成材率的影响因素包括品种规格结构、氧化烧损量、板型控制、钢板厚度负偏差控制、剪切量以及废品率等,在定量分析各因素对成材率影响量的基础上,提出了提高成材率的具体方法。
通过优化板坯加热过程、合理使用AGC厚度控制系统以及平面形状控制系统对厚度和板型进行控制、优化剪切余量控制等一系列措施,邯钢中板厂的中厚板成材率得到稳步提高。
关键词:中厚板;成材率;负差;改进措施INFLUENCING FACTORS AND IMPROVING MEASURES OF MEDIUM AND HEAVY STEEL PLATEZhao Yan(Handan Iron and Steel Group Company Limited of HBIS, Handan 056015,China)Abstract:The influencing factors of the yield of medium thick plate include the variety and specification structure, the amount of oxidized burning, the control of plate shape, the negative deviation control of plate thickness, the shear amount and the rejection rate, etc. On the basis of the quantitative analysis of the influence of each factor on the yield, the specific methods to improve the yield of medium thick plate were put forward. Through optimizing slab heating process, using AGC thickness control system and plane shape control system to control thickness and plate shape, optimizing shear margin control and a series of measures, the yield of medium thick plate in Hangang Middle Plate Plant has been improved steadily.Key words:media and heavy plate;yield rate;negative deviation;improving measures0 前言板材成材率是反映中厚板厂设备水平、人员操作水平和综合管理水平的重要指标。
中厚板剪切质量与改进措施
中厚板剪切质量与改进措施摘要:针对中厚板剪切中的常见问题,通过对剪切线工艺设备的分析,发现影响钢板剪切质量的主要问题是缺乏快速调整圆盘剪刀片间隙的措施,圆盘剪刀架变形导致剪刃不平行剪刃间隙忽大忽小,剪切中钢板输送严重偏差导致剪切钢板跑偏,及火焰切割的割伤。
通过圆盘剪剪刃间隙补偿系统的设计、剪刃刀架测量修磨、夹送辊工艺参数的优化等措施,提高了剪刃间隙的设定速度,保证了刀架的平行度,解决了剪切过程中钢板的跑偏问题。
通过改进半自动切割小车,也大大提高了火切切割的稳定性和质量。
关键词:中厚板;剪切质量;剪刃间隙补偿系统;刀架平行度引言中厚板的剪切是中厚板生产过程中精整工序的重要一环,轧制后的钢板需根据用户的要求完成成品剪切或切割后才能作为最终产品交给用户,同时根据产品标准及用户的要求,在钢板的指定位置上切下一定长度的钢板,用于后续的质量检验。
钢板的切割根据布置形式可分为在线切割和离线切割两种方式。
在线切割方式根据钢板的剪切位置可分为切头、定尺、双边等多种形式。
离线切割方式在中厚板车间内一般采用火焰切割。
在我们厂中厚板生产线厚度小于25mm的钢板宽度定尺剪切采用圆盘剪剪切,厚度大于25mm的钢板采用火焰切割机切割。
剪切质量缺陷会增加生产成本,影响订单完成速度,最终影响用户利用率。
生产线投产以来,通过优化轧制工艺和设备改造,实现了尺寸检测精度高、形状好、性能稳定,产品质量不断提高,一次检测合格率可达98%以上。
中厚板产品的质量缺陷对钢板成品的影响主要有三个方面,超过标准的缺陷钢板必须更改规格或判为废品;剪切缺陷必须离线解决,这增加了运输和劳动力成本;产品外观质量差,降低了客户满意度和美誉度,影响了市场份额的扩大。
因此,有必要控制和改善影响中厚板剪切质量的主要因素,提高剪切质量,进一步提高客户满意度,为提高产品竞争力打下基础,为中厚板产品开拓市场提供保障。
1 设计剪刃间隙补偿系统钢板剪切时,剪切边缘之间的间隙取决于钢板的厚度(S =(1-cosα1)*D-h)。
中厚板生产中常见缺陷的类型及预防

中厚板生产中常见缺陷的类型及预防标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-中厚板生产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,广泛用于高层建筑、桥梁、锅炉、容器、石油化工、工程机械、管线及国防建设等各个方面,中厚钢板的品种繁多,使用温度区域较广(-200℃~600℃),使用环境复杂,(耐候性、耐蚀性),使用要求高(强韧性、焊接性)。
目前,我国中厚板生产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种方面, 已能生产难度比较大的装甲、船身、不锈、高压锅炉容器、桥梁等专用中厚板。
但是, 高档次板仍然比较少,专用板只占20%多一点, 大多数厂以生产大路货普碳板为主, 产量占70%~80%。
由于大部分企业炼钢缺少炉外精炼手段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制生产中, 钢板表面铁皮多, 麻点面积大且深, 修磨量大, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺寸偏差、表面质量、力学性能也存在很多问题,只是大多数厂生产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各行各业对中厚板品种、规格、尺寸精度、内外部质量及性能提出了日益增高的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表面质量和内部质量。
目前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满足国际标准, 国际标准要求产品表面无缺陷且无修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加一倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单一, 不能满足国内和国际市场需求, 有订单不能接受。
大部分企业只生产普碳和低合金钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断面有兰边, 锯齿、撕裂、错牙等缺陷,表面有划伤、铁皮、油污、麻点等缺陷,厚度偏差大、宽度大小头差大、对角线差值大等非矩形缺陷。
中厚板生产中常见缺陷的类型及预防

中厚板生产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,广泛用于高层建筑、桥梁、锅炉、容器、石油化工、工程机械、管线及国防建设等各个方面,中厚钢板的品种繁多,使用温度区域较广(-200℃~600℃),使用环境复杂,(耐候性、耐蚀性),使用要求高(强韧性、焊接性)。
目前,我国中厚板生产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种方面, 已能生产难度比较大的装甲、船身、不锈、高压锅炉容器、桥梁等专用中厚板。
但是, 高档次板仍然比较少,专用板只占20%多一点, 大多数厂以生产大路货普碳板为主, 产量占70%~80%。
由于大部分企业炼钢缺少炉外精炼手段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制生产中, 钢板表面铁皮多, 麻点面积大且深, 修磨量大, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺寸偏差、表面质量、力学性能也存在很多问题,只是大多数厂生产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各行各业对中厚板品种、规格、尺寸精度、内外部质量及性能提出了日益增高的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表面质量和内部质量。
目前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满足国际标准, 国际标准要求产品表面无缺陷且无修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加一倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单一, 不能满足国内和国际市场需求, 有订单不能接受。
大部分企业只生产普碳和低合金钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断面有兰边, 锯齿、撕裂、错牙等缺陷,表面有划伤、铁皮、油污、麻点等缺陷,厚度偏差大、宽度大小头差大、对角线差值大等非矩形缺陷。
国内外中厚板外观质量对照表(4) 机械性能一次检验合格率低,,性能商检不合格率大。
中厚板表面缺陷分析与预防

中厚板表面缺陷分析与预防摘要:分析柳钢中厚板生产过程中表面缺陷产生的主要原因,并介绍相应的预防措施,减少表面缺陷的产生,提高钢板的表面质量。
关键词:中厚板;表面缺陷;麻点;表面划伤;压痕1.前言随着客户对钢板表面质量提出了越来越高的要求,柳钢中厚板2800mm产线这几年以来面临着越来越突出的表面质量问题,因表面质量问题导致客户满意度逐渐下降,产生的质量异议也有所增加,柳钢中厚板的品牌影响力也必然受到不利的影响。
钢板因表面质量缺陷而回剪、改判等越来越多,造成生产指标的下降、生产成本的增加,给降成本工作带来了极大的困难。
因此柳钢中板厂不断致力于表面质量问题的攻关,总结出了一些经验。
本文总结了造成中厚板表面缺陷问题的主要原因,并提出相应的预防措施。
2.中厚板表面缺陷及成因2.1麻点在生产过程中由于氧化铁皮未能除干净而压入钢板表面,导致钢板表面出现局部的或者连续的片状粗糙面,并分布为形状不一、大小不同的凹坑即为麻点,麻点可分为黑面麻点和亮面麻点,上表面麻点和下表面麻点[1]。
根据麻点形成的先后顺序可分:一次氧化铁皮压入、二次氧化铁皮压入、三次氧化铁皮压入造成麻点。
麻点的产生有以下几个原因造成:(1)加热温度过高、加热时间过长;(2)停轧时间过长,加热炉出口钢坯表面氧化铁皮过厚,除磷箱难以除尽;(3)高压水压力不足或喷嘴堵塞;(4)粗轧或者精轧除磷次数不够或者除磷操作不当;(5)轧制厚规格钢板时,终轧温度过高,钢板会快速形成一层氧化铁皮,矫直后显现出如“脱皮”状,多次矫直较容易压入造成麻点。
如下图2-31钢坯氧化铁皮过厚,图2-1b、图2-1c分别为麻点。
2.2表面划伤钢板表面受到刚性物质划过后留下的痕迹,在钢板上表现为低于轧制面的直线或者横向沟痕线条[2]。
表面划伤主要在辊道输送、翻板、剪边、垛板和吊运等过程中被设备划伤造成。
此类划伤为冷态划伤,划伤处发亮或有金属光泽,且边部有毛刺、起皮、褶皱等。
柳钢中板厂表面划伤的原因主要有:(1)辊道刮伤(2)夹送辊划伤(3)吊板划伤(4)翻板划伤等。
中厚板生产中的钢板缺陷及消除这些缺陷的措施

中厚板生产中的钢板缺陷及消除这些缺陷的措施钢板的缺陷是指影响钢板的使用性能,产品标准要求不允许存在的缺陷,主要有:(1)分层。
这种缺陷主要是由于原料中有气泡、缩孔、夹杂等,而在轧制时又未使之焊合,而形成分层。
通常分层要剪切清除。
(2)气泡。
由于原料中存在气泡,在轧制时气泡未焊合,而且中间还充有气体,使得轧后钢板表面有圆包出现。
这种缺陷需要切除。
(3)夹杂。
夹杂分为内部夹杂和表面夹杂。
产生原因是原料中带有非金属夹杂物,或者将非金属杂物等压入钢板表面。
对于面积较小,深度较浅者可以通过清理修磨消除,严重者必须 切除。
(4)发纹。
发纹是指钢板表面细小的裂纹。
其产生原因是原料的皮下气泡在轧制过程中未焊合,而在钢板表面形成细小发纹。
由于钢板中气泡未焊合所形成的发纹则需切除。
(5)裂纹。
在轧制过程中,原料中的气泡破裂,内表面暴露氧化,轧后在钢板表面形成裂纹。
原料清理时,由于沟槽过深也有可能形成裂纹。
如果裂纹较浅,可以修磨清除,否则则需切除。
(6)结疤。
产生结疤的原因是由于原料表面质量不好,或原料表面原有的结疤没有彻底清除所致。
轻微者可以通过修磨清除,严重者则需 切除。
(7)凸包。
在钢板表面形成有周期的凸起。
其产生原因是轧辊或矫直辊表面破坏,形成凹坑所造成。
如果凸包轻微,可通过修磨清除,而严重时则为不合格产品。
(8)麻点。
麻点是指在钢板表面形成的粗糙表面。
产生原因是由于加热时燃料喷溅侵蚀表面或者是氧化严重而形成的粗糙平面,轻微者可以修磨,严重者则需切除。
加热时应控制好加热炉温度波动与喷油量均匀,防止氧化严重,并加强除鳞。
(9)氧化铁皮压入。
在轧制时由于氧化铁皮没有清除干净,而被压入钢板表面,形成粗糙的平面。
为防止氧化铁皮压入,要加强清除氧化铁皮。
较轻微的氧化铁皮压入可以通过修磨清除,而严重影响质量时则要切除。
(10)划伤。
钢板的划伤是指在钢板的表面留有深浅不等的划道。
纵向划伤多为辊道、导板等部位的不光滑棱角刮伤。
中厚板表明缺陷形成的原因及应对措施

中厚板表明缺陷形成的原因及应对措施对于中厚板企业,钢板表面的小纵裂、峰状裂纹、边线裂纹、夹杂、结疤会影响表面质量,造成改判,制约产品质量提升,应引起重视。
几种缺陷的典型形态是:1、小纵裂钢板表面小纵裂形态为长度小于200mm、宽度小于3mm、深度小于0.3mm。
2、峰状裂纹该裂纹全部发生在钢板下表的距边部5-60mm处,宏观方向与轧制方向垂直,呈“山峰”状。
3、边线裂纹该裂纹主要发生在钢板距边部20-80mm处,形态为多条大小不一的并行纵向裂纹,其规律是钢板规格越厚、越宽,此类缺陷越严重。
4、夹杂、结疤夹杂、结疤呈规律性分布,经过边部火焰扒皮裂纹检查或铸坯划痕火焰清理等精整操作后的现象明显。
分析:小纵裂是细小杂质混入结晶器形成;峰状裂纹产生的原因主要是铸坯外弧皮下角横裂所致;边线裂纹是在轧制过程中因铸坯棱角向表面的侧翻所致;夹杂、结疤是精整时表面氧化渣未清理干净所致。
为此采取措施:1、定期对结晶器检查,特别是水样,查看是否有小杂质混入,引起水质变化。
2、严格控制设备超龄服役,确保扇形段维护的及时型,避免因发生扇形段局部辊子不转导致铸坯深度划痕。
3、实施弯曲段配水分区控制,动态控制不同宽度端面铸坯的角部温度,避免铸坯在弯曲过程中角部温度进入脆性区。
4、尽可能用宽端面铸坯生产大宽度钢板,减少钢板轧制时的展宽量,从而减轻宽钢板轧制时的边部不均匀变形程度,弱化钢板出现边线裂纹的宽向程度。
5、提高铸坯在加热炉内加入温度的均匀性,优化板坯加热工艺,减少铸坯上下面温差,降低轧件上下面变形抗力差别,从而缩小轧件边部的不均匀变形。
6、提高铸坯精整能力,避免出现铸坯精整后的氧化渣清理不彻底、局部深度烧痕等二次缺陷的发生。
我国中厚板生产技术的进步与不足
我国中厚板生产技术的进步和不足中厚板生产的进步1.产能增长快20世纪60年代至21世纪初期的40多年间,我国共建成26条中厚板生产线,能长期坚持正常生产的仅23条。
这23条中除鞍钢、舞钢、浦钢、首钢、济钢等厚板厂的装备水平较高外,其余的装备水平都不高,轧机尺寸在3.0m以下的占了绝大多数。
从2003年底开始,我国兴起了新建中厚板生产线的高潮。
资料显示,到2006年8月,我国新建成和正在建设的中厚板生产线共有18条,其中轧机尺寸3.5m 的9条(含炉卷3条)、2.8m的4条、3.8m的2条、4.3m的1条、5.0m的2条(未计算正在设计中的鞍钢在营口鲅鱼圈的5.5m生产线)。
18条生产线能释放产能2000万t。
纵观全球中厚板生产线的发展历史,第一次的建设高潮是美国于20世纪60年代掀起的,第二次是日本于20世纪70、80年代掀起的,而第三次则无疑是我国掀起的,目前我国是全球中厚板生产线发展最快、数量最多的国家。
这些新建的生产线中,绝大多数是大轧制力、大功率、高刚度的最新一代中厚板轧机,为实现其真正意义上的控轧控冷工艺、生产出性能优良的中厚板产品创造了装备上的有利条件。
2.产量增幅高从2000年开始,由中厚板轧机生产的中厚板产品以每年300万t的速度递增。
2000年为1077万t,2001年为1392万t,2002年为1635万t,2003年为1904万t,2004年为2218万t,2005年2638万t。
济钢中厚板2005年产量达207万t,创造了全球同类机组在产量上的最高纪录。
资料显示,1995年至2000年,我国中厚板出口量略大于进口量。
2001年至2004年进口量超过出口量。
自2005年开始,出口量又超过进口量,目前我国已成为中厚板出口国之一。
3.专用板比例上升以船用钢、桥梁钢、管线钢、容器钢、锅炉钢等为代表的专用板的生产能力的大小,往往标志着中厚板生产线生产“三高”产品的能力大小。
2005年中厚板生产线生产专用板达742万t,比2004年增加27%,实物质量性能也有较明显的提高。
我国中厚板轧钢厂生产技术现状及发展趋势
我国中厚板轧钢厂生产技术现状及发展趋势作者:陈瑞瑶来源:《名城绘》2020年第07期摘要:中厚板产品具有用途广、品种多、批量小等突出特点,由于其面对着的用户十分广泛,使得其生产工艺相对也比较复杂,对比国外,国内所采用的轧钢生产工艺表現出显著的滞后性,其中的一些种类钢材难以独立进行生产,主要以进口为主,形成了很大的弊端。
本文首先分析了我国中厚板轧机生产线与中厚板生产技术的现状,并探讨了我国中厚板生产技术的发展,并提出轧钢生产过程中质量控制措施。
关键词:中厚板轧钢厂;生产技术现状;发展趋势1 轧钢生产技术发展的现状分析1.1 连铸坯热送热装技术在开展连铸坯热送热装技术期间,必须要对以下几点先决条件作出细致的分析:首先,对于连铸板坯的选取必须要选择质量符合我国相关规定的连铸板坯。
其次,对于各个生产工序之间而言,必须要具备一定的协调性以及匹配性。
随后对于相关设施以及相关技术的需要,都需要符合操作的相关规定。
最后,必须要形成一套具有高效率的计算机管理机制。
对于我国当前的实际状况而言,必须要将此技术大力的推广与宣传。
对于管理工作必须要作出深化,从而保障此技术能够得到连续的使用,将热装温度以及热装率持续提升,并且在此基础上,需要作出必要的攻关工作,从而对由于采取热装技术后,所发生的轧钢产品质量不稳定的弊端加以处理。
1.2 节能加热炉技术采取节能加热炉技术,能够将出炉烟气的热量进行最大程度的回收,便可以实现能源的循环利用,从而节约成本,另外还能控制NO2、CO2的排放。
节能加热炉技术的主要在以下两个方面得到突破:第一,蓄热体能够转变为蜂窝体或是陶瓷小球等陶瓷质蓄热体,其外在的格子砖会变大,因此具有更强的传热性,减少蓄热室面积。
第二,技术控制得到了优化,换向设施得到了完善,缩减了换向时间,并且具备极高的可靠性。
对于寻常的蓄热室而言,其烟气的温度通常都在500℃,但是全新的蓄热室烟气排除温度,通常都在200℃。
可以说,全新的蓄热室能够将煤气、空气预热至比炉烟气温度低100℃,促使热效率能够超出70%。
国内中厚板热处理工艺与设备发展现状及展望

国内中厚板热处理工艺与设备发展现状及展望目前在中厚钢板的生产中控轧控冷(TMCP)工艺已普遍应用,并在管线钢、高强度结构钢、海洋平台用钢、造船板等的生产中发挥了积极作用,大大提高了钢板的综合性能,节约了宝贵的合金元素。
但是,TMCP处理的钢板性能离散度较大,而且一些钢种要求很苛刻的临界轧制。
因此,对于生产厚规格、高性能钢板,尤其是要求性能均匀性比较高的锅炉压力容器钢板、桥梁钢板、高层建筑钢板、Z向钢板等,传统的离线热处理方式仍然是难以替代的。
因此一个定位于生产高性能品种钢为主的中厚板厂,建设一条现代化的中厚板热处理生产线,是在设计之初就必须考虑的问题。
建设热处理工序应统筹考虑的问题1 对炼钢、轧钢工序设备的要求中厚板轧后热处理炉是生产高技术含量、高附加值产品不可缺少的主要设备,因此应定位在生产“双高”产品,要求钢质纯净、有害元素和夹杂物含量低,板坯厚度要满足一定的压缩比,配备有控轧控冷设施等。
这就要求前面的炼钢和轧钢工序具备生产“双高”产品的条件,如炼钢工序要配备有铁水预处理设施、大吨位的顶底复吹转炉或高功率电炉、LF/VD/RH 等炉外精炼设施、直弧形大板坯连铸机等,轧钢工序要配备有高刚度强力轧机、ACC(DQ)、强力矫直机等。
2 对轧钢厂的场地要求在建设中厚板厂时,要考虑精整的能力足够大,也就是后面剪切、冷床等的能力要大于前面轧钢能力,以便于充分发挥轧机的潜能。
同样如果一个中厚板厂定位于生产高技术含量、高附加值产品时,就要考虑厂房后部工序要留有充分的火焰切割、探伤、热处理生产线的场地。
因为对于需要热处理的钢板来说,一般40mm以上的厚规格钢板受剪切能力限制,需要火焰切割,而且热处理的钢种很多要求逐张探伤。
因此,在厂房设计时要留有足够的场地,否则将严重制约生产能力的发挥。
探伤一般可安排在热处理之前,这样探伤不合可直接改判以节省热处理费用,但正火通过再结晶细化均匀组织,对于某些微小的探伤缺陷有改善作用,尤其是合金含量较高的钢种。
中厚板定尺剪剪口缺陷分析及改善
中厚板定尺剪剪口缺陷分析及改善摘要:重庆钢铁4100mm中厚板厂剪切线采用滚切式定尺剪进行剪切生产,在不断提高剪切能力的同时剪切断面会出现不同程度的剪切缺陷。
围绕定尺剪产生剪口缺陷的原因进行了排查分析,从设备调整和生产操作等方面提出改进措施,措施实施后钢板剪切断面缺陷得到有效控制,剪口质量得到明显改善。
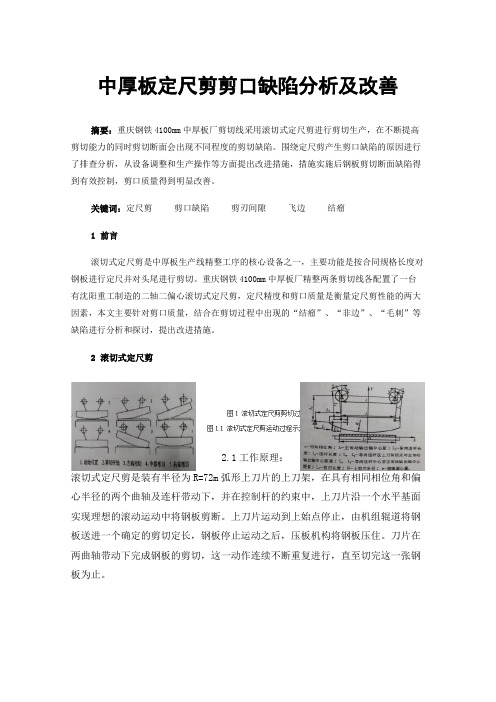
关键词:定尺剪剪口缺陷剪刃间隙飞边结瘤1前言滚切式定尺剪是中厚板生产线精整工序的核心设备之一,主要功能是按合同规格长度对钢板进行定尺并对头尾进行剪切。
重庆钢铁4100mm中厚板厂精整两条剪切线各配置了一台有沈阳重工制造的二轴二偏心滚切式定尺剪,定尺精度和剪口质量是衡量定尺剪性能的两大因素,本文主要针对剪口质量,结合在剪切过程中出现的“结瘤”、“非边”、“毛刺”等缺陷进行分析和探讨,提出改进措施。
2滚切式定尺剪2.1工作原理:滚切式定尺剪是装有半径为R=72m弧形上刀片的上刀架,在具有相同相位角和偏心半径的两个曲轴及连杆带动下,并在控制杆的约束中,上刀片沿一个水平基面实现理想的滚动运动中将钢板剪断。
上刀片运动到上始点停止,由机组辊道将钢板送进一个确定的剪切定长,钢板停止运动之后,压板机构将钢板压住。
刀片在两曲轴带动下完成钢板的剪切,这一动作连续不断重复进行,直至切完这一张钢板为止。
2.2主要结构部件:机架装配、传动装置、齿轮箱、上刀架及连杆、下刀架装配、剪刃侧隙调整装置、前面板及压板、换刀装置、机架辊、导位装置、干、稀油润滑、液压管路等。
2.3定尺剪的主要工作参数包括:钢板规格6~50mm×1500~3900 mm×2000~25000 mm;最大剪切力1600KN;剪切钢板强度极限σb:40mm≤1200MPa;50mm≤750MPa;剪切次数10~13次/min;剪刃水平间隙调整量:0.3~5mm。
剪刃重叠量:5mm;上剪刃圆弧半径:~76;钢板剪切温度≤150℃。
3 缺陷的产生原因及对策措施3.1定尺剪在剪切温度较高的钢板后在剪切断面形成的带深蓝色“结瘤”缺陷,这种缺陷不仅影响产品质量形象,还会影响钢板的使用,尤其是对船板等用于拼焊使用时更加不利。
国内中厚板市场及预测
国内中厚板市场及预测中厚板是一种常用于建筑、制造业等领域的金属材料,具有坚固耐用、承重能力强等特点,在我国市场上有着广阔的应用前景。
下面我们将对国内中厚板市场的现状进行分析,并对未来的发展进行预测。
目前,国内中厚板市场呈现出稳步增长的态势。
随着我国经济的快速发展,建筑、制造业等领域对中厚板的需求不断增加。
尤其是在城市化进程加速、基础设施建设不断扩大的背景下,中厚板市场有望迎来新一轮的增长机遇。
此外,中厚板的应用领域也在不断拓展,如船舶制造、汽车制造、能源行业等。
这些因素都为中厚板市场的发展提供了有力的推动力。
然而,国内中厚板市场也面临着一些挑战。
首先,市场竞争激烈,市场上存在着大量的中厚板生产企业,导致市场供需关系紧张。
其次,由于中厚板生产过程中的环保问题,一些企业生产的中厚板存在质量问题、环境污染等,加之原材料价格上涨等因素,中厚板的成本也有所增加。
未来展望,国内中厚板市场仍然具有较大的发展潜力。
首先,随着我国经济的不断发展和工业化进程的加速,中厚板的需求会持续增长。
在城镇化建设不断推进的背景下,住宅、商业建筑的需求将持续扩大,这也将推动中厚板市场的发展。
其次,在可持续发展的背景下,环保、高效的中厚板产品将更受市场欢迎。
企业应加大技术研发力度,提升产品质量和环保性能,以应对市场竞争的挑战。
总之,国内中厚板市场具有广阔的市场前景和潜力。
企业要抓住机遇,加强产品研发和品牌建设,提高市场竞争力。
同时,政府也应加强对中厚板行业的政策支持和引导,加大环保管理力度,促进行业的健康发展。
相信在市场需求的不断扩大和政策的支持下,国内中厚板市场将会迎来更加美好的发展前景。
近年来,随着我国经济的快速发展,中厚板市场呈现出稳步增长的态势。
中厚板作为一种重要的建筑材料,其优势在于强度高、耐久性好、成本较低等特点,使得其在建筑领域得到广泛应用。
同时,中厚板还在制造业、船舶制造、能源行业等领域发挥着重要作用。
在国内经济高速发展的背景下,中厚板市场的需求不断增长,市场潜力巨大。
309S中厚板缺陷分析及改进
第42卷第5期2020年10月甘㊀肃㊀冶㊀金GANSU㊀METALLURGYVol.42No.5Oct.ꎬ2020文章编号:1672 ̄4461(2020)05 ̄0041 ̄04309S中厚板缺陷分析及改进王卫国ꎬ刘天增ꎬ石旭麟ꎬ钱张信(酒泉钢铁集团公司ꎬ甘肃㊀嘉峪关㊀735100)摘㊀要:工业生产309S中厚板ꎬ通过起皮缺陷统计分析㊁JMatPro软件凝固方式模拟及SEM检测分析ꎬ找出了缺陷产生的原因ꎮ通过分析认为ꎬ因铸坯在凝固过程中产生一定的δ铁素体造成生成的δ铁素体量较多ꎬ这样在轧制过程中形成了更容易产生裂纹的两相界面ꎮ在3区加热温度为1247ħ工业生产条件下ꎬ在炉时间越短ꎬ起皮越严重ꎮ后续对309S中厚板生产加热制度进行改进ꎬ三加段温度控制到1250ħ左右ꎬ在炉时间控制到300min以上ꎬ缺陷发生率得到了有效控制ꎮ关键词:309Sꎻ凝固ꎻδ铁素体ꎻ起皮缺陷中图分类号:TG142.71㊀㊀㊀㊀㊀文献标识码:ADefectAnalysisandImprovementof309SMediumPlateWANGWei ̄guoꎬLIUTian ̄zengꎬSHIXu ̄linꎬQIANZhang ̄xin(JiuquanIron&SteelCompanyꎬJiayuguan735100ꎬChina)Abstract:Intheindustrialproductionof309SmediumandheavyplateꎬthroughthestatisticalanalysisofpeelingdefectsꎬJMatProsoftwaresolidificationsimulationandSEMdetectionanalysisꎬthecausesofdefectswerefoundout.Throughthea ̄nalysisꎬitisconsideredthatthereisacertainamountofδferriteproducedinthesolidificationprocessoftheslabꎬwhichresultsinalargeamountofδferriteꎬthusformingatwo ̄phaseinterfacewhichiseasiertoproducecracksintherollingprocess.Undertheindustrialproductionconditionof1247ħheatingtemperatureinzone3ꎬtheshorterthefurnacetimeꎬthemoreseriouspeeling.Subsequentlyꎬtheheatingsystemof309Smediumandheavyplateproductionwasimproved.Thetemperatureofthethirdaddingsectionwascontrolledtoabout1250ħꎬandthefurnacetimewascontrolledtomorethan300minutesꎬandthedefectratewaseffectivelycontrolled.KeyWords:309Sꎻsolidificationꎻδferriteꎻpeelingdefect1㊀引言309S(00Cr23Ni13)奥氏体不锈钢属于奥氏体耐热不锈钢中的中㊁高端产品ꎬ具有较高的高温强度及抗氧化性ꎬ被广泛用于锅炉㊁能源㊁工业炉㊁加热炉㊁石化等重要领域[1-3]ꎮ但是ꎬ因该钢种合金含量高ꎬ组织含量复杂ꎬ除正常的奥氏体㊁铁素体外ꎬ经常伴随碳化物㊁氮化物和金属间相的析出ꎬ其形态㊁数量和分布会影响产品的性能和质量[4]ꎮ酒钢在309S试验厚板生产过程中出现了类似 起皮 的表面缺陷(图1)ꎮ针对上述缺陷通过JMatPro软件进行第二相析出模拟ꎬ结合缺陷处SEM检测ꎬ找出了缺陷产生的原因ꎮ后经现场生产改进ꎬ缺陷发生率得到一定的控制ꎬ为实际生产及后续批量生产309S中厚板提供指导性的意见ꎮ2㊀生产工艺及试验方法本研究进行1炉309S奥氏体耐热不锈钢工业实验ꎬ具体工艺流程如下:电炉ңAOD转炉冶炼ңLF炉精炼ң板坯连铸ң板坯修磨ң加热炉加热ң轧机轧制ң退火ң酸洗ң检验㊁入库ꎮ2.1㊀试验钢的化学成分309S奥氏体耐热不锈钢成分见表1所示ꎮ图1㊀309S起皮缺陷表1㊀309S冶炼化学成分(ASTMA480/A480M)/%工艺CSiMnPSNiCrNFe成品0.0580.451.280.030.00113.2522.180.05余量2.2㊀主要试验方法试验先通过JMatPro软件对冶炼成分其凝固模式进行分析ꎬ然后结合工业试验钢板缺陷SEM检测ꎬ找出引起309S表面缺陷产生的原因ꎬ通过现场轧制过程工艺的改进ꎬ对缺陷形成原因进行验证ꎮ3㊀试验结果与分析3.1㊀缺陷发生情况统计起皮发生在钢板上下表面ꎬ且钢板长度方向头㊁中㊁尾也发生(图2)ꎮ统计头尾坯起皮缺陷发生率平均70%左右ꎬ中间坯缺陷发生率平均26%ꎬ头尾坯发生缺陷的几率较正常坯高ꎮ因此ꎬ无论是正常坯还是头尾坯都出现起皮缺陷ꎮ图2㊀不同铸坯缺陷发生率图3㊀309S不锈钢析出相3.2㊀铸坯凝固模拟分析奥氏体不锈钢的凝固模式一般有四种[5]ꎬ分别是:⑴Lңδ+Lңδңδ+γ(F模式)ꎻ⑵Lңδ+LңL+δ+γңδ+γңγ(FA模式)ꎻ⑶Lңγ+LңL+γ+δңγ+δңγ(AF模式)ꎻ⑷Lңγ+Lңγ(A模式)ꎮ材料的凝固模式主要取决于其化学成分ꎬ采用JMatPro模拟软件对该成分特征下309S耐热不锈钢析出相的分析(图3):309S开始凝固温度为1437ħꎬ首先从24㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第42卷液相中析出奥氏体相(FCC)ꎬ铁素体相(BCC)也随后开始析出ꎬ随着温度的降低铁素体和奥氏体的量均在增加ꎬ当温度为1425ħ时ꎬ铁素体量达到最大值(约35%)ꎬ后续铁素体含量开始降低ꎬ当约1275ħ时ꎬ铁素体全部转变为奥氏体ꎬ奥氏体相含量达到最大ꎬ在812ħ时ꎬ从液相与奥氏体相中析出碳化物相(M23C6)ꎬ而σ相从779ħ开始从液相与奥氏体中析出ꎮ通过模拟分析ꎬ认为309S其凝固模式为AF模式ꎬ且第二相析出温度都在900ħ以下ꎮ3.3㊀检测分析通过对缺陷进行SEM观察(图4)和EDS分析(图5)ꎬ位置1㊁2属于缺陷位置ꎬ位置3属于正常位置ꎮ图4㊀加速电压:20.0kV放大倍数:200图5㊀缺陷处EDS分析㊀㊀从表2中可以看出:根据缺陷处的化学成分对比ꎬ缺陷处的Fe㊁Cr㊁Ni元素含量与正常处的相差较大ꎬ且出现Cr元素含量偏高现象ꎬ通过研究认为Cr含量偏高主要原因可能是铸坯在凝固过程中产生一定的δ铁素体造成ꎮ有研究指出[6]奥氏体中的δ铁素体含量如果在5%~20%时ꎬ可以减少或者防止晶间腐蚀和焊接时组织奥氏体晶粒长大ꎬ减少焊接热裂纹的形成ꎮ但是ꎬ如果奥氏体中的δ铁素体含量不合适ꎬ这样会造成压力加工时的裂纹产生ꎮ因为奥氏体不锈钢中含有铁素体后ꎬ就产生了铁素体-奥氏体界面ꎬ由于面心立方和体心立方晶格界面在变形过程中位错的滑移和塞积不同ꎬ容易因δ铁素体含量不合适造成热裂纹ꎬ检测结果中也出现了Cr含量富集达到39.55%ꎬ这在轧制过程中变形加工工艺较大时容易形成小的热裂纹ꎬEDS分析1位置存在Oꎬ裂纹形成后被氧化造成氧化铁皮ꎮ表2㊀缺陷处化学元素重量百分含量/%谱图标签COSiCrFeNi位置11.7413.520.1539.5533.1011.93位置21.2210.250.2237.5040.5510.25位置30.7100.2222.9363.2411.88陈兴润[7]在研究309S奥氏体耐热不锈钢凝固时指出ꎬ凝固过程为:Lңγ+LңL+γ+δңγ+δңγꎮ凝固结晶时ꎬ首先从液相析出γ相ꎬ而使周围成为富Cr㊁贫Ni的区域ꎮ温度继续下降ꎬ根据对应液相的溶质浓度差异ꎬ发生L-δ+γ反应ꎬ其结果是在γ相周围形成高温铁素体δꎬ然后γ和δ同时向液相内生长ꎮ根据309S奥氏体耐热不锈钢的成分ꎬ计算液相线温度为1435ħꎬ处于γ和δ两相区ꎮ连铸凝固过程冷却速率快ꎬ导致高温铁素体δ来不及转化为奥氏体相ꎬ最终保留到铸坯中ꎮ铁素体δ存在主要是用于成份偏析和连铸凝固过程冷却速率快ꎬ导致高温铁素体δ来不及转化为奥氏体相ꎬ最终保留到铸坯中造成ꎮ头尾坯出现起皮缺陷的几率较高ꎬ主要原因是头尾坯没有投入电磁搅拌ꎬ成份偏析较正常坯少ꎬ这也与现场缺陷发生产情况相符ꎮ3.4㊀工艺分析及改进由于高温铁素体δ含量对轧制影响较大ꎬ因此通过对现场工艺的研究ꎬ找出起皮缺陷降低的措施ꎬ研究认为[8]ꎬ00Cr24Nil3铸坯随固溶温度升高和保温时间延长ꎬ铸坯中δ铁素体量减少ꎬ且随固溶温度的升高ꎬ铸坯中的连续网状δ铁素体断开并且长大ꎬ空冷则会促使高温下长大的δ铁素体向小尺寸颗粒状组织转变ꎻ当铸坯试样在1200ħ保温3h空冷后ꎬ网状δ铁素体完全转变成弥散分布的小于10μm的颗粒状铁素体组织ꎮ相对于颗粒状铁素体ꎬ网状δ铁素体的奥氏体-铁素体两相界面在轧制中更容易产生裂纹ꎮ通过加热工艺对比ꎬ发现在炉时间为300min以上的钢坯ꎬ起皮缺陷较少或者没有ꎬ而保温时间为192min左右铸坯缺陷发生量较大ꎮ因此ꎬ在炉时间越短ꎬ起皮越严重ꎬ主要原因就是铸坯保温时间段ꎬ生成的δ铁素体量较多ꎬ这样在轧制过程中形成了更容易产生裂纹的两相界面ꎮ34第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀王卫国ꎬ等:309S中厚板缺陷分析及改进㊀㊀㊀㊀㊀㊀表3㊀309S热轧加热工艺厚度/mm三加温度/ħ在炉时间/min备注正常钢板201247192起皮较多正常钢板201245193起皮较多缺陷钢板201243300起皮较少缺陷钢板201244305无起皮针对上述情况ꎬ后续对309S中厚板生产加热制度进行改进ꎬ三加段温度控制到1250ħ左右ꎬ在炉时间控制到300min以上ꎬ缺陷发生率得到了有效控制ꎮ图6㊀工艺改进后309S中厚板钢板表面4㊀结语⑴309S中厚板起皮发生在钢板上下表面ꎬ且钢板长度方向头㊁中㊁尾也发生ꎬ头尾坯发生缺陷的几率较正常坯高ꎮ⑵通过对缺陷进行SEM观察和EDS分析ꎬ缺陷处Cr含量偏高ꎬ主要原因是因铸坯在凝固过程中产生一定的δ铁素体造成ꎬ生成的δ铁素体量较多ꎬ这样在轧制过程中形成了更容易产生裂纹的两相界面ꎮ⑶通过现场工艺分析认为:在3区加热温度为1247ħ条件下ꎬ在炉时间为300min以上的钢坯ꎬ起皮缺陷较少或者没有ꎬ而保温时间为192min左右ꎬ铸坯缺陷发生量较大ꎬ在炉时间越短ꎬ起皮越严重ꎮ⑷为此针对上述情况ꎬ后续对309S中厚板生产加热制度进行改进ꎬ三加段温度控制到1250ħ左右ꎬ在炉时间控制到300min以上ꎬ缺陷发生率得到了有效控制ꎮ参考文献:[1]㊀ALLAHKARAMSRꎬBORJALISꎬKH0SRAVIH.Investi ̄gationofweldabilityandpropertychangesofhighpressureheat ̄resistantcaststainlesssteeltubesusedinpyrolysisfurnacesafterafive ̄yearservice[J].MaterialsandDesignꎬ2012(33):476 ̄484.[2]㊀ZENGZYꎬCHENLQꎬZHUFX.Dynamicrecrystalliza ̄tionbehaviorofaheat ̄resistantmartensiticstainlesssteel403Nbduringhotdeformation[J].JournalofMaterialsScienceandTech ̄nologyꎬ2011ꎬ27(10):913 ̄919.[3]㊀MuKHoPADHYAYGꎬBHATTAcHARYYAS.Bulgingofinnercoverofabatchannealingfurnaceinacoldrollingmill[J].EngineeringFailureAnalysisꎬ2012(19):131 ̄137.[4]㊀高建刚ꎬ张虎平.关于0Cr25Ni20钢轧制开裂问题的研究[J].天津冶金ꎬ2000(S1):21 ̄22.[5]㊀JohnC.LippoldꎬDamianJ.Kotecki.WeldingMetallurgyandWeldabilityofStainlessSteels[M].北京:机械工业出版社ꎬ2008.8.[6]㊀张文华.不锈钢及其热处理[M].沈阳:辽宁科学技术出版社ꎬ2010(02):45 ̄90.[7]㊀陈兴润ꎬ王建泽ꎬ王建新ꎬ等.309S奥氏体耐热不锈钢金相组织和表面缺陷分析[J].钢铁钒钛ꎬ2013ꎬ34(02):93 ̄97.[8]㊀舒㊀玮ꎬ廉晓洁ꎬ张寿禄ꎬ等.固溶处理对超低碳奥氏体不锈钢00Cr24Nil3铸坯δ-铁素体转变的影响[J].特殊钢ꎬ2013ꎬ34(02):62 ̄64.收稿日期:2020 ̄01 ̄07作者简介:王卫国(1981 ̄)ꎬ男ꎬ陕西乾县人ꎬ工程师ꎬ工学学士ꎮ主要从事不锈钢生产工艺研究ꎮ(上接第40页)参考文献:[1]㊀胡洪林ꎬ马孝娟ꎬ卢鹏程.钢包头用优质碳素结构钢冷轧钢板开发[J].新疆钢铁ꎬ2019ꎬ150(02):13 ̄17.[2]㊀吴爱新ꎬ赵文成ꎬ马韧宾ꎬ等.金属塑性变形与轧制技术[M].北京:北京大学出版社ꎬ2013.[3]㊀GB/T13298-1991ꎬ金属显微组织检验方法[S].北京:中国国家质量技术监督局ꎬ1999.[4]㊀李缠民ꎬ戴盛涛.钢包头用冷轧窄带钢质量改进[J].特钢技术ꎬ2011ꎬ17(02):46 ̄47.收稿日期:2020 ̄03 ̄24作者简介:霍㊀璐(1983 ̄)ꎬ女ꎬ河北省唐山市人ꎬ讲师ꎬ大学本科ꎬ理学学位ꎮ研究方向为钢铁冶金ꎮ44㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第42卷。
中厚板成材率的影响因素与改进措施

中厚板成材率的影响因素与改进措施摘要:成材率是一个综合的技术经济指标,提高成材率,不但可以降低金属损耗,提高钢的产量,而且还可以降低综合能源消耗。
因此,成材率不仅反映出一个企业的技术水准,而且反映出经营管理能力。
特别是在目前企业改革的背景下,提升中厚板成材率,对于提高企业经济效益有着重要的意义。
因为中厚板的生产有其特殊性,轧制过程中采用头端和边端两种剪切方式,所以其成材率相对于其他品种来说较低,对于中厚板的成材率提高也有很大的提升空间。
基于此,本文对中厚板成材率的影响因素与改进措施进行探讨。
关键词:中厚板;成材率;影响因素;改进措施引言成材率不仅关系到企业经济效益,而且关系到生产线的整体管理水平。
随着国内多条宽厚板生产线的投入使用,市场的竞争将进一步加剧。
如何提高中厚板的成材率,增强企业在市场上的竞争能力,是一个亟待解决的问题。
此外,成材率的提高是科技进步和管理科学化的结果,具有很大的经济价值。
因此,提高成材率是企业降低成本,提高经济效益的一个重要手段。
在当前能源紧张的形势下,提高成材率能够以较少的投资获得较大的产量,节约大量的能源,所以有必要对中厚板成材率逐步提高进行系统的分析与研究。
1中厚板成材率的影响因素成材率是指每吨原材料在轧制过程中所能生产出的合格钢材所占的百分比,影响中厚板成材率的主要因素是各种金属损耗,其中金属损耗占中厚板成材率的一半以上,减少金属损耗对于节约金属、提高中厚板成材率具有重要意义。
在中厚板的生产中,金属损耗主要有两类:一是物理损耗,包括切头、切尾、切边过程中产生的不合格品、取样损耗、改尺损耗、成品放尺损耗等等;二是化学损耗,包括钢坯加热时产生的一次铁皮,以及在高温条件下产生的二次铁皮。
烧损与加热时间、加热温度、炉内气氛、钢的化学成分有关,时间越久,炉内的氧化性越强,烧坏金属的概率也就越大[1]。
钢材品种、坯料种类和坯料尺寸精度是影响断头、断尾和断边损失的主要因素。
2中厚板成材率的改进措施2.1加强原料管理第一,把好原材料的验收关。
中厚板精整线改进探讨
中厚板精整线改进探讨作者:李伟锋易承钧来源:《科学与财富》2017年第19期摘要:为了增强产品的品质、成材率以及产量,国内的中板厂逐渐对精整线实施改进,建造一条全新的精整线,其主要装置涵盖了圆盘式双边剪、滚盘式冷床、滚切式横剪等等。
经过改进的精整线具备高精度、高效率以及短流程的特征,从真正意义上处理了精整能力的欠缺问题。
本文就中厚板精整线的改进进行简单的分析。
关键词:中厚板;精整线;改进1 前言伴随冶金业的不断进步,中厚板加工线传统的加工技术、设施水平已经无法达到企业不断发展的需求。
中厚板加工线改进以后想要达到所预期的加工量,一条全新创建的精整线的剪切能力显著较低,其次全新增加的圆盘剪在加工环节剪切薄板出现误差的次数较多,全新的精整剪切线无法满足企业的日常生产。
所以,需要针对中厚板老旧的精整线实施转移与改进,以增强中厚板加工的品质与效率。
2 改进的必要性分析传统的精整线没有办法满足当前轧钢生产高速度、多类型、大板厚的加工需求。
从以下几个层面分析了对中厚板精整线进行改进的必要性进行分析:(1)冷却能力高度欠缺。
在最近几年时间内,中板厂每年的加工量大约为40万吨,现实所加工的厚板最大的截面尺寸达到了50 mm×2 000 mm。
所以,此冷床当前正处在超负荷的工作状态,在日常加工环节,经常会出现轧机停滞工作等待精整的情况。
(2)剪切工序的工况相对较差。
因为轧机的加工能力已经有所增强,然而冷却能力却无法满足要求,进入到剪切环节的所能够剪切的厚度低于20 mm的钢板温度偏高,造成剪切机与翻板机、前后辊道以及台架等其它设施的工况日益恶化,尤其是辊道出现了非常严重的损害。
剪切的温度偏高便会造成切边出现发蓝的问题,对于产品的外观品质造成了非常大的影响;成品采集的温度偏高便会导致出现低温缓冷的情况,对成品的力学性能造成影响。
(3)因为目前所具备的剪板机仅仅只可以剪切厚度低于20 mm的钢板,然而厚度高于20 mm的钢板没有办法进入到此剪切流程。
中厚板的发展现状及趋势

中厚板的发展现状及趋势近些年国内市场对中厚板的需求一直保持增长态势, 尤其是从2000年开始, 这一需求攀升速度急剧加快, 最主要的拉动因素是基础设施建设用钢结构、造船工业、桥梁建设、油气开发及输送等行业的蓬勃发展。
中厚板是重要的建筑钢材品种,广泛用于机械制造、桥梁、厂房、电站、城市公共建筑等,由于国民经济的高速发展,拉动了中厚板市场的需求并促进了中厚板行业的快速发展。
近3 年,全国新上马宽厚板轧机共29 条,产能达到11 539 万t ,产品结构正向更宽更厚的方向倾斜,且由原始的普碳钢板向高强度品种钢发展。
[1]1 全国中厚板的现状1.1 近几年中厚板的生产和消耗由于国民经济强大需求的拉动和综合国力的增强, 中国冶金工业出现了前所未有的发展机遇和发展速度。
1987 - 2004 年成品钢材产量、中厚板(卷) 产量及2000 - 2004年中厚板产量见表1。
截至2003年底中国已建成的中厚板轧机生产能力1719万吨, 其中宽度4000 mm以上中厚板轧机生产能力320万吨, 3500~3800 mm轧机生产能力305万吨, 2800~3000 mm轧机生产能力360万吨, 2300~2700 mm轧机生产能力734万吨。
据不完全统计, 2004 年底投产和在建的中厚板轧机有15套, 生产能力1435万吨。
其中2套(宝钢、沙钢) 为5000 mm宽厚板轧机, 生产能力290万吨;3套(南钢、安钢、韶钢) 炉卷轧机, 生产能力310万吨; 3500~3800 mm轧机生产能力880万吨; 2500~2800 mm 轧机生产能力265 万吨。
至2004年底中国共有中厚板轧机以及专门生产中厚板的炉卷轧机约29套, 中厚板轧机总生产能力约为2000~2500万吨。
[2]1.2 中厚板轧机分布情况由表2可见,到2007 年底,全国中厚板产能已超过1 亿t 。
目前,全国已拥有各类中厚板轧机52 套,其中,华东地区20 套,生产能力2 100 万t ,其套数和能力均排第一,占中厚板总产能的3817 %;华北地区16 套,生产能力1 580 万t ,约占29 %;中南地区11套,生产能力1 250 万t ,约占23 %;东北地区3 套,生产能力280 万t ,占5 %;西南与西北地区各1 套,生产能力100~120 万t ,分别占2 %。
中厚板生产中常见缺陷的类型及预防

中厚板生产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,广泛用于高层建筑、桥梁、锅炉、容器、石油化工、工程机械、管线及国防建设等各个方面,中厚钢板的品种繁多,使用温度区域较广(-200℃~600℃),使用环境复杂,(耐候性、耐蚀性),使用要求高(强韧性、焊接性)。
目前,我国中厚板生产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种方面, 已能生产难度比较大的装甲、船身、不锈、高压锅炉容器、桥梁等专用中厚板。
但是, 高档次板仍然比较少,专用板只占20%多一点, 大多数厂以生产大路货普碳板为主, 产量占70%~80%。
由于大部分企业炼钢缺少炉外精炼手段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制生产中, 钢板表面铁皮多, 麻点面积大且深, 修磨量大, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺寸偏差、表面质量、力学性能也存在很多问题,只是大多数厂生产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各行各业对中厚板品种、规格、尺寸精度、内外部质量及性能提出了日益增高的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表面质量和内部质量。
目前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满足国际标准, 国际标准要求产品表面无缺陷且无修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加一倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单一, 不能满足国内和国际市场需求, 有订单不能接受。
大部分企业只生产普碳和低合金钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断面有兰边, 锯齿、撕裂、错牙等缺陷,表面有划伤、铁皮、油污、麻点等缺陷,厚度偏差大、宽度大小头差大、对角线差值大等非矩形缺陷。
国内外中厚板外观质量对照表(4) 机械性能一次检验合格率低,,性能商检不合格率大。
中厚板生产中常见缺陷的类型及预防(内容清晰)
中厚板生产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,广泛用于高层建筑、桥梁、锅炉、容器、石油化工、工程机械、管线及国防建设等各个方面,中厚钢板的品种繁多,使用温度区域较广(-200℃~600℃),使用环境复杂,(耐候性、耐蚀性),使用要求高(强韧性、焊接性)。
目前,我国中厚板生产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种方面, 已能生产难度比较大的装甲、船身、不锈、高压锅炉容器、桥梁等专用中厚板。
但是, 高档次板仍然比较少,专用板只占20%多一点, 大多数厂以生产大路货普碳板为主, 产量占70%~80%。
由于大部分企业炼钢缺少炉外精炼手段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制生产中, 钢板表面铁皮多, 麻点面积大且深, 修磨量大, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺寸偏差、表面质量、力学性能也存在很多问题,只是大多数厂生产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各行各业对中厚板品种、规格、尺寸精度、内外部质量及性能提出了日益增高的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表面质量和内部质量。
目前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满足国际标准, 国际标准要求产品表面无缺陷且无修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加一倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单一, 不能满足国内和国际市场需求, 有订单不能接受。
大部分企业只生产普碳和低合金钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断面有兰边, 锯齿、撕裂、错牙等缺陷,表面有划伤、铁皮、油污、麻点等缺陷,厚度偏差大、宽度大小头差大、对角线差值大等非矩形缺陷。
国内外中厚板外观质量对照表项目国内水平国际先进水平厚度精度(mm) 一般:±0.5±0.045 先进:±0.3宽度精度(mm) 一般:±15±5 先进:±10长度精度(mm) 一般:±40±10 先进:±20表面质量一般:有麻点等较严重缺陷表面光洁无缺陷(徐州卡特彼勒公司)先进:铁皮稍厚无大缺陷包装质量一般:人工作业,不清晰自动喷字、打印、贴签、清晰、美观先进:接近国际先进水平(4) 机械性能一次检验合格率低,,性能商检不合格率大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基 本 上还是 推钢 式炉 , 国外 已见不 到 . 在 般 为 2/ tmm, 国 内轧机 普 遍 在 l/ 而 tmm 左 右 , 除
济 钢 新 上 350 0mm 轧 机 和 酒 泉 3O0 0mm 轧 机
外, 很少有成功运用液压 A C和液 压弯辊的先 G
例.
1 共有 的薄 弱环 节
除 酒 泉 引进 法 国 克莱 辛 姆 气
雾冷却技术和鞍山与北科大合作试验柱状层流之 外, 大都 没 有上此 类 先进技 术 , 有此 类 技术 在一 没
些特 殊 钢种 开发 方面是 有难 度 的 .
1 4 4 矫 直机 .. 国 内现 有 中板 生 产线 所 配 置 热 矫 直 机 能 力普 遍偏 弱 , 矫 直效 率 和 平 直度 方 面 在
滚切 剪使 用情 况 也不 正 常 .
船 等 品种 板将 占 总量 的 8 左 右 , 上 现有 中板 O 加
8 O万 t 普板 也将 形成 2 0万 t中板 的能 力 .宝钢 0
14 7 探 伤 ..
国 内中厚 板企业 大都 无探 伤设备 ,
部分 企业 用 国产 设 备 做 过试 验 , 得 了一定 的 效 取
50 0mm 中厚板 生 产 线 , 装备 水 平 均 为 国 际 一流 , 安 阳, 南京 则是 选择 炉卷 改造 , 这几 家企业 已是 走
炉 卷技术 的改进 , 卷轧 中板 成为 可能 , 使 由于
有 了美 国奥 瑞 根钢 铁 公 司 3 7 0 0 mm 炉卷 成功 的
经 验 , 促成 了南京 , 阳两套 宽 幅炉卷 的顺 利审 才 安 批, 但宽 幅炉 卷毕 竟在世 界上 成功 的先 例较 少 , 在
中板 厂 .在 国外 ,由于热 连轧 的 冲击和 部分技 术
的发展 ,35 0 0 mm 以下 的轧机 已很 少见到 .
都 有差 距 , 影响 了产量 和质量 的提 高 .
145 冷床 ..
第一流的冷床应是步进式冷床 , 日
12 产量规 模 .
国 内生产 线 由于 多 为原 有 生 产线 改 造 而 成 , 受厂房 , 公辅 设施 等方 面 影响 , 设计 产量 一般 不超
国 内同行在 预 测 20 中厚 板市场 容量 时 , 05年 大都定 格 在 14 0 0 0 ~I60万 t 间 .按 照这 个分 之 析 , 内 目前所 有 的 中厚板 企 业 大都 有较 大 的生 国 存空 间 .但 加入 W T 之后 , O 国外 产 品的 冲击 , 国 内热连 轧 产 品 的高 速 发 展 和宝 钢 500 0mm 轧 机
需要 ; 上国 内最早 的 中厚 板基 地舞 阳 , 加 产品开 发 国 内中板 厂 第 一 轮 大 规 模改 造 起 自于 18 94 年之 后 , 由于 市场 需求 的推 动作用 , 生产 厂不约 各 而 同地将 原三 辊 劳特 轧机 改为三 辊加 四辊 或双 四
辊 轧机 , 内 中板 产 品产 量 和 质量 在 短期 内得到 国 较 大辐 度的提 升 , 经过 十多年 的运行 , 样 的生 但 这 最具 实力 的武钢 , 国内市场 已基 本 瓜分完 毕 .
后 , 形 成 年 产 10万 t中厚 板 的能 力 , 线 , 将 2 管 造
14 6 剪 切 ..
除酒 泉 , 韶关 , 钢五 厂 , 钢 中厚 重 济
板厂 , 山新 轧钢 之外 , 它企业 还大 多采 用侧 切 鞍 其 剪, 剪切质 量 差 , 成材 率低 , 了解 , 据 济钢和 韶关 的
1 1 轧机规 格 .
14 3 控冷 控 轧 ..
国 内生 产 线 由于 受 230 0 mm 三 辊 劳 特 轧 机 对 规 格 的 影 响 , 四 辊 轧 机 后 一 般 改 为 上 25 0 0 mm 轧机 , 济 钢 中板 厂 , 钢五 厂等 , 如 重 思想 再解 放 一 点 的改 为 28 0 m 轧 机 , 0 r a 如柳 钢 , 阳 安
市 场毕 竟 是 在变 化 的 , 已形 成 的 虽 占尽 先 业
机 , 后 来居 上 的例 子 也 比比 皆是 .从 发 展 角度 但
看 , 在 的建 设往 往 是 为 3 现 ~5年 之 后打 基 础 , 那 时 的市 场容量 , 不会 是今 天预 测的 结果 . 内的其 国 它 中厚 板 生 产线 完 全依 据 自身 特点 , 快 自 己的 加
与济钢 一南 一北 , 一宽 一窄 , 构成 中 国两大 重要 中 板生 产基地 . 山尽管 重心 已转 移到冷 , 薄板 的 鞍 热
生产方 面 , 但现 有的 43 0 0 mm 中厚 板 生产 线加 上
果, 但还 不能 说正 常 , 钢从加 拿大 引进一 套超 声 济
波探 伤设 备 , 内将 安装 投用 . 年 1 4 8 热处 理 .. 能 够做 好 轧后热 处理工 作 的 , 目 前 只有 武 汉 , 钢 , 山和 上 钢 三 厂四家 , 舞 鞍 其它 中 板 厂 或没有 相 应装 备 , 由于产 品类别有 关 , 或 不能 正常 使用 .
改造 步 伐 . 2 2 改 造 思路 .
产 线 已落 后 于市 场 竞 争 的 内在 需 求 , 为适 应 加入 wT 的要 求 , O 为求 得 生 存权 , 家 中板厂 的改造 各 已不可避 免 . 酒 泉 , 钢 , 阳 , 京 四 家 企 业 已率 先 实 济 安 南 施 改 造 计 划 , 中 酒 泉 的 300 其 0mm, 钢 的 3 济
2 今 后的 改造 方 向
热连 轧产 品 , 市场 需要 , 可 以达 到 20万 t 如 也 0 能
力 . 阳和 南京 两套炉 卷 , 安 靠成材 率 和品 种多样 化
打 市场 , 自都 10万 t的能 力 , 庆 , 泉 和 昆 各 0 重 酒
明发 挥 各 自的地理 优 势 和西 部 大 开 发独 特 条件 , 在 区域范 围 内形成 1 0 t 力 也符 合 区域市 场 0万 能
过4 O万 t 实际产 量 高达 8 ( 0万 t , 国外 由于 轧 )而
本 N KK 福 山 厂 即采 用此 技 术 , 类 技 术 的 特 点 此
是 钢 板与 冷 床 台面 无 任 何相 对 运 动 , 冷却 过 程 中 对钢 板 表面 无任 何损伤 , 相对 而言 , 国内一些 企业
1 4 工 艺 构成 .
力 , 一档覆 盖 了几乎 所有 的 国 内中厚板 生产线 . 这
分 析此类 现 象 的原 因 , 须从 源头谈 起 , 必 概括
14 1 加 热炉 .. 142 轧机 ..
国内 中板 生产 线除 少 数单位 外 , 代 表 国际水 平 的轧机 , 轧制 力一 其
起来是 这 样 一 种状 态 , 内的 中 厚板 生产 线 由于 国 大都是 由三 辊 劳特 生 产 线 改造 而成 , 使 不是 由 即
三 辊 劳特 改 造 而建 成 的生 产线 , 由于 受 传统 观 念 的影响 , 其基 本 思路也 差不 多 , 下面 就其共 有 的薄 弱 环节 和改造 方 向进行 分 析 .
维普资讯
第 9卷 第 1期 20 03年 2月
宽 厚板
W I DE N D A HEA V Y PLA T E
Vo . . . 1 9 No 1 Fe r a y 2 0 · 1 · bu r 0 3
·
综述 ·
国 内中厚板生产线共有的薄弱环节 及今后的改造方向
建设 , 由于 成材 率 方 面 的 差异 带 来 的成 本方 面 的
�
有宝钢, 舞阳, 鞍山, 济钢和浦钢六家 , 以中国之幅
员辽 阔 , 想分 析认 为可 以容 纳下 1~2 条 中厚 理 5 0
板 生产 线 , 内现 有生产 线 无论从 数量 到能 力 , 国 都
过程 . 从理 论分 析 上看 , 由于 产品价 格和 产品规 格
方 面的差 异 , 国外 产 品 尚且 影响不 大 . 着武钢 2 随
机 规 格 一 般 在 4O 0 0mm 以上 , 计 产 量 大 都 在 设
1 0~1 0万 t 间 . 2" 8 之 1 3 生产 线路 .
厚板 生产 线可 分 为三个 档 次 : 档是 全能型 , 应 一 适
于研究, 开发各类产品需要 的, 代表厂是德国蒂森 公 司和 日本 NKK 福 山厂 ; 二档 是 亚全 能型 , 艺 工
远远达 不到 要求 . 预计 在不 远的将 来 , 内钢 铁建 国 设 的热 潮 会从 现在 的冷 , 轧薄 板 转 移到 中厚板 热 上来 , 有条 件的企 业现 在就 应该 加 以考虑 .
收 稿 日期 :02 8 l 20— 一 4
Байду номын сангаас
20 5mm 热 连 轧 , 山 170 鞍 8mm 热 轧 和 邯 郸 , 包 头, 韶关连 铸连 轧 以及 昆 明, 泉两 套窄 幅炉 卷的 酒
维普资讯
· 2·
宽厚板
第9 卷
采 用 的大 滚 盘 冷 床 尚有 滚动 磨 擦 , 还会 部 分 擦伤 钢 板表 面 .
差 异 , 度在 200 宽 0mm 以下 的 中板产 品将 被热 连 轧条 件 下的 产 品取代 .加 上宝 钢 20万 t 力的 0 能 介入, 必将在管 线 , 造船 板材 生产 上对 国 内原有格 局 造成 巨大 冲击 . 济钢 35 0 0mm 轧机 配套 完善之
配 置 上与 一 档 无多 大 区别 , 是 建设 年代 较 为 久 只 远 , 后 续改 造 没 能跟 上 , 应 能力 偏弱 , 表 厂 而 适 代
为 日本 住友 金属 和歌 山工 厂 ; 三档 为单一 型 , 能 仅 满 足最 普 遍 规格 产 品 生 产 , 有 强 的产 品 开发 能 没
赵培 建