Bosch拧紧技术基础 螺栓紧固 扭矩转角法
拧螺丝时如何控制螺栓的扭矩,这里有机械工程师最专业的讲解
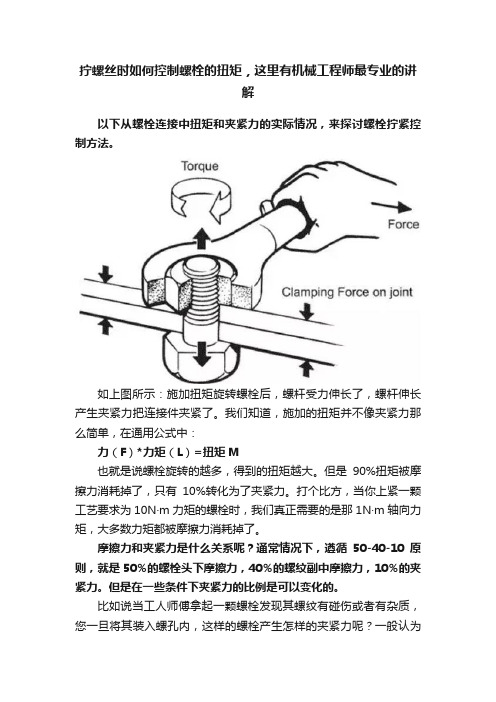
拧螺丝时如何控制螺栓的扭矩,这里有机械工程师最专业的讲解以下从螺栓连接中扭矩和夹紧力的实际情况,来探讨螺栓拧紧控制方法。
如上图所示:施加扭矩旋转螺栓后,螺杆受力伸长了,螺杆伸长产生夹紧力把连接件夹紧了。
我们知道,施加的扭矩并不像夹紧力那么简单,在通用公式中:力(F)*力矩(L)=扭矩M也就是说螺栓旋转的越多,得到的扭矩越大。
但是90%扭矩被摩擦力消耗掉了,只有10%转化为了夹紧力。
打个比方,当你上紧一颗工艺要求为10N·m力矩的螺栓时,我们真正需要的是那1N·m轴向力矩,大多数力矩都被摩擦力消耗掉了。
摩擦力和夹紧力是什么关系呢?通常情况下,遵循50-40-10原则,就是50%的螺栓头下摩擦力,40%的螺纹副中摩擦力,10%的夹紧力。
但是在一些条件下夹紧力的比例是可以变化的。
比如说当工人师傅拿起一颗螺栓发现其螺纹有碰伤或者有杂质,您一旦将其装入螺孔内,这样的螺栓产生怎样的夹紧力呢?一般认为螺纹副中有缺陷(杂质、磕碰等)按照装配力矩装配后,存在50%的螺栓头下的摩擦力,45%螺纹副中的摩擦力,只有5%我们想要的夹紧力。
这时候这颗螺栓的装配力矩是达到了,但是远不符合我们所需要的夹紧力。
如果这里螺栓在飞轮,曲轴等这样的运动件上就非常容易发生脱落,这就造成了我们经常说的“假紧”。
还有弹性材料变软会使夹紧力衰减,也是通常我们说软连接的扭矩衰减。
比如汽缸盖垫材料较软我们采用二次拧紧的方法来减少夹紧力的衰减,还有机油盘螺栓经常发生夹紧力衰减,就是因为螺栓下面有机油盘垫片(软质材料的原因)。
试想我们需要螺杆伸长而产生夹紧力,扭矩越大螺杆可以伸的越长,是不是扭力越大越好呢?我们施加的扭矩越大会使螺栓过度伸长,螺栓超过屈服强度极限就会发生应力断裂,从而失去了螺栓的连接作用。
在实际工作中,不论是两被连接体间的压紧力还是螺栓上的轴向预紧力,均很难检测,也就很难予以直接控制,因而,人们采取了下述几种方法予以间接控制。
6缸发动机缸盖螺栓转角拧紧工艺设计与应用
200"/年8月郑劲松,等:6缸发动机缸盖螺栓转角拧紧工艺设计与应用195(2)YC6J缸盖螺栓分布示意图BOSCH十轴缸盖拧紧机的拧紧方式可由下图说明:期蝴p袖铽瓣打簟机w椭横冉生雠蹦.舟纠拙于托十如嚣t串咖耕呐碓蚌平霉一椭^■丹勰扯jt能五…角帆j#埘’-扭黼‘一拟蒲礴,-位j13‘删冉挂所辅,·鼍1qE■坩*晰鲁一姐螺桂-舯种j∞o蜊一壤鞭膏驾●瞄.节”池t脚·岬曩律玳l哺一舞撇拧鞋.抽。
F,聱苎执拧膏·螂F’。
.舅麟一一爵I铂朴囊l巾料P鞭一髂‘翻Jt蕾I童抑E----船2“I拧膏I一般^gt一一辫;nt拧譬f露靠峨一艄m拧鬻.■,卜^稿一一弗#日t拧氍·田2缸盖蠕栓分布示意圈和BOSCH十轴拧紧机拧紧方式YC6J系列(欧3以下)发动机使用的是B3200气缸盖(3缸I盖结构).BOSCH十轴缸盖拧紧机按照第一组、第二组、第三组的顺序依次拧紧位置2、位置l和位置3的螺栓.(3)转角法拧紧程序:40Nm一140Nm一反转1800一(x)Nm一(Y)o;起始力矩x和转角Y先通过借鉴相似结构和参数柴油机得到估计值。
然后通过试验改进到合适值。
(4)缸盖螺栓轴向力的检测仪罂为Stre,ssTclBoltMikoIII超声波螺栓应力测试仪.使用BolflVEkeHI前要先设定待涮螺拴的材料参数、有效长度、平均截面积、应力修正系数等,该仪器对于螺栓伸长量的测量,局限于螺拴弹性范围内;对于应力和轴向拉力的测量,超出屈服极限后大量塑性变形时测量结果将不准确;可信的载荷测量范围是60~140kN.3试验数据分析试验前应对缸盖螺栓进行合理分组。
按照BOSCH十轴缸盖拧紧机独特的分组拧紧方式和缸盖螺栓本身的结构和尺寸参数,可分为lO十组:过程:共进行了两轮试验,每一轮四台机.第一轮为得到合适的工艺参数,工艺参数几经修改,每一台机均不相同(见下表2):第二轮试验时工艺参数已经固定下来,验证其合理性.3.1第一轮试验分析第一轮试验了4台机,各组螺栓的工艺参数和试机后的平均轴向力得到如下图表:襄2第一轮试验工艺参数和平均轴向力.p古.-c宣葛j音摹圈旨竺.鲨釜鲨.薹望茎塑薹._一r’叠“,’叠!’叠!竺!一叠一圈2第一轮试验工艺参数和平均轴向力折线分析由上述表2和图2分析可知;(1)由于缸垫螭变减薄,试机后每组的轴向力均不同程度的降低,整体降低了9kN.(2)工艺参数修改至第四台机,第1、2、4、6、7、8、9、10分组螺拴试机后的轴向力已基本满足要求,第3、5组螺栓为第一组先拧紧的螺栓,轴向力尚且偏低。
Bosch拧紧技术基础,螺栓紧固,扭矩转角法
Bosch拧紧技术基础,螺栓紧固,扭矩转角法Bosch拧紧技术基础,螺栓紧固,扭矩转角法。
1.简介1.1 Bosch拧紧技术概述1.2 螺栓紧固的重要性1.3 扭矩转角法的基本原理2.螺栓紧固的基本知识2.1 螺纹标准和种类2.2 螺栓紧固的分类2.3 摩擦力和预紧力的概念2.4 紧固元件的选用原则3.扭矩转角法的原理与应用3.1 扭矩转角法的基本原理3.2 扭矩转角法在螺栓紧固中的应用3.3 扭矩转角法的优势和限制4.Bosch拧紧技术工具4.1 电动扳手的特点和分类4.2 扭矩扳手的原理和应用4.3 扭矩转角测量仪的使用方法4.4 其他辅助工具和设备的介绍5.拧紧过程的控制和监测5.1 拧紧力矩的控制方法5.2 拧紧过程中的质量控制和问题排查5.3 拧紧工艺和参数的优化6.附件附件1:扭矩转角法操作指南附件2:Bosch拧紧技术工具选型手册法律名词及注释:1.著作权:著作权是对著作权利人依法享有的与其著作有关的权益的统称。
2.商标:商标是在商品或服务上以区别于他人的标记,包括商标名称、商标图案等。
3.专利:专利是指对发明者在技术领域所做的新的技术方案的一种专有权利保护。
4.侵权:侵权是指他人在未经著作权人或专利人授权的情况下,对其著作权或专利权进行非法侵害。
附件:附件1:扭矩转角法操作指南附件2:Bosch拧紧技术工具选型手册法律名词及注释:1.著作权:著作权是对著作权利人依法享有的与其著作有关的权益的统称。
2.商标:商标是在商品或服务上以区别于他人的标记,包括商标名称、商标图案等。
3.专利:专利是指对发明者在技术领域所做的新的技术方案的一种专有权利保护。
4.侵权:侵权是指他人在未经著作权人或专利人授权的情况下,对其著作权或专利权进行非法侵害。
螺栓转角法拧紧工艺介绍!
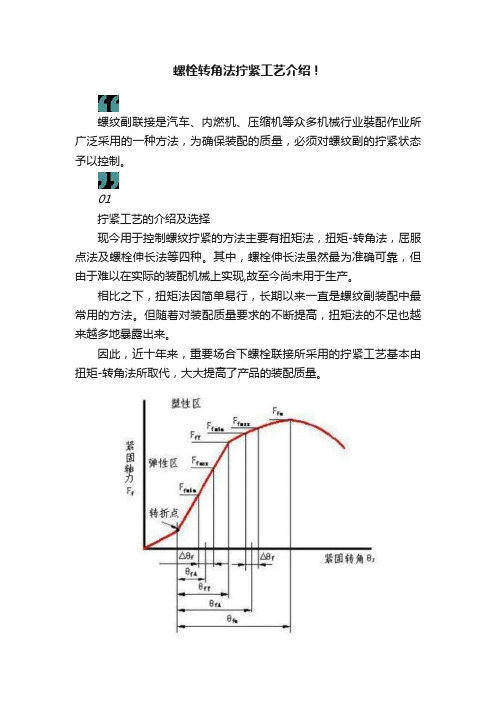
螺栓转角法拧紧工艺介绍!螺纹副联接是汽车、内燃机、压缩机等众多机械行业裝配作业所广泛采用的一种方法,为确保装配的质量,必须对螺纹副的拧紧状态予以控制。
01拧紧工艺的介绍及选择现今用于控制螺纹拧紧的方法主要有扭矩法,扭矩-转角法,屈服点法及螺栓伸长法等四种。
其中,螺栓伸长法虽然最为准确可靠,但由于难以在实际的装配机械上实现,故至今尚未用于生产。
相比之下,扭矩法因简单易行,长期以来一直是螺纹副装配中最常用的方法。
但随着对装配质量要求的不断提高,扭矩法的不足也越来越多地暴露出来。
因此,近十年来,重要场合下螺栓联接所采用的拧紧工艺基本由扭矩-转角法所取代,大大提高了产品的装配质量。
02拧紧工艺理论开发事实上,扭矩-转角法主要通过将螺栓拉长在超弹性极限,达到屈服点,以实现既充分利用材料强度,又完成了髙精度拧紧控制的目的。
以轿车发动机为例,在现代汽车厂的发动机裝配线上,关键键螺栓联接,如主轴承盖、缸盖、机油滤清器支架、曲轴轴头等的拧紧工艺都为扭矩-转角法。
其中以连杆螺栓为例,连杆螺栓初始轴向预紧力设计为23kN min,螺栓为磷化全螺纹螺栓。
为了研究夹紧力的变化,通过实验测得该螺栓的拧紧扭矩和螺栓旋转角度的关系曲线,如图2所示。
图2螺栓扭矩和转角关系曲线根据图2该螺栓实测的扭矩和螺栓旋转角度的关系曲线,以及转角法拧紧工艺的控制原则,即将螺栓拧紧拉伸进入屈服阶段,制定了3种扭紧方案,具体见表1:通过扭紧试验,3种方案均满足理论计算时要求的23kN,按方案1、方案2扭紧工艺安装的螺栓均进入屈服状态,单个螺栓产生的夹持力28kN-30kN之间,按方案2扭紧工艺下扭紧安装的螺栓在屈服点附近,单个产生夹持力为25kN-27kN,3种方案夹持力对比见图3,伸长量对比曲线见图4。
螺栓的轴向预紧力越大,其抗松动和抗疲劳性能越好,方案3轴向力小于方案1、方案2,且该方案扭紧的螺栓在就屈服点附近,存在一定的不稳定因素,所以方案3放弃。
螺栓紧固扭矩转角法的技巧
螺栓紧固扭矩转角法的技巧螺栓紧固是机械结构中常见的连接方式,它能够使零件稳固地连接在一起。
而螺栓的紧固程度,则需要通过正确的扭矩和转角来确保。
本文将介绍螺栓紧固扭矩转角法的技巧,以帮助读者更好地理解和应用这一方法。
一、什么是螺栓紧固扭矩转角法?螺栓紧固扭矩转角法,又称作“T and K法”,是一种常用于紧固螺栓的方法。
它通过给定一个初始扭矩,然后再加上一个特定的角度来完成螺栓的紧固。
这个特定的角度通常被称为转角。
二、螺栓紧固扭矩转角法的原理螺栓紧固扭矩转角法的原理是基于螺纹紧固过程中的变形特性。
螺栓在扭紧过程中,会经历弹性阶段、塑性阶段和断裂阶段。
其中,塑性阶段是指螺栓的拉伸过程,而弹性阶段是指螺栓在一定范围内能够恢复原状的阶段。
通过给定一个初始扭矩,可以将螺栓的初始预紧力带入到塑性阶段。
而通过给定一个特定的角度,可以让螺栓在紧固过程中产生正确的附加拉伸量。
这种通过角度的控制来确定螺栓紧固程度的方法,就是螺栓紧固扭矩转角法。
三、如何正确应用螺栓紧固扭矩转角法?1. 选择合适的装配方法在使用螺栓紧固扭矩转角法之前,首先需要选择合适的装配方法。
常用的装配方法有手动扳手、电动扳手和液压扳手等。
选择合适的装配方法可以提高工作效率和紧固质量。
2. 了解规范要求在进行螺栓紧固之前,需要仔细阅读产品规范要求。
规范要求通常会给出螺栓的扭矩和转角数值范围,以及其他注意事项。
了解规范要求对于正确应用螺栓紧固扭矩转角法非常重要。
3. 校准扳手和检查螺纹在进行螺栓紧固之前,需要确保扳手的扭矩已经校准并符合要求。
同时,还需要检查螺栓和螺孔的螺纹是否完好无损,以免影响紧固质量。
4. 设置初始扭矩根据规范要求,设置初始扭矩。
初始扭矩是在紧固的初始阶段,给螺栓带来一定的预紧力。
5. 旋转至特定角度在设置好初始扭矩后,需要继续旋转螺栓至特定角度。
这个特定角度通常根据产品规范要求来确定。
可以使用角度转角表或电子转角扳手等工具,来确保转角的准确性。
Bosch拧紧技术基础,螺栓紧固,扭矩转角法

Underhead friction approx. 40% . . . 50%螺栓头 摩擦
Clamp load 夹紧力
Electric Drives and Controls
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Rexroth tightening and Press-fit Systems
- Tightening basics -
BOSCH拧紧技术基础
Your speaker: Michael Rust
Demands of a bolted joint螺栓连接的要求
Demands of a bolted joint螺栓连接的要求
FM max
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Influence of friction 摩擦的影响(扭矩法举例)
Tightening Torque 扭矩 100%
Approx. 10%
Underhead and thread
螺栓扭矩转角法拧紧专题讲座

根据螺栓的分布、数量和装配要求,制定详细的拧紧顺序和 方案。
拧紧过程中的监控与调整
监控拧紧过程
在拧紧过程中,实时监测螺栓的扭矩和转角变化,确保达到预设的拧紧要求。
调整拧紧参数
根据监控结果,及时调整拧紧设备的参数,如扭矩、转速或预转角等,以确保 螺栓的拧紧质量。
04 螺栓扭矩转角法拧紧质量 控制
螺栓扭矩与转角呈线性关系, 随着转角的增加,螺栓扭矩逐 渐增大。
在一定范围内,扭矩与转角成 正比,超出该范围后,扭矩增 长速保螺 栓连接的可靠性和稳定性。
预紧力的计算
预紧力是螺栓拧紧后对被连接件施加的作用力,是保证螺栓连接可靠性的重要参数。
螺栓扭矩转角法能够提供更准确 的预紧力,从而减少因预紧力不
足或过大而引起的连接问题。
适用范围广
该方法适用于各种不同的螺栓规格 和材料,能够满足各种不同的拧紧 需求。
安全性高
通过控制螺栓的扭矩和转动角度, 可以确保螺栓不会因过大的预紧力 而断裂或因过小的预紧力而松动。
02 螺栓扭矩转角法拧紧原理
螺栓扭矩与转角的关系
06 螺栓扭矩转角法拧紧发展 趋势与展望
新材料对拧紧的影响
高强度材料
随着新材料如钛合金、复合材料的广泛应用,螺栓扭矩转角法拧紧需要针对这些材料的特性进行优化,以确保紧 固效果。
耐腐蚀材料
对于在腐蚀环境中使用的材料,如海洋工程中的金属材料,需要开发特殊的拧紧技术以抵抗腐蚀影响。
智能化拧紧技术的应用
03 螺栓扭矩转角法拧紧实施
拧紧设备的选择与校准
拧紧设备的选择
根据螺栓规格、拧紧要求和工况条件 ,选择合适的拧紧设备,如电动、气 动或液压扳手。
拧紧设备的校准
BOSCH喷油器螺丝扭矩数值
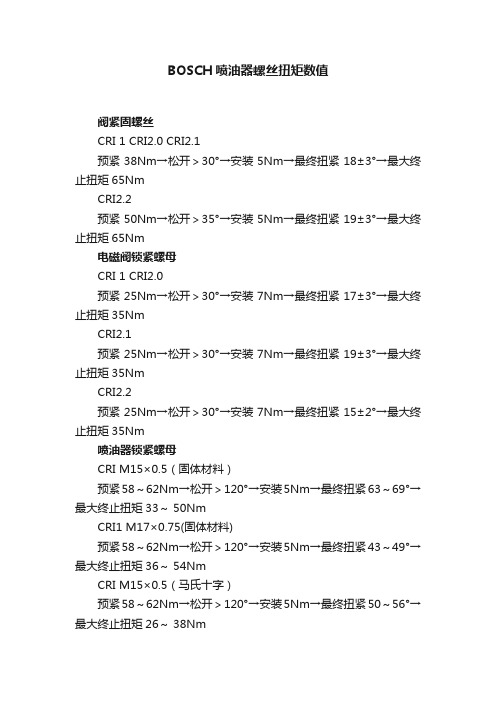
BOSCH喷油器螺丝扭矩数值阀紧固螺丝CRI 1 CRI2.0 CRI2.1预紧38Nm→松开>30°→安装5Nm→最终扭紧18±3°→最大终止扭矩65NmCRI2.2预紧50Nm→松开>35°→安装5Nm→最终扭紧19±3°→最大终止扭矩65Nm电磁阀锁紧螺母CRI 1 CRI2.0预紧25Nm→松开>30°→安装7Nm→最终扭紧17±3°→最大终止扭矩35NmCRI2.1预紧25Nm→松开>30°→安装7Nm→最终扭紧19±3°→最大终止扭矩35NmCRI2.2预紧25Nm→松开>30°→安装7Nm→最终扭紧15±2°→最大终止扭矩35Nm喷油器锁紧螺母CRI M15×0.5(固体材料)预紧58~62Nm→松开>120°→安装5Nm→最终扭紧63~69°→最大终止扭矩33~ 50NmCRI1 M17×0.75(固体材料)预紧58~62Nm→松开>120°→安装5Nm→最终扭紧43~49°→最大终止扭矩36~ 54NmCRI M15×0.5(马氏十字)预紧58~62Nm→松开>120°→安装5Nm→最终扭紧50~56°→最大终止扭矩26~ 38NmCRI1 M17×0.75(马氏十字)预紧58~62Nm→松开>120°→安装5Nm→最终扭紧40~46°→最大终止扭矩32~ 50NmCRI2 M15×0.5(蝶形)预紧36~44Nm→松开>120°→安装5Nm→最终扭紧57~63°→最大终止扭矩26~ 45NmC RI2 M17×0.75(蝶形)预紧41~49Nm→松开>120°→安装5Nm→最终扭紧41~47°→最大终止扭矩35~ 53NmCRI2 (BMW)预紧38~42Nm→松开>120°→安装5Nm→预紧69~75°《25~60Nm》→松开>90°→安装5Nm→最终拧紧57~63°→最大终止扭矩26~42Nm1. 油泵的高压油管处的力矩,以及各个进、回油口的空心螺栓的力矩。
螺栓拧紧基本技术

3
与螺栓的旋转角度相对应的 上升率(△t/△0)的变化, 由于在紧固的范围内不能进 力矩勾配法 屈服点可以检测出来,利用 行,所以几乎不能进行实用化 (屈服点法) 这一点进行紧固的方法。 永久伸长较少,螺栓可再使用。 在紧固时,平时测量力矩的 上升率是很必要的。
紧固力矩的测定方法
紧固力矩的测定方法主要有以下方法: ( 1 ) 返回力矩测定法 ( 2 ) 增紧力矩测定法 ( 3 ) 标记测定法 在通常的生产线上,根据( 2 )增紧力矩 测定法进行一般性的检查。
10 % 40 %
螺纹付的摩擦力
50 %
螺栓连接件的特性
夹紧力 屈服强度极限
抗拉强度极限
角度
摩擦力对夹紧力的影响
摩擦力
坏的螺纹 普通 润滑后的螺栓
夹紧力
螺栓连接的特性
扭矩 屈服应力极限
高摩 擦力
普 通
力 擦 低摩
夹紧力
事例剖析 ㈠ 98 年 11 月底至 12 月初, 装配线平台工位结合螺栓部位频繁
角度
贴合点
抗拉强度 / 屈服
应力 N/mm²
抗拉强度
失效 75 % 抗拉应力 100* 8=800 N/mm2 屈服应力 800* 0,8=640 N/mm2 屈服 弹性区
拉伸度
螺纹类型
套筒对边尺寸 12 mm • M • UNF • UNC 公制 英制细螺纹 英制粗螺纹
推荐扭矩 见工具目录第 9 页 螺栓等级
螺纹连接件中的力
张力 抗张Байду номын сангаас 夹紧力
剪切力 剪切力 抗张力
张力
这必须避免 !
张应力
剪切力 剪切力
张应力
测量拧紧效果
我们测量施加的扭矩
螺栓紧固扭矩转角法的技巧
螺栓紧固扭矩转角法的技巧螺栓紧固扭矩转角法是一种广泛应用于工业制造和维修领域的螺栓紧固方法。
以下是对该方法的技巧和注意事项的详细描述。
一、扭矩法扭矩法是一种利用扭矩扳手将螺栓紧固到预定扭矩的方法。
这种方法需要注意以下几点:1.选择合适的扭矩扳手。
根据螺栓规格和要求选择合适的扭矩扳手,确保扭矩扳手的量程和精度符合要求。
2.确定预紧力。
根据螺栓规格和要求确定预紧力,一般可参考螺栓制造商提供的技术手册或相关标准。
3.确定起始角度。
在紧固螺栓时,需要先确定起始角度。
通常情况下,起始角度为90度,即螺栓头与螺母平面相垂直时开始加力。
4.逐渐增加扭矩。
从起始角度开始,逐渐增加扭矩,直到达到预定的扭矩值。
在增加扭矩的过程中,需要注意保持扭矩扳手的稳定,避免突然加力或减力造成螺栓松动或损坏。
5.确认紧固状态。
在达到预定扭矩后,需要确认螺栓的紧固状态。
通常情况下,螺栓头与螺母平面应贴合且无缝隙,同时螺栓不应有松动或脱落现象。
二、转角法转角法是一种利用角度扳手将螺栓紧固到预定角度的方法。
这种方法需要注意以下几点:1.选择合适的角度扳手。
根据螺栓规格和要求选择合适的角度扳手,确保角度扳手的量程和精度符合要求。
2.确定起始角度和终止角度。
在紧固螺栓时,需要先确定起始角度和终止角度。
通常情况下,起始角度为90度,即螺栓头与螺母平面相垂直时开始加力;终止角度为180度,即螺栓头与螺母平面完全贴合时停止加力。
3.逐渐增加角度。
从起始角度开始,逐渐增加角度,直到达到预定的终止角度。
在增加角度的过程中,需要注意保持角度扳手的稳定,避免突然加力或减力造成螺栓松动或损坏。
4.确认紧固状态。
在达到预定终止角度后,需要确认螺栓的紧固状态。
通常情况下,螺栓头与螺母平面应贴合且无缝隙,同时螺栓不应有松动或脱落现象。
三、技巧和建议1.对于大型或重要的螺栓紧固任务,建议先进行样板试验,以确认所选工具和方法的有效性和可靠性。
2.在使用扭矩法时,建议使用定扭矩扳手或电子扭矩扳手,以确保预紧力的准确性和一致性。
Bosch拧紧技术基础螺栓紧固扭矩转角法.pdf

Thread friction 螺纹摩擦 approx. 30% . . . 40%
Underhead friction approx. 40% . . . 50%螺栓头 摩擦
Clamp load 夹紧力
Electric Drives and Controls
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Rexroth tightening and Press-fit Systems
- Tightening basics -
BOSCH拧紧技术基础
Your speaker: Michael Rust
Demands of a bolted joint螺栓连接的要求
博世力士乐汽车装配拧紧解决方案

2019年 第 6 期 / 微信号 auto195026特别策划 | Special Plan博世力士乐汽车装配拧紧解决方案□博世力士乐供稿要生产出高品质的乘用车,现代化的汽车总装工厂不仅需要高标准的制造流程、先进的生产工艺以及严格的品质管控,而且需要高品质要求的装配设备。
博世力士乐拧紧系统为这一环节提供了可靠的品质保障。
高精度的拧紧系统可以保证螺栓拧紧的可靠性,所有的拧紧数据会被记录,并能被追溯。
Ergospin 手持拧紧系统:汽车总装配解决方案ErgoSpin 的角度法拧紧是基于拧紧枪位置为基准,如果拧紧过程枪体有位置移动,就会造成角度误差。
而博世陀螺仪能克服ErgoSpin 的角度法在拧紧过程中产生的角度误差,进行实时补偿。
在汽车装配中,越来越多使用拧紧角度控制法,这种控制方法能有效抑制摩擦因素对夹紧力的影响。
在涉及到手动拧紧的应用中,工人对角度值引入了一定的误差,从而影响以角度作为目标函数的拧紧角度值。
而ErgoSpin 手持工具可以精确地测量工具偏移角度,补偿工具运动对角度结果的影响。
Ergospin 手持拧紧系统完整解决方案适用于汽车总装的手持拧紧工位,具有以下优点:(1)提供 Ergospin 紧凑型和防护型弯头选择。
(2)控制器显示屏可提供拧紧结果、故障信息等丰富的内容。
(3)高柔电缆线轻松满足不同工位应用的需求。
(4)操作面板和塔灯实现更多的人机对话。
(5)操作指导帮助操作者应对高柔性生产的需求。
(6)可以配置套筒选择器、特殊头来应对不同的应用。
而该手持拧紧系统产品根据人机工程学设计并得到验证,适用于不同类型的工具,具有丰富的人机接口,操作指导界面能够帮助应对高柔性的生产Copyright©博看网 . All Rights Reserved.微信号 auto1950 / 2019年 第 6 期27Special Plan | 特别策划需求,还配有防护型输出头、双手按钮等安全设计,能够达到百万次免维护。
拧紧技术简介1

Torque
Cp & Cpk
High Cp-value Low Cpk-value
High Cp-value High Cpk-value
Demands vary in MVI : Ford accept Cpk > 1.33 Volvo accept Cpk > 2
能力计算
We did a test on a joint that should be tightened at 50+/- 5 Nm. We got an average of 49 Nm and σ=0.8 Nm.
Snug level
Torque
> 720 deg X Nm
Soft Joint
> 720 deg (ISO 5393)
Angle
Snug level
硬连接的扭矩测量
Power Tool Output Torque 92 94 91 92 94 92 92 X=92,43 σ=1,13
”Perfect” Hand Torque
我们目前的网络
拧 紧 操 作 注 意 事 项 1、操作时拧紧工具尽量把持稳定。 2、拧紧时扳头要与螺栓同轴,与拧紧工具及被拧紧的工件 垂直,减少力矩损失。 3、拧紧时扳头(包括拧紧轴扳头定位销)不可与工件其他 部位干涉,否则会引起力矩损失。 4、定期检查扳头是否有拧裂或经常拧秃螺栓现象,如果有 应及时更换扳头。 5、使用万向节扳头应尽量减少连接处弯曲的角度,否则会 引起大的力矩损失。 6、多个螺栓拧紧一个工件时应按照PDM图或标准操作卡规 定的顺序拧紧,至少要保证交叉拧紧。
网络结构
构建现场设备的计算机网络,通常采用现场总线技术来进 行现场设备层的网络构建。
拧紧微课堂|螺栓预紧力掌控—转角法
拧紧微课堂|螺栓预紧力掌控—转角法螺栓预紧力掌控—转角法螺纹连接,从经济角度上来看,螺栓、螺钉作为一种极其普遍的连接件,其本身的成本价值并不高,但螺栓、螺钉的装配失效造成的损坏将是所连接的整个产品。
因此,高精度拧紧工具与拧紧策略在工业生产中受到的重视是不言而喻的。
回顾之前所讲到的扭矩控制策略,知道通过扭矩法拧紧,摩擦系数过大时,螺栓预紧力会太小;摩擦系数过小时,螺栓预紧力会过大。
所以单单通过提高扭矩精度来保证螺栓拧紧的质量是不太现实的。
扭矩控制法转角法扭矩-转角控制法即转角法,简而言之,在拧紧过程中,拧紧分为两个阶段,第一步是扭矩控制,拧紧到达一定扭矩后,切换成第二步角度控制,即再让螺栓转动一定的角度。
所以我们通常见到的角度控制策略是长这样的:20Nm+60°转角法的优点是?在转角法的角度控制阶段,预紧力与螺栓伸长量成正比,而螺栓拉伸量等于ΘP/360°,其中P为螺纹螺距,Θ为螺栓转过的角度。
若螺栓的刚度恒定,则通过保证转角的精度就可以保证预紧力的精度。
虽然是转角法,但在最终拧紧阶段仍会设一个扭矩监控区间。
为了防止由于螺纹堵塞,未达到设定的角度,螺栓就因扭矩过大被拧断而造成不必要的损失,所以会有一个扭矩上限值。
在这里,若螺栓的强度足够,对于扭矩下限值的设定意义是并不大的。
对于转角法的复杂之处就是必须使用扭矩法做大量的实验来确定实际转角控制的起始点,称为扭矩阈值。
在标准ISO5393中一般推荐为目标扭矩的10%,VDI2647中推荐为50%,实际应视螺纹的摩擦情况而定。
在扭矩-转角控制策略中,摩擦阻力仅影响到转角控制起始点的测量,较扭矩控制法已经将摩擦力阻力对预紧力的影响降到了很低。
既然影响是可以降低的,那么,索性再换一种拧紧策略看到底能降低到什么程度?。
螺栓拧紧过程型变量及角度标定介绍
BOSCH拧紧枪角度传感器原理 角度传感器与扭矩传感器是两个独立的机构,角度传 感器是光栅编码器的结构,内置角度刻度盘,利用电 脉冲信号感应计算输出轴转动的角度。 BOSCH拧紧枪角度标定是否需要带载 以往项目角度标定都采用空载的方式执行的,原因是 在带载标定角度时,如果带载的话,由于标定传感器 连接在套筒与接杆之间,标定仪无法准确取到计算角 度起始的扭矩值,输出的角度没有参考意义,所以角 度标定时为了保证拧紧枪与标定仪角度计算的起始点 一致性,采用的不带载方式。
回弹形变ห้องสมุดไป่ตู้度
拧紧过程回弹形变量
拧紧过程输出轴回弹角度显示方式的更改
更改显示方式可以在拧紧程序中的1A步骤中进行,Correction中的Angle复选项选上时即为上述第 二种显示方式。
拧紧角度标定( RS标定仪)
拧紧枪角度标定
目前现有几个项目BOSCH拧紧枪标定仪都是用的RS标定仪(美国PCD公司品牌),标定操作方式 为,把标定传感器连接在拧紧枪输出轴上,运行标定模式,通过采集拧紧枪输出的数据以及标 定仪输出的数据,执行Type1A Study得出拧紧枪能力。
标定仪
RS-Tech Torque meter
SE/KE 350 Cell and tightening controllers
PC running Q-trans conversion software
BOSCH拧紧枪两种工作模式
拧紧枪
输出轴 传感器
套筒
螺栓
Page 6
BOSCH拧紧枪拧紧输出的拧紧角度有两种显示方式: 1)直接显示马达转过角度的设定值; 2)显示剔除拧紧轴转动变形量后拧紧轴转过的实际角度值。 可以从拧紧曲线中看到这个过程,达到目标区间后,输出轴已经停止输出动力了,但是还是有角度输 出,输出的这个角度就是弹性型变量变化的角度。 但是由于拧紧角度传感器使用的是角度编码器的结构,只能以叠加的方式来显示角度,实际上这个角 度是负值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
FM max
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Influence of tightening method and tightening equipment on a bolted joint拧紧方法和拧紧设备的选择方法
1,不同拧紧方法及拧紧设备对螺栓连接的影响,最大夹紧力和最小夹紧力的比值(拧紧系数)决定工具和加工方法的选择, 用何种工具和加工方法是 由产品本身特性决定的不可改变的.2,为了达到同样的夹紧力,通过选择高档工具和高级的加工方法.可以实现使用直径更小的螺栓.减轻车重量和螺 栓的种类.3,随着铝件和铝螺栓被使用的越来越多角度法和屈服点法将来会越来越多地被使用.高档工具的需求会越来越多4.功能强大的可编程电动
Æ
Clamp Load夹紧力
Basic value to Rate of a tightening connection is Clamp Load (Clamp
force).
评价拧紧连接的基本值 是: 夹紧力
Fk (Clamp force)>FA (action force).
夹紧力> 反力 ,
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Æ
Thread friction 螺纹摩擦 approx. 30% . . . 40%
Underhead friction approx. 40% . . . 50%螺栓头 摩擦
Clamp load 夹紧力
Electric Drives and Controls
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Influence of friction 摩擦的影响(扭矩法举例)
Tightening Torque 扭矩 100%
Approx. 10%
Underhead and thread
friction influence essentially the clamp load, i.e. up to 90% friction losses may appear using torque controlled tightening methods螺纹摩擦和螺栓头摩擦 影 响至关重要的夹紧力,如使用扭矩法 大约90%的摩擦力会损失掉
Æ
Factors influencing clamp load影响夹紧力的因素
Factors influencing clamp load影响夹紧力的因素
Friction 摩擦
Unreliable Assembly Technique 不可靠的拧紧技 术 Setting 内部应力释放
– Rough surface粗糙表面 – Poor quality screws质量差的螺栓 – Unsuitable material不合适的材质
最大可允许的力 在考虑了螺栓的横面强度/应力和螺栓数量后,可计算得到
The clamp force can not be measured directly during tightening
process.
But, It relays directly on the torque. 夹紧力不能直接测量, 只能通过扭矩和转角来间接获得
螺栓连接不脱开
FM max. (maximal attainable pretensioned force / minimum Friction.)
don’t destroy the tightening connection or bolts 最大夹紧力 (并在最小摩擦
下)不会破坏该螺栓连接和螺栓
Reliable achievement of demanded clamp load
苛刻要求的夹紧力可以可靠的实现,
(合适的拧紧工具形式及工作范围,及精度的选择的重要性)
Does not become loose as a result of operational force 在工件投入操作使用后,螺栓不会松脱
Temperature 温度
--Different coefficient expansion不同的膨胀系数 – Incorrectly dimensioned bolted joint尺寸不正确 的工件连接
Incorrect tightening system 不正确的拧紧工具形式 选型
-- Clamp load too low or too high会导致夹紧力太 低或太高
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Electric Drives and Controls © Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
and
= μK
0,10
小摩擦
2μ G
ΔFM(μ)
20
f Safe process(安全的工艺质量)
for:f Minimum torque of the
tightening spindle and 点m1a, x最im大um摩擦fric和tio最nÎ 小的FM扭m矩in => FM min(最小夹紧力) 已连接工件不会松开的最小力
伺服拧紧扳手和先进的拧紧方法针对某些拧紧应用场合是必须的,并不是气动工具的简单升级替代 及只为增快生产节拍,
Electric Drives and Controls
© Alle Rechte bei Bosch Rexroth AG, auch für den Fall von Schutzrechtsanmeldungen. Jede Verfügungsbefugnis, wie Kopier- und Weitergaberecht, bei uns.
Clamp Load夹紧力
A Connection should be designed.螺栓连接该被设计为: FM min. (minimal attainable pretensioned force / maximum Friction.)
guarantees the function of connection. 最小夹紧力(并在最大摩擦下) 保证改
Tightening baFra bibliotekicsVariation of assembly-clamp load for torque controlled tightening扭矩法的夹紧力变化
K = 0,14大摩擦
T [Nm]
100
80 TA max TA min
40
Δ TA
1
μ
G
andμ fμor
μ
for
Can be loosened without destruction 螺栓松开后工件不会有变形 High constant clamp load,高一致性不变化的夹紧力
(高质量车真正需要的是合适的不变的夹紧力,不是扭矩值不变,扭矩值是表象, 夹紧力 无法实际测量,只能通过扭矩值来实现可测量,但受不同形式和材质的螺栓的摩擦力的 影响,实际的夹紧力只能通过不同的加工工艺和设备来实现,如转角法,高品质设备)
– Inaccurate or unsuitable tools精度差或不合适 的的工具 – Poor quality screws质量差的螺栓 – Inaccurate workpieces精度差的工件
– Design flaws产品设计缺陷 – Unsuitable material pairing不合适的材料匹配 – Incorrect tightening methods不正确的拧紧加工 方法
f Maximum torque of the tightening spindle and minimum friction Î FM max
点2, 最小的摩擦和最大的扭矩=> FM max(最大夹紧力)