MSR10科迈中文说明书
雷曼克斯X10中文说明书

录
发送单音脉冲............................................................................... 13 发送可选信令............................................................................... 13 编辑信道....................................................................................... 13 删除信道....................................................................................... 13 快捷功能操作.................................................................................... 14 取消静噪/瞬时取消静噪................................................................. 14 静噪等级设置............................................................................... 14 频率/信道扫描............................................................................ 14 信道扫描....................................................................................... 14 CTCSS/DCS编解码设置........................................................... 14 CTCSS扫描................................................................................. 15 DCS扫描...................................................................................... 15 高、中、低功率选择................................................................... 15 开启/关闭语音压扩功能(降低噪声,提高通话清晰度)......... 15 差频方向及差频频率设置.......................................................... 15 键盘锁定....................................................................................... 16 显示当前电压............................................................................... 16 自动拨号器设置........................................................................... 16 发送自动拨号器中已编辑的信令.............................................. 16 功能设置............................................................................................ 17 步进频率设置............................................................................... 17 添加可选信令............................................................................... 17 选择2TONE信令编码组别................................................................. 18 选择5TONE信令编码组别............................................................ 18 选择DTMF信令编码组别............................................................. 18 信令组合设置............................................................................... 18 高低功率选择............................................................................... 19 宽窄带设置................................................................................... 19 发射功能设置............................................................................... 19
喷雾泵操作手册
Manual No.
SECTION NO. 1 第一部分
OM5277 / OM5275
DRAWINGS and PARTS LISTS INDEX:
图纸及备件单索引
a) Combined Arrangement of Emulsion and Water Pumping Stations 乳化液泵站与喷雾泵站的组合布置
电子保护-水箱
Commissioning of New Pumps
新泵调试
Electrical Protection - Pump
电子保护-泵
Setting and Adjustment of Water Control Valves 水控制阀设置与调节
Starting up System /
Commissioning the Standby Pump
手册目录 手册对照 安全与健康 系统说明 图纸索引 图纸与备件单
SECTION NO. 2 第二部分
‘Open Box’ Inspection
开箱检验
Conveyanபைடு நூலகம்e
运输
Installation of System/Commissioning Tanks 系统安装/水箱调试
Electrical Protection – Tank
THE RMI WATER PUMPING STATION RMI 喷雾泵站
a) The Combined Arrangement of Emulsion and Water pumping Stations, see drawing CL5277, are shown this way as both pumping stations are controlled by one central control panel. RMI 乳化液泵站和喷雾泵站的组合布置请参见图 CL5277,如图所示两套泵站是由一个中心 控制台控制。
达科迈 (DKM) 120传统手动报警器说明书

DKM 120 conventional manual call points handle manual alarm triggering and are used with conventional technology.Functions In the event of an alarm, the glass pane (2) is broken first,then the manual call point (3) is pressed hard.This activates the micro switch for alarm triggering and the indicator LED (4) blinks.A locking mechanism holds the pressed manual call point.The manual call point can be reset with the reset lever (5).The indicator LED (4) goes out.This does not reset the alarm on the fire panel.VariantsThe design of the manual call points for interior areas (form G) and exterior areas (form H) are identical. Three color variants, red, blue, and yellow are available.Detectors for outdoor use (form H) have a cover equipped with a seal.Certifications and ApprovalsVdS - approval number: G 298 061ATEX approval: PTB 01 ATEX 2163XInstallation/Configuration Notes•Manual call points have to be mounted visibly along escape and rescue routes (e.g. exits, passageways,stairwells) and be easily accessible.•An installation height of 1400 mm ±200 mm, measured from the middle of the manual call point to the floor,must be maintained.•Manual call points must be illuminated sufficiently with daylight or another light source (including emergency lighting, if present).•Max. one test detector may be used for primary lines together with automatic detectors. The test detector is connected at the end of the primary line.•Further standards, guidelines and planningrecommendations regarding the installation location etc., should also be taken into consideration (see FireDetection manual).•Regulations of local fire departments must be observed.DKM 120 Manual call point▶Adjustment of the manual call point after alarm triggering ▶Variable labeling possible with foil sets▶Indicator LED for alarm or for inspection evaluation ▶Second contact with connections for panel control ▶Variants for interior and exterior areas2 Installation/configuration notes in accordance with VdS/VDE•The distance between manual call points should notexceed 100 m according to DIN 14 675 or 80 m according to VdS.•In high risk areas, manual call points should be installedat a distance of max. 40 m(VDE 0833 Part 2, Point 7.2.6).•According to VdS, up to 10 manual call points can beconnected to a primary line.Installation•Cables can be inserted surface-mounted or flush-mounted.•Installation in fire hose cabinets is possible in threeways:Pos.Description1Installation depth version 1: min. 37 mm 2Installation depth version 2: 14 mm 3Installation depth version 3: approx. 30 mmPos.Description A "Fire department"B "Break glass"C"Press button hard"Parts IncludedType of deviceQty.ComponentsDKM 120, type G, red 1Manual call point, housing color red DKM 120, type G, blue 1Manual call point, housing color blue DKM 120, type G, yel-low1Manual call point, housing color yellow DKM 120, type H, red 1Manual call point, housing color red, de-tector door with sealDKM 120, type H, blue 1Manual call point, housing color blue, de-tector door with sealDKM 120, type H, yel-low1Manual call point, housing color yellow,detector door with sealDKM 120 test detec-tor, type G, blue 1Manual call point, housing color blue, alu-minum insert plateNoteStandard labeling in German, other labeling possible with universal foil set. The labeling "test detector" is performed using theuniversal labeling field for the upper labeling field.3Technical SpecificationsElectricalOperating voltage19 V DC . . . 30 V DCCurrent consumption Specified by the respective securitysystemMechanicsDimensions (W x H x D)135 x 135 x 36 mmHousing material Plastic (ASA)Colors Red, RAL 3001Blue, RAL 5005Yellow, RAL 1003Weight Approx. 450 gEnvironmental conditionsProtection category as per EN 60529•Type G (indoor area)IP 52•Type H (outdoor area)IP 54Environmental class according toEN 54 T2•Type G (indoor area)II•Type H (outdoor area)IIIPermissible operating temperature•Type G (indoor area)-10 °C . . . +55 °C•Type H (outdoor area)-25 °C . . . +70 °CDKM 120, Type G, redfor triggering the alarm manually using con-ventional technologyManual call point for use in interior areas DKM120-Form-G redDKM 120, Type G, bluefor triggering the alarm manually using con-ventional technologyManual call point for use in interior areas DKM120-Form-G blueDKM 120, Type G, yellowfor triggering the alarm manually using con-ventional technologyManual call point for use in interior areas DKM120 Form G/ yellowDKM 120, Type H, redfor triggering the alarm manually using con-ventional technologyManual call point for use in exterior areas DKM120-Form-H redDKM 120, Type H, bluefor triggering the alarm manually using con-ventional technologyManual call point for use in exterior areas DKM120 Form H/blueDKM 120, Type H, yellowfor triggering the alarm manually using con-ventional technologyManual call point for use in exterior areasDKM120 Form H/yellowDKM 120 Test call point, form G, bluefor triggering the alarm manually using con-ventional technologyManual call point for use in interior areasDKM120-Form-GblueAccessoriesSpare glass pane (PU = 5 pieces)For fire detectors form G, H and KDKM-SPARE-GLASSKey for fire detectors types G and Hmade of red plastic (ASA)FMM-KEY-Form G/HSign with label "Nicht in Betrieb"Metal sign for fire detectors form G or HFMM-SIGNPunched, self-adhesive foil sets (blank), foroperating panel and labeling field10 units, for DM / DKM / SM / SKM, for indi-vidual printingDKM120-LABELMulti-purpose labelling foils for the upperlabel field5 unitsDKM-LABELSEurope, Middle East, Africa:Bosch Security Systems B.V.P.O. Box 800025600 JB Eindhoven, The Netherlands Phone: + 31 40 2577 284Fax: +31 40 2577 330****************************** Americas:Bosch Security Systems, Inc.130 Perinton ParkwayFairport, New York, 14450, USAPhone: +1 800 289 0096Fax: +1 585 223 9180***********************.comAsia-Pacific:Bosch Security Systems Pte Ltd38C Jalan PemimpinSingapore 577180Phone: +65 6319 3450Fax: +65 6319 3499*****************************Represented by© Bosch Security Systems 2006 | Data subject to change without notice T285618571 | Cur: en-US, V3, 26 Sep 2006。
M-Scope便携式安检门说明书
便携式安检门操作说明书开始:所有的SDHT-00110M-Scope便携式安检门是由北京斯达恒通科技有限公司引用国外最先进的技术自主研发的产品,此产品的命令通过控制面板中的12个数字操作键来完成。
所有的数字键都标注有功能的缩写。
下面是所有的数字键所标功能的缩写。
数字功能缩写的扩展缩写0 关机(ON/OFF),退出 ON/OFF1 声音菜单 VOL2 灵敏度菜单 SENS3 对比度菜单 CON4 计数菜单 CNT5 报警速度菜单 RATE6 工厂设置 FPSET7 操作者1设置 PRO18 操作者2设置 PRO29 操作者3设置 PRO3基本的开始操作:第一步:按数字0(on/off)键,开机,设备将会进行自身的诊断测试。
第二步:液晶显示屏将会显示公司图标及电池的电量值。
该设备还将对上方7个指示灯进行检测,从左侧的(最低)绿灯,通过各个黄灯,直到最后一个红灯(最高)。
这种灯点式的显示将设备进入正常的工作状态,并持续显示所检测到的信号的长度。
其中的信号可能代表了各种形式的电磁的噪音和干扰。
在自检的过程中,这种交替的颜色显示,三个探测区域,声音报警显示器再加上二个探测显示灯,都将显示红色。
自检结束,竟会变成绿色。
检测及报警:SDHT-00110M-Scope便携式安检门的主要物体的检测:金属探测报警的过程开始于物体切断安检门通道中的任意一束六束隐形红外光束,尤其是在入口处的三条光束。
必须注意的是,显示灯区的显示灯会持续显示所收到的信号长度,但直到物体进入安全入口并通过感应器的光反应区内。
通过的太快:一旦SDHT-00110M-Scope安检门探测到有物体在通道区,它就会开始检测进入区域的第一束光束和退出区域的第二叔光束的间隔时间。
通过这种通过时间的计量方法,系统会辨别出通过的速度。
如果被测物体超过了SDHT-00110M-Scope安检门所设置的速度限制,显示屏将会显示“Speed Violation”报警音就会响起,区域的显示灯就会变成红色。
micro技术手册(中文显示)
● 相电流输入量 转换;True RMS,采样时间 1.25 毫秒 范围:相 CT 初级电流整定值的 0.1~10 倍 精确度:相 CT 初级电流值的±0.5%
3.1 MMC micro 开关输入------------------------------------------------------------------------------31 3.2 MMC micro 继电器输出---------------------------------------------------------------------------32 七、通讯-------------------------------------------------------------------------------------------------------33 1 通讯连接---------------------------------------------------------------------------------------------------33 2 通讯规约---------------------------------------------------------------------------------------------------33 2.1Modbus RTU 通讯--------------------------------------------------------------------------------------33 2.2Profibus-DP 通讯--------------------------------------------------------------------------------------46 八、典型接线图例--------------------------------------------------------------------------------------- ---51
杀菌机操作手册
4、任何人不准携带任何首饰戒指、手表、领带等带状物品;不准化妆或携带类似化学 物品。
5、不允许穿工作服、雨鞋上卫生间。 6、随时保持工作服工帽鞋的整洁,保持工作现场的卫生,保持维修现场的卫生。
2003-12-01
三、安全防护措施
范围:适用于液体奶生产车间杀菌间。 目的:为了避免意外伤害,执行人员必须有相应的防护措施 执行人:杀菌工、班/组长人员 具体内容:
1. 执行人员必须配制护目镜、橡胶手套及围裙等,并检查其是否有泄漏。 2. 浓酸浓碱等化学物品应在通风干燥的指定地点存放。 3.缓缓地加酸、加碱,防止酸、碱溅到皮肤上,一旦溅上应立即用水冲洗,必要时需 看医生。 4.如人员大面积溅有以上物品,需在喷头下清洗。 5. 若以上物品被人误服用,应立即看医生。 6. 注意日护养中安全事项:
100-1400C
(26)热水压力PI09
3.7-6.5 bar
(28)杀菌水压力PIO8
4.4-7.5bar
(29)高温热水流量FI10
9000-19000L/H
(30)蒸汽压力PI44
6.0-9.0 bar
(31)水压力
3.0-6.0bar
(32)压缩空气压力
≥6.0bar
(33)进Mq 前水压PI66
(19)灌注压力PIO7
0.6-2.5bar
(20)真空度PI12
0.55-0.70bar
(21)热水流量FI66
2300-8000L/H
(2220)03-热12水-01回流温度TT64
80-900C
(23)高温热水温度TI08
132-1600C
(24)杀菌后温度TI09
BESV CF1 快速組裝手冊说明书

快速組裝手冊快速組裝手冊Quick Assembly Guide Quick Assembly GuideBESV CF11BESV CFContents1. 零件說明 (2)1.1主包裝內容 (2)1.2配件包內容 (2)2.組裝流程 (3)2.1組裝豎管及車手把 (3)2.2組裝踏板 (5)2.3組裝坐墊座桿組 (6)3檢查 (7)1.零件說明1.1主包裝內容1.車體組件2.配件包3.座管座墊組1.2配件包內容配件包內含以下配件:1.使用說明書2.充電器3.踏板4.座管鎖鑰匙2.組裝流程2.1組裝豎管及車手把2.1.1旋開豎管螺絲按壓側邊按鈕(a)將豎管打開,將管內螺絲(b)旋鬆。
2.1.2調整豎管高度及方向調整豎管至適當高度,並將頭朝向正前方。
*注意豎管至少需插至標示之最小插入深度 2.1.3鎖緊管內的螺絲ab2.1.4放置車手把調整車手把將標線置中,再旋轉至合適角度。
2.1.5合上豎管將豎管上蓋下壓扣緊。
如豎管過鬆,可調整豎管螺絲加強夾緊力,照片+的方向為緊,-的方向為鬆。
豎管下壓夾緊力:12 ~15kgf。
完成豎管及車手把組裝2.2組裝踏板2.2.1取出配件包內的踏板組2.2.2組裝右腳踏板*注意當中一個踏板的軸上有標示”R”,是為右腳踏板將此標示R的踏板以順時針方向旋轉,裝入右側曲柄的軸孔內並鎖緊。
R2.2.3組裝左腳踏板。
將另一踏板以逆時針方向旋轉,裝入左側曲柄的軸孔內並鎖緊。
請注意必須以逆時針方向旋入。
完成踏板組裝2.3組裝坐墊座桿組2.3.1打開座管束,確認座管轉接座的剖溝與車架剖溝對齊後,將轉接座壓到底。
2.3.2插入座桿*注意座桿嵌入深度,不管任何標示,座桿一定要嵌入至少10公分2.3.3座墊朝前並調整適當高度後,扣緊座管束。
完成坐墊座桿組組裝Min 10cm3檢查3.1檢查輪胎胎壓是否正常3.2檢查煞車, 變速器, 鍊條的作動是否順暢3.3啟動電控檢查功能與電量是否正常. 請參考CF1 使用手冊. 完成BESV CF1 快速組裝。
长虹 ChamSys QuickQ 10 控制台说明书

QuickQ 10 ConsoleGeneral OverviewA.The product shall be a ChamSys QuickQ 10 Console as manufactured by ChamSys Ltd orapproved equal.1.The lighting control console shall be an all-in-one system specifically designed to providecomplete control of stage, studio, and entertainment lighting systems. The console shallbe the ChamSys QuickQ 10 console, as manufactured by ChamSys Ltd.2.The system shall provide control of 1 DMX Universe, or 512 DMX512 addresses on amaximum of 512 control channels or parameters, with control of up to 512 fixturespossible.3. A maximum of 5000cues may be contained in non-volatile electronic flash memory.4.20 multi-function faders shall provide selection and control of 20 fixture intensities, 20fixture group intensities, and 20 single cues.5.Another 3 playback faders shall provide functionality for cue list control – 2 for chases,and 1 for a cue stack.6.The console shall have 1 inbuilt 9.7” colour multi-touch touchscreen. The touchscreenshall provide the primary interface for programming show data, multi-parameter controland system configuration.7. A total of 23 bump buttons shall be provided, used to activate cues, and select ordeselect individual or multiple fixtures.8.The console shall have 2 dedicated hue/saturation encoders for colour control.9.The console shall not require the use of an external monitor for normal use.10.An external monitor port shall be provided to allow connection of an up to HD resolution(1920x1080) monitor for display of the Output & Home (Layout) console windows.11.The console shall provide inbuilt Wi-Fi to connect to an iOS or Android device running aremote-control application to display and control any window independently of theconsole which can used as a secondary display or wireless focus remote.12.Inbuilt Wi-Fi shall feature ‘quick’ connect where a QR code displayed on the consolescreen can be scanned by the remote device (phone or tablet) to connect a remote-control application.13.The console shall be provided with a phone/tablet holder that may affix to the console tosupport the connected remote in a position directly above the in-built console display.14.Console software upgrades shall be made by the user via USB drive. Changing internalcomponents shall not be required to carry out such updates.15.The console shall feature a recovery system, allowing for the console’s operating systemto be restored if required.16.The console shall provide 2 USB ports, allowing show data to be saved for archivalbackups or transfer to other consoles or a personal computer.17.Systems that do not provide the above capabilities shall not be acceptable.Patching and Outputs1.The console shall provide patching facilities for dimmers and multi-parameter devices via aninbuilt library of fixture profiles. The fixture library shall be updated via software-basedupdates.2.The console fixture library shall contain access to over 32,000 fixture files.3.Should any required fixture files not be present in the desk after an update, ChamSys supportshall also be able to create fixture profiles upon request, free of charge.4. A quick search function shall be provided via the Patch window to ensure finding requiredfixtures is a smooth process.5.The console shall support automatic patching of the console and addressing of fixturesconnected using Remote Device Management (RDM) on the local DMX/RDM port.6.The 1 DMX Universe can be output either via the DMX port, or the Ethernet port on theconsole via network protocols of ArtNet or sACN.7.If output of the universe is set to use network protocols, the universe is still also output viathe DMX output connector on the desk.Fixture and Playback Faders1.20 multi-function faders shall be provided on the left side of the console, with 60mmpotentiometers and bump buttons.2.These faders shall provide direct manual control of intensity and selection for up to 20fixtures, 20 fixture groups and 20 single cues. Channel levels can be changed at any time by using the individual channel faders or using the touch screen interface.3.The mode of these faders (fixture, group, or cue) shall be selectable via the FIX, GRP and CUEphysical buttons on the console, to the right of these faders.4.The bump buttons below these faders can be used either to select fixtures and groups, or toactivate stored cues, dependant on the current fixture mode.5.If more than 20 fixtures are patched on the console, individual fixtures will be selectable viathe Layout or Intensity windows in the console software.6.There shall be space above and below these multi-function faders to provide a surface tolegend these faders using adhesive tape.7.RGB LED indicators shall be provided above each individual multi-function fader to providefeedback on the fader mode or the fixture(s) current colour.8. 3 playback faders shall be provided on the right side of the console, with 60mmpotentiometers and bump buttons.9.These faders shall provide space to record and store multiple cues per playback fader, 2faders for chases, and 1 for a cue stack.10.The bump buttons below these faders can be used to activate the stored cues.11.The console shall feature a dedicated Grand Master fader for overall level control.Programming Tools1.The console shall provide a 9.7” colo ur multi-touch touchscreen. The display shall provideaccess to show programming, parameter control and system configuration options.2.The touch interface contains programming windows including Intensity, Position, Colour andBeam, with controls for fixture parameters sorted into these windows for ease of use.3.An inbuilt RGB colour picker shall be accessible via the Colour window for use with colourmixing fixtures, along with inbuilt palettes and gel libraries for quick colour selection.4.The layout view provides a customisable 2D stage layout display. It shall be possible torearrange the graphical position of individual fixtures and groups to closely mimic thepositions of said fixtures in the venue.5.This view shall also provide a visual representation of intensity levels and colours for fixturesand groups laid out here.6.Effects shall be available via each attribute window (Intensity, Position, Colour and Beam) andare customisable via speed, size, and parts controls.7.Tap to time controls shall be available to set the speed of effects and chases.8.It shall be possible to assign multiple effects to fixtures and be stored within a single cue.9.Fixture selection shall be made via the fixture selection faders, Intensity window, or Layoutview.10.Selection of multiple fixtures shall be possible using groups via the fixture selection fadersset to group mode, or via the Layout view.11.Connection to an external, PC-based visualiser system shall be possible via the consoleEthernet port, sending data over the ArtNet or sACN protocols.er levels shall be provided to allow different access levels of control over the console,notably so that programming and configuration of the console can be password protected.13.A choice of 7 languages shall be provided for the console user interface, providing a nativeuser interface in: English, German, Spanish, French, Polish, Romanian, and Dutch.14.Two programming modes shall be provided; Theatre or Live Mode, which shall be userselectable, with the second chase fader acting as a crossfade in Theatre mode. Playback Controls1.Up to 5000 cues may be stored within a single show file on the console. Users shall be ableto save and load multiple show files within the console memory.2.Cues shall be able to be individually recorded and deleted.3.Cues shall be editable via merging in or removing parameters and channels.4.Multiple cues and other items shall also be deleted via the selection menu.5.An Execute view with customisable grid sizes and storage for up to 60 cues shall beaccessible via the console touch screen.6.Cues stored on the Execute grid shall be activated and released via the touch screen and canalso be linked together to work in a solo configuration.Remote Control Protocols1.It shall be possible to remotely activate and release the ten playbacks by use of OSC.2.It shall be possible to synchronise activation of cues in time to audio via Audio Input.3.It shall be possible to remotely activate and release the 3 playbacks by use of UDP Ethernetremote protocol messages.4.Playbacks and Execute window items shall have the ability to be triggered automatically atscheduled times or days without further user interaction.Hardware Connections1.The rear of the console shall provide access to all hardware connections, as listed below.2.12V AC or DC input for external power supply3.DMX512 outputs via 5-pin XLR connector: 1B Type-A connectors: 25.Ethernet connector: 16.HDMI display output: 17.Wi-Fi antenna connection (antenna provided with console): 18. 3.5mm audio jack: 2 (in and out)Physical Specifications1.All operator controls and electronics shall be housed within a single desktop console of aportable size and weight, as below. The console shall be:2.Equal to or less than 525mm (20.7 inches) wide.3.Equal to or less than 350mm (13.8 inches) deep.4.Equal to or less than 106mm (4.2 inches) high.5.Weigh no more than 4.07kg (11.46 lb).6.The console shall be able to be mounted to a standard VESA mount, with the use ofadditional mounting hardware (not supplied).7.The console power shall be 12V AC or DC via an external power unit. The power unit shalloperate with 90-240VAC line voltage, 50 or 60Hz.Included Accessories1.Supplied with the console shall be accessories, as listed below.B desk light: 13.Dust cover: 14.Tablet stand: 15.Wi-Fi antenna: 16.12V power supply: 17.IEC power cable: 1。
9020使用说明书
使用说明
安全
喷码机的启动/停止
介面介绍
信息的选择和显示
信息的打印
信息的更改
耗材的检查和更换
喷头的保养
故障和报警
安全
E
___________________________________________________________________________________
使用说明
安全使用说明
安全
使用说明
安全使用说明
安全
使用说明
安全使用说明
安全
使用说明
9020 - 9030 使用说明
喷码机的启动
喷码机关闭■
日常关闭
使用说明
介面介绍
信息选择■
选择喷印信息
使用说明
显示信息
使用说明
信息打印
15
“PARIS”这条信息喷印就绪
使用说明
信息的更改
使用说明
耗材
17油墨添加剂
盒内余量水平
使用说明
喷头的保养
使用说明
喷头的保养(续)清洗喷头仔细将其干燥,然后
使用说明
故障与报警
使用说明
照片和图示未在细节上结合描述。
明。
马肯依玛士保留修改产品规格的权利,恕不提前通知。
禁止以任何形式复制本文档或本文档的部分内容。
原始手册的翻译: 原始手册(法文)可从打印机随附的 CD-ROM 中获得。
使用说明
A39544-A。
雷曼克斯X10中文说明书
录
发送单音脉冲............................................................................... 13 发送可选信令............................................................................... 13 编辑信道....................................................................................... 13 删除信道....................................................................................... 13 快捷功能操作.................................................................................... 14 取消静噪/瞬时取消静噪................................................................. 14 静噪等级设置............................................................................... 14 频率/信道扫描............................................................................ 14 信道扫描....................................................................................... 14 CTCSS/DCS编解码设置........................................................... 14 CTCSS扫描................................................................................. 15 DCS扫描...................................................................................... 15 高、中、低功率选择................................................................... 15 开启/关闭语音压扩功能(降低噪声,提高通话清晰度)......... 15 差频方向及差频频率设置.......................................................... 15 键盘锁定....................................................................................... 16 显示当前电压............................................................................... 16 自动拨号器设置........................................................................... 16 发送自动拨号器中已编辑的信令.............................................. 16 功能设置............................................................................................ 17 步进频率设置............................................................................... 17 添加可选信令............................................................................... 17 选择2TONE信令编码组别................................................................. 18 选择5TONE信令编码组别............................................................ 18 选择DTMF信令编码组别............................................................. 18 信令组合设置............................................................................... 18 高低功率选择............................................................................... 19 宽窄带设置................................................................................... 19 发射功能设置............................................................................... 19
喷洒器用户手册说明书
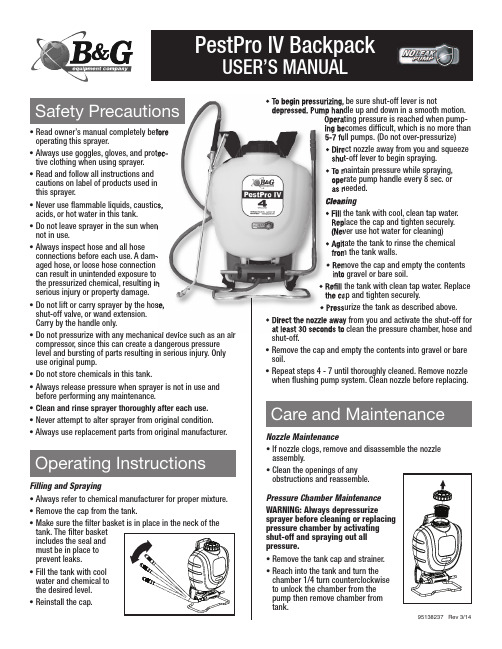
• To begin pressurizing, be sure shut-off lever is notdepressed. Pump handle up and down in a smooth motion.Operating pressure is reached when pump-ing becomes difficult, which is no more than 5-7 full pumps. (Do not over-pressurize)• Direct nozzle away from you and squeeze shut-off lever to begin spraying.• To maintain pressure while spraying, operate pump handle every 8 sec. or as needed.Cleaning• Fill the tank with cool, clean tap water.Replace the cap and tighten securely.(Never use hot water for cleaning)• Agitate the tank to rinse the chemical from the tank walls.• Remove the cap and empty the contents into gravel or bare soil.• Refill the tank with clean tap water. Replace the cap and tighten securely.• Pressurize the tank as described above.• Direct the nozzle away from you and activate the shut-off for at least 30 seconds to clean the pressure chamber, hose and shut-off.• Remove the cap and empty the contents into gravel or bare soil.• Repeat steps 4 - 7 until thoroughly cleaned. Remove nozzle when flushing pump system. Clean nozzle before replacing.Nozzle Maintenance• If nozzle clogs, remove and disassemble the nozzle assembly.• Clean the openings of any obstructions and reassemble.Pressure Chamber Maintenance WARNING: Always depressurizesprayer before cleaning or replacing pressure chamber by activating shut-off and spraying out all pressure.• Remove the tank cap and strainer.• Reach into the tank and turn the chamber 1/4 turn counterclockwise to unlock the chamber from the pump then remove chamber fromtank.Filling and Spraying• Always refer to chemical manufacturer for proper mixture.• Remove the cap from the tank.• Make sure the filter basket is in place in the neck of the tank. The filter basket includes the seal and must be in place to prevent leaks.• Fill the tank with cool water and chemical to the desired level.• Reinstall the cap.95138237 Rev 3/14• Read owner’s manual completely before operating this sprayer.• Always use goggles, gloves, and protec-tive clothing when using sprayer.• R ead and follow all instructions and cautions on label of products used in this sprayer.• Never use flammable liquids, caustics, acids, or hot water in this tank.• Do not leave sprayer in the sun when not in use.• Always inspect hose and all hose connections before each use. A dam-aged hose, or loose hose connection can result in unintended exposure to the pressurized chemical, resulting in serious injury or property damage.• Do not lift or carry sprayer by the hose,shut-off valve, or wand extension. Carry by the handle only.• Do not pressurize with any mechanical device such as an air compressor, since this can create a dangerous pressure level and bursting of parts resulting in serious injury. Only use original pump.• Do not store chemicals in this tank.• Always release pressure when sprayer is not in use and before performing any maintenance.• Clean and rinse sprayer thoroughly after each use.• Never attempt to alter sprayer from original condition.• Always use replacement parts from original manufacturer.Care and MaintenanceUnlock Chamber Remove Chamber • Rinse out any debris that mayhave accumulated in thechamber.• Reinstall the chamber into thepump by aligning the tabs onthe chamber with the slots inthe pump, push firmly intopump and turn clockwise untilpump stops.• Reinstall the strainer and tankcap.Servicing the Tank• Unscrew cap from tank. Remove and replace check valve.• Remove pressure chamber as outlined in Pressure Chamber Maintenance section of the manual. Remove and replace o-ring. Lubricate o-ring with petroleum jelly.• Unsnap agitator from piston rod. Remove from tank.• Position pump handle to the furthest downward position. Remove pump handle fromsprayer.• Disassemble carry handle by removing the (6) screws.• Remove hitch pin and lift pivot clip off of the piston rod.• Pull upward to slide piston rod out of pump.• While holding onto the pump, use an adjustable wrench to unthread pump nut from pump. Remove nut, hose and barb assembly.• Inspect (2) o-rings on barb assembly. If damaged, replace hose assembly.• Remove pump out of tank. Remove and replace gasket.• Slide piston rod assembly down and out of grommetand remove from tank.• Carefully remove and replace o-ring from piston. Lubricate o-ring with petroleum jelly.• Remove grommet from tank using pliers to grasp the head of the grommet while flexing the grommet out of the hole in the tank. Press or tap new grommet into tank. Lubricate hole in grommet with petro-leum jelly.• Insert piston rod assembly into tank and through grommet. • Reassemble pump with gasket into tank. Tighten pump nut securely with adjustable wrench while holding pump to maintain correct orientation. Push piston assembly into pump.• Attach pivot clip to piston rod and insert hitch pin. Note orientation of piston rodmust match the pivot clip. Reassemble carry handle onto tank. Tighten all (6) screws. • To reinstall the agitator, line the notch up on the agitator with the swedge on piston rod and snap into place.• Reinstall pressure chamber as outlined in the Pressure Chamber Maintenance section. Replace tank cap, filter andpump handle.Problem:Sprayer will not build pressure Inspect:•Pressure chamber installed into pump• Dirty, damaged or worn pump or chamber o-ring• Dirty poppet in pumpSolution:•Install pressure chamber as described inPressure Chamber Maintenance section• Clean and lubricate or replace o-rings asdescribed in Servicing section• Clean sprayer as described in CleaningsectionProblem:Sprayer will not sprayInspect:•Sprayer pressurization• Shut-off clogged• Nozzle cloggedSolution:•Pressurize sprayer as described in Pressurizing and Spraying section• Clean shut-off as described in Shut-offMaintenance section• Clean nozzle as described in NozzleMaintenance sectionProblem:Sprayer leaks from the bottom of the tank Inspect:•Loose pump nut• Damaged or worn o-rings or seals Solution:•Tighten pump nut as described in Servicingsection• Replace o-rings and seals as described inServicing sectionProblem:Sprayer leaks where piston rod enters top of tank Inspect:•Dirty, damaged, or worn grommet Solution:•Clean and lubricate hole in grommet orreplace grommet as described in ServicingsectionProblem:Pump handle is difficult to operate Inspect:•Swollen or damaged pump piston o-ring• Dirty, dry or damaged grommet Solution:•Clean and lubricate or replace o-ring asdescribed in Servicing section• Clean and lubricate hole in grommet or replacegrommet as described in Servicing section# Order #Description112014261Reservoir Chamber 212014262Cap Assembly312014263Tank Filter Assembly 412014264Backpack Seal Kit 522037510XR Gun Rebuild Kit 622037503Handle 722037501Valve Body 822045600Extension922049451 4 way spray tip assembly 1022032551Strainer/Check Valve 1133000309Hose AssemblyPESTPRO IV BACKPACK135 REGION SOUTH DRIVE • JACKSON, GA 30233Toll Free 800-544-8811 • Phone 678-688-5601 • Fax 678-688-5633For more detailed maintenance and servicing instructions, visit the B&G website at 11Hose Assembly1Reservoir Chamber2Cap Assembly3Tank Filter Assembly4Backpack Seal Kit10Strainer/Check Valve94 Way Spray Tip Assembly8Extension。
美国Chemglass中试反应釜系统中文操作手册

Chemglass®10L ~ 50L中试反应釜系统中文操作说明依照实物图,从下往上装备反应釜:实验前的检查:检查釜盖是否拧紧,若没有,请按照釜盖上的阿拉伯数字顺序适力拧紧釜盖。
检查温度传感器是否在适当的高度上,并已固定,若没有,请调节至不会接触到搅拌桨的高度并紧固螺帽。
检查下料阀是否关闭,逆时针旋转是打开,顺时针是关闭。
检查搅拌控制器的调速旋钮是否起始点,切勿高速度启动电机。
检查釜盖上各接头、配件是否稳当,大开口快松夹是否到位。
常规实验操作流程1.反应釜清洗:用蠕动泵(若有,或其他传输泵)往釜体内加入清洗液(一般是水或有机溶剂),若无传输泵,也可打开大加料口,从加料口中借助漏斗倒入。
开启搅拌,从低速到高速(中试反应釜一般最大加速到300RPM即可),期间亦可以开启温度控制器,进行加热清洗。
清洗完毕,把清洗液从下料阀放入接收容器中。
可反复一次。
清洗完毕可把温度调高,把残留清洗液蒸出。
2.实验开始:用传输泵或手动加料的方式,往釜体内加料,大颗粒料粉碎成粉末加入。
反应体积最好控制在反应釜容积的2/3。
3.开启搅拌,开启之前注意从零开始往高调。
搅拌速度视实验的需求而定,一般中试反应的搅拌速率控制在200RPM 以内。
4.开启冷凝管冷却水开关,设定所需反应温度或程序温度曲线。
开始加热或制冷。
5.根据实验的工艺,逐步进行后续步骤。
滴加物料可用恒压滴液漏斗或者精确蠕动泵。
6.出料:若有粉末,结晶或沉淀等固体物料在釜体内,放料时一定要不停搅拌,把固体料分散到溶液中,然后开大下料阀,把固液料同时放出来。
放料期间为防止固体料卡在出料口,最好不要关死下料阀。
放液结束,用溶剂把下料阀内残留的固体料冲干净再关紧下料阀。
亦可采用抽吸法:关闭搅拌,把泵管从釜盖伸到釜体,用传输泵,吸出物料,残留物料可用正常放料阀用溶剂冲洗出来。
注意事项1.注意釜盖螺栓拧紧顺序,严格按照螺栓的编号,按顺序进行,每次紧一点,分多次进行。
MSR中文说明书
目录1.程序制作介绍---------------------------------------- P22.PCB PROGRAM 制作---------------------------- P3~P53.MARK LIBRARY 制作--------------------------- P6~P84.NC PROGRAM 制作------------------------------ P9~P175.PARTS LIBRARY 制作--------------------------- P18~P286.ARRAY PROGRAM 制作------------------------ P29~P307.IPC智能型料架程序制作------------------------- P30~P318.IN/OUT ------------------------------------------------- P32~P359.规格说明----------------------------------------------- P35~P3810.生产数据管理--------------------------------------- P38~P4111.MACHINE DATA说明-------------------------- P42~P47一. 程序制作介绍:1.PCB data :最大可制作容量为200个, 其内容为设定基板尺寸大小&厚度之相关资料.2.Mark library :最大可制作容量为500个, 为制作辨识基板mark 所须之外型资料.3.NC program :最大可制作容量为200个(Max 5000steps) , 为制作装着点所须指令.4.Parts library :最大可制作容量为1000个, 为制作零件外型以供机台camera 辨识.5.Array program :最大可制作容量为200个(一个程序最大为300 types) , 主要连结NC program 与Parts library .二.PCB program制作:1.选取PCB程序或制作一新的程序.2.PCB List .3.Find : 寻找程序, 以名称或号码寻找.Sort: 依程序名称排序.Retry: 重试.New: 制作一新程序.4. 选取确定.1. PCB程序解说(1)PCB size X/Y : PCB X方向0~999.99mmY方向0~999.99mm(2)Thickness :厚度:(3)Pos. pin :定位pin是否使用.1 : 使用.0 : 不使用.(4)Hole pitch :定位孔与定位孔之间之距离.(5)Conv. Speed : 传送速度1: 897mm/s , 2: 862mm/s , 3: 791mm/s , 4: 721mm/s5: 650mm/s , 6: 580mm/s , 7: 510mm/s , 8: 493mm/s .(6)Table rising/lowering acceleration :0: Auto , 1: High speed , 2: middle speed , 3: low speed .当设定0 时, X-Y table上升下降之速度会依以下表列动作.当所有资料决定后, 可于Library 中变换宽度, 即点选Width moving .点选后可见到下图.Org. Return : 使轨道(XY table , Loader ,Unloader) 归回原点.Move axes : 移动资料所设定之宽度.三. MARK LIBRARY 制作1.首先输入一新的Mark code .2.点选OK后, 可输入所须之Mark 资料.(1)Size X/Y , Width Wh/Wd : 可依下图量测, 如mark 为实心, 则Wh/Wd无须输入.(2)PCB material code : 基板材料选择.0 : 聚纸纤维板, 铜箔.1 : 聚纸纤维板, 锡箔.4 : 陶瓷板, 银箔.5 : 陶瓷板, 铜箔.6 : 陶瓷板, 金箔.(3)Pattern : 外型.0 : circle 圆形. 3 : Triangle 三角形.1 : square 方形. 8 : Cross 十字形.2 : Diamond 菱形. 9 : Checker 异型.(4)Rec. type : 视觉类型.0 : 多质化.1 : 二质化.2 : Bad mark .(5)Light : 灯光.1 : spread 落射,2 : direct 直射,3 : spread+direct落射+直射.◆Bad mark 之设定方式以往一般之PCB mark 为窗口大于mark , 但Bad mark却为mark 本体大于窗口.window窗口大小为0.5*0.5mm~5*5mm , Bad mark 本体最小建议为2*2mm .3.制作步骤:(1)点选EDIT 画面, 且选取MARK .(2) 选取New 之选项, 输入名称.(3) 点选OK后, 写入所须资料.(4) 按下Teach 键, 即会出现以下画面, 其中也依视觉选项不同而所须制作之项目也随之改变.(5)Gray mark : 更改windows 之size & 转换黑色或白色显像.Binary mark : 较Gray mark 多一Binary level 调整.Bad mark : 只须调整window窗口之size .(6)Teaching 完成后, 如果是Bad mark(Distinction mark) , 可设定Distinct mark tolerance .可分为Normal , Rough , Very Rough .四. NC program 制作(1)Offset X/Y : 机台原点与基板原点之距离 .(2)Offset HM : 已装着之最厚零件之厚度.(3)Multi Org. : 决定Z 轴何站为NC程序Zno. 之原点.EX: 以Zno=10 为Multi Org .的话, 则Z=11 为新原点的第二站.(4)X/Y : 由基板原点至装着点之距离.(5)Zno : Z轴之料站.EX: A=1,2 B=3,4 C=7 D=9EX: A=3 B=7 C=11,12 D=15 (A&D为大型料架, B为singleC为Double cassette)(6)S&R : PCB有连板状态使用之指令.何谓step repeat & pattern repeat ? 见下图可知step为将同一站之零件完成再进行下一站, pattern 为完成一pattern后再继续下一板.而pattern 之旋转为顺时针+值.EX:以下之图标, 我们须如何宣告S&R之坐标?Ans: 由A1(X1,Y1) A1(0,0)则A2(X2-X1 , Y2-Y1)A3(X3-X1 , Y3-Y1)A4(X4-X1 , Y4-Y1)(7)Theta : 零件装着角度. (逆时针为正)0~359.99 度(8)Skip block : 0--------------不使用.1~6 , 8~9 ----有条件之Skip ,常用于连板之删除或同Model但不同状态下使用.7--------------强迫skip .(9)Mt. Height : 设定装着高度上升或下压, 0mm~零件厚度+装着高度~6mm .(10)Mrk(Mark) : Fiducial mark --- 0 无mark .1 零件mark2基板mark3连板mark4群组mark .Distinct mark--- 1 Bad mark2Diff. Mixing pattern3Master distinct mark(11) No : 装着指令0 ---装着1---不装着.(12)Mt. Wait : 等待所有零件装着完毕后再行装着.0 : 不等待1 : 等待.(13)Group : 界定群组mark 之使用方法, 请见下一章之介绍.0 :不使用1~10 :使用.(14)Prod : 界定混合连板之宣告.0 :不使用.1~30 :使用.Mark 形式1. Fiducial mark :(1)Individual mark : 用于大零件之定位协助.(2)PCB mark : 基板归正定位之用.(3)Pattern mark : 连板归正定位之用.(4)Group mark : 一PCB有两种不同之Model , 藉由group mark 归正.2.Distinct mark :(1)Bad mark : 一般用于界定连板装着或不装着.a. Bad mark 指令跟随S&R坐标变动:b. Bad mark 指令不跟随S&R坐标变动:(2)Diff. Mixing pattern : PCB拥有多连板, 而连板之中又拥有两种不同Model , 以Bad mark 指令搭配Prod 宣告.NC program 之制作程序:1. Program offset 校正.2. S&R 之宣告.3. Bad mark 之teaching .4. PCB mark 之teaching .5. Mount position 之宣告.BAD MARK,不良基板符号教导,是为了预防零件装着于有问题之基板上而设计之功能CODE:0无不良符号TEACHINGCODE:1使用SENSOR执行不良符号TEACHINGCODE:2使用PCB CAMERA执行不良符号TEACHING*不良符号规格符号必须大于辨识时窗口窗口尺寸:0.5 x 0.5到5 x 5 mm(可随机设定)不良符号尺寸:最小为2 X 2 mm*基板无不良符号*基板有不良符号MENT备注栏,可输入八个字符,例如基板上之电路号码备注栏输入与否不会影响机器动作*注意当[SYS]→[PRODUCTION DATA]中之[MARK POSITION TAKE-IN]设定为[有效]时,则于MARK TEACHING 后,其坐标才能被储存进入*若基板被定位于XY 轨道上是有倾斜情况时(仅用夹边方式定位,既PINCH TYPE),基板符号TEACHING及计算是不会有问题的,但是必需要在基板边与轨道是介于1mm之内之情况下才有修正之效果LAND TEACHINGLAND TEACHING,着落点教导,作为修正装着零件之着落点(PAD)位置,通常用于大型零件或较精密之零件,如QFP,PLCC,SOP等等……..CODE:0表示不作LAND TEACHINGCODE:1表示执行LAND TEACHING下图表示各零件LAND TEACHING之关系图LAND TEACHING 结果图*通常而言,最好先执行MARK TEACHING 后,在执行LAND TEACHING,,若先执行LAND TEACHING ,则装着角度之修正将不会被保证OKOFFSET TEACHING可分为两种, 一种为抓取Mark1之中心位置, 也是说为Alter之状态, 可将Mark与Mount position 一起拉回中心之方法.一种为Fix之状态, 将mount position 拉回中心之位置, mark 须重新Teach .点选OK后可得到以下之画面在Move NC中将XYT轴移动至mount位置, 在移动至mark或mount之中心点即可.五. Parts library制作零件数据库共分为四页,[STANDARD]及[OPTION]及[BGA] [OFFSET]1.STANDARD1.CLASS选择适用之零件号码辨识方法CLASSIFICATIONTYPE 适用零件透过式(二值化) 10 正方形芯片零件1正方形芯片零件(尺寸检查允许值能够被输入)20 小晶体管1 小晶体管(零件本体含有许多粗糙边)30 薄零件1 薄零件(看起来有孔之薄形零件)4 0 QFP6 0 大型晶体管7 0 异形零件8 0 HEMT零件9 0 圆筒形零件(MELF)11 0 铝质电解质电容多值化13 0 中空形线圈200 正方形电阻芯片(一般零件,反噪声型)1 正方形电阻芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)3 正方形电阻芯片(1005电阻前/背面判断) 220 排阻(吸着检查)1 排阻(无吸着检查)30 0 正方形电容芯片(一般零件,反噪声型)1 正方形电容芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)31 0 钽质电容40 0 微小含脚晶体管(一般型)1 微小含脚晶体管(晶体管零件脚宽不同) 5 微小含脚晶体管(零件脚有阴影)41 0 小型电力晶体管42 0 大型电力晶体管43 0 两只端子之二极管44 0 LED1 LED(利用脚宽去执行站立吸着检查)2 LED(利用本体中心去执行站立吸着检查)反射式50 0 水平连接器(单边有脚)51 0 垂直连接器52 0 SOP53 0 QFP54 0 SOJ55 0 PLCC72芯片型波型表面滤波器(利用上,下,左,右的直线寻求零件倾斜度)1芯片型波型表面滤波器(利用上,下的直线寻求零件倾斜度)2芯片型波型表面滤波器(利用左,右的直线寻求零件倾斜度)86 0 格子状芯片900 白色连接器3 遮板式零件2.SIZE零件尺寸,输入零件每边尺寸,不包含脚的尺寸UP/DOWN/LEFT/RIGHT/THICK/THICK TOLERANCE上/下/左/右/厚度/厚度误差量*于屏幕上所看到之影像与机器上包装刚好上/下颠倒*输入范围上/下/左/右:0.1 到150.00 mm(单位为1/100 mm)设备之规格最大为32.00 mm厚度:0.00 到25.00 mm(单位为5/100 mm)设备之规格最大为 6.00 mm*尺寸输入后相机之选择会自动设定,但是,若机器本身已经有数值时,则机器不会自动设定*厚度误差量当厚度设定后,机器会自动计算误差量,而此误差量为机器判定零件是否正确被吸着输入范围:0.00 到25.00 mm(单位为5/100mm)自动设定范围是依据零件厚度来计算0.1mm≦零件厚度≦1.0 mm :20%误差量1.0mm≦零件厚度≦25.0 mm:10%误差量3.HEAD SPEED工作头速度,设定工作头旋转速度1~13*零件设定为慢速时,是为了高精密度装着和TEACHING*工作头速度选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时4.XY SPEED设定XY轴移动速度1 2 3 4 5 6 7 8HIGHT SPEED LOW SPEED*正常而言,此速度会跟工作头速度一样被自动设定,不过重新设定速度是需要的,像是较高的零件5.MOUNT NOZZLE选择装着用之吸嘴101~140 左方固定吸着, 201~240 中间固定吸着(FOR大吸嘴)CHANGE CAMERA零件辨识相机选择代码相机辨识范围吸嘴号码零件最大尺寸0 小视野相机8 mm 1,2,3,4 6 x 6 mm1 大视野相机36 mm 3,4,5 32 x 32 mm*相机选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时1.FEED DIR(FEED DIRRCTION)送料角度,设定零件于包装中之供应角度代码表*若零件数据库设定和机器上实际包装一样时,则设定为0,既可,否则就必须要设定之*若仅包装方向改变时,只要更改数据库中之供给方向就可以了,否则就必须要更改脚数及装着角度*下图为较特殊例子,因为零件本身包装为45°,故必须要先行旋转后(FEED DIRECTION=45°),如此机器才能够辨识2PACKAGE零件包装方式代码包装方式0 PAPER纸带1 EMBOSS塑料2 BULK散装*零件包装方式会决定自动时的吸着高度3.PUSHUP4.一般给大零件使用, 目前未使用.5.0:不使用1:使用4.FEED COUNT : 推料次数.5. RECOV自动补料,设定机器是否要于吸着错误时,自动补料(必须要于机器初始值中补料次数不为0时,才有用)0:不补料(机器会停止)1:会自动补料2:大零件掉落检出SENSOR动作*通常设定为0时,是吸取较贵重之零件时,如QFP等….*大零件掉落检出SENSOR是为了保护零件及切刀用的,当设定为有效时,机器会于吸取此零件后,同时会检测零件有无被吸取,当被检测到没有被吸取时,机器会立即停止,以免机器继续动作,相对的切刀也会动作,而使得切刀或零件损毁6. CHIP STAND设定被吸着零件是否是站立吸着,由LINE SENSOR执行检测动作0:表示仅检测吸着错误(装着高度之冲程由数据库中之零件厚度决定)1:表示利用零件厚度判断/检测零件站立吸着情况(既装着高度之冲程由实际LINE SENSOR检测出之值执行之)7.LIGHT TYPE0 7THRU : 透过式灯光DCT(L) : 大相机灯光DCT(S) : 小相机灯光CIR : 同轴灯光.CSP/BGA : CSP与BGA专用, 平面照射.8.OUTER SIZE(mm)零件之含脚尺寸,若零件为不含脚之零件时,则零件本体就为OUTER SIZE输入范围:0.00 ~ 99.99 mm单位为1/100 mm*机器零件规格最大为32 mm9.ELECTRODE(mm)电极尺寸,既零件焊点位置尺寸输入范围:0.00 ~ 50.00 mm单位为1/100 mm10.LEAD COUNT零件脚数量,不包含有缺脚数量输入范围:0 ~ 255只11.LEAD SIZE零件脚尺寸,设定零件之脚间距及误差量输入范围:0.00 ~ 50.00 mm单位为1/100 mm12.ROTATE : 旋转180度(未使用)13.PICKUP CHK :吸着检测0 : 不使用1 : 使用.2 . OPTION1.PARTS SIZE TOLERANCE : 零件大小误差值.U/D+ , U/D- : 0~5.00mmL/R+ , L/R- : 0~5.00mm2.LEAD COUNT CHECK : 脚支数确认0 : 不确认.1 : 确认.3.TILT THICK : 脚弯值.4. CUT LEAD设定零件有缺脚之方向/数量/位置i.DIR(方向)1:左方3:右方2:上方4:下方ii.NOS.(缺脚数量)输入各边缺脚数量输入范围:0 ~ 63只iii.POS.(位置)输入各边缺脚开始位置输入范围:-128 ~ 127*由上往下算,由左往右算时,输入正值*由下往上算,由右至左算时,输入负值*缺脚位置≦同方向实际脚数量+ 1*零件资料建立完成后,最好要辨视,以免因为资料错误造成自动生产中,辨识错误过多,影响装着率零件辨识可利用[TEACH]功能键,依造机器所显示之步骤执行之,既可3 . BGA1.ALL : 总球数.2.TOL(+/-) : 面积容许值.面积容许值+ : 0~999面积容许值- : 0~1003.NOT CHECK AREA : 不侦测范围.START X/Y :1~255 , NUM X/Y : 0~255 .EX:SOL : START X=4 , START Y=3 , NUM X=2 , NUM Y=3 .4 . OFFSET1.PICKUP POS. OFFSET : 吸着位置(X)与高度之补偿.X : -5mm ~ 5mmH : -3mm ~ 3mm2.MOUNT ALLOWANCE : 装着偏移量容许值, 也就是说当吸嘴大于零件之情况下, 机台本身会检查位置是否有误.建议值: 0603-----0.3mm1005-----0.4mm1608 & 2125-----0.4mm或更高.3.MOUNT POS. OFFSET (X/Y/THETA) : 装着补偿值.X : -75mm ~ 75mmY : -27.5mm ~ 27.5mmTHETA : -45~45度六. Array Program 制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*与MVIIV/MSHII资料皆可被读取及运用,但是因为零件架安装间距各机器并不一样,故要检查零件架安装位置*MSHII───16mm*MVIIV───K TYPE 21.5 mmQ TYPE 20.0 mm1.PART CODE零件形状码,依据实际零件安装于Z轴上位置(Z NO.)输入零件形状码,可利用功能键[ALTER ALL],进入零件数据库中抓取零件形状码2.PARTS NAME零件名称,通常为使用IPC程序时才会输入之,若不使用IPC则机器不会理会此栏为有无输入3.V AC HEIGHT吸着高度补偿,既补偿于自动状态下吸嘴于吸取零件高度,通常设定为0,若有需要时,则输入负值表示吸嘴下降更深,正值表上升输入范围:-3.00 ~ 3.00mm4.MASTER Z NO.主要Z轴号码,当相同零件被安装于很多料架上时,且安装在Z轴上,则第一个被装着用之料架,就被称为MASTER Z NO.(NC 程序中所设定的Z轴号码),其它的Z NO.就被称为其预备Z NO.*当机器发生缺料于MASTER Z NO.时,机器不会中断,而会继续去吸取其预备Z NO.上之零件,如此称为Z ALTERATION*最小之预备Z NO.之料架将会被第一个使用七. IPC智能型料架程序制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*无法适用于MVIIF/MSHII之IPC程序*SHAPE CODE/PART NAME/MASTER Z与ARRAY PROGRAM设定皆相同1.IPC设定智能型料架使用与否YES:IPC 使用,既机器会检查料架上之IPC MEMORY记忆是否与机器设定一样NO:IPC 不使用2.OR当有使用IPC时,且使用不同厂牌之零件(既BAR CODE不同时),就必须要在此设定其它厂牌之BAR CODE,共可输入十种不同厂牌之零件BAR CODE八. IN/OUT此功能为将机器上之NC /ARRAY/PCB/IPC/PARTS/MARK 资料,*传入SA VE或传出LOAD到磁盘中*删除DELETE磁盘或机器中之资料*拷贝COPY 磁盘内或机器内之资料*改名RENAME 磁盘或机器内之程序名*打印PRINT 磁盘或机器内之程序或资料*格式化FORMAT 将磁盘重新格式化再按NEXT,*储存影像资料SA VE IMAGE将辨识相机中之数字化影像储存到磁盘上,于发生辨识错误时,操作人员可将其辨识视觉资料储存于磁盘中,方便分析[MEMORY 1] 现今监视器上之影像若要储存生产中辨识错误影像时,首先必须要将[PRODUCTION CONDITION DATA]中之[COMPONENT RECOGNITION ERROR STOP]设定为[STOP],既当发生辨识错误时,机器会立即停止动作,且辨识不良画面依旧存在于监视器上,此时,不要按[RESET],直接进入[IN/OUT]功能中,去储存此画面既可[MEMORY 2] 于TEACHING时,监视器上之影像若要储存TEACHING辨识时错误资料时,首先结束编辑画面(注意不要按[RESET]键),在进入[IN/OUT]功能中,将画面储存*CONVERT 资料转换当使用旧型MV 资料(OLD DATA),必须要使用此功能去转换及建立一新资料(NEW DATA)OLD DATANEW DATA资料转换应用图PANASERT一. 规格说明1.机台规格:要求条件:温度: 20±10 度电压: 200V , 50/60HZ , 7KV A .气压: 0.5Mpa , 100NL/min .装着时间: 0.08sec (XY table 移动不超过12mm)传输时间: M size 2.2secXL size 2.7sec2. 基板规格:尺寸: (M size) MAX 330*250mm , MIN 50*50mm(XL size) MAX 510*460mm , MIN 50*50mm 装着尺寸: (M size) 330*242mm(XL size) 510*454mm厚度: 0.5~4mm板弯不可超过0.5mm , 且背板零件厚度不超过30mm3.零件规格:0603 ~ 32*32mm BGA .8mm paper & emboss feeder .12mm emboss feeder4.辨识系统零件辨识:利用零件相机(分为小视野/大视野两种)作零件辨别和补正位置零件辨识方法分为两种(由零件数据库中之PARTS CLASS决定) I.反射式:能清楚看到零件底部模样及外型反射板为黑色底部,且利用LED光源作为辨识时照明用II.透过式:利用黑白对比关系,辨识零件外型外框反射板底部为红色,且利用卤素灯光作为辨识时照明用小视野零件相机(6x6 mm)适用零件辨识方法0603 – 2125 芯片零件SS微小晶体管二极管反射式藉由零件电极来判断决定零件中心和倾斜度其它矩形芯片零件大型有脚零件圆形芯片零件(选配)透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度大视野零件相机适用零件辨识方法32x32mm BGACONNECTOR脚间距为0.65mm反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距20x20mm QFPCONNECTOR脚间距为0.5mm选配反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距钽质电容电解质电容大型零件透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度4.吸嘴种类:通常有九种标准类型VVS VS S M L反射式反射式反射式反射式&透过式反射式&透过式LL LLL MELF-M MELF-L反射式&透过式反射式&透过式反射式反射式二. 生产数据管理1.WORKING :显示生产中所发生之错误次数与时间, 换料之时间总合, 藉此得知机台之稼动率与生产总数.2.QUALITY :a.PRODUCT 个别程序之生产资料可于PRD NAME 输入或选择程序,则机器会将所选择之程序生产资料表示出来b.M/C TOTAL 机器总生产资料c.显示吸着率与装着率之状况.3.NOZZLE显示各工作头上之各吸嘴之吸着/装着等等….状况4.CASSETTE :显示被选择之程序或机器全部生产时,各零件架之各种状态且可设定WARNING 之标准, 点选WARNING后可得到下面之画面5.文件管理:欲取得过去之生产数据, 可由SA VE DATA 中得知, 以利生产管理.6.错误讯息点选ERROR可得到最近1000个错误讯息之资料.三. MACHINE DATA 说明(一)OFFSET DATA1.MACHINE OFFSET : 机器原点补偿值.2.Z ORIGIN ADJUST : Z轴X方向吸着原点补偿值.3.PICKUP Y OFFSET : Z轴Y方向吸着原点补偿值.4.DISTINCT MARK SENSOR : 调整BAD MARK SENSOR侦测位置补正值.5.MOUNT HEIGHT : 装着高度.6.CONVEY HEIGHT : 交换机板高度.7.V ACUUM HEIGHT : 吸着高度.8.PCB LOADING WAIT : 基板进板之等待时间(LOADER SIDE)9.PCB UNLOADING WAIT : 基板进板之等待时间(UNLOADER SIDE)10.LOADER TIMER : 进板等待时间.(二)OPERATION CONDITION DATA1.RECOVERY : 补料次数.2.CONT PICKUP ERROR : 连续吸着之次数.3.NOZZLE PICKUP ERROR : 设定吸嘴连续吸着次数, 到达此次数才报警.4. MARK RECOG RETRY : MARK 连续辨识次数.5.NOZZLE PICKUP ERROR STOP : 停止或略过.6.PARTS RECOG ERROR STOP : 停止或重试.7.PCB MARK RECOG ERROR STOP : STOP 停止SKIP 略过不打NONE 不补正继续生产.8.H-SPD DOWN ON RECOG ERROR : YES ---HEAD会降速拋料.NO---不做降速.9.PCB CONVEY : YES---传板NO---不传板.10.AUTO WIDTH ADJUSTMENT : YES---执行轨道自动调整.NO---不执行轨道自动调整.11.STARTING HEAD POS . : PREMOUNT---基板定位后才执行吸着动作.PREPICK---基板未定位预先吸着等待. 12.AGING MODE : NORMAL--- 一般生产ROTATION--- 仿真生产, 视觉补正NO--- 仿真生产, 不做视觉补正13.PART REMAIN : 补料后做不做出使之动作.14.READ MARK POS. : TEACH MARK 后数值需不需要UPDATE .15.CHANGE PROGRAM OFFSET :FIXED---更改PROGRAM OFFSET , MARK 不随之移动.ALTER---更改PROGRAM OFFSET , MARK随之移动.16.AUTO TEACH CHECK : PARTS DATA 未TEACH时, 生产时会自动校正输入.17.PART SKIP : 做不做SKIP零件之动作.18.EDIT & RESUME : 生产途中更改数据, 继续生产后能自行UPDATE .19.PRIOR Z AFTER PARTS EXCHANGE :MASTER---生产补料后以MASTER之料站吸料.SPARE ---生产补料后以SPARE之料站吸料.20.GROUP REPEAT : NO---以PATTERN 指令生产.YES---依照零件之种类调整HEAD 速度, 以快至慢生产.21.PICKUP BY Z REVERSE MOVE :NO---每次都以NC ORIGIN 吸着YES---在多连板之情况下, 单数连板Z为递增双数递减.22.CHECK FOR MOUNT POSITION :YES --- 机台会判别NC POS 有无重叠之危险.NO --- 不做判别23.CONFIRM NG PARTS DROPPING :YES --- 确认拋料情况NO --- 不确认.24.SPARE NOZZLE : STOP --- 机台判定NG则SKIPCONT --- 机台判定NG还是继续生产.ROTATION --- 只做旋转之动作.(三)CONVEY DATADIRECTION : 选择流向.PCB POSITIONING : 选择定位方式.MANUAL/SEMI-AUTO SPEED : 选择皮带之速度.(四)NG NOZZLE :OK : 吸嘴正常NG1(红) : 手动设定.NG2(黄) : 机台判定.(五)NOZZLE POSITION :告知机台吸嘴排列方式。
ML10说明书

MRL10(MRL11)激光扫平仪使用说明书武汉天宇光电仪器有限公司一、技术参数1.扫平精度:40″2.上投点精度:40″3.下对点精度:40″(仅适用于MRL10型)4.转速:0~600r/min5.小扫描角度:10°6.大扫描角度:20°7.电源:DC6V,4节2号干电池8.连续工作时间: 8小时9.外型尺寸:118X118X210 mm10.基座连接螺纹:5/8″X1111.工作距离:直接使用: 30m,使用接收器:150m12.工作温度:-20℃~+50℃13.水泡精度:水平水泡:1.5'竖直水泡:2'14.毛重:12竖直水泡调节螺钉竖直水泡水平水泡控制面板二、水平使用方法1.功能:提供一个水平面、一条竖直线和下对点功能(只对NMRL99)2.控制键说明:在控制面板上有四个键,说明如下:(1) power: 启动键,控制开机和关机(2)speed up:加速键,可以控制仪器旋转速度在0∽600r/min逐渐加速。
(3)speed down:减速键,可以控制仪器旋转速度在600∽0r/min逐渐减速。
(4)scan:扫描键,控制旋转和扫描状态的转换,可以提供10°和20°两种扫描光束,在此模式下,加速键可以控制扫描光束顺时针移动,减速键可以控制扫描光束逆时针移动3.操作步骤:(1)安平仪器:把仪器安置在脚架或平整结实的地面上,也可以安置在专用的托架上,调整脚螺旋(1)和(2)安平两个方向水平水泡居中。
(2)按启动键,使仪器开始工作(3)按加速键或减速键,调整激光旋转速度,达到适用状态,或在描模式下,调整加速键或减速键,达到适用状态(4)结束工作后,按启动键,使仪器停止工作3三、垂直使用方法1.功能:提供一条水平线和一个竖直面2.控制键作用说明:同水平使用方法3.操作步骤:(1)安平仪器:利用可调支脚和提手组成的三个支点把仪器安置在平整结实的地面或托架上,调整可调支脚安平竖直水泡居中。
ResMed AirSense 10 AutoSet 中文说明书

1. 把空气管牢固的连接到机器后面的出气口。 2. 打开水箱,加入室温的蒸馏水,不要超过最高水位线。 3. 合上水箱,把水箱插入设备另外一端。 4. 把空气管另外一端牢固的连接到面罩上。
第 13 页
治疗数据
该设备记录了您的治疗数据,您的医师可以进行修改。数据可以无线的或者通过 数据卡传递给医师。 无线
如果您还是觉得口鼻干燥或者面罩内湿润,请考虑 ClimateLineAir 加热空气 管。ClimateLineAir 与 Climate 控制传输一起使用可以使治疗更为舒适。
第 10 页
佩戴面罩 Mask Fit 可以帮您评估并确认面罩周围是否漏气。
检查佩戴面罩:
1. 按照面罩使用说明书佩戴面罩。 2. 在 MyOptions 选项,转动转盘选择 Run Mask Fit 并按下转盘。设备开始
设备概略
AirSense 10 包括以下部件: 1. 带自制加湿器的设备 2. 水盒 3. 空气管 4. 电源设备 5. 旅行包 6. 数据卡(已经插入) 使用设备的时候如需用到以下配件,请联系设备供应商 1. 空气管(加热/非加热):ClimateLineAir,SlimLine,Standard 2. 水盒:标准水盒,可清洗水盒(可消毒) 3. 过滤棉:低过敏过滤棉,标准过滤棉 4. Air 10 DC/DC 转换器 5. 读卡器 6. Air 10 血氧仪适配器 7. Air 10 USB 适配器
该设备配有蜂窝通信。可以使您的设备无线的把治疗数据传输给医师。无线信 号 显示在视频右上端,显示信号的强度。 一般在治疗结束后,数据会传送给医师。为了确保数据传输安全,请不要断开 电源,确认设备不处于飞行模式。 注意:
MSR10科迈中文说明书
一、MRS10制屏简介柴油发电机组控制屏是柴油发电机组控制装置,可实现对机组的启动、运行、停机、紧急停机等操作功能,指示发电机组的三相电压、三相电流、水温、油压、电池电压、运行小时等参数指示,部分型号的控制屏还具备通讯及进行远程监控的能力,为用户实现电信BMS网络监控提供了可能。
同时,它还具有柴油发电机组多种故障保护功能,同时指示出故障类别,为柴油发电机组的可靠运行、方便操作和故障查找等提供了保障和参考。
不同型号的机组控制屏分别可以完成不同的功能,用户可根据不同的使用要求予以选择。
二、MRS10系列控制屏MRS10系列控制屏除具有基本的发电机组控制屏保护功能外,还具有智能远程“三摇”监控功能及良好的通用性,交流回路与直流回路分开。
该屏采用世界先进的全中文油机主控制器,它具有特大128×64像素的液晶显示屏,能同时显示多行汉字,在结构上十分简单紧凑,功能十分强大,操作非常方便,性价比极高,是各行各业,尤其是通讯机房无人职守后备电站的理想解决方案。
随屏提供标准的RS232计算机通讯接口,具有友好人机界面的全中文上位机软件,用户可以用PC机直接就近连接或通过公用电话网(或电信BMS网络)远程拨号上网监控多台机组。
三、机组控制保护功能1、手动和自动控制单台机组的启停及加卸负载控制功能;2、LCD宽屏液晶参数显示:油压、水温、电池电压、运行时间等油机参数,三相相电压、线电流、频率、功率因数、有功功率、无功功率、电度等发电机电参数;3、发电机组低油压、高水温、超速、超频、速度信号丢失、起动失败、过流、电压过高或过低、、发电机相序错误保护停机;4、发电机组充电失败、水温高、油压低、电池电压高、电池电压低、传感器故障报警;5、参数设置授权控制(三级密码保护)四、操作界面按键向前切换控制器工作模式(按OFF—MAN—AUT顺序)向后切换控制器工作模式(按EST—AUT—MAN—OFF顺序)消音故障或报警复位启动机组卸载/停机翻页键(按参数测量页—参数设置页—故障报警页的顺序)用于在参数设置页内向上选定参数设置项,或向上选定参数测量页或增加选定参数项的设置值用于在参数设置页内向下选定参数设置项,或向下选定参数测量页或增加选定参数项的设置值回车键,用于确认参数设置值发电机电压正常指示灯:如发电机电压正常且满足设置要求,绿灯亮。
科迈RAS标准版用户手册
深圳市科迈通讯技术有限公司 2014 年 2 月制
- 2 -
深 圳 市 科 迈 通 讯 技 术 有 限 公 司
目录
第 1 章 科迈 RAS 功能介绍 ......................................................................................................... 5 第 2 章 科迈 RAS 服务器安装与卸载 .......................................................................................... 7 2.1 安装环境准备 .............................................................................................................................. 7 2.1.1 硬件要求 ............................................................................................................................. 7 2.1.2 软件要求 ............................................................................................................................. 8
前言
随着企业信息化建设的加速和 IT 应用规模的拓展,越来越多的企业迫切需要一种 快捷、安全和易用的方法解决企业远程应用的问题。传统的 VPN 组网或是单纯应用微软 的终端技术都无法全面有效地满足企业的远程应用需求。 科迈 RAS 为企业提供了一种从 中心点集中管理应用程序远程接入方法。其快速的接入应用、安全稳定的系统性能和简 便易用的操作维护都会给企业用户带来全新的远程应用体验和高效的、低成本的组织运 营。 对于科迈 RAS 系统的终端用户,不需要改变自身的网络结构,也无需做额外的操作 培训。大大节省了企业的总体拥有成本。作为一种工具软件,科迈 RAS 系统具有优良的 兼容性,能为众多普遍应用的管理软件提供远程接入平台。为了让企业更好地发挥科迈 RAS 系统的功能,根据自身实际掌握应用的重点,我们组织编写了此套用户手册,以便 企业网络管理人员及其他相关人员阅读和参考,提高科迈 RAS 系统实施的成功率,从而 更好地利用科迈 RAS 系统提高企业的信息化应用效率。 本手册分 4 个章节 第 1 章:科迈 RAS 功能介绍 第 2 章:科迈 RAS 服务器安装与卸载 第 3 章:科迈 RAS 服务器配置 第 4 章:客户端操作指南 本手册的读者主要针对企业网络管理人员和企业高层管理人员,以便透彻了解科迈 RAS 系统整体的设计构架。以便把握整体的系统应用规划。同时本手册也是所有希望了 解和学习科迈 RAS 系统人员的教材。 感谢您选购科迈 RAS 软件,希望经过细致的学习和实践,科迈 RAS 能为您所在的 企业提高信息化建设的质量、降低组织运作成本、提升工作效率等方面助一臂之力。
Bosch 手持式搅拌器 MSMC..CN 用户指南及附件说明书

立即在M y B o s c h上为您的电器注册,免费获得以下福利:b o sc h-h o m e.c n/m y b o s c h 附件 (手持式搅拌棒)[zh]使用说明书[en]Instruction manual 附件 (手持式搅拌棒) 5 Accessories (Hand blender) 71. 2. 3.4. 5. 6.7.8.9.10.123C20 xzh安全说明安全说明本附件用于手持式搅拌机 。
请遵循手持式搅拌机的操作说明。
附件仅适用于这些说明中描述的用途。
W锋利的刀片容易引发受伤危险!切勿触碰万能切碎器的刀片。
只能通过塑料把手来抓住万能切碎器的刀片。
请勿赤手触碰万能切碎器的刀片。
请用刷子清洁刀片。
万能切碎器必须完全组装好才能使用!重要信息!请勿在电器未完全停止前安装或拆卸附件。
切勿在万能切碎器上使用手持式搅拌器/搅拌器脚。
万能切碎器不适合放入微波炉中。
必须等待电器静止后,才能安装或拆卸万能切碎器附件。
切勿将万能切碎器的顶盖浸入液体中,也不能在流水下冲洗或放入洗碗机清洗。
切勿在未安装齿轮附件的情况下将搅拌器插入底座装置。
切勿将齿轮附件浸入液体中,也不能在流水下冲洗或放入洗碗机清洗。
原产地:斯洛文尼亚总经销商:博西家用电器(中国)有限公司中国江苏省南京市鼓楼区清江南路18号3幢全国统一客户服务热线:400 885 5888客户服务电子邮箱:***********************公司网站: 万能切碎器X 图 A1 万能切碎器2 刀片3 附件4 上盖若手持式搅拌器未随附万能切碎器,则可向客服订购 (订购号 12023789)。
配合万能切碎器可在全功率下使用本电器 (按照菜谱)。
X 图 D操作用于切肉、硬质奶酪、洋葱、香料、大蒜、水果、蔬菜、坚果和杏仁。
务必遵循表格中的最大加工量。
X 图 D警告!■在切肉之前,请剔除软骨、骨头和肌腱。
zh打发桨■万能切碎器不适用于切非常硬的物品 (咖啡豆、萝卜、肉豆蔻) 以及冰冻食材 (水果等)。
盛迈电气-SM10系列AC通用伺服驱动器操作手册-V1.00-(中文完整版)

版本信息记录
日期 修订版本 描述 初次发布 作者 工程技术部
2014-5-1
V1.00
目录
序言 ................................................... 1 版本信息记录 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 第一章 安全信息及注意事项 .......................... 6
servomotor190h13d17cen31f269702131700电机额定转速电机额定功率电机额定扭矩电机额定电流绝缘等级温度传感器类型电机型号防护等级工作制抱闸yes产品检查与信息1222产品信息221产品命名规则1伺服驱动器命名规则sm1015d标识位置反馈接口标识公司代码sm盛迈简称标识系列号10通用型标识机种代码内部控制码标识最大功率w两位功率数一位字母组成1000050a50w75b750w15d15kw标识电压等级三相480v标识接口板类型ethercat2盛迈伺服电机命名规则sm19013d17cen标识公司代码sm盛迈简称标识标识标识标识标识标识标识标识机座号三位数字组成130190电压等级220v380v其它功率w两位功率数一位字母组成75b15dx1x10x100x1000x10000750w15000w两位转速一位字母组成转速rpm15cx1x10x100x1000x100001500rpm编码器类型轴连接方式制动器减速器油封冷却方式自然冷却风扇冷却液体冷却没有油封dc24v制动器减速器油封制动器油封减速器制动器减速器客户定制光轴实心带键实心带键带螺纹实心带螺纹空心内花键空心内平键增量型绝对型2500ppr增量型编码器产品检查与信息13222产品各部分的名称伺服驱动器主电源连接端子l1l2l3伺服电机连接端子接地端子制动电阻连接端子ppb六位数码管显示屏四个操作按键通信端子cn3数字模拟信号端子cn2位置信号反馈接口cn1安装孔位led显示键盘板安装拆卸外盖cn3rs485can20cn1encoderinterfacecn2digital电源输入出端子输入输出孔图21sm10系列11kw以下图22sm10系列15kw以上法兰机壳后端盖编码器航插头电机动力航插头安装孔编码器防护罩机壳法兰安装孔油封铭牌接线盒图23机座200电机自冷图24机座190电机风冷产品检查与信息1423伺服系统技术规格分类规格频率响应0400hzpwm频率416khz脉冲输入频率2000khz调速比1
MSR中文说明书
目录1.程序制作介绍---------------------------------------- P22.PCB PROGRAM 制作---------------------------- P3~P53.MARK LIBRARY 制作--------------------------- P6~P84.NC PROGRAM 制作------------------------------ P9~P175.PARTS LIBRARY 制作--------------------------- P18~P286.ARRAY PROGRAM 制作------------------------ P29~P307.IPC智能型料架程序制作------------------------- P30~P318.IN/OUT ------------------------------------------------- P32~P359.规格说明----------------------------------------------- P35~P3810.生产数据管理--------------------------------------- P38~P4111.MACHINE DATA说明-------------------------- P42~P47一. 程序制作介绍:1.PCB data :最大可制作容量为200个, 其内容为设定基板尺寸大小&厚度之相关资料.2.Mark library :最大可制作容量为500个, 为制作辨识基板mark 所须之外型资料.3.NC program :最大可制作容量为200个(Max 5000steps) , 为制作装着点所须指令.4.Parts library :最大可制作容量为1000个, 为制作零件外型以供机台camera 辨识.5.Array program :最大可制作容量为200个(一个程序最大为300 types) , 主要连结NC program 与Parts library .二.PCB program制作:1.选取PCB程序或制作一新的程序.2.PCB List .3.Find : 寻找程序, 以名称或号码寻找.Sort: 依程序名称排序.Retry: 重试.New: 制作一新程序.4. 选取确定.1. PCB程序解说(1)PCB size X/Y : PCB X方向0~999.99mmY方向0~999.99mm(2)Thickness :厚度:(3)Pos. pin :定位pin是否使用.1 : 使用.0 : 不使用.(4)Hole pitch :定位孔与定位孔之间之距离.(5)Conv. Speed : 传送速度1: 897mm/s , 2: 862mm/s , 3: 791mm/s , 4: 721mm/s5: 650mm/s , 6: 580mm/s , 7: 510mm/s , 8: 493mm/s .(6)Table rising/lowering acceleration :0: Auto , 1: High speed , 2: middle speed , 3: low speed .当设定0 时, X-Y table上升下降之速度会依以下表列动作.当所有资料决定后, 可于Library 中变换宽度, 即点选Width moving .点选后可见到下图.Org. Return : 使轨道(XY table , Loader ,Unloader) 归回原点.Move axes : 移动资料所设定之宽度.三. MARK LIBRARY 制作1.首先输入一新的Mark code .2.点选OK后, 可输入所须之Mark 资料.(1)Size X/Y , Width Wh/Wd : 可依下图量测, 如mark 为实心, 则Wh/Wd无须输入.(2)PCB material code : 基板材料选择.0 : 聚纸纤维板, 铜箔.1 : 聚纸纤维板, 锡箔.4 : 陶瓷板, 银箔.5 : 陶瓷板, 铜箔.6 : 陶瓷板, 金箔.(3)Pattern : 外型.0 : circle 圆形. 3 : Triangle 三角形.1 : square 方形. 8 : Cross 十字形.2 : Diamond 菱形. 9 : Checker 异型.(4)Rec. type : 视觉类型.0 : 多质化.1 : 二质化.2 : Bad mark .(5)Light : 灯光.1 : spread 落射,2 : direct 直射,3 : spread+direct落射+直射.◆Bad mark 之设定方式以往一般之PCB mark 为窗口大于mark , 但Bad mark却为mark 本体大于窗口.window窗口大小为0.5*0.5mm~5*5mm , Bad mark 本体最小建议为2*2mm .3.制作步骤:(1)点选EDIT 画面, 且选取MARK .(2) 选取New 之选项, 输入名称.(3) 点选OK后, 写入所须资料.(4) 按下Teach 键, 即会出现以下画面, 其中也依视觉选项不同而所须制作之项目也随之改变.(5)Gray mark : 更改windows 之size & 转换黑色或白色显像.Binary mark : 较Gray mark 多一Binary level 调整.Bad mark : 只须调整window窗口之size .(6)Teaching 完成后, 如果是Bad mark(Distinction mark) , 可设定Distinct mark tolerance .可分为Normal , Rough , Very Rough .四. NC program 制作(1)Offset X/Y : 机台原点与基板原点之距离 .(2)Offset HM : 已装着之最厚零件之厚度.(3)Multi Org. : 决定Z 轴何站为NC程序Zno. 之原点.EX: 以Zno=10 为Multi Org .的话, 则Z=11 为新原点的第二站.(4)X/Y : 由基板原点至装着点之距离.(5)Zno : Z轴之料站.EX: A=1,2 B=3,4 C=7 D=9EX: A=3 B=7 C=11,12 D=15 (A&D为大型料架, B为singleC为Double cassette)(6)S&R : PCB有连板状态使用之指令.何谓step repeat & pattern repeat ? 见下图可知step为将同一站之零件完成再进行下一站, pattern 为完成一pattern后再继续下一板.而pattern 之旋转为顺时针+值.EX:以下之图标, 我们须如何宣告S&R之坐标?Ans: 由A1(X1,Y1) A1(0,0)则A2(X2-X1 , Y2-Y1)A3(X3-X1 , Y3-Y1)A4(X4-X1 , Y4-Y1)(7)Theta : 零件装着角度. (逆时针为正)0~359.99 度(8)Skip block : 0--------------不使用.1~6 , 8~9 ----有条件之Skip ,常用于连板之删除或同Model但不同状态下使用.7--------------强迫skip .(9)Mt. Height : 设定装着高度上升或下压, 0mm~零件厚度+装着高度~6mm .(10)Mrk(Mark) : Fiducial mark --- 0 无mark .1 零件mark2基板mark3连板mark4群组mark .Distinct mark--- 1 Bad mark2Diff. Mixing pattern3Master distinct mark(11) No : 装着指令0 ---装着1---不装着.(12)Mt. Wait : 等待所有零件装着完毕后再行装着.0 : 不等待1 : 等待.(13)Group : 界定群组mark 之使用方法, 请见下一章之介绍.0 :不使用1~10 :使用.(14)Prod : 界定混合连板之宣告.0 :不使用.1~30 :使用.Mark 形式1. Fiducial mark :(1)Individual mark : 用于大零件之定位协助.(2)PCB mark : 基板归正定位之用.(3)Pattern mark : 连板归正定位之用.(4)Group mark : 一PCB有两种不同之Model , 藉由group mark 归正.2.Distinct mark :(1)Bad mark : 一般用于界定连板装着或不装着.a. Bad mark 指令跟随S&R坐标变动:b. Bad mark 指令不跟随S&R坐标变动:(2)Diff. Mixing pattern : PCB拥有多连板, 而连板之中又拥有两种不同Model , 以Bad mark 指令搭配Prod 宣告.NC program 之制作程序:1. Program offset 校正.2. S&R 之宣告.3. Bad mark 之teaching .4. PCB mark 之teaching .5. Mount position 之宣告.BAD MARK,不良基板符号教导,是为了预防零件装着于有问题之基板上而设计之功能CODE:0无不良符号TEACHINGCODE:1使用SENSOR执行不良符号TEACHINGCODE:2使用PCB CAMERA执行不良符号TEACHING*不良符号规格符号必须大于辨识时窗口窗口尺寸:0.5 x 0.5到5 x 5 mm(可随机设定)不良符号尺寸:最小为2 X 2 mm*基板无不良符号*基板有不良符号MENT备注栏,可输入八个字符,例如基板上之电路号码备注栏输入与否不会影响机器动作*注意当[SYS]→[PRODUCTION DATA]中之[MARK POSITION TAKE-IN]设定为[有效]时,则于MARK TEACHING 后,其坐标才能被储存进入*若基板被定位于XY 轨道上是有倾斜情况时(仅用夹边方式定位,既PINCH TYPE),基板符号TEACHING及计算是不会有问题的,但是必需要在基板边与轨道是介于1mm之内之情况下才有修正之效果LAND TEACHINGLAND TEACHING,着落点教导,作为修正装着零件之着落点(PAD)位置,通常用于大型零件或较精密之零件,如QFP,PLCC,SOP等等……..CODE:0表示不作LAND TEACHINGCODE:1表示执行LAND TEACHING下图表示各零件LAND TEACHING之关系图LAND TEACHING 结果图*通常而言,最好先执行MARK TEACHING 后,在执行LAND TEACHING,,若先执行LAND TEACHING ,则装着角度之修正将不会被保证OKOFFSET TEACHING可分为两种, 一种为抓取Mark1之中心位置, 也是说为Alter之状态, 可将Mark与Mount position 一起拉回中心之方法.一种为Fix之状态, 将mount position 拉回中心之位置, mark 须重新Teach .点选OK后可得到以下之画面在Move NC中将XYT轴移动至mount位置, 在移动至mark或mount之中心点即可.五. Parts library制作零件数据库共分为四页,[STANDARD]及[OPTION]及[BGA] [OFFSET]1.STANDARD1.CLASS选择适用之零件号码辨识方法CLASSIFICATIONTYPE 适用零件透过式(二值化) 10 正方形芯片零件1正方形芯片零件(尺寸检查允许值能够被输入)20 小晶体管1 小晶体管(零件本体含有许多粗糙边)30 薄零件1 薄零件(看起来有孔之薄形零件)4 0 QFP6 0 大型晶体管7 0 异形零件8 0 HEMT零件9 0 圆筒形零件(MELF)11 0 铝质电解质电容多值化13 0 中空形线圈200 正方形电阻芯片(一般零件,反噪声型)1 正方形电阻芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)3 正方形电阻芯片(1005电阻前/背面判断) 220 排阻(吸着检查)1 排阻(无吸着检查)30 0 正方形电容芯片(一般零件,反噪声型)1 正方形电容芯片(一般零件,精度增强型)2 正方形电阻芯片(零件电极有阴影)31 0 钽质电容40 0 微小含脚晶体管(一般型)1 微小含脚晶体管(晶体管零件脚宽不同) 5 微小含脚晶体管(零件脚有阴影)41 0 小型电力晶体管42 0 大型电力晶体管43 0 两只端子之二极管44 0 LED1 LED(利用脚宽去执行站立吸着检查)2 LED(利用本体中心去执行站立吸着检查)反射式50 0 水平连接器(单边有脚)51 0 垂直连接器52 0 SOP53 0 QFP54 0 SOJ55 0 PLCC72芯片型波型表面滤波器(利用上,下,左,右的直线寻求零件倾斜度)1芯片型波型表面滤波器(利用上,下的直线寻求零件倾斜度)2芯片型波型表面滤波器(利用左,右的直线寻求零件倾斜度)86 0 格子状芯片900 白色连接器3 遮板式零件2.SIZE零件尺寸,输入零件每边尺寸,不包含脚的尺寸UP/DOWN/LEFT/RIGHT/THICK/THICK TOLERANCE上/下/左/右/厚度/厚度误差量*于屏幕上所看到之影像与机器上包装刚好上/下颠倒*输入范围上/下/左/右:0.1 到150.00 mm(单位为1/100 mm)设备之规格最大为32.00 mm厚度:0.00 到25.00 mm(单位为5/100 mm)设备之规格最大为 6.00 mm*尺寸输入后相机之选择会自动设定,但是,若机器本身已经有数值时,则机器不会自动设定*厚度误差量当厚度设定后,机器会自动计算误差量,而此误差量为机器判定零件是否正确被吸着输入范围:0.00 到25.00 mm(单位为5/100mm)自动设定范围是依据零件厚度来计算0.1mm≦零件厚度≦1.0 mm :20%误差量1.0mm≦零件厚度≦25.0 mm:10%误差量3.HEAD SPEED工作头速度,设定工作头旋转速度1~13*零件设定为慢速时,是为了高精密度装着和TEACHING*工作头速度选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时4.XY SPEED设定XY轴移动速度1 2 3 4 5 6 7 8HIGHT SPEED LOW SPEED*正常而言,此速度会跟工作头速度一样被自动设定,不过重新设定速度是需要的,像是较高的零件5.MOUNT NOZZLE选择装着用之吸嘴101~140 左方固定吸着, 201~240 中间固定吸着(FOR大吸嘴)CHANGE CAMERA零件辨识相机选择代码相机辨识范围吸嘴号码零件最大尺寸0 小视野相机8 mm 1,2,3,4 6 x 6 mm1 大视野相机36 mm 3,4,5 32 x 32 mm*相机选择在零件尺寸及厚度设定后,机器会自动设定,但必须在HEAD SPEED,NOZZLE及CAMERA设定为0时1.FEED DIR(FEED DIRRCTION)送料角度,设定零件于包装中之供应角度代码表*若零件数据库设定和机器上实际包装一样时,则设定为0,既可,否则就必须要设定之*若仅包装方向改变时,只要更改数据库中之供给方向就可以了,否则就必须要更改脚数及装着角度*下图为较特殊例子,因为零件本身包装为45°,故必须要先行旋转后(FEED DIRECTION=45°),如此机器才能够辨识2PACKAGE零件包装方式代码包装方式0 PAPER纸带1 EMBOSS塑料2 BULK散装*零件包装方式会决定自动时的吸着高度3.PUSHUP4.一般给大零件使用, 目前未使用.5.0:不使用1:使用4.FEED COUNT : 推料次数.5. RECOV自动补料,设定机器是否要于吸着错误时,自动补料(必须要于机器初始值中补料次数不为0时,才有用)0:不补料(机器会停止)1:会自动补料2:大零件掉落检出SENSOR动作*通常设定为0时,是吸取较贵重之零件时,如QFP等….*大零件掉落检出SENSOR是为了保护零件及切刀用的,当设定为有效时,机器会于吸取此零件后,同时会检测零件有无被吸取,当被检测到没有被吸取时,机器会立即停止,以免机器继续动作,相对的切刀也会动作,而使得切刀或零件损毁6. CHIP STAND设定被吸着零件是否是站立吸着,由LINE SENSOR执行检测动作0:表示仅检测吸着错误(装着高度之冲程由数据库中之零件厚度决定)1:表示利用零件厚度判断/检测零件站立吸着情况(既装着高度之冲程由实际LINE SENSOR检测出之值执行之)7.LIGHT TYPE0 7THRU : 透过式灯光DCT(L) : 大相机灯光DCT(S) : 小相机灯光CIR : 同轴灯光.CSP/BGA : CSP与BGA专用, 平面照射.8.OUTER SIZE(mm)零件之含脚尺寸,若零件为不含脚之零件时,则零件本体就为OUTER SIZE输入范围:0.00 ~ 99.99 mm单位为1/100 mm*机器零件规格最大为32 mm9.ELECTRODE(mm)电极尺寸,既零件焊点位置尺寸输入范围:0.00 ~ 50.00 mm单位为1/100 mm10.LEAD COUNT零件脚数量,不包含有缺脚数量输入范围:0 ~ 255只11.LEAD SIZE零件脚尺寸,设定零件之脚间距及误差量输入范围:0.00 ~ 50.00 mm单位为1/100 mm12.ROTATE : 旋转180度(未使用)13.PICKUP CHK :吸着检测0 : 不使用1 : 使用.2 . OPTION1.PARTS SIZE TOLERANCE : 零件大小误差值.U/D+ , U/D- : 0~5.00mmL/R+ , L/R- : 0~5.00mm2.LEAD COUNT CHECK : 脚支数确认0 : 不确认.1 : 确认.3.TILT THICK : 脚弯值.4. CUT LEAD设定零件有缺脚之方向/数量/位置i.DIR(方向)1:左方3:右方2:上方4:下方ii.NOS.(缺脚数量)输入各边缺脚数量输入范围:0 ~ 63只iii.POS.(位置)输入各边缺脚开始位置输入范围:-128 ~ 127*由上往下算,由左往右算时,输入正值*由下往上算,由右至左算时,输入负值*缺脚位置≦同方向实际脚数量+ 1*零件资料建立完成后,最好要辨视,以免因为资料错误造成自动生产中,辨识错误过多,影响装着率零件辨识可利用[TEACH]功能键,依造机器所显示之步骤执行之,既可3 . BGA1.ALL : 总球数.2.TOL(+/-) : 面积容许值.面积容许值+ : 0~999面积容许值- : 0~1003.NOT CHECK AREA : 不侦测范围.START X/Y :1~255 , NUM X/Y : 0~255 .EX:SOL : START X=4 , START Y=3 , NUM X=2 , NUM Y=3 .4 . OFFSET1.PICKUP POS. OFFSET : 吸着位置(X)与高度之补偿.X : -5mm ~ 5mmH : -3mm ~ 3mm2.MOUNT ALLOWANCE : 装着偏移量容许值, 也就是说当吸嘴大于零件之情况下, 机台本身会检查位置是否有误.建议值: 0603-----0.3mm1005-----0.4mm1608 & 2125-----0.4mm或更高.3.MOUNT POS. OFFSET (X/Y/THETA) : 装着补偿值.X : -75mm ~ 75mmY : -27.5mm ~ 27.5mmTHETA : -45~45度六. Array Program 制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*与MVIIV/MSHII资料皆可被读取及运用,但是因为零件架安装间距各机器并不一样,故要检查零件架安装位置*MSHII───16mm*MVIIV───K TYPE 21.5 mmQ TYPE 20.0 mm1.PART CODE零件形状码,依据实际零件安装于Z轴上位置(Z NO.)输入零件形状码,可利用功能键[ALTER ALL],进入零件数据库中抓取零件形状码2.PARTS NAME零件名称,通常为使用IPC程序时才会输入之,若不使用IPC则机器不会理会此栏为有无输入3.V AC HEIGHT吸着高度补偿,既补偿于自动状态下吸嘴于吸取零件高度,通常设定为0,若有需要时,则输入负值表示吸嘴下降更深,正值表上升输入范围:-3.00 ~ 3.00mm4.MASTER Z NO.主要Z轴号码,当相同零件被安装于很多料架上时,且安装在Z轴上,则第一个被装着用之料架,就被称为MASTER Z NO.(NC 程序中所设定的Z轴号码),其它的Z NO.就被称为其预备Z NO.*当机器发生缺料于MASTER Z NO.时,机器不会中断,而会继续去吸取其预备Z NO.上之零件,如此称为Z ALTERATION*最小之预备Z NO.之料架将会被第一个使用七. IPC智能型料架程序制作进入[EDIT]→[ARRAY]→按[NEW]键,输入程序名(若为旧程序更改,仅需将光标移动到程序名一览表上,点选所要更改之程序)之后,按[OK]键,既可进入编辑画面*无法适用于MVIIF/MSHII之IPC程序*SHAPE CODE/PART NAME/MASTER Z与ARRAY PROGRAM设定皆相同1.IPC设定智能型料架使用与否YES:IPC 使用,既机器会检查料架上之IPC MEMORY记忆是否与机器设定一样NO:IPC 不使用2.OR当有使用IPC时,且使用不同厂牌之零件(既BAR CODE不同时),就必须要在此设定其它厂牌之BAR CODE,共可输入十种不同厂牌之零件BAR CODE八. IN/OUT此功能为将机器上之NC /ARRAY/PCB/IPC/PARTS/MARK 资料,*传入SA VE或传出LOAD到磁盘中*删除DELETE磁盘或机器中之资料*拷贝COPY 磁盘内或机器内之资料*改名RENAME 磁盘或机器内之程序名*打印PRINT 磁盘或机器内之程序或资料*格式化FORMAT 将磁盘重新格式化再按NEXT,*储存影像资料SA VE IMAGE将辨识相机中之数字化影像储存到磁盘上,于发生辨识错误时,操作人员可将其辨识视觉资料储存于磁盘中,方便分析[MEMORY 1] 现今监视器上之影像若要储存生产中辨识错误影像时,首先必须要将[PRODUCTION CONDITION DATA]中之[COMPONENT RECOGNITION ERROR STOP]设定为[STOP],既当发生辨识错误时,机器会立即停止动作,且辨识不良画面依旧存在于监视器上,此时,不要按[RESET],直接进入[IN/OUT]功能中,去储存此画面既可[MEMORY 2] 于TEACHING时,监视器上之影像若要储存TEACHING辨识时错误资料时,首先结束编辑画面(注意不要按[RESET]键),在进入[IN/OUT]功能中,将画面储存*CONVERT 资料转换当使用旧型MV 资料(OLD DATA),必须要使用此功能去转换及建立一新资料(NEW DATA)OLD DATANEW DATA资料转换应用图PANASERT一. 规格说明1.机台规格:要求条件:温度: 20±10 度电压: 200V , 50/60HZ , 7KV A .气压: 0.5Mpa , 100NL/min .装着时间: 0.08sec (XY table 移动不超过12mm)传输时间: M size 2.2secXL size 2.7sec2. 基板规格:尺寸: (M size) MAX 330*250mm , MIN 50*50mm(XL size) MAX 510*460mm , MIN 50*50mm 装着尺寸: (M size) 330*242mm(XL size) 510*454mm厚度: 0.5~4mm板弯不可超过0.5mm , 且背板零件厚度不超过30mm3.零件规格:0603 ~ 32*32mm BGA .8mm paper & emboss feeder .12mm emboss feeder4.辨识系统零件辨识:利用零件相机(分为小视野/大视野两种)作零件辨别和补正位置零件辨识方法分为两种(由零件数据库中之PARTS CLASS决定) I.反射式:能清楚看到零件底部模样及外型反射板为黑色底部,且利用LED光源作为辨识时照明用II.透过式:利用黑白对比关系,辨识零件外型外框反射板底部为红色,且利用卤素灯光作为辨识时照明用小视野零件相机(6x6 mm)适用零件辨识方法0603 – 2125 芯片零件SS微小晶体管二极管反射式藉由零件电极来判断决定零件中心和倾斜度其它矩形芯片零件大型有脚零件圆形芯片零件(选配)透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度大视野零件相机适用零件辨识方法32x32mm BGACONNECTOR脚间距为0.65mm反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距20x20mm QFPCONNECTOR脚间距为0.5mm选配反射式藉由零件脚决定所有零件脚位置,并检查脚数量及脚间距钽质电容电解质电容大型零件透过式藉由零件轮廓/外型来判断决定零件中心和倾斜度4.吸嘴种类:通常有九种标准类型VVS VS S M L反射式反射式反射式反射式&透过式反射式&透过式LL LLL MELF-M MELF-L反射式&透过式反射式&透过式反射式反射式二. 生产数据管理1.WORKING :显示生产中所发生之错误次数与时间, 换料之时间总合, 藉此得知机台之稼动率与生产总数.2.QUALITY :a.PRODUCT 个别程序之生产资料可于PRD NAME 输入或选择程序,则机器会将所选择之程序生产资料表示出来b.M/C TOTAL 机器总生产资料c.显示吸着率与装着率之状况.3.NOZZLE显示各工作头上之各吸嘴之吸着/装着等等….状况4.CASSETTE :显示被选择之程序或机器全部生产时,各零件架之各种状态且可设定WARNING 之标准, 点选WARNING后可得到下面之画面5.文件管理:欲取得过去之生产数据, 可由SA VE DATA 中得知, 以利生产管理.6.错误讯息点选ERROR可得到最近1000个错误讯息之资料.三. MACHINE DATA 说明(一)OFFSET DATA1.MACHINE OFFSET : 机器原点补偿值.2.Z ORIGIN ADJUST : Z轴X方向吸着原点补偿值.3.PICKUP Y OFFSET : Z轴Y方向吸着原点补偿值.4.DISTINCT MARK SENSOR : 调整BAD MARK SENSOR侦测位置补正值.5.MOUNT HEIGHT : 装着高度.6.CONVEY HEIGHT : 交换机板高度.7.V ACUUM HEIGHT : 吸着高度.8.PCB LOADING WAIT : 基板进板之等待时间(LOADER SIDE)9.PCB UNLOADING WAIT : 基板进板之等待时间(UNLOADER SIDE)10.LOADER TIMER : 进板等待时间.(二)OPERATION CONDITION DATA1.RECOVERY : 补料次数.2.CONT PICKUP ERROR : 连续吸着之次数.3.NOZZLE PICKUP ERROR : 设定吸嘴连续吸着次数, 到达此次数才报警.4. MARK RECOG RETRY : MARK 连续辨识次数.5.NOZZLE PICKUP ERROR STOP : 停止或略过.6.PARTS RECOG ERROR STOP : 停止或重试.7.PCB MARK RECOG ERROR STOP : STOP 停止SKIP 略过不打NONE 不补正继续生产.8.H-SPD DOWN ON RECOG ERROR : YES ---HEAD会降速拋料.NO---不做降速.9.PCB CONVEY : YES---传板NO---不传板.10.AUTO WIDTH ADJUSTMENT : YES---执行轨道自动调整.NO---不执行轨道自动调整.11.STARTING HEAD POS . : PREMOUNT---基板定位后才执行吸着动作.PREPICK---基板未定位预先吸着等待. 12.AGING MODE : NORMAL--- 一般生产ROTATION--- 仿真生产, 视觉补正NO--- 仿真生产, 不做视觉补正13.PART REMAIN : 补料后做不做出使之动作.14.READ MARK POS. : TEACH MARK 后数值需不需要UPDATE .15.CHANGE PROGRAM OFFSET :FIXED---更改PROGRAM OFFSET , MARK 不随之移动.ALTER---更改PROGRAM OFFSET , MARK随之移动.16.AUTO TEACH CHECK : PARTS DATA 未TEACH时, 生产时会自动校正输入.17.PART SKIP : 做不做SKIP零件之动作.18.EDIT & RESUME : 生产途中更改数据, 继续生产后能自行UPDATE .19.PRIOR Z AFTER PARTS EXCHANGE :MASTER---生产补料后以MASTER之料站吸料.SPARE ---生产补料后以SPARE之料站吸料.20.GROUP REPEAT : NO---以PATTERN 指令生产.YES---依照零件之种类调整HEAD 速度, 以快至慢生产.21.PICKUP BY Z REVERSE MOVE :NO---每次都以NC ORIGIN 吸着YES---在多连板之情况下, 单数连板Z为递增双数递减.22.CHECK FOR MOUNT POSITION :YES --- 机台会判别NC POS 有无重叠之危险.NO --- 不做判别23.CONFIRM NG PARTS DROPPING :YES --- 确认拋料情况NO --- 不确认.24.SPARE NOZZLE : STOP --- 机台判定NG则SKIPCONT --- 机台判定NG还是继续生产.ROTATION --- 只做旋转之动作.(三)CONVEY DATADIRECTION : 选择流向.PCB POSITIONING : 选择定位方式.MANUAL/SEMI-AUTO SPEED : 选择皮带之速度.(四)NG NOZZLE :OK : 吸嘴正常NG1(红) : 手动设定.NG2(黄) : 机台判定.(五)NOZZLE POSITION :告知机台吸嘴排列方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、MRS10制屏简介
柴油发电机组控制屏是柴油发电机组控制装置,可实现对机组的启动、运行、停机、紧急停机等操作功能,指示发电机组的三相电压、三相电流、水温、油压、电池电压、运行小时等参数指示,部分型号的控制屏还具备通讯及进行远程监控的能力,为用户实现电信BMS网络监控提供了可能。
同时,它还具有柴油发电机组多种故障保护功能,同时指示出故障类别,为柴油发电机组的可靠运行、方便操作和故障查找等提供了保障和参考。
不同型号的机组控制屏分别可以完成不同的功能,用户可根据不同的使用要求予以选择。
二、MRS10系列控制屏
MRS10系列控制屏除具有基本的发电机组控制屏保护功能外,还具有智能远程“三摇”监控功能及良好的通用性,交流回路与直流回路分开。
该屏采用世界先进的全中文油机主控制器,它具有特大128×64像素的液晶显示屏,能同时显示多行汉字,在结构上十分简单紧凑,功能十分强大,操作非常方便,性价比极高,是各行各业,尤其是通讯机房无人职守后备电站的理想解决方案。
随屏提供标准的RS232计算机通讯接口,具有友好人机界面的全中文上位机软件,用户可以用PC机直接就近连接或通过公用电话网(或电信BMS网络)远程拨号上网监控多台机组。
三、机组控制保护功能
1、手动和自动控制单台机组的启停及加卸负载控制功能;
2、LCD宽屏液晶参数显示:油压、水温、电池电压、运行时间等油机参数,三相相电压、线电流、频率、功率因数、有功功率、无功功率、电度等发电机电参数;
3、发电机组低油压、高水温、超速、超频、速度信号丢失、起动失败、过流、电压过高或过低、、发电机相序错误保护停机;
4、发电机组充电失败、水温高、油压低、电池电压高、电池电压低、传感器故障报警;
5、参数设置授权控制(三级密码保护)
四、操作界面
按键
向前切换控制器工作模式(按OFF—MAN—AUT顺序)
向后切换控制器工作模式(按EST—AUT—MAN—OFF顺序)
消音
故障或报警复位
启动机组
卸载/停机
翻页键(按参数测量页—参数设置页—故障报警页的顺序)
用于在参数设置页内向上选定参数设置项,或向上选定参数测量页或增加选定参数项的设置值
用于在参数设置页内向下选定参数设置项,或向下选定参数测量页或增加选定参数项的设置值
回车键,用于确认参数设置值
发电机电压正常指示灯:如发电机电压正常且满足设置要求,绿灯亮。
机组故障指示灯:如机组出现报警或故障,红灯闪烁。
在按下故障复位键后,红灯亮平光(如故障继续存在)或熄灭(如故障已排除)。
操作方法
怎样改变控制器的运行模式?
用“←”,“→”键选择所需的运行模式OFF—MAN—AUT—TEST
在自动模式下,该键不起作用。
显示菜单
总共有两个大菜单:参数测量页—参数设置页,每一个都有几个小菜单页,可用翻页键选取所需的大菜单,然后用上下键选取小菜单页。
怎样读取测量参数?
可先用翻页键选取所需的参数测量页大菜单,然后用上下键选取其中的一页参数测量页。
发电机输出有功功率表(模拟表表计形式)
发电机运行状态
运行模式
功率因数,带载情况
机组转速
发电机电参数页
发电机频率
发电机三相相电压(三条柱状图)
发电机三相电流(三条柱状图)
传感器测量页
模拟量输入1(油压)的测量值(单条柱状图)
模拟量输入2(水温)的测量值(单条柱状图)
电池电压
发电机功率页
有功功率(每相有功功率及三相总有功功率)
功率因数(每相有功功率及三相总有功功率)
无功功率(每相无功功率及三相总无功功率)
视在功率(每相视在功率及三相总视在功率)
计数页
三相总有功电度数
三相总无功功率电度数
运行小时数
启动次数
下次修期
怎样设置参数?
1、用翻页键选取所需的参数设置页大菜单
2、用上下键选取其中的一页
3、按下确认键
4、用上下键选取其中的一项参数设置项
5、前面有“*”的参数项表示受密码保护,须在密码页内输入正确的密码后方可修改
6、按下确认键
7、用上下键增减参数设置值,当按下上键和下键超过二秒,则参数值加或减越来越快怎样调节液晶显示的背光
当在参数测量页时同时按下确认键及上键或下键可增加亮度或降低亮度。
怎样查看控制器的序列号及软件版本?
当在参数测量页时先按下确认键再按下翻页键,则序列号及软件版本等信息会显示十秒
1、控制器设置的名称(在机组基本参数设置页中可设置)
2、控制器8位数序列号
3、软件版本
4、应用程式
5、名称
怎样查看故障信息
1、可先用翻页键选取所需的参数测量页大菜单,然后用上键翻至报警信息页,反白显示的故障继续存在,没有反白显示的故障已不存在,但尚未确认。
2、按下故障确认键可确认故障,如故障已不存在,则故障信息立即消失;如有新的故障出现,故障报警页会有显示。
五、工作模式
控制器共有四种控制模式:OFF关断—MAN手动—AUT自动,可用模式选择键选择。
OFF关断模式
MAN手动模式
1、开机
1)当机组处于静止状态时,按下START启动键,油门打开,并接通启动马达进行盘车,机组着车后自动退出启动马达,当第一次启动不成功时,经过启动间隔时间后,自动进行第二次启动尝试,如果经过三次启动仍未着车,则发出启动失败信号,并关断油门。
2)机组处于冷却停机状态时,按下START启动键,冷却停机延时取消,机组恢复正常运行(可带载)状态。
3)当发电机电压达到设定值时,发电机电压正常绿灯亮。
2、合机组开关(带载)
3、停机
1)按下停机键,机组首先会自动断开机组输出开关,并开始冷却停机延时,等冷却停机延时过后,机组自动停机。
2)当机组处于冷却停机状态时,按下停机键,冷却停机取消。
机组立即停机。
提示:在手动模式下,即使市电停电,机组也不会自动启动。
AUT自动模式
1、当市电停电时,控制屏首先接到启动信号。
2、经过启动延时后,机组启动,如在机组启动过程中,接到遥停信号,沿时过后机组自
3、如果在一定延时内,机组电压达到设定值,控制屏自动闭合机组开关。
如在延时范围内,机组电压打不到设定值,则机组自动报警停机。
4、如市电电压,频率恢复到正常值,并经市电恢复延时后,则控制屏分开机组开关,机组经冷却延时后自动停机。
提示:在自动模式下,手动按下启动键或停机键不起作用。
重要:在自动模式下,出现停机故障后手动按下故障复位键后机组可能自动启动。
重要:在需拆电池线或断开控制器电源时,应先将控制器置于关断模式,以防下次加电时,由于控制器置于自动模式下,机组突然启动。
六、通讯模式
与PC机直连
MRS10系列控制屏主控制器可直接用标准的RS232通讯线与PC个人电脑直连。
通过MODEM远程拨号联接
MRS10屏主控制器也可通过MODEM远程拨号联接到PC个人电脑。
上位机软件LiteEdit
通过使用上位机软件LiteEdit可以更方便地操作和监视各机组的运行,该软件必须运行在Windows98或更高版本的系统平台上,它具有如下功能:
1、读取/设置参数
2、获取历史记录
3、遥控机组(开机,关机)
4、初始化遥控器
5、安装应用模式的程序
6、设置输入输出量的动作类型
7、直连或通过MODEM登录
报警页说明
MRS10系列屏主控制器提供以下几类报警信息:报警、卸载,有冷却停机延时的停机及立即停机
提示:每一个开关量输入口均可用上位机软件LiteEdit单独设置为一类报警。
每一个报警信息均会在故障报警页显示,最近发生的显示在最上一行。
当有报警故障发生时,控制器仅在报警输出口有输出,并无其它动作,报警故障有:
1、设为报警的开关量输入
2、设为报警的模拟量输入
3、传感器故障
4、电池电压超限
5、发电机相序错
停机故障
当有停机故障发生时,控制器会不经冷却停机延时立即切断燃油,启动马达,预热及开关合闸输出,停机故障有:
1、超速
2、转速过低
3、紧急停机按钮被按下
4、设置为停机故障的开关量输入口
5、设置为紧急停机故障的模拟量输入口
6、发电机开关或市电开关故障
7、发电机电压过高/过低
8、发电机三相电压不平衡
9、发电机电流过高
10、发电机三相电流不平衡。