工装履历卡
工装夹具履历表

制作验收日期 设计使用寿命
使用部门 保管部门
维护人 验收结果
生产部 工程部
报废日期
维护保养记录
编号 工装(工序)名称 维修保养内容 日期
使用记录
序号
1 2 3 4
日期
生产数(台) 累计数(台)
序号
5日期ຫໍສະໝຸດ 生产数(台)累计数(台) 序号
9
日期
生产数(台)
累计数(台)
6
7
10
11
8
日期:
12
批准人: G-00-A
适用产品型号制作验收日期使用部门生产部设计使用寿命保管部门工程部维护保养记录序号编号维修保养内容日期维护人验收结果报废日期10111213141516使用记录序号日期序号日期序号日期12复核人
XXX有限公司
工装/夹具履历表
适用产品型号 工装/夹具名称
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
说明:工装/夹具保养周期为6个月;或视生产过程出现的故障加以维修保养,检测结果合格后,在“验收结果”栏打“√”,不合格打“X”。
复核人:
工装履历卡

工装编号 12030-3 工装用途 主弦杆焊接 联系人 电话 工装初检日期 工装验证方法 维护人/日期 验证内容记录 验证人/日期 验证结论 审核人/日期 主玄杆上对应链接套的孔距及两侧的同 轴度 王超/2011.3 主玄杆上对应链接套的孔距及两侧的同 轴度 王超/2011.6 主玄杆上对应链接套的孔距及两侧的同 轴度 王超/2011.9
起重臂焊接工装臂接 起重臂焊接工装臂接 起重臂焊接工装臂接
上下铉尺寸、等腰直线度水平 上下铉尺寸、等腰直线度水平 上下铉尺寸、等腰直线度水平
徐州建机工程机械有限公司 工装履历卡
工装名称 供应商名称 工装验证周期 序号 1 2 3 4 5 6 7 8 9 10 63B起重臂焊接工装臂接6 一季度 工装维护记录 工装编号 03030-2.6 联系人 电话 工装验证方法 维护人/日期 验证内容记录 王超/2011.3 王超/2011.6 王超/2011.9 工装用途 起重臂焊接 工装初检日期 验证人/日期 验证结论 审核人/日期
1 2 3 4 5 6 7 8 9 10
去除焊渣及飞溅。保证工装完整性 去除焊渣及飞溅。保证工装完整性 去除焊渣及飞溅。保证工装完整性
王超/2011.3 王超/2011.6 王超/2011.9
所有定位销的距离及对角线尺寸 所有定位销的距离及对角线尺寸 所有定位销的距离及对角线尺寸
徐州建机工程机械有限公司 工装履历卡
起重臂焊接工装臂接 起重臂焊接工装臂接 起重臂焊接工装臂接
上下铉尺寸、等腰直线度水平 上下铉尺寸、等腰直线度水平 上下铉尺寸、等腰直线度水平
徐州建机工程机械有限公司 工装履历卡
工装名称 供应商名称 工装验证周期 序号 1 2 3 4 5 6 7 8 9 10 63B起重臂焊接工装臂接3 一季度 工装维护记录 工装编号 03030-2.3 联系人 电话 工装验证方法 维护人/日期 验证内容记录 王超/2011.3 王超/2011.6 王超/2011.9 工装用途 起重臂焊接 工装初检日期 验证人/日期 验证结论 审核人/日期
设备7-1-工装模具履历表-060925
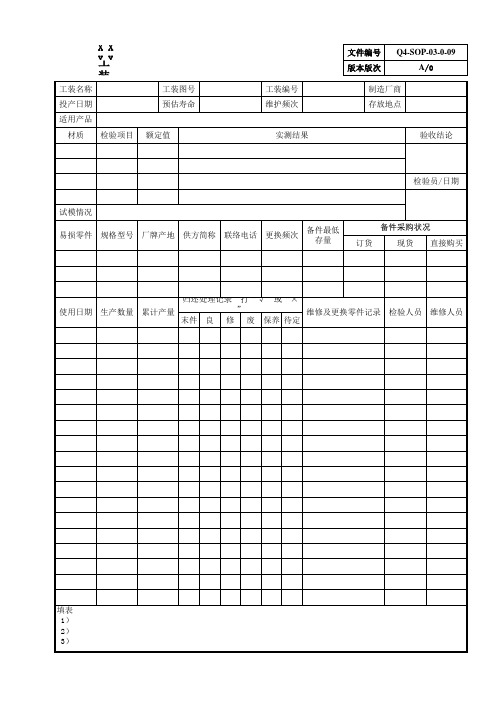
Q4-SOP-03-0-09 A/0
工装/模具履历表
工装名称 投产日期 适用产品 材质 检验项目 额定值 实测结果 工装图号 预估寿命
制造厂商 存放地点
验收结论
检验员/日期
试模情况 易损零件 规格型号 厂牌产地 供方简称 联络电话 更换频次 备件最低 存量 备件采购状况 订货 现货 直接购买
品、工装附件、易损零件和验收部分由技术和质量部门负责填写; 工装每次生产的数量、鉴定保养的内容、维修及更换零件等内容;
使用日期 生产数量 累计产量
归还处理记录 末件 良 修
打“√”或“×” 废 保养 待定
维修及更换零件记录 检验人员 维修人员
填表说明: 1)表头中有关工装的基本资料,包括适用产品、工装附件、易损零件和验收部分由技术和质量部门负责填写; 2)验收合格后本表转使用单位保管,并记录工装每次生产的数量、鉴定保养的内容、维修及更换零件等内容; 3)每年末由使用单位统计所有易损零件的更换次数,明确规定易损件的最低库存要求以满足生产之需。
IATF16949工装管理程序
工装管理程序(IATF16949-2016/ISO9001-2015)1.0目的对工装的设计、制造、验收、使用、维护等进行规范化管理,保证工装精度及工装的使用稳定及寿命,确保产品质量和生产需求。
2.0适用范围适用于本公司所有使用工装的管理。
3.0职责3.1 技术开发部负责工装计划的制定、相关图纸资料的设计及提供,对工装制作成本的评审,配合工装的验收。
3.2 设备管理室负责工装的归口管理,组织工装制作试模及验收。
3.3 质管部——负责工装制品件的检测、验证,并对工装使用进行监督。
4.0定义无5.0工作程序5.1工装设计和制造5.1.1技术开发部根据新产品加工工艺需要,按有关设计要求编制工装开发计划,经APQP小组评审后报总经理批准。
5.1.2制造部和质管部可根据生产和检测等需要向技术开发部提出工装开发申请。
5.1.3新产品所需工装由APQP小组负责委外联系设计和制造并签订设计制造协议或合同,经总经理审批后负责实施并进行跟踪管理。
5.1.4在用工装制作由设备管理室组织设备、工装管理小组制订方案计划经多方论证后实施。
5.2工装的验收5.2.1新产品制作工装由APQP小组织组织进行验收,必要时应邀请顾客和制作厂商共同参加。
5.2.2在用工装由设备、工装管理小组组织相关单位进行验收。
5.3工装的标识及使用5.3.1验收合格后的工装由设备管理室负责进行标识,并建立《工装、模具台帐》及《工装履历卡》进行管理。
5.3.2检测用工装由质管部按《检验、测量和试验设备控制程序》进行管理。
5.4工装的维护保养5.4.1工装维护保养包括日常保养和定期保养。
5.4.1.1日常保养主要内容:每日进行点检、清洁及润滑。
5.4.1.2定期保养主要内容:a.对工装进行局部拆卸清理,清洁,润滑;b.更换易损件。
5.4.2工装的定期保养由设备管理室根据生产具体情况制定维护保养计划,由机修人员负责实施,一般每年不得少于一次。
5.4.3工装日常保养由使用部门负责实施。
模具工装管理履历表档案
编号: HT.QD1250-M01.MA.0
模具修护、维修记录
维修、维护事项 更换丝锥1次 更换丝锥1次 更换丝锥2次
部件名称 人员 丝锥 唐虎 丝锥 唐虎 丝锥 唐虎
备注
成都鸿图电器有限责任公司
封面
编号: HT.QD1250-M01.MA.0
模 具 档 案
模具名称:攻丝工装 产品名称:刷架总成 产品型号:QD1250 制造单位:成都鸿图电器 设计人员:唐德辉 使用单位:综合车间
模具编号:HT.QD1250-M01.MA.0
零件型号:QD1250 产品客户:远旺 制造日期: 设计寿命:工装寿命20万次 负责人: 唐虎
成都鸿图电器有限责任公司
编号: HT.QD1250-M01.MA.0
模具\工装零部件、易损件清单
序号 1
零件名称 刷架攻丝丝锥
图纸代号 QD1250-03
材质 SKD-11
设计寿 命
2000次
备件 2
成都鸿图电器有限责任公司
编号: HT.QD1250-M01.MA.0
模具、工装监控、使用记录
序号 产品名称 产品型号 1 刷架总成 QD1250 2 刷架总成 QD1250 3 刷架总成 QD1250 4
生产日期 2020.1.22 2020.1.28 2020.2.5
生产数量 操着者 是否合格 备注
3000 2500 4000
魏小英 魏小英 魏小英
是
更换一次 丝锥
是
更换一次 丝锥
是
更换二次 丝锥
5
6
7
8
9
10
11
Байду номын сангаас
12
13
14
工装履历卡格式

□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
工装履历卡
工装名称
工装图号
验证单号
入库日期
定期检定周期
报废单号
报废日期
备注
借用记录
借用日期
借用人
归还日期
归还状态
使用情况
备注
加工工序
件数
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□完好□损坏
□完好□损坏
改造修理记录
申请单号
修理/改造内容
维修人
验证单号
备注
验证记录
提交日期
检定单号
送检类型
结论
备注
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
□完好□损坏
□新制(新购);□修理/改造;□归还;□周期
工装验证规1

工装验证规程1、工装制做由机电部设计,生产部安排生产计划,根据生产计划,核定各工序制作工时,确定材料消耗,安排生产。
2、工装制做完成后,应打上工装编号及装配标志,交工装检验员检验,工装检验员根据设计要求,系统全面地检验,并将检验结果如实填入《工装履历卡》以待检验。
3、工装在使用过程中存在问题时,检验员应及时提出返修意见报机电部,机电部根据情况(复杂或一般)打“工装返修通知单”进行随时返修。
4、工装返修完成后,交工装检验员检验,并填写《工装履历卡》即修理记录。
以待检验。
工装的验证5.1工装验证的范围:首次设计制造的工装,经重大修改的工装,返修的大型、多条、精密工装。
5.2工装验证程序可分为:验证计划、验证准备、验证过程、验证判断、验证处理和验证结论六个步骤。
5.3工装验证计划由机电部确定并组织落实;工装验证准备即:机电部提供验证用工艺文件及有关资料,负责验证计划的下达,供应部负责验证用料计划的储备,机修队负责验证工装的设备以及工具的准备,负责领取验证用料及安排操作人员,机电部负责验证工装检查的准备;验证5.4由机电部负责组织、协调、落实所需费用,一次摊入工装成本;产品零部件按简单与复杂,大型与小型规定检验件数,判其合格率,一般在1~10件内;检验合格的工装,由检验员填写“工装验证书”,工装检验员凭“工装验证书”在《工装履历卡》上加盖“验证合格”印章,签名并注明日期,该工装方可入库使用。
6.工装保管员严格按照检验合格或验证合格的工装接受入库,证件必须齐全,帐、卡、物必须一致,确保合格的工装在生产中使用,进而提高产品质量。
7、工艺装备明细表见附表31、锚杆杆体(螺纹钢)生产时,按工艺流程要求,有定长切断、颈缩、滚丝,其工艺装备用工位器具虽然简单,但为保证质量,必须对此作出规范管理。
2、杆体截断时,应在平台上设置度标记(例:1600,1800,2000MM)确保截断后的杆体长度设计范围内。
3、截断后的杆体,操作人员应对直线度作目测评估,必要时,在检测平台上测定其直线是否符合要求,达到MT146.2-2000要求后,才允许进入下一工序-颈缩。