首件检验报告
首件检验报告
首件检验报告(二)引言概述首件检验是制造业中的常见质量控制程序,它用于确保在批量生产开始之前,第一件产品的质量达到预期标准。
本文将详细介绍首件检验报告的内容和结构,以及其在质量管理中的重要性。
通过对每个大点和小点的详细阐述,将帮助读者全面了解首件检验报告的编写流程和必备内容。
正文内容1.首件检验报告概述1.1概述首件检验报告的作用和目的1.2介绍首件检验报告的编写流程1.3强调首件检验报告的重要性及其对质量管理的作用2.报告结构与内容2.1报告的基本结构:引言、方法与工具、结果、讨论和结论等部分2.2引言部分的详细内容:产品描述、检验目的和依据等2.3方法与工具部分的详细内容:检验方法、设备和工具的使用和设置等2.4结果部分的详细内容:记录实际检验结果并与预期标准进行比较2.5讨论与结论部分的详细内容:分析检验结果,并提出改进和建议等3.首件检验报告编写要点3.1准确和全面记录检验数据和结果3.2使用清晰和简洁的语言表达检验方法和过程3.3所有数据都应当是可验证和可追溯的3.4在讨论和结论部分提出针对问题的具体改进和建议3.5报告中应当包含相关图片和图表以更好地支持演示和分析4.检验结果的分析和应用4.1分析首件检验结果的合格率和不合格率4.2评估不合格项的严重程度和原因4.3根据检验结果调整生产流程和质量控制措施4.4尽可能提前发现和解决潜在质量问题4.5首件检验结果的应用和反馈对后续生产起到重要的指导作用5.首件检验报告的总结与展望5.1总结首件检验报告的编写过程和要点5.2强调首件检验报告在质量管理中的重要作用5.3展望如何进一步提高首件检验报告的效率和准确性总结首件检验报告在制造业质量控制中具有重要的价值和作用。
通过本文的详细阐述,读者可以了解首件检验报告的内容和结构,以及编写的要点。
准确和全面记录检验数据和结果、使用清晰和简洁的语言表达检验方法和过程等都是编写首件检验报告时需要注意的要点。
首件检验报告3张
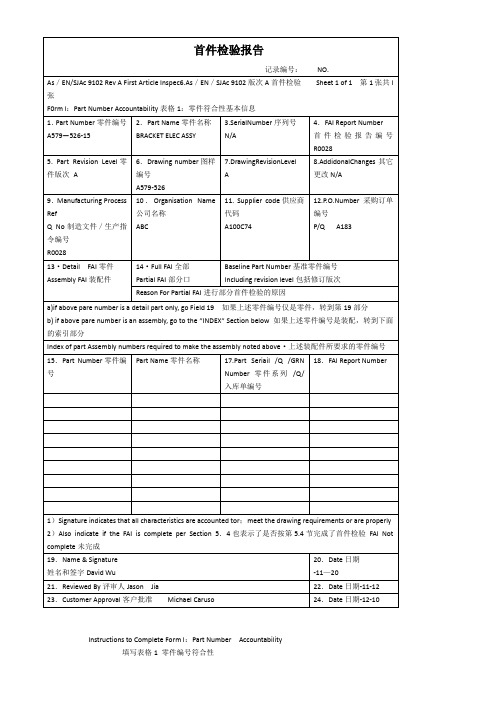
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。
fai报告是什么意思
fai报告是什么意思FAI报告是什么意思。
FAI报告是First Article Inspection Report的缩写,中文意思是首件检验报告。
在制造业中,首件检验是非常重要的环节,它是指在生产开始之前,对首件产品进行全面的检验和测试,以确保产品的质量符合客户的要求和标准。
首件检验报告则是记录和总结首件检验结果的文件,也是生产过程中的一项重要质量控制手段。
首件检验的目的是为了验证产品是否符合设计要求和客户要求,以及生产工艺是否可行和可靠。
通过对首件的全面检验,可以及时发现和解决生产过程中的问题,避免批量生产后出现大面积质量问题,从而节约成本、提高效率,确保产品质量。
FAI报告通常包括以下内容:1. 产品信息,包括产品名称、图纸编号、规格要求等。
2. 生产商信息,包括生产商名称、地址、联系方式等。
3. 检验员信息,包括检验员姓名、检验日期等。
4. 检验工具和设备,列出用于检验的工具、设备及其准确性验证记录。
5. 检验过程,详细描述首件检验的过程,包括检验项目、检验方法、检验标准、检验结果等。
6. 检验结论,对首件产品的检验结果进行总结和评价,判断产品是否合格,如有不合格项,需说明原因和处理措施。
FAI报告的编制需要严格按照客户的要求和标准进行,通常由质量部门的专业人员进行。
在编制FAI报告时,需要对首件产品进行全面、细致的检验,确保检验结果的准确性和可靠性。
同时,还需要保留首件产品的样品和相关记录,以备日后的追溯和核查。
总之,FAI报告是首件检验的重要成果之一,它记录了首件产品的质量检验过程和结果,是生产过程中质量控制的重要依据。
通过对首件产品的全面检验,可以及时发现和解决生产过程中的问题,确保产品质量符合客户的要求和标准,为批量生产奠定良好的基础。
首件鉴定报告(FAI)

实用文档
供应商描述
发布/修订记录
批准栏
实用文档
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
实用文档
1. 首件检验的原因
2. 零部件的基本描述
实用文档3. FAI结论
实用文档4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
实用文档
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
实用文档
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
实用文档8. 相关文件
实用文档
9. 参加人签署
10. 附件1.
FAI人员签到表。
首件检验报告

首件检验报告随着现代工业的发展,各种产品层出不穷,品质的要求也越来越高,特别是一些高精度要求的产品,如航空器、汽车、电器等。
这些产品中重要的就是首件检验报告,下面我们就来详细了解一下这个检验报告的相关内容和作用。
什么是首件检验报告?首件检验报告,就是在批量生产之前,生产厂家要对出厂的第一件产品进行以客户要求的标准为基准的检验,并且对这个产品进行全面记录,这就形成了我们所说的首件检验报告。
首件检验报告是衡量生产厂家产品质量的重要参考标准,同时也是保障使用者合法权益的重要手段。
首件检验报告涵盖的内容有哪些?首件检验报告, 主要涵盖以下内容:1. 产品质量检验。
2. 生产质量控制过程的监测文件。
3. 产品的工艺制造过程。
4. 检验过程和结果的记录。
5. 产品质量问题的处理记录。
6. 生产批次的分析和评价。
以上内容为首件标准检验报告完成的必要内容。
其中最为重要的是产品本身的质量检验,这涉及到产品是否符合客户要求以及是否达到国家相关标准,因此质量检验的结果是最为直接的指标。
首件检验报告的作用是什么?首件检验报告具有以下作用:1. 保障使用者权益。
首件检验报告是一种保障使用者权益的有效手段,客户能够通过这份报告了解到产品的质量情况和生产厂家的管理水平,从而决定是否继续合作或采购产品。
2. 提高产品质量和厂家信誉度。
生产厂家在开展首件检验过程中,须对产品的制造工艺、关键控制节点、检验标准等各个环节进行全方位、严密的监测和分析,并及时纠正生产问题或工艺缺陷,最终形成质量可靠的产品。
这样可以保证产品的质量符合客户要求和国家标准,提高厂家的信誉度。
3. 促进厂家管理水平的提高。
专业的首件检验部门和流程不仅能够提高生产的质量,还有助于厂家加强对生产企业管理,进一步提高管理水平和生产效率,降低生产成本。
结语:综上所述,首件检验报告是生产企业向客户证明其产品质量符合标准的重要性证明。
基于此,生产厂家应设立专门负责首件检验的部门和流程,加强对首件检验报告的编辑、记录和存储,切实落实质量稳定的措施,提高生产效率和管理水平,以满足不同客户的要求,获取客户信任。
首件检验报告 中英文版

序号 No. 1 2
不良描述 Defect Description
工程部
R/D
生产部
PD
业务部
SA
备注Remark:
测试员 Tester
保存期限:5年 Save the time limit:five years
确 认 Confirm by
批 准 Approval by
检验记录 Inspection Records
判定 Judgment
1 2 3 4 5 6 7 8 9 10 11 12
检验结果 Inspection Result 不良品分类 Defect Type CR MA MI □合格Acceptable □不合格 Rejectd 不合格处理 Defect dispose
xxx**有限公司
************************ Co., Ltd
首件检验报告 Confirm report
表单编号Sheet No.:xxxx2 A0
客户名称
Customer
产品型号
Product code.
生产组别
Lot No.of production
生产日期
Prouction Date
产品名称
Product name
பைடு நூலகம்订单号
PO/PI number
订单数 Qty.
送检时间
Inspection Time
序号
No.
检验项目及标准 Item Inspection&itsSPEC 外观 Appearance 重 要 参 数 I m p o r t a n t p a r m e t e r 漏电 Insulation 尺寸 Size 色温 Color temp 色容差 SDCM 显指 CRI>80 功率 Power Factor 光通量 Lumen 开关测试100次 On-off test 跌落测试1.0-1.3米/1-2次 Drop test 1.0-1.3m/times 安规 UL+DLC 调光Dimming 不合格记录 Defect Records 档案号E
首件检验报告

□ OK □ NG
□ OK □按作业指导书
□ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG
外箱各种贴纸及其位置是否正确
□ OK □ NG
□ OK □ NG
附件是否正确
□ OK □ NG
□ OK □ NG
品质主管确认结果:
□ OK
□NG
签名:
表单编号:YXD-QR-PZ-006
□ OK □ NG
装配有无特殊要求
□ OK □ NG
□ OK □ NG
装配有无异常 机身贴纸是否正常 测试是否按作业指导书
□ OK □ NG □ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG □ OK □ NG
测试有无异常
□ OK □ NG
□ OK □ NG
老化是否按作业指导书
确认内容
生产确认
生产确认 人
品质确认 品质确认人
物料是否正确
□ OK
□ OK
□ NG
□ NG
物料有无异常/关键件是否与型式 试验报告一致
□ OK □ NG
□ OK □ NG
物料的标识是否正确 PCB是否符合要求
□ OK □ NG □ OK □ NG
□ OK □ NG □ OK □ NG
装配是否正常
□ OK □ NG
生产单号:
首件类型 检验依据 检查项目
工段
备 料
装 配
功能 测试 老 化 包 装
产品型号:
生产批量:
颜色:
日期:
□每班初次首件 □新产品 □新订单 □4M1E变更 □其它
□《成品检验标准书》 □样机 □《BOM》表 □MO单 □《作业指导书》 □行业标准 □国标
首件检验报告

首(末)件检验报告
生产日期
订单数量
首件数
线别
提交人
审核人
项目
□电器特性□外观□尺寸□材料
A:外观检验:
□1:绕线平整,无交叉,无超出骨架边缘□2:包胶无异常□3:焊锡OK,无锡珠□4:点胶无异常
□5:线圈无松动□6:本体无异物□7:磁芯无松动脱落
B:尺寸检验:
序号规格
1
2
3
4
5
C:电器特性:
序号规格
1
2
3
4
5
D:原材料使用:
材料
要求规格料号
实际规格要求
备注
确认结果:
判定结论:
E:部门签核及意见:
生产部:
品管部:
工程部:
备注:
1.新产品及一个月以上未生产的产品重新投产时,必须制作首件样品进行确认;
2.首件样品必须是5PCS,确认合格后,生产、工程、品管各保留1PCS首件样品(必须满足品管部首件样品保存)
首件样品也是已品管部保留的样品为最准;
3.首件样品制作有异常时必须找工程部一起确认如何做法,但首次首件不合格时,生产部要找工程部一同再次制作首件;
4.末件报告适用于生产汽车产品时使用;
保存期限5年表单编号:XXXXXXXXX
线材行业首件检验报告

工作站别
检验 项目
料号:
规
格值
制令号: 实际检验状况
一二三四五
生产日期/班别:
组长 确认
IPQC 确认
1 料号确认 A.B.C.D.G
料号规格符合客户要求,长度:
MM
2 包装
A.B.
不可用错纸盒和产品,方向一致,包装盒内无杂物等现象
3 贴圆形标贴 A.B.
不可贴皱,漏贴,贴偏等不良
4 目视
B.G
压偏,开口,毛边等现象
5 贴内标贴 A.B.G
标贴号码:
6 贴外标贴 A.B.G
标贴号码:7 装箱B.G源自包装符合客户要求,不可多装少装
工程 确认
8
9 10 11 12 13 14 15 16 17 备注
检验时机在2.每次投产时,无须品保主管、工程确认,其余检验时机必须要工程签字确认。
品 保主
IPQC组长:
4C-QA004-A 车间主 任:
首件检验报告
检验时机:1.新产品投入 2.每次投产 3.工程图面变更 4.作业方式变更 5.新模具投入 6.其它 检验依据: 工程图面、作业指导书、管制计划表、各类检验规范。
检验项目:A、材料 B、外观 C、尺寸 D、电气 E、测试(拉力、吊重) F、模具 G、作业指导书状况 H、其它:
线别:
序 号
首件检验报告
首件检验报告导语:在如今竞争激烈的市场环境下,公司为了确保产品质量的合格性,常会在批量生产前进行首件检验。
这份检验报告旨在给出对产品的全面评估,以确保产品符合公司和客户的要求。
本文将对首件检验报告的内容和重要性进行深入探讨。
一、背景介绍首件检验报告是在产品生产过程中的文档,通常是在前期生产完成的第一件产品上进行。
该报告主要是通过对产品的外观、尺寸、性能等方面进行全面检测,以确保产品的质量符合公司和客户的要求。
首件检验报告是质量控制体系中的重要文件,对于确保产品质量和减少质量风险具有重要的意义。
二、检验内容首件检验报告通常包含了以下几个方面的内容:1. 外观检验:该部分主要针对产品的外观特征进行检测,如表面光洁度、颜色一致性、标识清晰度等。
通过外观检验可以直观地了解产品是否存在表面缺陷或污染。
2. 尺寸检验:尺寸是产品质量的重要指标之一,通过对产品尺寸进行精确测量,可以判断产品尺寸是否符合设计要求。
这一部分通常使用专业的测量仪器进行精密测量。
3. 性能检验:性能是产品功能实现的关键,通过对产品的性能进行检测,可以确保产品在使用过程中正常运行。
该部分通常涉及产品的力学性能、电气性能等方面的检验。
4. 耐久性检验:耐久性是指产品在一定条件下经受长期使用后的性能保持能力。
针对不同产品,耐久性测试的方法也有所不同,但都是为了验证产品的使用寿命和可靠性。
三、检验过程首件检验报告的编写需要经历一系列严格的步骤,以确保报告的准确性和可靠性。
以下是一般的检验过程:1. 规划检验方案:在开始检验前,需要明确检验的目标和内容,编制详细的检验方案。
检验方案中需包括检验对象、检验标准、检验方法等。
2. 取样检验:在生产过程中,从生产批次中随机取样,确保首件的选择具有代表性。
并将取样件送至检测实验室进行检验。
3. 检验数据记录:在检验过程中,检测人员需要严格按照检验方案进行检测,并将检测数据准确记录下来,包括实测值、测量仪器信息等。
首件样品检验报告

实际尺寸见样品检验单
不合格的在“AT”栏中注明
For inspection results, refer to attached sheets:
The actual measurements are given in order of the samples.
Non-conforming specifications are indicated in the column "AT".
2.The correct inspections of the samples and their listing in this report (deviations are shown separately).
3.That a sample approval does not relieve the supplier of his responsibility to deliver material according to the applicable drawings and specifications.
Appearance Approval Report (AARby quality)
尺寸检验报告Dimension Report
材料检验报告
Material Report
性能检验报告
Function Report
供应商/ SUPPLIER
购货商(客户)/ BUYER (Customer)
零件编号.
Part No.填写“图号”
报告编号
Report No.填写内部报告编号Write reportNo
参考
Reference
Write last FSR No
首件检验报告

首件检验报告
一、检验范围
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,均为市场上常见的照明电器产品,其
中LED埋地灯,市场上深受消费者的欢迎。
二、型式确认
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,型式经常国家质量监督检验检疫总局
型式确认。
三、型式检验
1、外观检验:外观处理良好,LED灯头容易安装,易于灯具的装卸,灯体颜色均匀,没有缺陷及落漆现象。
2、尺寸检验:本次检验各产品的尺寸满足协议要求的尺寸。
4、绝缘测试:在本次检验中,采用的测试标准是GB7000.1-2023
《家用和类似用途电气产品的安全通用要求》,测试结果满足要求。
6、性能检查:在本次。
供应商首件鉴定报告2024

引言概述供应商首件鉴定报告是在供应商交付首批产品之前对其进行检验和评估的一种重要工作。
该报告是供应链管理中不可或缺的一环,它能够确保供应链的可靠性和产品质量的稳定性。
本文将对供应商首件鉴定报告进行详细的解析和阐述。
正文内容1. 首件鉴定报告的作用1.1 基于合同要求进行评估- 评估产品是否符合合同规定的技术要求和性能指标- 检查产品是否符合质量管理体系的要求1.2 评估供应商的制造能力和质量控制过程- 检查供应商的生产线和工艺是否稳定可靠- 评估供应商的质量控制措施和流程1.3 确保供应链的可靠性和产品质量的稳定性- 避免次品和质量问题的发生- 保证供应链的正常运作和产品质量的稳定性2. 报告编制的步骤和要求2.1 收集供应商提供的相关资料和样品- 收集供应商的质量文件、技术资料和样品- 对供应商提供的样品进行外观和性能的测试2.2 进行首件检验和评估- 对首批产品进行全面的检验,包括外观、尺寸、功能等方面- 对产品进行性能测试和功能验证2.3 编制鉴定报告- 报告应包含详细的检验结果、评估意见和建议- 报告应准确、清晰地呈现供应商的制造能力和产品质量情况3. 报告内容的要点和分析3.1 供应商的制造能力和质量控制过程- 分析供应商的生产线和工艺稳定性- 评估供应商的质量控制措施和流程是否完善3.2 首批产品的外观和性能- 分析产品的外观质量,如表面缺陷、氧化等- 评估产品的性能,是否达到合同规定的技术指标3.3 必要的改进和建议- 针对发现的问题提出具体的改进和调整建议- 提供供应商改进质量控制的指导和支持4. 报告的审批和签署4.1 审核鉴定报告的准确性和可靠性- 确保鉴定报告的内容准确无误- 检查鉴定报告是否符合合同和质量管理要求4.2 签署鉴定报告- 由相关部门和人员签署鉴定报告,确保报告的有效性- 签署人应对鉴定报告的内容负责,并确保报告可以为后续工作提供参考5. 报告的应用和意义5.1 基于鉴定报告进行供应商评估和选择- 根据供应商首件鉴定报告中的评估意见,选择合适的供应商- 对供应商进行评估和筛选,确保供应链的可靠性5.2 指导供应链的管理和产品质量的监控- 在供应链管理中,根据鉴定报告中的评估意见指导供应链的管理和控制- 对产品质量进行监控和改进,确保供应链的稳定性和产品质量的可控性总结供应商首件鉴定报告是保证供应链的可靠性和产品质量的稳定性的重要工具。
注塑首件确认检验报告

注塑首件确认检验报告一、引言二、检验项目及方法1.外观检验:检查产品外观是否符合设计要求,包括产品的尺寸、形状、表面光洁度等要素。
采用目视和测量仪器进行检验。
2.尺寸测量:通过测量产品的关键尺寸,判断其是否符合设计要求。
采用千分尺、游标卡尺等测量仪器进行测量。
3.机械性能测试:测试产品的机械强度、硬度等性能指标,判断产品是否能够满足使用要求。
采用拉伸试验机、冲击试验机等设备进行测试。
4.包装检验:检查产品的包装是否完整、合理,确保产品在运输过程中不会受到损坏。
采用目视和手动操作进行检验。
三、检验结果及分析根据对注塑首件进行的检验,得出以下结果及分析:1.外观检验结果:产品的外观无明显缺陷,尺寸和形状与设计要求基本一致。
表面光洁度满足要求,无明显划痕或凹陷。
2.尺寸测量结果:通过对关键尺寸的测量发现,产品的尺寸与设计要求相符合,误差在允许范围内。
3.机械性能测试结果:产品的机械性能测试结果表明,其强度和硬度指标均满足设计要求,具备良好的使用性能。
4.包装检验结果:产品的包装完好,无破损或松动现象,能够有效保护产品在运输过程中不受损坏。
四、存在问题与改进措施根据对注塑首件的检验结果,存在以下问题:1.尺寸误差偏大:尺寸测量结果发现,产品的尺寸误差稍大,超出了设计要求的容许范围。
这可能是注塑工艺参数设置不合理导致的,需要进一步优化工艺流程。
2.外观缺陷:尽管产品的外观和表面光洁度满足要求,但在细微的划痕和凹陷方面仍有一些问题。
这可能是模具加工质量不高导致的,需要加强模具的维护和保养。
针对以上问题,采取以下改进措施:1.优化注塑工艺参数:调整注塑工艺参数,确保产品的尺寸误差在允许范围内。
可以通过调整注射速度、保压时间等参数来实现。
2.提高模具加工质量:加强对模具的维护和保养,确保模具的精度和表面质量。
定期清洗模具,修复损坏部位,做好润滑和防锈工作。
五、结论根据对注塑首件的确认检验,得出以下结论:1.产品的外观、尺寸、机械性能等指标均符合设计要求,具备良好的产品质量。
首件一致性检验报告

瀚 唐
首件一致性检验报告 № T
产品名称 生产日期
型号规格 样品数量 台 生产单位 抽样基数 台
检验地点 检验日期
201 年 月 日
检验依据 与型式试验报告一致:结构,关键件清单以及作业指导书。
检 验 结 论
备 注
1. “×”表示不符合标准要求,“√” 表示符合标准要求。
检 验 内 容
检验项目检验项目
标 准 要 求
单项单项 评价评价 备注备注 上电测试
与提供的测试电压点电压值一致 功能性检验 Web 服务正常,视频图像清晰 烧录版本号 与提供的版本号一致 主板PCBA 无漏焊接,无松香 接口
接口牢固,无松动
检查人: 审核 : 批准: Doc Doc. No.: D . No.: D . No.: D--5005001 1 1。
五金产品首件检验报告
五金产品首件检验报告1. 检验目的本次首件检验目的为验证五金产品的外观、尺寸、性能等相关指标是否符合设计要求和客户需求,以确保产品质量和用户满意度。
2. 检验对象本次检验对象为一批五金产品,包括螺丝、螺母、螺栓等。
3. 检验方法本次检验采用以下方法:- 外观检验:检查产品表面是否有明显划痕、凹陷、氧化等缺陷。
- 尺寸检验:使用测量工具对产品尺寸进行精确测量,与设计图纸进行比对。
- 功能性能检验:根据产品设计要求,进行相应的功能性能测试。
4. 检验过程和结果4.1 外观检验在外观检验过程中,对每个五金产品进行了详细的检查。
经过检验,所有产品的表面均未发现任何划痕、凹陷和氧化现象,外观符合设计要求。
4.2 尺寸检验对五金产品的尺寸进行了精确测量。
通过与设计图纸进行比对,发现所有产品的尺寸均在设计范围内,符合要求。
具体的尺寸测量结果如下表所示:产品尺寸(mm)设计要求(mm)偏差(mm)- - -螺丝8 x 30 8 x 30 无螺母M8 M8 无螺栓8 x 40 8 x 40 无4.3 功能性能检验根据产品的设计要求和功能性能测试流程,对五金产品的功能性进行了检验。
经过测试,所有产品的功能正常,能够满足设计要求和客户需求。
具体的功能性能检验结果如下:- 螺丝:经过拧紧测试,螺丝固定力达到设计要求,没有出现松动现象。
- 螺母:经过螺丝固定测试,螺母能够正确的与螺丝配合使用,固定力适中。
- 螺栓:经过拧紧和固定力测试,螺栓能够承受设计负荷,无松动现象。
5. 检验结论本次五金产品首件检验结果如下:- 外观检验:所有产品外观符合设计要求,无明显缺陷。
- 尺寸检验:产品尺寸符合设计要求,未发现明显偏差。
- 功能性能检验:产品功能正常,能够满足设计要求和客户需求。
综上所述,本批五金产品的质量通过了首件检验,符合要求,可以进行下一阶段的生产。
同时,根据检验结果,还能对制造过程进行优化,提高产品质量和客户满意度。
6. 检验建议根据本次检验结果,建议在制造过程中进一步优化以下方面:- 优化产品外观的加工工艺,以减少可能的划痕、凹陷等缺陷的出现。
首件检验报告3张docx
引言概述首件检验报告是一种对生产过程中首次生产出的产品进行质量检验的报告。
该报告包含了产品的各项质量指标的测试结果,以确保产品符合预期要求。
本文将详细介绍首件检验报告的重要性、编制方式以及报告中需包含的内容。
正文内容1.首件检验报告的重要性1.1 保证产品质量首件检验报告的主要目的是验证生产出的首件产品是否符合产品设计和质量要求。
通过对首件产品进行全面检验,可以保证后续批量生产的产品质量稳定可靠。
1.2 预防生产过程中的问题首件检验报告对于发现生产过程中可能存在的问题非常重要,可以及时采取纠正措施,避免批量生产过程中出现质量问题,提高生产效率。
1.3 提供参考依据首件检验报告不仅对内部生产过程有指导意义,同时也是与客户对产品质量进行沟通的重要依据。
报告中的测试结果可以通过邮件或文件形式提供给客户,以证明产品符合质量要求。
2.首件检验报告的编制方式2.1 选择专业检验人员首件检验报告是对产品质量进行评估的专业工作,需要选择具备相关技能和经验的专业检验人员。
这些人员应熟悉产品质量标准和测试方法,并具备正确的测试仪器和设备。
2.2 确定检验标准首件检验报告的编制需要根据产品的设计要求和相关行业标准确定检验标准。
这些标准应涵盖产品的外观、尺寸、功能和安全性等方面。
2.3 开展全面检测在编制首件检验报告时,需要对首件产品进行全面的检测,包括外观检查、功能测试、尺寸测量等。
在测试过程中,应准确记录测试方法和测试结果,并确保测试数据的可追溯性和准确性。
2.4 分析测试结果在完成测试后,需要对测试结果进行分析和评估。
如果发现测试结果与产品要求存在差异,应及时进行调整和优化生产过程,以确保产品质量符合要求。
3.首件检验报告的内容3.1 产品信息首件检验报告应包含产品的相关信息,例如产品名称、型号、批次号等,以确保报告与具体产品相关联。
3.2 检验日期和地点报告中需标明检验的具体日期和地点,以确保检验的时效性和准确性。
首件检验报告

2 绝缘电阻测试 3 高压测试是否合格 (六)环保合规性 1 张贴环保标签 2 物料符合我司HSF管控标准
2 关键元器件和认证产品一致 3 电气结构与认证产品一致
备注:1.关键物料要与样品和检测报告的型号、规格一致: 2.首件确认后,品质和生产各保留2个样品,直到此批订单生产完成方可将收件样品投入生产批次中。
生产确认: 检验员: 审核:
2 标签是否正确或漏贴
3 报表是否填写齐全
4 螺丝扭力是否正确
2 装配物料高度、大小、直径、长度是否正确
Hale Waihona Puke 5 接线位置是否正确3 是否与工程变更同步设计变更 4 线材长度,数量,装配位置是否正确 (三)功能测试
6
相关物料是否符合安规要求(要与“备 注”相符合)
(五)一致性检查
1 功能测试是否正确
1 型号规格是否和认证申报产品一致正确
首件检验报告
产品名称:
规格型号:
送检数量:
订单号:
订单数量:
日期:
检验依据: 1.(物料清单)及客户相关要求; 2.成品检验规范; 3.工艺要求;
(一)对BOM检查项目
通过 不良
(四)对外观检查项目
通过 不良
1 物料规格是否正确
2 是否错料 (二)对结构检查项目 1 装配物料结构是否符合
1
外观是否清洁(含油污、异色、烫伤、刮 花、粘胶)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尺 寸 灯串上的灯距﹑总长度﹑插头线尺寸要符合订单要求.
总功率
灯 串
灯 泡 灯泡的顶部不得有锐利尖角, 彩泡按订单要求排列正确.
不得出现死泡、暗泡、黑泡、亮泡等 灯串
不得出现死组、闪组、或多头、少头等
母 泡 初闪时间为≦3分钟,闪烁基本一致.
性
规格、性能、颜色应与灯串上的性能配用一致.
能
备泡 数量与订单上要求一致
质检单号 检验 日期:
检验结果
合格: ( ).不合格: ( ) 检验员:
生产部经理:
QA经 理:
CET 首 件 检 验 报 告
组标准 : 参照《成品检验标准》来执行
检验 分类
质量要求
外
彩
盒
印刷良好,无破损,表面无斑点, 尺寸 、标志 、参数 、条码 、 额定功率与订单及标签相符.
观 标 签 文字需清晰 , 标志、参数与彩盒及订单相符. 检 验 配 件 灯串上的配件配与订单要求一致
绝缘层 绝缘层不应破损、开裂, 带电体不明露.
安 插 头 规格要与订单相符,接插良好.插头无锈蚀﹑锈斑,不可变形.
全 检
耐压测试
高压3670V交流电压,漏电流0.5mA 闪烁﹑击穿.
□变压器、□灯串不发生
验
拉力测试
单根线在30N / 插头线/尾部在60N的拉力下不能有位移现 象.(≦2mm可接受)
结论:
检
验 冲 击 不可更换的灯泡,在0.2Nm弹簧锤冲击下, 灯泡功能正常.
可更换的灯泡在穿入软芯后,在3N拉力时应保持在原来的位置 拉 力 上,插管及插芯的插入及拔出的力量需在3N~10N之间应≦
2mm位移现象.
扭力测试
灯泡插入软芯后,软芯与灯泡之间在0.025N扭钜转动应小于15 度.
控制器 功能按订单要求相符,调节灵活