大型铝电解槽强化电流
大型铝电解槽强化电流条件下槽帮形成规律的研究
wa snume ia i ult d b i t l m e t od wih a c nto he c 1r a to . The e f c sofc t — rc lsm a e y fnie e e ntme h t c ou fc mia e c i ns f e t a h
( . S h o f M e a l r i a n o o ia g n e i g。 Unv r i f ce c n c n lg e ig 1 c o l t l g c la d Ec l g c lEn i e rn o u ie s yo i ea d Te h oo yB in ,B in 0 0 3 Chn t S n j e ig 1 0 8 , ia j
W ANG e W i ,XU E J—a ili,ZHU u I Qioc u J n ,L U a —h ,L U n ,NI Qi g r n , I Ka g U n —e
Hi 。,ZH A N G Y n q ng Che g ha 。 n — o
凝 固等 温 线 和 槽 帮 厚 度 以及 操 作 参 数 对 石 墨 化 阴 极 强 化 电 流 后 炉 膛 形 状 的 影 响 规 律 。结 果 表 明 , 型 模 估 计 值 与 现 场 测 量 值 相 当吻 合 , 用 模 型方 法 有 助 于强 化 槽 电流 、 现 运 行 参 数 的 优 化 。 所 实 关 键 词 :5 A 铝 电 解槽 ; 学 反 应 ; 帮 ; 墨 化 程 度 ; 化 电流 30k 化 槽 石 强
强化电流是电解铝增产节约的有效措施

; 电液 渡 ■ I 牢, 葛
l年 鬣 口 产 ;
系列1
维普资讯
・
3 ・ 2
铝 镁 通 讯
20 0 7年 № 1
口 【 ,^ U流 K
行统 计处 理得 出 电流效率 经验公 式如 下 :
1
— —
! 也施 放 ● 率. ・
25 7 × 1 0 O2 6. 0S ' 一
维普资讯
20 0 7年 №1
铝 镁 通
讯
・3 ・ Байду номын сангаас
强化 电流 是 电解 铝 增 产 节 约 的有效 措 施
杜 科 选 ,夏 禹
( 州铝业 股份 有 限公 司 ,甘 肃 兰 州 7 0 6 ) 兰 3 0 0
摘
要 :在 一 定 的技 术 条件 下 通 过 电 流 强化 可以提 高 电 解槽 铝产 量 和 电 流 效 率 , 低 生产 成 本 。 凡 阳 极 电 流 密 度 在 降
2 强 化 电流 的 可 行 性
2 1 国外强 化 电流 的成 功案例 .
备满 负荷 生产 以提 高 产量 。
对 于 现有 的铝 电解 系列 ,通 过 提高 电流 效率 增 加产 量 收 效 甚 微 ,而 新 建 和 扩 建 投 资 大 建 设 周 期 长 ,相 比之下 ,采 用强 化 电流 的来 提高 产量 是投 资 少 见效快 ,具有 简 捷高 效 的特点 ,可快 速适应 市 场 的需 求 。在 一定 的 技术 条件 下通 过 电流 强化可 以提 高 电解槽 铝 产量 和 电流效 率 ,降低生 产成 本 ,强化 电流是 电解 铝增 产 节约 的有 效措 施 。 我国 20 0 5年 电解 铝 产 量 达 到 7 0万 吨 ,2 0 8 06 年1 ~9月份 产 量 达 6 0 9 7 .3万 吨 ,预计 2 0 0 6年可
工业铝电解槽电流分布特征研究

工业铝电解槽电流分布特征研究工业铝电解槽是生产铝金属的重要设备,其电流分布特征对生产效率和能源消耗具有重要影响。
因此,研究工业铝电解槽电流分布特征对于优化生产过程、提高产能、降低能耗具有重要意义。
工业铝电解槽中铝电解液呈现复杂的流动状态,电流分布受到多种因素的影响。
首先,电解液在电解槽内的流动形式受到电解槽结构和布置的影响。
电解液在电解槽内形成液流,其速度和方向对电流的分布产生影响。
其次,电解槽内阳极和阴极的布置方式也会对电流分布产生影响。
阳极和阴极的位置和间距会改变电流通过的路径和分布情况。
此外,电解槽内的温度分布也会对电流分布产生一定的影响。
为了研究工业铝电解槽的电流分布特征,研究人员采用了多种方法。
一种常用的方法是数值模拟。
通过建立电解槽的数学模型和计算流体力学模型,可以模拟电解液在电解槽内的流动状态,并计算出电流分布情况。
另一种方法是实验研究。
研究人员通过在实际工业铝电解槽中安装传感器,测量电流分布情况,并进行分析和验证。
这些方法的研究结果可以为优化电解槽设计和操作提供指导。
研究表明,工业铝电解槽的电流分布呈现出不均匀性。
电流在阳极和阴极之间的分布不均匀,呈现出较高的电流密度区域和较低的电流密度区域。
而电流密度的分布对铝的沉积速率和能耗有重要影响。
较高的电流密度区域会导致铝的过量沉积,而较低的电流密度区域会导致铝的不足沉积。
因此,优化电流分布可以提高产能和降低能耗。
综上所述,工业铝电解槽的电流分布特征对于生产效率和能源消耗具有重要影响。
研究表明,电解液的流动状态、阳极和阴极的布置方式以及温度分布等因素会影响电流分布。
通过数值模拟和实验研究,可以获得电流分布特征,并为优化电解槽设计和操作提供指导。
进一步的研究可以探索更多的因素对电流分布的影响,并提出相应的优化策略,以提高工业铝电解槽的生产效率和能源利用效率。
浅析400KA电解槽提高电流效率的几种途径
浅析400KA电解槽提高电流效率的几种途径摘要:在工业生产中,铝电解槽是一个重要的设备,用于生产铝材。
而解槽的作用就是将铝氧化物还原成金属铝。
然而,在这个过程中,会遇到电流效率不高的问题,导致直流电耗增加,生产成本上升。
因此,提高铝电解槽的电流效率具有重要意义。
本文主要分析400KA铝电解槽提高电流效率的几种途径,异形阴极的凸起结构可以增加聚焦效应,提高电流密度,从而增加电流效率。
新型阳极则可以通过排气通道将气体排出,降低气泡对阳极的影响,提高电流效率。
高导电铝芯复合阳极钢爪则可以提高阳极的导电性能,降低电阻,从而提高电流效率。
同时,钢爪保护环技术可以保护钢爪,防止钢爪氧化,延长使用寿命。
这些技术的应用可以发挥重要作用,提高铝电解槽的电流效率,降低生产成本,提高生产效益。
因此,应该重视各种关键技术的研发和应用,不断推进解槽技术的发展,推动工业生产的进步。
关键词:400KA;电解槽;电流效率引言:在电解厂中,提高电流效率是首要任务之一。
电流效率是指电解过程中所使用的电能与最终得到的产品之间的比率。
电解技术参数对电流效率影响很大,包括电解质温度、电解质成分、极距、电流密度以及铝水平和电解质水平等。
其中,电解质温度是影响电流效率的关键因素之一,因为在高温下,电流效率会下降,而在适宜的温度下,电流效率会得到提高。
此外,电解质成分也对电流效率有很大影响,因为电解质成分的变化会导致电解效率的变化。
除了电解技术参数外,科学技术条件对提高电流效率也至关重要。
这包括了设备维护、操作技术、工人素质等方面。
在设备维护方面,要保证设备的良好运行状态,确保设备的稳定性和可靠性。
在操作技术方面,要保证操作规程的规范性和操作流程的合理性。
在工人素质方面,要提高工人的技能水平,确保工人能够熟练操作设备。
本文以400KA铝电解槽生产为例进行探究。
在这个过程中,要注意控制电解质温度、电解质成分、极距、电流密度以及铝水平和电解质水平等参数,以提高电流效率。
大型铝电解槽强化电流资料

4.1 换极周期缩短
以320KA电解槽为例:
不强化电流前,阳极高度 550mm,换极周期为30天。 电流强化到330KA时,换 极周期只能维持29天.
对于一个282台槽的系列 来说,平均每天多换12组 阳极,工作量增加3%。
4.2 不稳定操作增加
对于各项指标已不断创高的如今,要想得到进一 步提高,减少干扰性操作是一项重要措施。
电解槽的干扰性操作主要包括:换极、出铝、抬母 线,干扰较大的是换极工作.
换极周期从30天缩短到29天,平均每台槽每天换 极次数增加0.02次.
4.3 阳极电流密度增大对电流效率的 影响
阳极电流密度过大会降低电流效率的原因: 阳极气体析出量增大,电解质的搅拌强度增加,
电压增加30mv左右,电解质电压增加45mv左右。
电压管理需采取的两种不同措施
保持极距不变,电压在原基础上增加75mv。 按电流效率不变计算,直流电耗将增加 235kwh/Al-t。
保持电压不变,极距缩小2mm左右。
6 强化电流后的热平衡
电解槽热平衡体系划分:以阳极上保温料层的上 表面与槽壳形成的体系。
强化后 325 0.818 225 0.83
电流效率 95.78 %
95.2 %
5 强化电流后的电压平衡
金属导体部分随着电流密度增大,温度升高,电 阻增大,电压降有明显增加。
炭块及Fe-C连接处,随着电流密度增大,温度升 高,电阻下降,电压有所下降,但量较小。
极距间的电解质电压降有明显增加。 例:320KA电解槽电流强化到330KA时,一类导体
国内大面积进行强化电流生产,将推动我国 大型铝电解槽发展.
600kA铝电解槽电流分布的测量与分析
17Metallurgical smelting冶金冶炼600kA 铝电解槽电流分布的测量与分析李 扬,毛 宇,班允刚,杨晓玲(东北大学设计研究院(有限公司),辽宁 沈阳 110166)摘 要:铝电解槽阳极、阴极电流分布是铝电解生产过程中的重要参数。
本研究通过“电压法”对国内某600kA 铝电解槽的阳极电流进行测量,研究更换阳极对阳极电流分布的影响;通过“电压法”对600kA 铝电解槽的阴极电流进行测量,分析其电流分布规律。
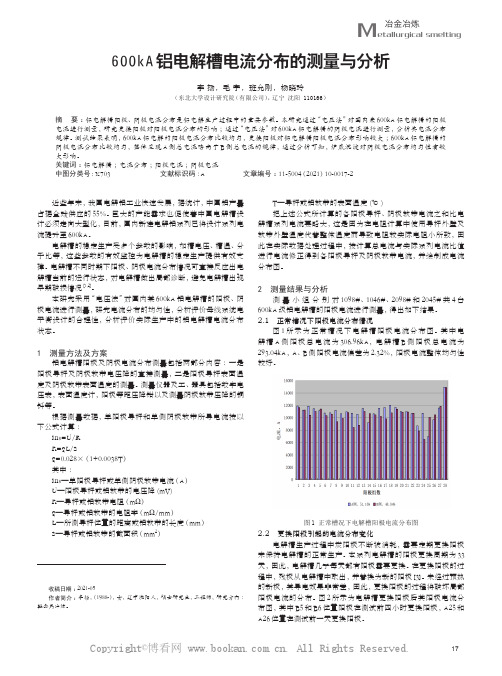
测试结果表明,600kA 铝电解的阳极电流分布比较均匀,更换阳极对铝电解槽阳极电流分布影响较大;600kA 铝电解槽的阴极电流分布比较均匀,整体呈现A 侧总电流略高于B 侧总电流的规律,通过分析可知,炉底沉淀对阴极电流分布均匀性有较大影响。
关键词:铝电解槽;电流分布;阳极电流;阴极电流中图分类号: X703 文献标识码:A 文章编号:11-5004(2021)10-0017-2收稿日期:2021-05作者简介:李扬,(1988-),女,辽宁沈阳人,硕士研究生,工程师,研究方向:轻金属冶炼。
近些年来,我国电解铝工业快速发展,据统计,中国铝产量占据全球供应的55%。
巨大的产能需求也促使着中国电解槽设计必须走向大型化,目前,国内新建电解铝系列已将设计系列电流提升至600kA。
电解槽的稳定生产受多个参数的影响,如槽电压、槽温、分子比等,这些参数的有效监控为电解槽的稳定生产提供有效支撑。
电解槽不同时期下阳极、阴极电流分布情况可直接反应出电解槽当前的运行状态,对电解槽做出局部诊断,避免电解槽出现早期破损情况[1,2]。
本研究采用“电压法”对国内某600kA 铝电解槽的阳极、阴极电流进行测量,研究电流分布的均匀性,分析评价母线系统电平衡设计的合理性,分析评价实际生产中的铝电解槽电流分布状态。
1 测量方法及方案铝电解槽阳极及阴极电流分布测量包括两部分内容:一是阳极导杆及阴极软带电压降的直接测量,二是阳极导杆表面温度及阴极软带表面温度的测量。
浅谈电解铝平稳生产
某 大型电解 铝系列从 20 年 1 月开始强化电流 。为稳 06 0
妥起见。 强化 电流分阶段 , 小幅度地进行。 每次强化 5 千安培电 流。分 四次 , 历时 四个月完成强化 电流工作。到 2 0 年 2月电 07
流从 20 0 千安强化 到 20 2 千安。 在此期 间, 槽壳发红现象增多 。 在发红严重处开始用分管强制冷却。20 年三月初分厂针对 07 三工 区电解槽在启动初期急于大面积开槽 ,未形成巩 固炉帮 , 同时为提高电流效 率一味推行低温生产 ( 每降低 1%, 0 电流效 率提 高 1 而造成炉底沉淀增多 , %) 槽子反热 , 而影响电流效 反
大多数铝 电解槽经过科学合理 的焙烧启动后 , 各项技 术条 件会趋正常 , 铝电解槽进入平稳生产时期 。 此时 , 各基层管理者
则外 , 还应尽量使 电解槽 a , b两面的两块或 四块 阳极拉长更换
需认真做好 以下几方面工作方可使各 项技 术条件保持平稳并
有所提高。
一
、
分子 比管 理
的分子比不能过低。 在实际生产中应视槽温 , 炉底 , 温度而 环境
时间 , 否则 a 两 面的当更换 到打壳眼 附近 时 , , b 由于两 面都是 新极 , 打壳眼变小 , 使 易造成大堆料 , 引起突发效应影 响槽 况。 阳极 吊出后 , 要将大块氧化铝结壳捞干净 , 认真处理炉底沉淀 , 检查相邻残极是否裂缝及炉帮是否正常。 处理完后及时将新极 装上 , 切不可将残极拔出后 不装新极而使 电解槽热量散失过 。 () 3保温料 的添加作业 。 中间下料预焙槽采用做为保温料 , 保持 电解槽的热平衡是添加极上保温料的主要作用。 日轻所 据 测定 , 全极每减 薄 lm O m保 温料 , 放出相 当于 00 — . v电 多 . 09 6 0
对铝电解槽强化电流技术的探讨

3 假设整流效率 9 %恒定不变。 ) 8
・
3 2・
铝
镁
通
讯
2 1 年№ 3 00
4) 设 电解 槽 在设 计 电流 2 0A时 的效率 为 假 4k
满 足 以上条件 的情 况下 强化 才能 有利 于企业 效益 的
2 1 芷 N 00 o3
铝
镁
通
讯
・ l・ 3
对 铝 电解 槽 强化 电流 技 术 的探 讨
王章 雅
( . 山东华 宇铝 电有 限公 司 山 东临沂 26 1 ) 70 7
摘
要: 文 根 据 本 公 司 强化 电 流 的 经 验 。 用 数 学 的 方 法从 企 业 经 济 效 益 的 角 度 探 讨 其 强 化 电 流 的 外 部 条 件 , 本 运 并
还提 高 了 吨铝 阳极 消耗 。 以上 的定 性分 析 可见 强 从
的可 行性 小 。扣 除 自焙 槽 改造 成 预焙槽 的生 产
量 ,新 建 的 1 0 A 以 上 预 焙 槽 约 占总产 量 的 6 6k 0 %以上 ,如 果 将 这 部 分 预焙 槽 电流 强化 l % ,电 0 流强化后每年可 增加产量 5 5万 吨 , 国 内新 建 电 解 铝投 资费 用 为 11万元 , . 吨 13万 元 , ,而 . 吨 强化 电流 增 产 的 电解 铝 需 要 的投 资 仅 为 新建 项 目 投 资 的 0~3 ,可 节约 投 资 约 8 % ,所 以 ,强 0% 0 化 电流 增 产 5 5万 吨 电解 铝 可 节 约 投 资 5 0亿 元 。
红 ,险象 环 生 。才 发 现 本 公 司 的 电 解 槽 现状 不 适
大型预焙铝电解槽低压生产理论研究及实践

15 7 1 .2 9 5 15 0 2 .6 0 8
8
39 . 4O .
41 .
}
13 6 6 .6 6 7
48
15 2 9 9 06
l2 ・
3 l 4
}
1 98 . 0 30 9
1 3 33 . 1 0 4
8 .8 92
1 77 2 5
98 4
24 ,7
2 6
0
30 6 D
降低 电解 质压 降实 施降 低槽 平均 电压 的理论 依据 及可 行性 , 并通过 40 A 电 0k 铝
解 槽 降低 平均 电压实 践 得 出降 低 平均 电压所 匹 配 的合 理 的技 术 参 数 。
由公式 () 知, 1可 电解 质 压 降与极 距 、电解质 电导率及 阳极 尺寸 等参数 相
7
38 9 1
382 3
4 07 0
8 8I
10 8 3 2
92 5
2
2 6 7l
1 8 74
8
38 9 O
387 1
448 0 .
9 7 2 8
138 2 7
90 5
25 .8
2 7
1 73
9
38 5 0
38 8 . l
月份 压 ( v) 压( ) v 流( ) A 率 即 k htA w /.l ( ℃)
分子 比 (n) ci (l1 el 1
6
38 1 7
38 2 . 8
3 95 9
8 5 9 7
1 17 3 7
95 4
24 5
200kA大型预焙铝电解槽的节能降耗途径
降耗
途径
Th p r a h o n r y s i g a o s e a p o c fe e g av n nd c n umpto e uc i n o i n r d to n 2 0k l r e a um i um e c i e l 0 A a g l n r du ton c l
wi tt sa d p o u t n p a t e h e rl td t e r d p a t ea e as ic s e n s u o- t sa u n r d ci r ci .T eae h oy mi r ci y lo d s u s d a d a op t r h o c c l f w r h e u t a d t ee p re c n e e g a ig a d c n u t n rd ci n ad t e r s l n h x e in e o n lY s vn n o s mp i u t . s o e o Ke wo d r d cin c l e eg a i g c n u t n rd ci n a p o c y r s e u t e n ry s v n o s mpi e u t p r a h o l o o
丝 ,V;卵 — 电流 效率 , 。 — % 故降 低 电解槽 平均 电压 和提 流效 率都 能降 眠 寄电
单位 产 品铝所 需 的电能消 耗量 。
电流 的方法是最经济 的¨ 。因为 ,提高 电流效 J
率 ,可 以彳 不增加 用 电的情况 下提 高铝 的产 量 。 E
由于电漉强度超 出了没计要求 ,严格来说 ,
业相 继采 取 了强 措 施 ,有效 地起到 了节 能降 耗 的作 用 。
提高铝电解电流效率的生产实践分析
提高铝电解电流效率的生产实践分析摘要:随着铝工业的不断发展,我国对于铝电解技术的操控有了更高的要求。
铝工业的快速扩张升级,需利用各项技术严格控制铝电解电流总工序、极距、磁场设计等多方位的因素提高电解电流的效率,从而降低能耗,节约生产成本。
但是铝电解涉及的工艺技术繁多复杂,如果能找出影响电流效率的关键工艺参数并进行优化,将会进一步实现生产效益的最大化,所以本文主要探讨铝电解电流效率的提升方法,寻找最优工艺参数匹配的问题,进行深入的研究。
关键词:铝电解电流效率;生产实践;提高效率;分析1、电流效率的影响因素及分析1.1电解温度、过热度分析电解槽的过热度、电解温度均可对电流效率产生严重影响,铝在电解质中的溶解度及溶解后的铝溶液的扩散速度均受温度影响,低温可以降低扩散到阳极氧化区的速度,减少电流效率的损失。
当电解槽运行稳定时,尽可能的维持较低的电解温度,一般可以获得最好的电流效率,有研究表明:电解时每降低10℃,将提高电流效率达1%~5%。
电解质的初晶温度决定了电解温度的大小,并且要确保电解过程能够顺利进行,电解质初晶温度与电解温度差值即为过热度,一般至少为5℃,否则就会导致电解质粘度和密度增大,电解质浓缩、氧化铝溶解度降低、导电率下降。
这时会使电解槽内产生大量沉淀、槽底电压降增加。
有可能会混淆铝液和电解质熔体相,加剧铝的溶解氧化损失,使电流效率急剧下降。
因此,向电解槽内添加适量氟化锉、氟化镁,改善电解质的组成,均可降低电解质的初晶温度,进而维持电解槽在低温状态运行[1]。
1.2电解质成分对电流效率的影响氧化铝浓度对电流效率的影响。
氧化铝浓度过高,悬浮的Al2O3颗粒增多,这不仅影响电解质导电度,而且容易形成炉底沉淀,影响电流效率。
氧化铝浓度过低,不仅电解质中反应的Al3+浓度减少,而且易造成阳极效应,加大铝的溶解和氧化损失,降低电流效率。
目前,国内外中心大型预焙槽生产,大多把氧化铝浓度选择在1.5%~3.5%。
电解生产中各工艺参数的关系
三、提高电流效率的措施
1.原材料质量 氧化铝(溶解性、流动性、化学活性、吸附性、杂质含量) 阳极炭块(电阻率、抗氧化性、耐压强度、杂质含量) 2.规整的炉膛内型 3.合理匹配工艺参数(四低一高) 4.精细化操作 ◆换极(质量控制点) ◆出铝(均衡出铝) ◆电解槽巡视 综上所述,提高电流效率应遵循以下几点:以电解槽 的整体稳定为基础,以规整的炉膛为根本,以温度控制为 中心,以精细化的操作为手段,匹配合理的技术条件,做 好预测和控制,实现长期平稳运行,才能达到高效低耗的 目的
2).电解温度: ◆电解温度是影响电流效率的重要因素之一,它的高
低主要由电解质的初晶温度与过热度的高低所决定。电解 温度对电流效率的影响如下: ①电解温度高增加铝在电解质中的饱和浓度。 ②电解温度高增加铝在电解质中的扩散速度,加大铝的 二次反应。 ③电解温度高,使炉帮熔化、分子比升高、氧化铝浓度 和电解质水平上升、铝水平下降、阴极电流密度降低、铝 的溶解损失增加。 有研究表明,当电解温度在930--945℃时,电流效率也 随温度的降低而降低,但幅度不明显。如果电解温度过低, 氧化铝的溶解速度减慢,槽底易产生沉淀,电解槽的稳定 性变差,同时,电解质的导电性变差,极距降低,铝损失 增大,电流效率也随之降低。
电流强度 电解温度(过热度+初晶温度) 槽电压(极距) 两水平 电解质成分 ◆分子比 ◆添加剂 ◆氧化铝浓度 效应系数 槽膛内型
二、各项工艺参数与电流效率的关系
1).电流强度:
※强化电流对电解生产的影响※ 好处:增加产量、降低单耗、降低成本。 坏处:增加阴极电流密度,炉底热量增加,易发生阴极破 损。 从理论上来说,强化电流增加了电解槽的产铝量,降 低了成本,却降低了电流效率,影响槽寿命。但是通过技 术条件的调整及精细的操作管理,能够将影响降到很低。 (比如:在产铝量、保温料、分子比、槽电压)
200kA铝电解槽强化电流、节能减排实践
20 年中国铝业开始推行“ 05 两降一强化” 企业 ,
内部 也就 此开 展 了技术 攻关 , 效果 不 明显 。为 此 , 但
连城 分公 司针 对 20k 电解 槽 生 产状 况 开 展 了系 0 A 统研究 , 以期解决 节 能 降耗 的关键 问题 , 实现 降本 增 效 。根 据研 究 提 出增 大 系 列 电流 容 量 为 切人 点 , 采 用低 电压控 制 , 以低效 应 系数 、 窄氧化 铝 浓度 技 辅 低 术 , 决 电解槽稳 定 性差 、 解 电流 效 率低 、 耗 高 的 问 能
题。 3 2 方 案 实施 目的 .
业 是高 耗 能 、 污染 产业 , 高 国家针 对 电解铝 行业 出台 了一系 列调 控政 策 , 进一 步 降低 能耗 、 减少 环境 污染 物 的排 放成 为 铝工业 亟 待解 决 的关键 问题 。
2 2 0k 生 产 现 状 0 A
第3 2卷 第 5期 21 0 0年 1 O月
甘
肃
冶
金
V0. No 5 132 . Oc ., 01 t 2 0
GANS U METALL URGY
文 章 编 号 :6 24 6 (0 0 0 - 2 -3 17 - 1 2 1 )50 10 4 0
2 0k 0 A铝 电解 槽 强化 电流 、 能减 排 实践 节
化工艺 技术 条件 ,Байду номын сангаас大 限度 的挖 掘 电解 槽 的 增 产 节 最
Re u to f2 0 k La g e k d Cel d ci n o 0 A r e Pr ba e l
U U o we Ba . i
( i c egBa c f hlo oge g 3 3 5 C ia La hn r ho a ,Y nd n 0 3 , hn ) n n C c 7
【我国铝电解技术40年发展回顾】(下)电解铝——科技创新的辉煌之路
【我国铝电解技术40年发展回顾】(下)电解铝——科技创新的辉煌之路九、从320kA到400kA——⾯向全球的跨越国家⼤型铝试验电解试验基地280kA特⼤型铝电解槽试验的成功,使我国成为世界上继美铝、法铝之后拥有280kA以上特⼤型铝电解槽技术的国家。
它的诞⽣,被称为我国铝电解技术发展的⾥程碑,为中国铝电解⼯业的快速发展提供了强⼤的技术保障。
焦作万⽅铝业股份有限公司董事长⾦保庆,敏锐地觉察到280kA电解槽技术对电解铝⾏业发展的重⼤意义。
这位军⼈出⾝、敢于第⼀个吃螃蟹的企业家,⼏乎在试验槽成功启动已开始,借助天时地利的有利条件,率先与有⾊总公司达成协议,以技术使⽤费500万元获得第⼀家技术使⽤权。
遗憾的是,这也是唯⼀⼀家以试验槽280kA电流容量进⾏⼯业化⽣产的电解系列,也是唯⼀⼀家提供技术使⽤费的企业。
1998年“焦作万⽅6.8万吨/年280kA铝电解⽰范⼯程”,列⼊国家经贸委重点⼯程,由贵阳院承担⼯程设计并成功建设投产。
“焦作万⽅”——从此成为⾏业的新标杆!然⽽,电解铝的技术进步,并没有就此⽌步,“焦作万⽅”的新纪录在短短⼏年内,不断被刷新......。
平果铝320的经验。
尽管280kA试验槽已经取得了成功,并已经推向⼯业应⽤,但是当时国际上电解槽⼤型化的速度还在加快。
法铝的AP28已经发展为AP30,实际运⾏电流超过了300kA。
⼀定要超越国际⽔平!这是⽼⼀辈铝业专家的⼀种情结。
80年代末,时任青铜峡铝⼚⼚长的康义和贵州铝⼚副⼚长杨世杰随团去西⽅某铝⼯业⼤国参加培训学习。
期间,康义等学员请⽰参观该国最新开发的最先进的320kA电解试验槽。
东道主露出神秘地⼀笑,同意最多五⼈可以参观,他们把学员领到⼀个车间的⼀头,再领到⼀台天车上,指着朦胧的远处说:“OK,在那⼉!”。
名为参观,实为封锁,这⼀举动像⼀把利剑深深地刺进康义和杨世杰的⼼⼝。
沉思良久,康义对杨世杰说“⽼杨啊,咱⼀定要争这⼝⽓!超过他们!”杨世杰默默地点点头。
240kA预焙铝电解槽强化电流的生产实践

程 的 影 响 ; 强 化 的进 程 和 建 立 新 的 生 产 平衡 过程 进 行 分 析 , 明 强 化 电 流 生 产 、 化 工 艺 的 技术 条件 。 对 阐 优 关键词
中 图分 类 号 :F 0 .7 T 8 32
PRo DUCTI oN PRA CTI CE F o REI NFo RCI NG CURRENT N o
曾建 华
( 西百 色银海 铝业 有 限责任 公 司 ,广西 百 色 5 3 0 ) 广 3 0 0
摘 要 以 南 平 铝 业 有 限 公 司 2 0 A预 焙 铝 电解 槽 强 化 电 流 生 产 为 例 ,简 述 强 化 电 流 生 产 的 可 能 及 其 对 生 产 过 4k
强 化 电流 ;热平 衡 ; 艺优 化 工 文献标识码 : A 文章 编 号 :6 1 3 1 ( 08 O 0 2 0 17 — 8 8 2 0 ) 3— 0 8— 4
Absr c F re a ta t o x mpl ft e rdu to r ci e o e n o cn c re t o 4 k prba d l m i m e o h p o cin p a tc f r i fr i g u r n n 2 0 A e ke au nu
通过不 断 的生产 实 践 , 以便 找 到 较 为 合适 的 电流 强
度 , 终得 以优质 、 效 、 耗 的生产 , 最 高 低 从而 达到 降低
rn en o cn u e ta h fe to r d u i n p o e si he p pe . I lo a ay e h en o c n i g r i fr i g c r n nd t e ef c n p o c to r c s n t a r tas n l z d t e r if r i g p o e s a d b ldig e p o ci n b lnc r c s . Th tc n lg c n iin f r i fr i g c re t r c s n u i n n w r du to a a e p o e s e e h oo y o d to s o eno cn u r n p o c to n p i ii g t c n l g r x l ie . r d u i n a d o t zn e h o o we e e p an d m y K e r s r i f r e u r n ;h a a a c y wo d en o c d c re t e tb ln e; p o e spt ia in r c s i z to m
400KA以上特大型电解槽铝母线施工工法
400KA以上特大型电解槽铝母线施工工法400KA以上特大型电解槽铝母线施工工法一、前言在电解铝产业中,大型电解槽铝母线的施工是一个十分重要的环节。
本文将介绍一种在400KA以上特大型电解槽中使用的铝母线施工工法。
该工法具有独特的特点和适应范围,通过工艺原理和施工工艺的详细描述,可以帮助读者了解该工法的理论依据和实际应用。
二、工法特点该工法的主要特点包括以下几点:1. 高强度和耐腐蚀性:采用特殊的铝合金材料制成铝母线,能够承受高电流和腐蚀环境的考验。
2. 灵活性和可靠性:铝母线采用分段连接的方式,可以适应复杂的电解槽结构,并且连接方式可靠,能够确保电流传输的稳定性。
3. 高导电性和低电阻性:铝母线制造精度高,材料优质,能够提供低电阻和高导电的特性。
4. 简化施工流程:施工工艺精细化和机械化,能够大幅度减少施工工期和人工成本。
三、适应范围该工法适用于流量为400KA以上的特大型电解槽,特别适用于高温、高湿、腐蚀性强的环境。
适用于各种不同类型的电解槽,包括环状、L型、U型等结构的电解槽。
四、工艺原理该工法的工艺原理主要包括工法与实际工程之间的联系和采取的技术措施。
通过对电解槽结构的分析和铝母线的设计,能够确保电流传输的稳定性和安全性。
采用先进的防腐技术和施工工艺,能够延长铝母线的使用寿命。
五、施工工艺1. 预处理:根据电解槽结构,清理电解槽表面,进行腐蚀防护处理。
2. 铝母线制造:采用高精度的制造设备,将铝合金材料制成合适尺寸的铝母线,并进行检查和测试。
3. 安装:将铝母线分段连接,并与电解槽的电极交接,确保安全可靠。
4. 测试和调试:对铝母线和电解槽进行测试和调试,确保铝母线的导电性和传输性能符合设计要求。
六、劳动组织该工法的施工过程需要合理的劳动组织,包括对施工人员的培训和配备,确保施工过程的顺利进行。
七、机具设备该工法所需的机具设备包括铝母线制造设备、清洁设备、安装设备和测试设备等。
这些设备具有良好的性能和稳定的运行,能够满足工程的要求。
铝电解槽低电压技术结合强化电流的推广实践
3 0・
铝 0 2年 o1
铝 电解槽低 电压技术结合强化 电流的推广 实践
曹永 峰 1 金必能 2
( . 国铝 业 郑 州研 究院 ,河 南 郑 州 404 ; 2 义铝 业 有限公 司 , 州 遵义 530 ) 1中 50 1 . 遵 贵 6 00
摘
要 : 源问题 紧张 , 能 节能形 势严竣 . 电压 生产受到热追 . 低 为贯彻 落 实中铝公 司关于 电解铝行业 节能降
现象 , 添加电解质块仍不能满足生产 的工艺要求。
( 3)强化 电 流后 电解槽 工 艺 条 件波 动加 大 ;
强化电流后受电勰槽设计磁场和强化电流后二 次压低极 距的影 响 ,铝水 平高度 由过 去的 2 一 2一 2e 3m提高到 2 —2 c . 5 6m 槽温平均上升 5C,  ̄ 分子 比 升高明显 , 原铝质量波动较大, 合格率由9 . 3 %降为 2 6. 5 %,出现涮钢爪和阳极掉渣脱落的现象。 6
遵义 铝业 30 A电解系 列计 划在 实施无 效 应低 5K 电压 的同时 结合 强化 电流 和槽 控系统 升级 等项 目一 起 实施 。 们 知道 本 身强 化 电流 与低 电压 在 热平 衡 我 上是 互 补 的 ,低 电压 技 术 为 大 幅强 化 电流 提 供 条 件, 同时强 化 电 流也 是降 低 槽 电压 后能 量补 充 的一 种手 段 , 因此 强化 电流必 须要 结 合低 电压 以满 足 电
该式表 明: 在降低槽 电压的时候 , 以采取强 可
化 电流 的方法 来维 持 原来 的 能量 平衡 。 就是 低 电 这 压结合强化 电流来维持 电解槽 能量 平衡 的理 论基础 。
根据无 效应低 电压关 键技 术结 构 图和 电解槽 能 量 平 衡公 式 ,遵 义铝 业将 整 个试 验 分成 四个 阶段 :
铝电解槽强化电流的意义
铝电解槽强化电流的意义近年来,国际铝电解工业为了进一步提高企业经济效益,普遍通过强化电解系列电流强度来提高铝产量。
通过提高电流效率增加产量收效甚微,而新建和扩建的投资大建设周期长,相比之下,采用强化电流的方法来提高产量可以达到投资少、见效快的目的。
可充分利用现有的场地、公用及辅助设施,提高电解槽铝产量和电流效率,降低生产成本。
非凡是,目前氧化铝价格较低,电解铝企业的利润相对提高,在这些因素的刺激下,电解铝企都在开足设备满负荷生产以下提高产量。
2005年我国电解铝产量达到780万吨,2006年达到935万吨。
电流强度在157kA的铝厂有43家,生产量约占全国产量的82%,这部分电解槽设计的阳极电流密度均较低,一般为0.73A/cm2以下,均有强化电流的可行性。
但是,原有60kA自焙槽改造成的预焙槽阳极电流密度较高,一般为0.80A/cm2~0.88A/cm2,强化电流的可行性小。
扣除自焙槽改造成预焙槽的生产量,新建的160kA以上预焙槽约占总产量的60%以上,假如将这部分预焙槽电流强化10%,电流强化后每年可增加产量55万吨,国内新建电解铝投资费用为1.1万元/吨~1.3万元/吨,而强化电流增产的电解铝需要的投资仅为新建项目投资的0~30%,可节约投资约80%,所以,强化电流增产55万吨电解铝可节约投资50亿元。
另外,电解铝厂产量的提高,使得吨铝成本的固定费用可降低约10%,即每吨可节约成本约55元,全国可节约33210万元。
可见铝电解强化电流的意义重大,所以说,强化电流是电解铝增产节约的有效措施。
强化电流的可行性1.国内强化电流的成功案例。
国内铝电解槽强化电流于2002年开始,但强化电流的幅度较小,一般为1%~5%,近年来强化电流的幅度有所加大。
中铝广西分公司与青海分公司通过使用加长的偏心阳极,成功的将160kA预焙槽强化电流到180kA,提高系列电流12.5%,广西分公司2006年试验槽进一步强化电流到190kA;兰州铝业2006年在不加大阳极尺寸的情况下,将200 kA系列预焙槽的电流强化到220 kA,试验槽强化到230 kA,强化电流的幅度达10%~15%;郑州研究院在原280 kA预焙阳极电解槽基础上通过强化电流至300 kA。
浅析关于铝电解槽电流效率的提高

浅析关于铝电解槽电流效率的提高摘要:本文对于影响电解槽电流效率的因素进行分析,,对提高电流效率的主要措施进行介绍,并结合现代铝电解工艺探讨了提高电流效率的主要途径,指出研发方向.关键词:铝电解槽;电流效率;提供1、前言所谓国民经济发展的基础产业,电解铝是高耗能产品.近年来电解铝发展迅速,经过技术进步,电能效率提升,每生产l t电解铝综合交流电耗大大降低,但是能耗仍然较大.随着国家国家节能减排政策和措施的实施,铝生产应该加快了结构调整步伐,积极探索降低电耗的技术方法.近年来有色行业的科技创新活动不断发展,电解铝领域的技术也正在进行研究开发,促使我国铝电解水平提升.同时由于国内出现电力紧张的现象,用电形势不容乐观.电解铝等行业实行差别电价,取消优惠电价措施,使电解铝企业必须要增强电流效率,从而完成节能降耗、节约用电成本.但是由于(1)国内电解槽的设计经验不足,对于热平衡设计不够;(2)国内的半石墨质阴极阴极材料,导致压差较低;国内电解槽电流效率与国外相差2较大,直流电耗高;(4)国内铝土矿品位低,造成电流效率较低.因此必须针对以上因素,提升电流效率、采取多种措施降低了铝电解槽单耗.2、影响铝电解槽单耗因素2.1工艺因素2.1.1电解温度铝电解温度是由初晶温度决定的,因为电解质成分不同,所以初晶温度并不相同,工业上常用电解质成分为NaF6+ A1F3+CaF+MgF2+ A1203,组分比例不同,导致初晶点变化.在已有的研究中发现,电解温度每降低10℃,工业铝电解槽电流效率提升1.5%.而且电解铝的工艺也与温度有关.液态铝主要以4种方式存在于电解质熔体中包括物理熔解、化学熔解、置换反应以及电化学反应.随着熔体中氧化铝浓度的增加,铝的熔解度降低,而且随着熔体温度的升高铝的熔解度有所增加.当达到溶解饱和后,由于电解过程熔体中存在有CO,熔解铝会逐渐氧化,点解平衡遭受破坏,导致电流效率降低.铝的熔解主要是:金属铝发生熔解反应;熔解铝扩散;熔解铝进入电解质;熔解铝被氧化.由于铝液和电解质交界面的浓度很大,因此溶解过程不可控制.而且熔解铝与CO反应速度快,影响了反应过程的控制性.温度升高时,引起铝损失增多,电流效率较低.2.1.2氧化铝浓度有关A12O3影响电流效率的机理研究中,低A12O3电解时,悬浮的A12O3颗粒,阻碍铝溶解,电解质的CO溶解度降低,表面张力增大,再氧化机率降低,能够提高电流效率.多数研究结果表明,A12O3降低能够提高电流效率,因此在电解槽设计中,A12O3浓度为1,5%-3.5%,电流效率相对较高.2.1.3分子比分子比对电解温度产生作用,从而影响电流效率.在工艺中,采用低分子能够降低初晶温度.同时采用过量A1F,能够增加电解质液和铝液界面张力,抑制电解铝损失和钠的析出.相关研究指出,电流效率随着分子比减少而升高,当分析比减少0.1时提高0.5.但是,分子比应该在适度的范围内,过低的分子会导致A1F消耗增加,而且导致槽电压提高,电解铝溶解速度下降.因此,在进行分子比设计时必须进行综合分析.比如在160kA电解槽设计时,分子比控制与槽电压设定相适应,设定电压应随着分子比每降低0.1时提高50mV.2.1.4铝水平与电解质水平在对铝电解槽的计算机仿真技术中,铝电解槽中铝水平也会对电流效率造成影响.研究中,铝水平会影响槽帮结壳,生产时保持最佳铝液,能够形成较小的铝液镜面和较规整的槽膛,且槽膛底部电流分布也较好.因此在铝电解工业生产中,应当保持19~21cm铝水平,在冬季与夏季的最佳铝水平会有所变化.在相关的研究中,铝电解槽的电解质水平每提高lcm,电流效率会增加0.3%左右.因此电解质水平的提升,能够使电解槽的稳定性提升,通过对电解温度变化进行平衡,增强电解槽的热稳定性.但是过高的电解质水平会对残极高度以及阳极气体的排除造成影响,同时电解槽水平会产生过度扰动,以及电解质的损失.因此在国内的工艺中,通常保持电解质高度为20-22cm.2.1.5阳极效应系数在铝电解过程中,阳极效应期间会使电解质产生较大的扰动、温差增大、导致整体温度提升,从而使电流效率降低.但是取消阳极效应的工艺流程,则会造成铝的溶解加速,降低电流效率.因此,必须将阳极效应系数保持在较低的水平,从而提高电流效率.2.1.6极距和槽工作电压在关于铝电解槽的研究中,极距增大能够使电解质的搅动减轻,从而减少铝损失.但极距超过了一定程度时时,电流效率的影响会变小.同时在电解槽上电流效率随着极距降低有加大的减小,因此综合考虑极距的影响,工业生产中极距应该保持在4.4cm左右,一般保持不变.足量的电解质液体不仅可以提高电解槽造成影响,一般电压保持在恒定值,但是当其他的工艺参数变化时,槽工作电压应该发生变化.2.2设计因素2.2.1电流强度根据公认的电流强度的理论关系式中,当单位阴极面积的金属损失量得到有效控制时,电流强度增大会使得电流效率随着提高,反之则降低.这也是铝电解大型化的理论依据之一.2.2.2母线配置与槽壳尺寸母线配置方式对电解槽的磁场产生关键性影响,因此铝液的稳定性会发生变化.电解槽加工距离同样会对对侧部散热产生影响,并影响铝液镜面的大小,因此母线配置方式以及槽壳尺寸大小都会对铝电解槽的电流效率产生影响3、提高电流效率的途径(1)降低电解温度因为电解温度主要对电解铝的熔解度以及扩散速度造成影响,因此降低点解温度能够有效的提升电解效率.采用生产控制降低电解温度,降低电解质分子比和使用添加剂来降低初晶温度,从而降低电解温度.(2)选择合适的电解质成分低分子比电解质有利提高电流效率,因此选择合适的电解质成本,适当的调低分子比和A1F的成分,能够提升电流效率.(3)控制氧化铝的浓度氧化铝有利于稳定生产,适当提高浓度能够提高电流效率.(4)降低阳极效应系数阳极效应系数与电解槽中槽况以及氧化铝的浓度有直接的关系,直接反映了控制技术水平的高低,因此应该降低阳极效应系数,从而提高电解槽电流效率.(5)优化极距选择极距过大或过小都是不适宜的,根据其他参数设定极距,并且对参数进行优化.(6)控制好两液水平控制好铝水平和电解液水平,使整体工艺保持在良好运行的情况下,适当的提升两液水平,能够使电流效率提高.(7)加强操作管理电解生产过程应该进行严格控制,采用科学化操作,尽可能保持槽自调能力范围内,对相关的参数进行调节.电解槽管理主要采用现代智能化控制,因此需要对操作员的操作能力、控制水平以及风险处理能力进行有效的培训,避免控制系统误判,保持电解槽顺利进行,提升电流效率.4、结论本文从铝电解槽的电流效率的影响因素出发,探讨了能够有效的提升电流效率的方法.在实际成山过程中,保持合理的温度,防止出现冷槽的同时,提升电解槽的电流效率;对于铝水平以及电解质水平进行严格控制,在避免病槽的情况下适当提升铝水平与电解液水平,保持在一定范围内;同时对于其他的相关参数进行设计.通过在保持铝电解槽正常运行的前提下,对于相关的工艺参数进行设计计算,从而进行有效的控制,保证提升电解槽电流效率,增加用电质量,降低生产成本.5、参考文献:[1] 邱竹贤.铝电解原理与应用[M].北京:中国矿业大学出版社,1998.[2]丁吉林,田永,杨叶伟,等.大型铝电解槽添加锂盐工业试验及应用[J].有色金属,2006(2):27—28.[3] 边友康,等.大型预焙铝电解槽现代工艺技术条件的选择与实现[J].轻金属,2000,(11):34-38.[4] 梁芳慧,等.利用槽膛形状的计算机仿真技术确定,160kA预焙槽最佳铝液高度[J].轻金属,2000,(1):33-36。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 强化电流后电流密度的变化
阳极填充率高的槽型,阴极电流密度增大。 阳极填充率低的槽型,阴极电流密度不增大或是增大量较小。
这类槽型可采取加大阳极尺寸。 阳极尺寸不变,阳极电流密度增大。 阳极尺寸相应增大,阳极电流密度不变或是增加量较小. 现代大型槽型的特点,阳极填充率高。强化电流后阳极和阴极
扩散层减小,铝的损失增加,从而电流效率降低。 但从国外的电解槽运行看,只要保持合适的极距, 0.8A/cm2左右的电流密度不会明显降低电流效率。
厂家
项目
强化前
AP-30 电流强度(KA) 295
(加拿大) 电流密度(A/cm2) 0.78
180KA 电流强度(KA) 180
(巴西) 电流密度(A/cm2) 0.72
的电流密度一般都会增大.
3. 阴极电流密度增大的影响
阴极电流密度增大在一定程度上对阴极内衬产生 破坏,加速电解槽的破损.
阴极电流密度控制在0.8A/cm2以下,电流效率不降 低.
3.1 阴极电流密度增大加速阴极破损
阴极电流密度增大后,阴极本身的发热功率增大。 这将使阴极受到的热应力增大,阴极的热变形也增 大,从而破损加速。
对于有条件增大阳极尺寸的槽型,能保持阳极电 流密度不变。或是阳极加高,保持换极周期不变, 将有效避免以上问题。
4.1 换极周期缩短
以320KA电解槽为例:
不强化电流前,阳极高度 550mm,换极周期为30天。 电流强化到330KA时,换 极周期只能维持29天.
对于一个282台槽的系列 来说,平均每天多换12组 阳极,工作量增加3%。
强化后 325 0.818 225 0.83
电流效率 95.78 %
95.2 %
5 强化电流后的电压平衡
金属导体部分随着电流密度增大,温度升高,电 阻增大,电压降有明显增加。
炭块及Fe-C连接处,随着电流密度增大,温度升 高,电阻下降,电压有所下降,但量较小。
极距间的电解质电压降有明显增加。 例:320KA电解槽电流强化到330KA时,一类导体
石墨化 (国内)
12 80
--
3.2 阴极电流密度保持不大于0.8
阴极电流密度对电流效率的影响
阴极电流密度过小. 阴极电流密度过大.
4. 阳极电流密度增大的影响
阳极消耗速度加快,换极周期缩短,电解槽的不 稳定操作增加.
阳极电流密度增大,电流效率降低。但在不大于 0.8A/cm2时不会明显下降。
解决能量平衡 适应磁场平衡 实现物料平衡
技术条件调整幅度与升电流梯度有关: 1、升电流幅度小,增产见效慢.但利于电解槽的自适应过程,
技术条件调整有渐进的时间. 2、升电流幅度大,增产见效快.但技术条件需要快速调整到
位.
主要技术条件与三个平衡的关系
1、铝水平:铝液的导热系数2000— 3000W/m.k.比电解质液大三倍左右.铝水平 的高度主要影响磁场平衡和能量平衡.
国内大面积进行强化电流生产,将推动我国 大型铝电解槽发展.
请各位专家批评指正!
谢 谢!
电压增加30mv左右,电解质电压增加45mv左右。
电压管理需采取的两种不同措施
保持极距不变,电压在原基础上增加75mv。 按电流效率不变计算,直流电耗将增加 235kwh/Al-t。
保持电压不变,极距缩小2mm左右。
6 强化电流后的热平衡
电解槽热平衡体系划分:以阳极上保温料层的上 表面与槽壳形成的体系。
2、电压:电压与能量和极距有关, 主要考虑 到能量平衡和磁场平衡.
3、保温料:1cm保温料相当于60—90mv电压 的热量(日轻院试验数据), 主要考虑能量平 衡.
结语
强化电流后阳极电流密度控制在0.8A/cm2 左右,合理的调整技术条件仍可取得较好 的经济指标。
强化电流要在系统允许范围内进行。降低 安全系数去强化电流只能是阶段性选择。
国家级低能耗试验项目
10台新型材料试验 槽:
TiB2涂层 TiB2复合层 异型方钢 异型上部结构
低电极距生产的直流电耗对比
平均电压(V) 电流效率(%)
93.5
4.01
94
94.5
95
4.15
96
96.8
直流电耗 (KWh/t-Al)
12781
12713 12645 13018 12882 12776
4.2 不稳定操作增加
对于各项指标已不断创高的如今,要想得到进一 步提高,减少干扰性操作是一项重要措施。
电解槽的干扰性操作主要包括:换极、出铝、抬母 线,干扰较大的是换极工作.
换极周期从30天缩短到29天,平均每台槽每天换 极次数增加0.02次.
4.3 阳极电流密度增大对电流效率的 影响
阳极电流密度过大会降低电流效率的原因: 阳极气体析出量增大,电解质的搅拌强度增加,
体系包括:Fe-C电压降、阳极炭块电压降、电解 质电压降、阴极电压降(极化电压不含)。总电 压约2.0V,强化10KA电流时,电热功率增加 20KW。
如:320KA电解槽强化电流到330KA时,热
强化电流后各技术条件要随之进行相应调整.主要围绕三个 平衡进行.
不停电启停槽开关在320KA系列电解 槽上成功应用
大型铝电解槽强化电流 对生产的影响
覃海棠 中孚实业铝业二分公司
2007.7
1. 强化电流生产在行业中兴起
强化电流最大的看点:不增加设施投资而增大产能。 国外强化电流生产实践较早,且收到较好的经济效果 国内60KA自焙槽改造均有强化电流生产. 国内近两年电解铝利润空间增大,铝电解行业也开始兴起. 国内大型电解槽的阳极电流密度在0.69—0.733A/cm2之间,与
阴极的发热功率增大后,阴极本身的温度升高,将 有利于电解质或铝水渗入裂缝底层,加速阴极破损。
对于采用石墨化阴极的电解槽将有效避免这些问题.
石墨化阴极在强化电流中的优点
性能
无烟煤 石墨质 (电煅)
电阻率 25-50 16-20
热导率 7-18 25-35
热膨胀系数 2-3 2.8-3.3
石墨化
10-13 110-130 2.5-4.5