银耳生产工艺规程
DB35-T137.5-2001古田银耳菌种制作规程
ICS 67.080.20 B 39备案号:DB35古田银耳标准综合体 菌种制作规程福建省质量技术监督局 发布前言本部分是古田银耳标准综合体中菌种制作规程,规定了菌种制作的术语和定义、基本设备、一级种制作、二级种培养、三级种培养、病虫害防治、菌种质量要求、检验方法、标志包装保存运输。
本标准由福建省质量技术监督局、福建省农业厅提出。
本标准主要起草单位:古田县质量技术监督局、古田县食用菌办公室。
本标准主要起草人:林祖寿、蔡金波、张国雄、彭冬祥、徐彦彦、张汉文、戴维浩。
古田银耳标准综合体菌种制作规程1 范围本标准规定了古田银耳标准综合体菌种制作中的术语和定义、基本设备、一级种制作、二级种培养、三级种培养、病虫害防治、菌种质量要求、检验方法、标志包装保存运输。
本规程适用于古田银耳菌种制作。
2术语和定义下列术语和定义适用于本标准。
2.1 耳片银耳子实体的瓣片。
2.2 耳基银耳子实体基部,呈桔黄色或垩白色、硬实、蒂状与培养基质相联结的部分。
2.3 交合将培养成熟的银耳纯菌丝与香灰菌丝按一定比例混合,培育有生产价值的银耳菌种的方法。
2.4 基质块在银耳子实体的耳基正下方,由以银耳纯菌丝为主和少量香灰菌丝、培养基扭结而成的硬块层。
2.5 基内分离在生长子实体的培养基内分离出菌种的专门技术。
2.6 分泌液银耳菌种正常的生理活动产生的无色、清黄或清红色的分泌液。
2.7 吐黑水银耳菌种被病原菌污染,或培养条件不适宜出现的异常现象。
2.8 “杨梅霜病”(俗名)菌种受为害时,局部表面出现白色粉斑,周围白毛团生长受抑制或逐渐消溶。
2.9 “死菌”菌种受为害时,前期香灰菌丝可生长,中期香灰菌丝稀疏,菌丝前端出现粉红色或褐色,后期香灰菌丝停止生长。
3 基本设备3.1 原料仓库面积等于或大于20m2,建在制种厂的西北向,要求干燥、通风、环境卫生、远离畜、禽舍。
3.2 洗涤室面积等于或大于10m2,水泥地面,平整,有水源。
室内配备:台秤,工业天平,50、100、500ml 量杯,铁铲,水桶,铝锅,电炉,煤气炉,小压板,瓶刷,试管筐,试管(18×180mm),玻璃漏斗,漏斗架,纱布,棉塞,750ml菌种瓶。
银耳采收加工技术

农民文摘年第5期等级质量标准一级整朵圆形,直径4厘米以上,色白或略带米黄色、干透(含水量在12%以下),肉厚;无耳脚、无杂质。
二级整朵圆形,直径3厘米以上,色白或略带米黄色,干(含水量在12%以下),肉略薄;略带耳脚,无杂质。
三级整朵直径2厘米以上,色白或米黄,肉略薄,干(含水量在12%以下),略带耳脚,无杂质。
四级整朵大小不一,色米黄或黄色,有一定斑点;有耳脚,无杂质。
五级干透,耳形大小不一,肉薄;无杂质、无泥沙,尚有食用价值。
加工贮藏一、采收要求耳片完全展开,呈现出色白、半透明、柔软而富有弹性时为适采期。
此时不管朵子大小均要采摘。
采收时间以上午为好,应从基部采收干净。
采后及时摊于竹席等铺垫物上晾晒。
二、贮藏特性银耳贮藏适温为0℃,相对湿度95%以上为宜。
适时通风换气,以免霉烂。
银耳贮藏保鲜难度较大,即使在适宜的条件下,也仅能贮藏2周左右,故不宜久贮,只可周转运输性的短期保鲜贮藏。
运输中应采用有衬垫物的筐和纸箱等包装物。
三、加工方法1.晒干此法简便易行。
如遇晴天,将采下的银耳,剪除耳根,用清水漂洗干净,置于垫有干净纱布的竹筛上,在阳光下暴晒。
注意勤翻动、小心操作、以防破损。
一般天晴时有2天即可晒干。
晒干品的含水量要比烤干略高些,不耐久藏,只适合小规模生产。
银耳又称白木耳,是深受消费者喜爱的药食兼用菌。
随着栽培技术的发展,银耳的产量不断提高,6月至10月大量集中上市。
本文介绍了银耳的采收和加工技术,帮助种植户完成对银耳的商品化处理。
干制银耳分级标准银耳采收加工技术黄花菜又称金针菜,以肥嫩的花蕾供食用。
其早、中、晚熟品种分别从5月~7月开始采收。
由于鲜品有毒,多进行干制加工。
一、采收要求黄花菜在开花前的4小时以内品质最佳。
过早采摘产量偏低,加工后还会出现黑色;过晚采摘,花蕾开放则会影响产品质量。
采收标准应掌握在:花蕾饱满,颜色黄绿;花苞上的纵沟已明显,蜜汁也显著减少时。
二、贮藏特性鲜品不耐贮藏。
在0℃~5℃和95%以上的相对湿度条件下可贮藏1周。
银耳采收加工技术

Hale Waihona Puke 、摘 收 时 间 以上 午 为 好 , 从 基 部 采 已 整修 、 净 的 银 耳 送 入 烘 房 : 采 应 将 洗 始温 收 干 净 采 后 及 时 摊 在 竹 席 等 铺 垫 物 为3 ℃ . 0 待耳 片含 水 量 降 到3 %左 右后 0 上晾晒。 再 使 温度 逐 渐 上 升 到5 ~ 0 . 烤 6 06℃ 焙 ~ 二、 储藏 特 性 : 耳储 藏适 温 为0 , 1 小 时 . 耳 片 接 近 干 燥 ( 基 部 未 干 银 ℃ 0 当 耳 相 对 湿 度 以9 %以 上 为 宜 要 适 时 通 ) . 将 温 度 降 到3 ~ 0C. 至烘 5 透 时 再 0 4c 直 风换 气 。 以免 霉 烂 耳 储 藏 保 鲜 难 度 ( 水 量 为 1 %~ 3 ) 如 果 采 收 时 银 干 含 0 1% 。 较大 . 即使 在 适 宜 的条 件 下 , 仅 能 储 晴 天 . 也 是 可先 晒 至 半 干 后 再 行 烘 烤 晒 与 藏 2 左 右 . 宜 久储 . 可 周 转 运 输 烘 结 合 干 制 的银 耳 色 泽 好 .香 味浓 周 不 只
薅 百音 通 之
: 喜
善 蝶 越
采收加 工技 术
银 耳 又 称 白木 耳 .是 深 受 消 费 者 天 . 采 下 的银 耳 剪 除耳 根 . 清 水 漂 将 用 喜 爱 的药 食 兼 用 菌 随 着 栽 培技 术 的 洗 干 净 . 于垫 有 干 净 纱 布 的竹 筛 上 . 置 发 展 . 耳 的产 量不 断 提 高 .~ 0 大 在 阳 光 下 暴 晒 注 意 勤 翻 动 .小 心 操 银 6 1月 量 集 中上 市 本 文 主 要 介 绍 银 耳 的 采 作 . 防破 损 一 般 天 晴 时 有 2 即 可 以 天 收 和 加 工 技 术 .帮 助 种 植 户 完 成 对 银 晒 干 晒 干 的 银 耳 含 水 量 要 比烤 干 的 耳 的 商 品 化处 理 略 高 些 因它 不 耐 久 藏 . 适 合 小 规 模 只 采 收 要 求 : 片 完 全 展 开 , 生产 耳 呈 现 出 门色 、 透 明 、 软 而 富 有 弹 性 时 半 柔 2烘 干 种 加 工 方 法不 受 气 候 影 . 这 为 适 采 期 这 时 不 管 朵 子 大 小 均 要 采 响 , 大量 加工 。 房 预 热 至4 ~ 5 . 可 烘 0 4℃
银耳生产工艺规程
xxxxxxxx有限公司生产工艺规程1 目的:建立银耳生产工艺规程,用于指导现场生产。
2 范围:银耳生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《甘肃省中药饮片炮制规范》1980 年版。
5 产品概述5.1 产品基本信息5.1.1 产品名称:银耳5.1.2 规格:统5.1.3 性状:本品呈类扁球形或不规则的块状,灿然若花,大小不一,直径3~18cm,由众多细小而薄的波状卷曲的子实体瓣片组成,子实体瓣片黄白色或淡黄褐色,半透明,体轻,质硬而脆。
有特殊气味,味淡。
5.1.4 企业内部代码:C2755.1 5性味与归经:甘、平。
5.1.6功能与主治:滋阴润肺,生津,益气活血。
用于虚劳咳嗽,痰中带血,虚热口渴,肺热肺燥,衄血,咯血,肺痿。
5.1.7 用法与用量:3~9g。
5.1.8 贮藏:置阴凉干燥处,防蛀。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;30g/罐;40g/罐;50g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;25kg/袋。
5.1.10 贮存期限:36个月5.2 生产批量:5-10000kg5.3 辅料:无5.4 生产环境:一般生产区6 工艺流程图6.1 银耳工艺流程图:6.2 生产操作过程与工艺条件:6.2.1领料6.2.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取银耳原料。
6.2.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.2.2净制:6.2.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
用清洁过的重器,将净选后的银耳打成碎块,将净银耳置净料袋或周转箱。
6.2.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净制后的银耳运至车间中转间,及时清场并填写生产记录。
6.2.2.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
通江有机银耳生产技术规新

通江县雾露溪银耳专业合作社有机银耳生产技术规程第一部分:生产技术规程1.范围本标准规定通江有机银耳(椴木)的菌种选育、栽培管理、病虫害防治及采收、加工等技术规范。
本标准适用于国家及相似生态环境下通江银耳栽培。
2.范围性引用文件国家和地区有机农产品的规定指标的文件《食用菌菌种管理办法》、《食用菌菌种生产技术规程》(NY/T528-2002)和《有机食品技术规范》(HJ/T80-2001)。
3.银耳生长对环境的要求3.1 气候条件3.1.1 湿度水是银耳生命活动的首要条件,银耳对水的要求二适一多。
即孢子在适湿的条件下(相对湿度70%~80%)萌发成菌丝,菌丝亦在适湿的条件下定植,蔓延生长。
并在一定的发育阶段分化和产生子实体原基。
子实体在多湿环境(相对湿度在80%~90%)迅速发育,展出肥美饱嫩、玉骨冰肌的耳片。
在过湿条件下不易萌发成菌丝,而是以芽殖形式出现。
在适湿的条件下菌丝才能定植,生长旺盛。
菌丝粗短成束,子实体分化正常。
在过湿的环境中,菌丝生长柔弱纤细稀疏,子实体分化不良或胶化成团。
因而要根据银耳生长各阶段对湿度的不同要求,给以适当的水分。
3.1.2 温度温度是银耳生命活动强度和生长发育速度的重要因素,银耳属中温性真菌,菌丝(包括银耳芽袍和香灰菌丝)在16℃~30℃内均能生长,其中20℃~28℃生长正常,23℃~25℃生长最好,低于20℃或高于28℃菌丝纤弱。
子实体分化的温度在16℃~28℃之间,低于16℃生长迟缓,高于28℃分化不良,最理想的温度应是22℃~25℃。
银耳抗寒力很强,孢子在0℃2小时,不会失去发芽力。
3.1.3 空气(氧气)银耳是一种好气性真菌。
菌丝萌发对氧气的需要,随着菌丝量的增加而增加。
子实体的分化对氧的需要也应掌握,耳大氧多,耳小氧少。
在适温多湿的环境中,氧气充足,子实体分化迅速,在缺氧的情况下,菌丝生长缓慢,子实体分化迟缓,所以在栽培过程中,必须适当通风换气。
3.1.4 光照强烈的直射光,不利银耳菌丝萌发及子实体分化。
银耳系统生产工艺流程重点问答式交流
银耳系统生产工艺流程重点问答式交流1、银耳的纯白菌丝如何获得?有以下三种方法获得:1、使担孢子或芽孢萌发2、耳基组织分离3、耳木浅层分离;2、香灰菌丝(羽毛状菌丝)从哪里分离而来?从耳木中分离而来的,即从耳木表面无树皮的部分可以获得;3、银耳孢子萌发需要哪些条件?要使孢子萌发成菌丝,首先应是纯银耳孢子,培养基表面无游离水,应呈湿润状,营养要丰富,PH值在5.6-6.2之间,在断木或木肖米糠培养基上则必须有香灰菌丝为之开路,预先分解木材,造成适合于银耳菌丝生长发育的营养条件。
4、采种作为种子的子实体和耳木的要求?(一)、选子实体:朵打、肉厚、无病虫害、耳片无齿状、园正、生长旺盛、七分成熟的。
采后排在阴凉通风的地方阴干(不晒、烤)备用。
(二)耳木:1、子实体与上同2、肉眼在耳木上观察不到任何杂菌(特别是绝对不应有多孔菌、齿菌、棉府菌、革菌、伞菌等),看木材剖面,杂菌之间诘抗线有没有。
否则,将给分离和纯化工作带来极大的困难。
3、采刚生1-2次银耳的段木。
木质尚结实,未成腐朽状。
(因腐朽木材木质疏松水易渗入,细菌多)。
4、耳木内部不能有虫蛀。
并要药杀耳木表面小虫及螨类··5、分离时子实体、耳木表面用什么药物灭菌?为了表面灭菌达到彻底又不会影响子实体或耳木内部孢子或菌丝的存活,就必须注意药物的选择、药液的浓度、处理时间与方法。
表面处理常用的几种药品及浓度:0.1%的升汞水、0.1%的硝酸银溶液、10%的漂白粉溶液、1%的次氧酸纳溶液、75%的乙醇溶液、1:500倍抗菌素溶液均可作表面消毒。
注意升汞溶液侵泡30分钟,其他溶液掌握在2分钟左右。
升汞溶液配法:称1克溶于25毫升的浓盐酸中,再加入1000毫升水就可以了。
加盐酸的目的在于增加升汞的溶解度并防止沉淀。
浓盐酸也可以加5克食盐代替。
6、耳木在无菌操作下如何切?横切、纵切、弦切自己觉得防变操作均可。
但不能把分布较浅的银耳菌丝切掉,导致分离不成功。
银耳规范化生产技术第5稿
银耳规范化生产技术(电视片脚本)2008.4.13第5稿银耳又名白木耳。
是一种经济价值很高的食用菌。
据《本草纲目》、《中药大辞典》记载,银耳具有补肾、润肺、生津、止咳的功效,自古以来,一直被人们视为名贵药材、滋补食品和宴席珍品。
半个世纪前,我国银耳生产还极为原始,依赖天然接种,自然生长,产量极低。
直至上世纪六十年代初,古田人进行了艰辛的研究和探索,攻克了一道道技术难关,首创了银耳代料袋栽技术,从而大幅度提高了银耳的单产和总产,现实了银耳的规模化、产业化生产。
2007年,古田县银耳年产量达18万吨,占全国年总产量的95%和世界的90%,“古田银耳”驰名中外。
古田县由此成为举世瞩目的——中国食用菌之都。
为了进一步推动银耳产业的发展,推广技术,促进交流,现将近年来,古田县在银耳栽培实践中,形成的一套“银耳规范化高产优质生产技术”介绍如下:推出片名:银耳规范化生产技术银耳属中温型稳温结实性菌类,其菌丝的最佳生长温度为22—25℃,子实体的最佳生长温度为23—24℃。
要想栽培出高产、优质的银耳,就得按照银耳的这一特性来规范生产。
1、耳房位置的选择与建造耳房是银耳生长发育的场所,建造规范化耳房是获得银耳高产、优质的主要措施之一。
银耳栽培房的地点,要选择在地势较高,地面平坦,靠近水源,排水方便,四周卫生,既能保温、保湿, 又能通风,并且有较好散光照射的地方。
银耳栽培房的规格: 长10-13米、宽3.5-4米、高3.5-4米;若砌砖墙,墙体厚度24厘米,若筑土墙,墙厚40厘米。
栽培房的两头,分别开一个门;门的上方,开个可开合的玻璃窗,规格为:90×90厘米;玻璃窗顶,安装150瓦排气扇; 栽培房屋顶,盖上瓦片,瓦片下面,设隔热层; 栽培房的内墙壁,衬上一层农膜和一层厚度为一厘米的泡沫板。
房内搭建两排栽培架,靠墙分列。
栽培架:高3米,可用角钢、木条或竹竿搭建。
栽培床:宽1米,分10~12层,层距高26厘米,床面每层纵向排放木条或竹竿4根, 用于排放栽培袋。
银耳菌种规范化生产工艺讲座_三_银耳两个纯菌种的单独分离与混合育成母种的技术
银耳菌种规范化生产工艺讲座(三))))银耳两个纯菌种的单独分离与混合育成母种的技术丁湖广(福建省古田县新元食用菌研究所,古田 352200)关键词 银耳纯白菌丝;香灰菌丝;分离;育种;交合1 银耳纯菌丝分离操作技术单独分离银耳纯菌丝和香灰菌丝,然后进行交合培养的母种,具有适应性好、抗逆力强、朵形美、产量高而稳的优点。
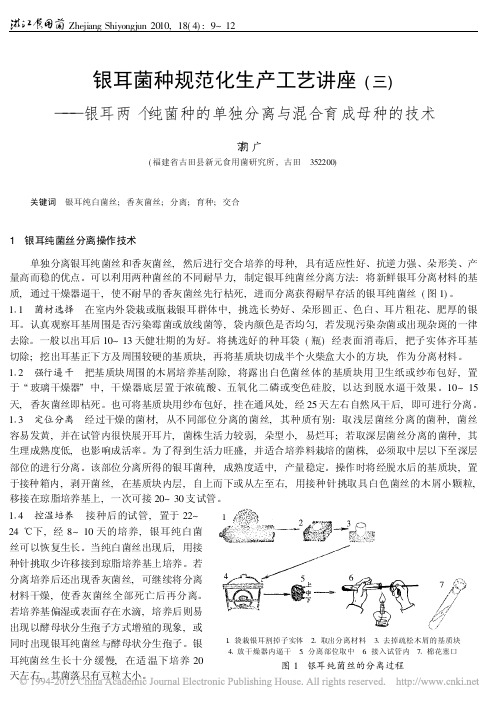
可以利用两种菌丝的不同耐旱力,制定银耳纯菌丝分离方法:将新鲜银耳分离材料的基质,通过干燥器逼干,使不耐旱的香灰菌丝先行枯死,进而分离获得耐旱存活的银耳纯菌丝(图1)。
11袋栽银耳割掉子实体 21取出分离材料 31去掉疏松木屑的基质块41放干燥器内逼干 51分离部位取中 61接入试管内 71棉花塞口图1 银耳纯菌丝的分离过程111 菌材选择 在室内外袋栽或瓶栽银耳群体中,挑选长势好、朵形圆正、色白、耳片粗花、肥厚的银耳。
认真观察耳基周围是否污染霉菌或放线菌等,袋内颜色是否均匀,若发现污染杂菌或出现杂斑的一律去除。
一般以出耳后10~13天健壮期的为好。
将挑选好的种耳袋(瓶)经表面消毒后,把子实体齐耳基切除;挖出耳基正下方及周围较硬的基质块,再将基质块切成半个火柴盒大小的方块,作为分离材料。
112 强行逼干 把基质块周围的木屑培养基刮除,将露出白色菌丝体的基质块用卫生纸或纱布包好,置于/玻璃干燥器0中,干燥器底层置于浓硫酸、五氧化二磷或变色硅胶,以达到脱水逼干效果。
10~15天,香灰菌丝即枯死。
也可将基质块用纱布包好,挂在通风处,经25天左右自然风干后,即可进行分离。
113 定位分离 经过干燥的菌材,从不同部位分离的菌丝,其种质有别:取浅层菌丝分离的菌种,菌丝容易发黄,并在试管内很快展开耳片,菌株生活力较弱,朵型小,易烂耳;若取深层菌丝分离的菌种,其生理成熟度低,也影响成活率。
为了得到生活力旺盛,并适合培养料栽培的菌株,必须取中层以下至深层部位的进行分离。
该部位分离所得的银耳菌种,成熟度适中,产量稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
xxxxxxxx有限公司生产工艺规程
1 目的:建立银耳生产工艺规程,用于指导现场生产。
2 范围:银耳生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)
《甘肃省中药饮片炮制规范》1980 年版。
5 产品概述
5.1 产品基本信息
5.1.1 产品名称:银耳
5.1.2 规格:统
5.1.3 性状:本品呈类扁球形或不规则的块状,灿然若花,大小不一,直径3~18cm,由众多细小而薄的波状卷曲的子实体瓣片组成,子实体瓣片黄白色或淡黄褐色,半透明,体轻,质硬而脆。
有特殊气味,味淡。
5.1.4 企业内部代码:C275
5.1 5性味与归经:甘、平。
5.1.6功能与主治:滋阴润肺,生津,益气活血。
用于虚劳咳嗽,痰中带血,虚热口渴,肺热肺燥,衄血,咯血,肺痿。
5.1.7 用法与用量:3~9g。
5.1.8 贮藏:置阴凉干燥处,防蛀。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;30g/罐;40g/罐;50g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;25kg/袋。
5.1.10 贮存期限:36个月
5.2 生产批量:5-10000kg
5.3 辅料:无
5.4 生产环境:一般生产区
6 工艺流程图
6.1 银耳工艺流程图:
6.2 生产操作过程与工艺条件:
6.2.1领料
6.2.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取银耳原料。
6.2.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.2.2净制:
6.2.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
用清洁过的重器,将净选后的银耳打成碎块,将净银耳置净料袋或周转箱。
6.2.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
将净制后的银耳运至车间中转间,及时清场并填写生产记录。
6.2.2.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.2.2.4 质量要求
6.2.2.4.1生产操作过程中,药材不得直接接触地面。
6.2.2.4.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.2.2.4.3净制标准
(1)取样方法:随机取样3次,每次500g ,检查杂质数量。
(2)合格标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不得过3%。
6.2.2.5 净药材物料平衡限度 指标:95-100%。
计算公式如下:
++=
100%
净药材量杂物量取样量
净制物料平衡指标(%)投料量
6.2.2.6偏差处理:投料量按领料数量计算。
如有偏差,应按《偏差处理管理规程》(GLSCO8-203)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,按质量事故处理则进行纠正和预防。
6.2.3包装 6.2.3.1内包装
6.2.3.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.2.3.1.2 根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包 装指令单领取包材及标签。
6.2.3.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.2.3.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.2.3.1.5各种包装内包重量偏差应符合下表规定:
内包装装量偏差允许值表
6.2.3.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表
6.2.3.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。
6.2.3.2内包装标准:
(1)抽样方法:随机取样5袋。
复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.2.3.3物料平衡限度: 6.2.3.3.1内包装物料平衡
(1) 标准:98-100% (2) 计算公式如下:
++%=
100%
⨯合格品数量废弃物量取样量
内包装工序物料平衡()投料量(半成品)
6.2.3.3.2合格证和包装袋物料平衡 (1)标准:100% (2)计算公式如下:
++%=
100%
⨯使用量损坏量剩余量
包装(标签、包装材料)物料平衡()领用量
6.2.3.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSCO8-203)的要求,启动生产过程的偏差,直到得出无潜在风险为至。
如有质量风险,则进行纠正和预防,按质量事故处理。
6.2.4外包装:
6.2.4.1按《批包装指令》单中规定的包装规格,领取外包材;
6.2.4.2检查核对:对指定批号的银耳饮片,逐件核对《物料状态卡》和数量应正确一致。
6.2.4.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.2.4.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包装袋(PE 罐)之间松紧适宜。
6.2.4.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手提高速缝包机封口。
6.2.4.6挂签:在编织袋的右上角位置缝上或在纸箱的右上角空白位置贴上标签。
6.2.4.7交料:经QA 检查合格,将外包合格的饮片交仓库待验。
6.2.4.8清场:包装结束,及时清场并填写批生产记录。
6.2.5包装完毕,及时填写饮片包装生产记录, 入成品库待验,贴黄色待验标识。
6.2.6外包装标准:
(1)抽样方法:随机取样3件。
复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。
6.2.6.1合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:
%
100⨯++=
领用量剩余量
损耗量使用量包装材料物料平衡限度
6.2.7总收率
(1)控制标准: ≥80% (2)计算公式如下:
%100%⨯=
投料数量
成品量
)收率(
6.2.8 工艺环境卫生要求:
6.2.8.1设备、容器、器具,生产场所,进入生产区的人员、物料必须按程序净化。
(详见第11条工艺操作过程中支持文件)
6.2.8.2产品生产结束后按各岗位清场SOP要求,严格清洁、清场,并由QA监督检查合格后颁发清场合格证。
6.2.8.3生产全过程,由QA质量管理员监督。
7 原料、中间体、成品、包装材料的质量标准详见第11条工艺操作过程中支持文件。
8 物料平衡:各工序的物料平衡标准值一年修订一次,修订依据为该岗位上一年生产物料平衡的平均值为下一年的标准值,除包装工序外。