一种迷你数控雕刻机系统的设计方案
小型雕刻机课程设计
小型雕刻机课程设计一、课程目标知识目标:1. 学生能理解小型雕刻机的基本结构、工作原理及其在制造业中的应用。
2. 学生能够掌握小型雕刻机操作的基本步骤和安全规范。
3. 学生能够描述小型雕刻机编程的基本语法和常用指令。
技能目标:1. 学生能够正确操作小型雕刻机,完成简单的雕刻任务。
2. 学生能够运用所学的编程知识,为小型雕刻机编写简单的雕刻程序。
3. 学生能够在团队协作中,合理分配任务,高效完成项目。
情感态度价值观目标:1. 学生培养对机械加工技术的兴趣,激发创新意识。
2. 学生在学习过程中,树立安全意识,养成良好的操作习惯。
3. 学生通过团队协作,培养沟通、合作能力,增强集体荣誉感。
本课程针对初中年级学生,结合学科特点,注重理论与实践相结合,使学生在掌握基本知识的同时,提高动手实践能力。
课程设计以学生为中心,充分考虑学生的认知水平和兴趣,注重培养学生的安全意识、创新意识和团队协作能力,为我国制造业人才培养奠定基础。
通过对课程目标的分解,教师可进行有针对性的教学设计和评估,确保学生达到预期学习成果。
二、教学内容1. 小型雕刻机概述- 结构组成与工作原理- 安全操作规范- 在制造业中的应用案例2. 小型雕刻机操作与编程- 操作步骤与实践操作- 编程基本语法与常用指令- 编程软件的使用3. 雕刻项目实践- 简单图案设计与制作- 项目实施与团队协作- 雕刻作品的评价与优化4. 创新思维与团队协作- 创新意识的培养- 团队协作方法与技巧- 项目管理与组织教学内容参照课程目标,紧密结合教材,注重科学性和系统性。
教学大纲明确,教学内容分为四个部分,循序渐进地引导学生学习。
第一部分介绍小型雕刻机的基本概念,让学生对其有全面的认识;第二部分重点教授操作与编程技能,提高学生的动手能力;第三部分通过实践项目,巩固所学知识,培养学生的创新意识和团队协作能力;第四部分强化创新思维与团队协作,为学生的综合素质提升奠定基础。
小型简易雕刻机的设计开题报告

[1]黄平,朱文坚,机械设计教程,清华大学出版社,2011;
[2]文怀兴,夏田,数控机床系统设计,化学工业出版社,2011;
[3]王金娥,罗生梅,机电一体化课程设计指导书,北京大学出版社,2012;
[4]赵韩,黄康,陈科,机械系统设计,高等教育出版社,2011;
[5]潘承怡,向敬忠,宋欣,机械零件设计,清华大学出版社,2012;
4、用Pro-E软件设计并绘制有关零部件,再进行装配及运动仿真。
方法及预期目的:
四、课题研究的思路和方法
一、机械系统总体方案确定
1、确定雕刻机的布局方式:采用龙门立柱式的框架结构,这种结构具有较高的刚度。
2、确定雕刻机的坐标系统:工作台在底坐上的移动作为Y轴方向的运动,雕刻头在横梁上的移动作为X轴方向的运动,雕刻头的上向移动作为Z轴方向的运动,这种结构与工作台固定立柱移动的结构相比,所需的电机的功率和传动件的尺寸较小,且雕刻头的运动精度较高。
[6]陈国华,机械机构及应用,机械工业出版社,2008;
[7]陈关龙,吴昌林,中国机械工程专业课程设计改革案例集,清华大学出版社,2010;
[8]李宪芝,机械精度设计与检测基础,哈尔滨工程大学出版社,2011;
[9]文怀兴,夏田,数控机床设计实践指南,化学工业出版社,2007;
指导教师签名: 日期:
2、导轨的选择:首先选择直线滚动导轨,因为它较直线滑动导轨有更好的导向精度、进给速度、定位精度。再根据受力方向、负荷大小等因素的影响选择合适的直线滚动导轨副的型号。
3、滚动丝杠副的选择:通过计算滚动丝杠受到的最大动载荷来选择合适的滚珠丝杠副的型号。
三、雕刻机控制系统设计
首先选择合适的单片机,再设计并绘制单片机接线的电路图,然后设计单片机与步进电机连接的电路并绘制电路图,最终实现利用单片机来控制三个步进电机的运转,从而完成雕刻机在各个方向的运动,达到利用单片机来控制三轴联动的目的。
DIY小型数控电脑雕刻机制作全过程
DIY小型数控电脑雕刻机制作全过程随着科技的不断发展,DIY成为了越来越多人的兴趣爱好。
其中,制作小型数控电脑雕刻机的DIY项目备受欢迎。
今天,本文将介绍DIY小型数控电脑雕刻机的制作全过程,并分享一些制作经验与技巧。
一、DIY小型数控电脑雕刻机的材料和工具在开始DIY小型数控电脑雕刻机之前,我们需要准备以下材料和工具:1. 激光头/钻头/刻刀2. 电机3. 导轨4. 主控板5. 驱动板6. 程序控制器7. 电源8. 电线9. LED灯条10. 铝材、钢板等材料11. 螺丝、螺母、垫片等小件二、DIY小型数控电脑雕刻机的制作步骤1. 设计并切割零件首先,我们需要根据自己的需求和制作计划来设计并切割出需要的零件。
在设计时需要注意尺寸和间隙,避免后期安装时出现偏差问题。
切割过程中,我们可以使用激光切割机、水切割机、钢板剪切机等设备进行加工。
2. 组装机架在零件切割完成后,我们需要根据设计完成的图纸将零件组装成机架。
这一步需要注意紧固件的松紧程度,保证机架的结构牢固。
3. 安装导轨接着,我们需要将导轨安装在机架上。
导轨的安装需要保证平整度和水平度,避免影响后期的雕刻精度。
4. 安装电机安装电机时,需要确保它们放置的位置合适,尺寸准确。
电机的供电线需要与主控板连接,这样才能实现整个系统的电控。
5. 安装主控板和驱动板在主控板和驱动板的安装过程中,我们需要根据图纸来确定好它们的连接接口并将其连接好。
此外,还需要将电机线路、电源线等连接好。
6. 安装程序控制器和LED灯条程序控制器是整个系统的灵魂,它能够让我们实现各种数字和形状的雕刻。
LED灯条则用于提供照明,让我们更方便地观察雕刻的过程。
7. 进行调试在完成机器的组装后,我们需要进行调试,确认所有模块能够正常工作。
需要注意的是,调试时需要注意安全,避免出现损坏或者意外情况。
8. 开始使用最后,我们将能够在程序控制器上导入设计好的图纸,开始使用DIY小型数控电脑雕刻机进行雕刻了。
小型数控雕刻机控制系统设计
小型数控雕刻机控制系统设计张铎;蔡晓君;周士达【摘要】Small CNC engraving machine uses a common open-loop numerical control C system generally uses open loop stepper motor,the control principle is that numeral equipment sent each feed pulse,the power is amplified to drive a stepper motor rotates one step angle,and then the reduction gear drives screw rotation,and through screw and nut transmission,a corresponding displacement of the table is accomplished.Accuracy of open-loop control system is low,the speed is relatively low,but it is simple in structure,and easy to debug,it has been wildly used in economical numeral con-trol C engraving machine in the machining industry has an important position,and its correlation study abroad has become a hot spot.%小型数控雕刻机采用常见的开环数控系统。
开环数控系统通常由步进电动机控制,其原理是通过数控装置发出进给脉冲,经功率放大后,驱动步进电动机转动1个步距角,再经减速齿轮带动丝杠旋转,并通过丝杠和螺母副传动,使工作台产生相应的位移。
小型简易雕刻机设计说明
浮雕装饰品建筑模型
印章工艺品模具
图1-2几种雕刻机加工的产品
1.
建国以来,我国一直努力发展制造业,也取得了一些进步,但是仍存在一些制造工艺还达不到相应的标准的问题,所以许多设备或核心部件常常需要进口,另外我国的技术创新能力还不够强,常常是仿造多过创造。在雕刻领域,我国与一些发达国家相比要逊色很多,许多雕刻产品还不能达到精度的标准,因此还需要进一步提高自身的雕刻加工工艺水平。这些年来,我国的数控雕刻技术取得了一定的进步,生产出了一系列的自主研发的数控雕刻机,这些数控雕刻机也被广泛应用各个行业和领域,但是总体来说我国的数控雕刻机的制造水平还不够强,许多数控雕刻机的加工精度还达不到标准,因此我国需要大力提高数控雕刻机的制造水平,同时我们还应该投入更多的资金用于数控雕刻机的设计研发,把更多的精神用到数控雕刻机的机械结构的自主创新和数控系统的自主研发中去,努力提高我们自己生产的雕刻机的质量。
小型雕刻机机械系统设计

SCI -TECH INNOVATION &PRODUCTIVITYNo.11Nov.2013,Total No.238雕刻机,顾名思义就是用机器代替人工进行雕刻的设备。
早在很多年前,雕刻产品就已然成为人们生活的一部分,这种需求推动了雕刻艺术的日益精深。
随着微电子技术、控制理论、检测技术、计算机控制等技术的迅速发展,数控系统不断更新,机械雕刻亦在20世纪90年代获得了较大发展。
如今,雕刻机已经在各行各业中得到了广泛的应用及发展,如木工行业、模具雕刻、紫铜和石墨电极加工、石材雕刻等。
一些小型的装饰品在生活中也是不可或缺的,因而小型雕刻机作为一种典型的机电一体化产品,具有较大的市场前景[1]。
因此,笔者对经济型小型三维雕刻机进行了设计,通过设计开发,可以为中小用户,尤其是个人用户提供低价的雕刻机。
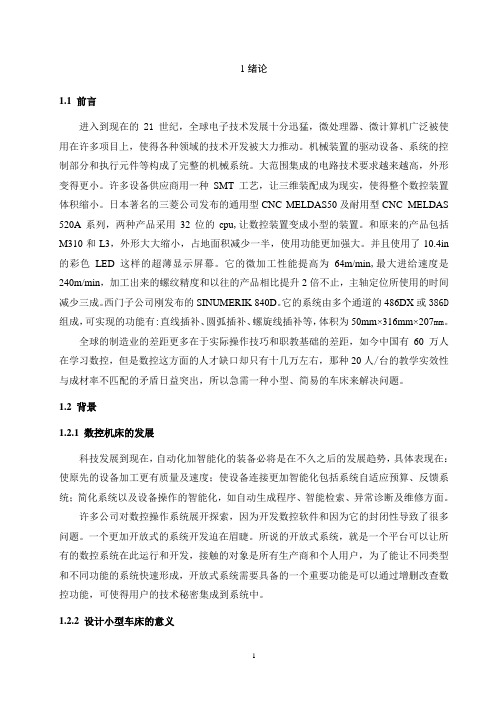
1雕刻机的总体方案设计1.1总体方案选择现在市面上流行的小型雕刻机工作台有两种。
第一种见图1-a ,工作台只沿横向(X )移动,刀具沿纵向(Y )和垂直方向(Z )移动。
第二种则如图1-b 所示,工作台沿横向(X )、纵向(Y )移动,而刀具只沿垂直方向(Z )移动。
图1-a 工作台结构简单、稳定性好。
但工作过程中,工件会随着工作台的移动而移动,所以对于工件的重量就会有所限制,此种结构的雕刻机较小。
图1-b 虽然制作较容易,然而稳定性要比图1-a 差很多。
由于本次设计对机械部件结构的要求是小而轻便,且加工工件的质量也比较轻,因此选用结构图1-a 。
笔者所设计的雕刻机由工作台、机头组件、主轴组件、外部框架、控制系统等组成。
这里主要进行了工作台、机头组件、主轴组件部分的结构设计。
工作台的主要作用是用来装夹工件,其结构上主要由步进电机、滚珠丝杆螺母副、导轨组成,其步进电机接收控制系统发送的脉冲信号,带动工作台运动。
小型雕刻机属于经济性机床,因而既要保证加工精度,同时还要兼顾结构简单、经济成本较低的要求。
这样,进给系统均采用步进电机开环控制系统。
基于ATmega128的迷你数控雕刻机系统设计

( 徐 州工 程 学 院 江 苏 徐 州 2 2 1 0 0 8 )
摘 要 :为 了 实 现 对 速 你 数 控 雕 刻 机 的 控 制 , 提 出 了一 种 基 于 AT me g a 1 2 8的迷你 数控 雕 刻机 系统设 计 方案 . 并 完 成 系 统 了 的 硬 件 电路 设 计 和 软 件 设 计 。 该 系 统 的 硬 件 电 路 设 计 部 分 主 要 是 电 源 电 压 转 换 电 路 以 及 以 A T.
De s i g n o f Mi n i CN C e ng r a v i ng ma c h i n e s y s t e m b a s e d o n ATm e g a 1 2 8
T A N G C h e n g - j i a n , C HE N Y u e , Y A N Y o n g — c h e n g , MA N J i a — x i a n g , S U N G e n
第2 1 卷 第 2 3期
Vo 1 . 21
No . 23
电 子 设 计 工 程
El e c t r o n i c De s i g n Eng i ne e r i n g
2 0 1 3年 l 2月
De c .2 01 3
基于 A T me g a 1 2 8的迷 你数 雕刻机 系统设计
设计 要 求。
关键词 : 雕刻机 ; A T m e g a 1 2 8 ; B L 一 2 1 0驱 动 器 ; 超声波传感 器 中图分类号 : T N 6 4 文献标识码 : A 文 章 编 号 :1 6 7 4 — 6 2 3 6 ( 2 0 1 3 ) 2 3 — 0 1 2 0 — 0 3
设计说明书

目录1.1雕刻机的发展历史..............................................1.1雕刻机的基本知识..............................................1.2数控雕刻机的简介...........................................1.2.数控雕刻技术的产生............................................1.2数控雕刻机的特点...........................................1.2国内研究状况及其发展趋势..................................第二章.微型数控雕刻机的总体结构设计2.1设计前的调查分析....................................2.1.1项目背景................................................2.1.2问题描述...............................................2.1.3功能需求分析..........................................2.1.4设计思想及其设计原则................................2.2雕刻机的机械结构..............................2.2.1雕刻机的工作原理.................................2.2.2雕刻机总体布局的基本要求........................2.2.3总体结构设计..................................第三章.微型数控雕刻机的传动系统设计计算与选型第一章.引言1.1雕刻机1.1.1雕刻机的发展历史在1938年,世界第一台手动雕刻机在法国诞生。
小型雕刻机设计
小型雕刻机设计摘要机电一体化技术综合了机械、电子、自动控制、信息、传感器、电力电子、信号变换接口和软件编程等技术,并且把这些通用型技术整合到一起,结合成一个整体,也是现如今机械工业技术必须发展的也将成为国内外的发展主流。
小型雕刻机就是在这种大环境下产生的一种代表性的机电一体化产品,在工艺品的制作与生产行业中拥有有较大的市场。
本课题通过分析国内雕刻机与国外雕刻机的差距以及各自的特点,定义了雕刻机的功能和使用范围,规划了雕刻机的结构布局,详细设计了主轴运动和X、Y向进给运动结构,以及工作台、支撑柱等辅助结构,并在此基础上详细阐述了雕刻机的运动过程,实现了其功能。
本文设计的小型雕刻机,其具有精度高,一致性好,一机多用的特点,应用领域广泛,可用于工艺品雕刻加工的同时,又具有铣削钻孔等功能。
关键词雕刻机;伺服电机;机电一体化Small Engraving Machine DesignAbstractMechatronics combines mechanics, electronics, automatic control, information, sensors, power electronics, signal conversion interface and software programming techniques, and these versatile technologies integrated together, combined into a whole, is now Machinery Industrial Technology must develop will become the mainstream of development at home and abroad. Small engraving machine is a kind of typical in this environment produces mechatronic products, handicraft production and production industry has a larger market.The issue by analyzing the gap between domestic engraving machine and foreign engraving machine as well as their characteristics, defines the function and use of engraving machine, planning the structure and layout engraving machine, detailed design of the spindle movement and X, Y direction feed motion structure , and an auxiliary table structure, support columns, etc., and on this basis, it elaborated engraving machine movement to achieve its function.This design of small engraving machine, which has a high accuracy, consistency, and a multi-purpose machine, which is widely applied in the field, can be used to carving crafts processing, but also has milling and drilling functions.Keywords Engraving machine, servo motor, mechatronics目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 课题背景 (1)1.2 小型雕刻机及其发展现状 (2)1.2.1 小型雕刻机的概念 (2)1.2.2 小型雕刻机的应用和发展 (3)1.2.3 小型雕刻机的特点 (3)1.2.4 研究雕刻机的目的和意义 (4)1.3 本章小结 (4)第2章雕刻机的结构设计 (5)2.1 雕刻机的系统组成 (5)2.2 雕刻机的整体布局 (5)2.3 进给结构 (8)2.4 主轴结构 (12)2.5 支撑结构 (13)2.5.1 支架设计 (13)2.5.2 工作台设计 (14)2.5.3 底座设计 (15)2.6 本章小结 (15)第3章小型雕刻机的关键参数计算 (16)3.1 设计指标 (16)3.2 切削力、扭矩和功率的计算 (17)3.3 进给运动的计算 (20)3.3.1 滚珠丝杠副的计算 (20)3.3.2 滚珠丝杠的计算 (22)3.3.3 工作台电机的选择 (25)3.4 本章小结 (26)结论 (28)致谢 (29)参考文献 (30)附录 (32)第1章绪论1.1课题背景以大机器生产为主流的社会生产形式形成以来,机器生产代替手工劳动不仅使产品数量与日俱增,而且,更使产品质量大为提高。
微型数控激光雕刻装置设计

微型数控激光雕刻装置设计摘要:本文设计了一种基于AVR单片机控制的微型CNC激光雕刻装置装置,为了弥补市场中缺少微小型数控雕刻装置,满足消费者需要。
该装置采用ISP与上位机进行高速通信,从而用户通过上位机的编程对装置进行实时操作。
为了进一步提升装置的运行精度,本文做出了简要的精度分析,进给运动系统采用带转换器的微步驱动器A3967作为驱动电路核心,同时通过直线脉冲增量算法设计与实现,提高整体装置的控制精度。
装置采用模块化设计,结构简单,拆装方便。
在装置测试和运行后,结果表明该装置能够稳定可靠的工作,运行精度高,具有良好的应用前景。
关键词: CNC;AVR单片机;激光雕刻;脉冲增量插补中图分类号:TP23The design of miniature CNC laser engraving device based on AVR MCUAbstract: This paper designed a miniature CNC laser engraving device based on AVR MCU,In order to make up for the lack of micro CNC engraving equipment in the market, to meet the needs of consumers. this device adopts the ISP high-speed communication with PC, Thus the consumers can operate the device by PC programming. In order to further enhance the running accuracy of the device, this paeper made a brief analysis of precision,the servo feed system used micro-step driver A3967 with converter as the core of the device circuit, through the design and implementation of linear pluse incremental algorithm at the same time, improved control precision of the device. The device adopts modular design, simple structure, convenient disassembly. After the testing and running of the device, the test results show that the device obtains good performance of strong reliability, high precious, which can be broadly applied.Keywords: CNC; AVR MCU; laser-engraved; linear pulse incremental interpolation0 装置整体结构设计由于该装置是微型桌面级设备,在机械结构上采用了结构相对简单的门字形布局,设备的主要结构包括底座、导轨、丝杠、工作台、主轴组件、门字框以及激光座等部分组成,如图1所示。
小型雕刻机系统设计

小型雕刻机系统设计史颖刚;刘利;聂南天;刘建实;周政【摘要】本文设计了数控雕刻机的机械结构,对主轴和丝杠进行了校核计算,建立了各零件的三维模型和整机三维模型、绘制了零件图,并加工、组装了机械部分。
应用PWM直流调速技术设计了主轴调速控制系统,以TB6560芯片为核心设计了进给伺服系统和以限位开关为核心的安全保护系统,并设计了电机驱动和计算机之间的接口电路。
系统充分利用了计算机软件完成图案设计、刀路模拟、G代码生成、插补等预处理,给出控制脉冲信号可便利地控制电机。
【期刊名称】《制造业自动化》【年(卷),期】2014(000)012【总页数】6页(P126-131)【关键词】TB6560;数控雕刻机;PWM直流调速;伺服系统【作者】史颖刚;刘利;聂南天;刘建实;周政【作者单位】西北农林科技大学机电学院,杨凌 712100;西北农林科技大学机电学院,杨凌 712100;西北农林科技大学机电学院,杨凌 712100;西北农林科技大学机电学院,杨凌 712100;西北农林科技大学机电学院,杨凌 712100【正文语种】中文【中图分类】TG547;TP3910 引言随着微机的普及,基于微机的数控系统已经是大势所趋。
应用微机技术开发工业控制系统,可以得到硬件和软件的强有力支持,避开专有技术制约,在较短时间内可达到较高水平。
本文设计的基于打印接口的数控雕刻机,雕刻材料主要为木板、橡胶等,性能要求不高,结构简单,便于演示应用,同时又能体现机电系统特点。
在分析雕刻机参数的基础上,初步确定设计基本参数为:主轴最高转速12000r/min,最大雕刻尺寸250mm×250mm×40mm,分辨率0.02 mm/step,定位精度0.02 mm,脉冲当量0.01mm。
1 系统总体设计数控雕刻机的基本布局通常有立柱式和龙门式两种结构,由于立柱式雕刻机的稳定性不好,本设计采用龙门式结构。
1.1 主轴运动系统的设计与校核雕刻机在工作中主轴主要所受的力主要是铣削力和钻削力、扭矩。
小型简易数控车床设计
1绪论1.1 前言进入到现在的21世纪,全球电子技术发展十分迅猛,微处理器、微计算机广泛被使用在许多项目上,使得各种领域的技术开发被大力推动。
机械装置的驱动设备、系统的控制部分和执行元件等构成了完整的机械系统。
大范围集成的电路技术要求越来越高,外形变得更小。
许多设备供应商用一种SMT工艺,让三维装配成为现实,使得整个数控装置体积缩小。
日本著名的三菱公司发布的通用型CNC MELDAS50及耐用型CNC MELDAS 520A系列,两种产品采用32位的cpu,让数控装置变成小型的装置。
和原来的产品包括M310和L3,外形大大缩小,占地面积减少一半,使用功能更加强大。
并且使用了10.4in 的彩色LED这样的超薄显示屏幕。
它的微加工性能提高为64m/min,最大进给速度是240m/min,加工出来的螺纹精度和以往的产品相比提升2倍不止,主轴定位所使用的时间减少三成。
西门子公司刚发布的SINUMERIK 840D。
它的系统由多个通道的486DX或386D 组成,可实现的功能有:直线插补、圆弧插补、螺旋线插补等,体积为50mm×316mm×207mm。
全球的制造业的差距更多在于实际操作技巧和职教基础的差距,如今中国有60万人在学习数控,但是数控这方面的人才缺口却只有十几万左右,那种20人/台的教学实效性与成材率不匹配的矛盾日益突出,所以急需一种小型、简易的车床来解决问题。
1.2背景1.2.1数控机床的发展科技发展到现在,自动化加智能化的装备必将是在不久之后的发展趋势,具体表现在:使原先的设备加工更有质量及速度;使设备连接更加智能化包括系统自适应预算、反馈系统;简化系统以及设备操作的智能化,如自动生成程序、智能检索、异常诊断及维修方面。
许多公司对数控操作系统展开探索,因为开发数控软件和因为它的封闭性导致了很多问题。
一个更加开放式的系统开发迫在眉睫。
所说的开放式系统,就是一个平台可以让所有的数控系统在此运行和开发,接触的对象是所有生产商和个人用户,为了能让不同类型和不同功能的系统快速形成,开放式系统需要具备的一个重要功能是可以通过增删改查数控功能,可使得用户的技术秘密集成到系统中。
【参赛】DIY微型CNC(数控雕刻机)

【参赛】DIY微型CNC(数控雕刻机)本帖最后由 1971sam 于 2011-12-20 09:18 编辑【参赛】DIY微型CNC,取名“得力微刻”,DIY爱好者的好帮手为更好说明过程,本帖有点长,同好者请耐心阅读,谢谢!我设计并山寨的全铝机身微型CNC:设计新颖、造型独特、做工精良,轻便灵活......相当得力!感谢同城坛友libingabc的指导、磁动力论坛以及大海作坊、模型论坛。
还有神奇的淘宝现将制作思路和过程全程分享给喜欢雕刻机的坛友。
欢迎拍砖。
其实我也不想自己捣鼓,全程相当费工。
可是看到的DIY和淘宝里卖的产品,均不能让人满意,许多论坛里的作品几乎是贴贴图片,并没有详细而系统的阐述,于是决心自己捣鼓......本人来自福建省漳州市,自2011年5月被雕刻机中毒以后,历时三月山寨了第一款雕刻机,用于学习精雕软件JDPaint5.20,效果还行。
有一天,同城电子烧友看到此机,大喜并大诉PCB板制作苦衷,于是商量一下,重新设计一款行程适合、轻便灵活的迷你雕刻机,主要用途为PCB及刻字、面板等比较初级的配件。
恰好大海作坊介绍有一款日鬼的迷你雕刻机,十分精致,就以这款为山寨蓝本,结合自己第一台机的缺点加以改进。
经过一个多月的设计模拟,最终定案。
因此我才有“设计提升山寨”的提倡。
当然,这也只是我山寨的第二台雕刻机,并不见得很完善,在此希望高人们提供宝贵经验,使之日趋简约、实用。
一:该机特点:1:具有独特的机身一体化的手提把,完全体现轻松、灵活的微型桌面化设计理念2:取消步进电机垫块,直接固定于机身,有效防止扭力损失,强度好而且美观3:精确定位的行程设计,在机身不加大的前提下,充分提高有效工作行程4:三轴防撞设计,使用知名的欧姆龙点触行程开关,设置机械原点和软件限位,有效防止操作中不慎所致的意外破坏5:固定龙门、全封闭式移动台面,有效提高加工精度,并完全避免飞屑对丝杠、光轴的影响。
6: 外径45mm电位器旋钮直接做的微调,无需更改,只需将丝杠加工时车成Φ6mm即可,取材方便,旋转轻松。
小型雕刻机的电气部分设计

小型雕刻机的电气部分设计一.总体概述本部分的设计目的主要是提供步进电机的驱动电路,同时还有主轴电机控制、并口通讯、限位开关反馈、电源等电路的设计。
在本文中对以上电路分模块进行了叙述。
二.并口通讯模块的设计1.并口简介目前,计算机中的并行接口主要作为打印机端口,接口使用的不再是36针接头而是25针D形接头。
所谓“并行”,是指8位数据同时通过并行线进行传送,这样数据传送速度大大提高,但并行传送的线路长度受到限制,因为长度增加,干扰就会增加,容易出错。
2现在有五种常见的并口:4位、8位、半8位、EPP和ECP,大多数PC机配有4位或8位的并口,许多利用Intel386芯片组的便携机配有EPP口,支持全部IEEE1284并口规格的计算机配有ECP并口。
>z67~标准并行口4位、8位、半8位:n4位口一次只能输入4位数据,但可以输出8位数据;8位口可以一次输入和输出8位数据;半8位也可以。
CEPP口(增强并行口):由Intel等公司开发,允许8位双向数据传送,可以连接各种非打印机设备,如扫描仪、LAN适配器、磁盘驱动器和CDROM 驱动器等。
'Fp.@ ECP口(扩展并行口):由Microsoft、HP公司开发,能支持命令周期、数据周期和多个逻辑设备寻址,在多任务环境下可以使用DMA(直接存储器访问)。
ky{-P7目前几乎所有的586机的主板都集成了并行口插座,标注为 Paralle1或LPT1,是一个25针的双排针插座。
:#标准并行打印机口有12位的数据输出通路,5位的数据输入通路。
下图为并口的具体引脚定义,其中蓝色引脚为输出通路,红色引脚为输入通路,绿色引脚接地。
D0-D7:八位的输出数据信息,通过数据端口访问。
C0-C3:输出制信息,通过控制端口访问,其中上划线代表低电平有效。
S3-S7:输入状态信息,通过状态端口访问,其中上划线代表低电平有效。
剩余引脚全部接地。
2.并口引脚的定义本设计中并口并不是用来做普通的数据传送接口,因此对于现有的各引脚必须进行重新定义,以实现特有功能。
小型雕刻机机械系统设计
削功 率 : = 0 . 2 4 6 k W。
该设计选用浙江新亿特轴承有限公司的圆柱直 线导轨 ( 光轴 )系列。
2 . 7 联轴 器 的选择
选用广州菱科 自 动化设备有 限公 司的 L K 6 系列
路
图 2 雕 刻 机 工 作原 理 图
随着高速主轴轴承 的开发 , 研 制了高刚度 ,高
速 电 主轴 ,被 广泛 应用 于 各种 雕 刻 机 .纺织 机 械及
木工机械等高速设备 中。基于电主轴有很多优点 , 该设计采用安阳莱必泰机械有 限公司生产的雕刻 电 主轴 ,电主轴通过弹性夹头直接与刀具连接[ 2 1 。
应用技 m
1 . 2 进 给运 动方 案
在整个工作过程中 。刀具在电主轴带动下做高 速旋转 ,并且 z方向、 方 向步进电机将运动传递 给丝杠螺母 ,使刀具沿着垂 直 ( z )方 向做进刀 、 退刀运动 以及横 向 ( )方 向的进给运动。工作 台 在工作过程 中仅单方 向 ( 即只做 y方 向)的进给运 动 ,带动工件作 y方 向的进给 ,该设计 工作原理: 步进 电机接收脉冲信号转动 ,并带动丝杠转动 。由 于螺母 固定在工作 台上 ,因而限制了螺母 的旋转 自 由度 ,使其 只能做直线运动 。从而实现工作台在某 个方 向 ( 、y或 z 方 向)的进给运 动。在 、y 、 z方 向上的导轨均采用直线圆柱导轨 ,其导 向精度 完全可满足工作台定位精度的要求 ,见图 2 。 1 . 3 雕刻 机 主运 动方 案
20 3 0 0
/ k g
1 0
/ k g
5
/ I T I 1 T I 系数
迷你激光雕刻机(毕业设计说明书)
编号:毕业设计说明书题目: 迷你激光雕刻机的设计与实现学院:信息与通信学院专业:电子信息工程姓名: 蓝蕾学号: 1061170103指导教师单位:信息对抗系姓名:武小年职称:副教授题目类型:理论研究实验研究工程设计工程技术研究软件开发2014 年 5 月 20 日摘要激光雕刻技术随着时代的发展,日新月异,其应用的范围也是十分的广泛。
激光雕刻是以数控为基本,激光加工为媒介的一种加工方法,它的特点是和所雕刻材料的表面没有直接接触,不会受到机械运动的影响,表面也不会变形.本文采用Arduino单片机和Delphi语言设计和实现了一个可直接进行雕刻的迷你激光雕刻机系统。
本系统的设计中主要包括的模块为串口通信模块、中央处理模块、电机驱动模块、激光器驱动模块、机械传动结构模块、外型框架模块等部分,具有弱光定位、在非金属物体表面烧刻出由计算机传输的图案、重复雕刻、印章阴阳雕刻等功能.系统主要采用Arduino UNO型单片机构成中央处理系统模块,通过串口通信模块与上位机软件进行通信,利用上位机软件对雕刻机系统完成包括手动进行前后左右移动、开关激光器、自动雕刻图案等功能.机械传动结构部分采用3D打印技术制作而成的滑块,通过与步进电机的结合,实现高精度的传动。
关键词:Arduino单片机;激光雕刻技术;步进电机;3D打印技术Abstractn modern times, there is a new industry gradually developed,on many occasions the processing technology is to use it,that is laser engraving technology。
In laser engraving technology,completed in the form of CNC laser engraving or cutting,because the laser engraving and carved objects without direct contact,so as not to cause like props processing deformation and loss.This paper adopts the Arduino microcontroller and Delphi language was designed and implemented a mini laser engraving machine can be directly to engraving system。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种迷你数控雕刻机系统的设计方案
来源:中电网
[导读]为了实现对迷你数控雕刻机的控制,本文提出了一种基于ATmega128的迷你数控雕刻机系统设计方案,并完成系统了的硬件电路设计和软件设计。
该系统的硬件电路设计部分主要是电源电压转换电路以及以ATmega128单片机为主控芯片的控制主板与各模块相连电路;软件设计部分主要是利用AVR Studio开发环境编程,实现ATmega128单片机对步进电机、主轴电机、超声波传感器等部件的控制以及实现与PC机握手。
重点设计了利用键盘操作板对雕刻头的初步定位系统。
实际应用表明,该系统具有操作简便、安全可靠等特点,达到了设计要求。
关键词:ATmega128单片机
0 引言
随着艺术模型、机械加工、工装模具等产业的飞速发展,对加工设备提出的要求越来越高,雕刻机作为上述产业的重要组成部分也发生了快速的发展。
目前,传统雕刻机体积大、操作复杂、售价高。
不仅需要专门的计算机搭载专门的软件,还需要专业操作人员进行控制,而且传统雕刻机主要用于批量生产,对于一些雕刻机爱好者和模具设计师想利用雕刻机雕刻单件自己设计的作品,传统雕刻机专业性强,费用高,不切实际。
此外,一些传统的雕刻机使用之前需要人工通过转动三轴方向的手轮对雕刻头进行初步定位,精度、效率低。
还有一些高端雕刻机采用软件对雕刻头初步定位,但是设备昂贵。
鉴于此,精心设计了一种迷你数控雕刻机系统。
该系统不仅操作简单、方便,而且雕刻头初步定位精度精确、效率高。
1 系统的总体设计
为满足该迷你数控雕刻机系统能够在非黑色金属材料上完成图案、文字的雕刻加工需求。
设计了一款以ATmega128单片机为主控芯片的雕刻机系统,该系统包括步进电机驱动器模块、LCD12864液晶显示模块、键盘操作板模块、ATmega128单片机最小系统模块、超声波传感器、电源、串口通讯模块等几部分组成。
系统结构框图如图1所示。
在本系统设计中,采用了ATMEL公司生产的ATmega128单片机作为主控芯片。
该单片机属于AVR系列单片机中一种,拥有128 kB程序存储器,自带产生PWM波模块,方便对步进电机、主轴电机的控制。
其中,PC机用于利用MACH3软件实现待加工物G代码的解释,实现相关数据格式的转换,然后通过串口通讯模块下载到以ATmega128单片机为主控芯片的控制主板里。
由于在雕刻机工作之前需要对雕刻头的初步定位,系统中设计了按键操作板,通过对按键操作板上的上下、左右、前后等六个按键的操作即可完成对雕刻头的初步定位,提高了加工效率以及节省材料。
系统还设计了LCD12864液晶显示屏,便于对雕刻机在加工时雕刻头位置坐标以及加工用时等参数的观察。
对三轴上的步进电机的控制,本系统中利用ATmega128单片机自带PWM模块产生的PWM波对步进电机驱动器的控制,从而实现对三轴的步进电机的精确控制。
2 功能模块选择
2.1 ATmega128单片机最小系统模块
ATmega128是由ATMEL公司设计的一款8位微处理器,具有128K字节的系统内可编程Flash,53个可编程的I/O口线,满足本设计中众多I/O口的需求,无需再扩展。
此外,该单片机还拥有六路分辨率可编程的PWM,便于产生标准的脉冲信号。
另外还拥有六个外部中断端口,可用于防碰撞设计。
最小系统原理图如图2所示。
2.2 LCD12864液晶显示模块
为了观察雕刻机在加工时雕刻头位置坐标以及加工用时等参数,本系统设计了
LCD12864液晶显示模块。
LCD12864液晶显示屏可以显示汉字、大小写字母、其他各种符号等,满足设计要求。
本设计中,利用ATmega128单片机来控制LCD12864,其中PC口作为并行数据口使用,向LCD12864并行串口传送数据。
PF口作为控制片选、读写、复位、串并数据传送方式选择使用。
LCD12864液晶显示模块如图3所示。
2.3 步进电机驱动模块
步进电机是一种将电脉冲信号转化为角位移的电磁机械装置,是数控系统常用的驱动执行组件。
步进电机必须有驱动器和控制器才能正常的工作,驱动器的作用是对控制脉冲进行环行分配、功率放大,使步进电机绕组按一定顺序通电,控制电机转动。
本系统设计中,使用BL-210作为步进电机的驱动器,该驱动器实现高频斩波,恒流驱动,具有很强的抗干扰性、高频性能好、起动频率高、控制信号与内部信号实现光电隔离、电流可选、结构简单、运行平稳、可靠性好、噪声小,可带动1.0 A以下所有的步进电机。
此外,细分数可选(1/2,1/4,1/8),对应的微步距角分别为(0.9°/STEP、0.45°/STEP、0.225°/STEP)。
BL-210步进电机驱动器电路图如图4所示。
A+、A-接步进电机A相。
B+、B-接步进电机B相。
CW-信号传,反之发转。
CP-信号控制步进电机的速度,ATmega128单片机产生的PWM波从此端口输入,当PWM波频率高时,步进电机速度较快,反之较慢。
CP+、CW+为输入控制信号的公共阳端,都接高电平。
2.4 键盘操作板模块
在雕刻加工之前,我们都要对雕刻机的雕刻头进行初步定位,使雕刻头处于一个理想的初始加工位置,这样做的主要的目的是为了节省原材料以及提高加工效率。
在本设计系统中,设计了上下、左右、前后等6个按键,这6个按键与单片机的PA口连接。
我们通过对这6个按键的操作即可完成对三轴步进电机的正反转,从而完成对雕刻机的雕刻头的初步定位。
键盘操作板电路图如图5所示。
3 软件设计
在本系统软件设计中,选用AVR Studio作为嵌入式开发环境,C作为编写语言。
AVR Studio集成开发环境包括了AVR Assembler编译器、AVR Studio调试功能、AVRProg串行、并行下载功能和JTAG ICE仿真等功能。
利用这些功能我们可以在线编辑源代码,并在AVR 器件上运行,方便AVR单片机开发者进行开发。
C语言作为高级语言的一种,编写程序效率高,易懂。
在编写程序中,采用模块化编写思想,整个软件系统由串口通讯模块、PWM波模块、LCD12864液晶显示模块、键盘扫描模块、超声波传感器引起中断等几部分组成。
系统软件设计的程序流程图如图6所示。
4 防碰撞设计
实践生产表明,雕刻机在工作中经常会发生碰撞事故。
造成碰撞的事故原因有很多,例如上位机产生的G代码不正确、雕刻头初步定位时操作不当、参数设置错误等。
雕刻机一旦发生碰撞,轻则雕刻刀断裂,重则步进电机烧毁,甚至控制主板损坏。
这样事故的发生不仅会造成不必要的经济损失,还会耽误工作、生产。
因此在控制系统中也有必要设计一种装置,避免这样的碰撞事故的发生。
为了解决上述问题,在本设计中,主要是在每根滚珠丝杠的两端各安装了一个超声波传感器。
当三轴方向上的移动平台快移动到边缘处,超声波传感器将会产生一个信号,并将这个信号传递给控制主板,控制主板随即停止产生脉冲信号,步进电机停止工作。
5 结束语
雕刻机作为一种典型机电一体化设备,要求精度高,系统稳定。
本方案采用了AVR系列产品中的ATmega128作为该系统的主控芯片,性能稳定,使用方便。
本方案中系统的设计按键操作板对雕刻头进行初步定位,方便、高效。
经通过对自制的迷你数控雕刻机的实验,控制效果稳定,满足方案设计的需求。