CA6140型卧式车床主轴的加工工艺过程
CA6140型卧式车床工作原理

CA6140型卧式车床工作原理.txt婚姻是键盘,太多秩序和规则;爱情是鼠标,一点就通。
男人自比主机,内存最重要;女人好似显示器,一切都看得出来。
1.溜板部分的机动进给操作 CA6140型车床的纵、横向机动进给(feed)和快速移动采用单手柄操纵。
自动进给手柄在溜板箱右侧,可沿十字槽纵、横扳动,手柄扳动方向与刀架运动方向一致。
手柄在十字槽中央位置时,停止进给运动。
在自动进给手柄顶部有一快进按钮,按下此钮,快移电动机工作,床鞍或中滑板按手柄扳动方向作纵向或横向快速移动;松开按钮,快移电动机停止转动.快速移动中止。
溜板箱正面右侧有一开合螺母操作手柄,用于控制溜板箱与丝杠之间的运动联系。
车削非螺纹表面时,开合螺母手柄位于上方;车削螺纹时,压下开合螺母手柄,使开合螺母闭合并与丝杠啮合,将丝杠的运动传递给溜板箱,使溜板箱、床鞍按预定的螺距(或导程)作纵向进给。
车完螺纹应立即将开台螺母手柄扳回原位。
(1)用自动进给手柄作床鞍的纵向和中滑板的横向进给的机动进给练习。
(2)用手动进给手柄和手柄顶部的快进按钮作纵向、横向的快速移动操作。
(3)操作进给箱上的丝杠、光杠变换手柄,使丝杠回转,将溜板箱向右移动足够远的距离,扳下开台螺母,观察床鞍是否按选定螺距作纵向进给。
扳下和抬起开合螺母的操作应果断有力,练习中体会手的感觉。
(4)左手操作中滑板手柄,右手操作开合螺母.两手配合动作练习每次车完螺纹时的横向退刀。
4.操作车床主轴变速手柄得到各挡转速按车床主轴转速铭牌上的主轴转速标记,转动车床主轴变速手柄,调整主轴转速分别为16 r/皿n、450 r/mln和1 400∥…,确认后启动车床并观察。
2.操作车床进给量手柄得到各挡进给量按车床进给量铭牌确定选择纵向进给量为0 46 mm/r、横向进给量为0 20 mm/r时手轮和手柄的位置,并进行调整。
按前面步骤调整车床进给量手轮和手柄,使车床得到各挡进给量。
6.操作车床尾座尾座的结构中套筒用来安装顶尖、钻头(drill)等工具。
ca6140车床主轴箱的设计
毕业论文课题名称CA6140车床主轴箱的设计系/专业机械工程/机电一体化班级学号学生姓名指导教师:2010 年月日┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊CA6140车床主轴箱设计摘要CA6140车床作为主要的车削加工机床,广泛的应用于机械加工行业中,适用于车削内外圆柱面,圆锥面及其它旋转面,车削各种公制、英制、模数和径节螺纹,并能进行钻孔,铰孔和拉油槽等工作。
床身宽于一般车床,具有较高的刚度,导轨面经中频淬火,经久耐用。
机床主轴孔径大,操作灵便集中,溜板设有快移机构。
机床结构刚度与传动刚度均比较高,功率利用率也比较高,适于强力高速切削。
其主轴箱是车床的动力源将动力和运动传递给机床主轴的基本环节。
本设计主要针对CA6140机床的主轴箱进行设计,设计的内容主要有车床运动参数的确定、传动方案和传动系统图的拟定、主要设计零件的验算。
关键词:CA6140机床主轴箱零件AbstractCA6140 lathe as a major turning processing machine, widely used in mechanical processing industry, suitable for cutting YuanZhuMian inside taper surface and other rotation, face, cutting various metric, imperial, module and thread, and diameter drilling, reaming and heaming work. In general, lathe bed width with high stiffness, guide surface by frequency quenching and durable. Spindle aperture, centralized operation spirit, has moved fast. Machine structure stiffness and stiffness are relatively high, transmission power utilization rate is high, suitable for high speed cutting power. It is the power source of the lathe spindle box will force and motion to the spindle of basic link. This design is mainly for the spindle box CA6140 machine design, design is the main content of lathe movement parameters, transmission scheme and transmission system graph and the main design parts.Keywords: CA6140 spindle box parts┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第一章绪论 (1)1.1引言 (1)1.2车床的规格和用途 (1)1.2.1车床的规格 (1)1.2.2车床的用途 (1)2.1确定极限转 (2)2.2确定公比 (2)2.3求出主轴转速级数Z (2)2.4确定结构式 (2)第三章传动方案和传动系统图的拟定 (2)3.1绘制传动系统图 (2)3.1.1选定电动机 (2)3.1.2分配总降速传动比 (2)3.1.3确定传动轴的轴数 (2)3.1.4绘制转速图 (2)3.2传动路线图 (5)3.2.1传动系统可用传动路线表达式 (5)3.2.2车削米制螺纹时传动链的传动路线 (5)3.2.3加工螺纹时的传动路线表达式归纳总结 (6)第四章主要设计零件的验算 (6)4.1主轴箱的箱体 (6)4.2传动系统的I轴及轴上零件设计 (8)4.2.1普通V带选择与计算 (8)4.2.2离合器的选择与计算 (10)4.2.3齿轮的验算 (12)4.2.4传动轴的验算 (14)4.2.5轴承疲劳强度校核 (15)4.3.传动系统的Ⅱ轴及轴上零件设计 (16)4.3.1齿轮的验算 (16)4.3.2传动轴的验算 (19)4.3.3轴组件的刚度验算 (20)4.4传动系统的Ⅲ轴及轴上零件设计 (22)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊4.4.1齿轮的验算 (22)4.4.2传动轴的验算 (25)4.4.3轴组件的刚度验算 (27)致谢 (30)参考文献 (31)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第一章绪论1.1 引言车削加工是由车床、车刀、车床夹具和工件共同构成的车削工艺系统中完成的。
(完整版)CA6140车床主轴的加工工艺最新论文毕业设计

以下文档格式全部为word格式,下载后您可以任意修改编辑。
题目:CA6140车床主轴加工工艺以及夹具设计学晓班级:09级机械设计制造及其自动化学号:姓指导老师目录摘要........................................................................................ (1)目录 (2)前言……………………………………………………………………………….. ..5第一章概论 (6)1.1车床的历史及发展…………………………………………… (6)1.1.1车床的历史…………………………………… (6)1.1.2车床的诞生及发展…………………………………… (6)1.2普通车床及CA6140卧式车床的简介 (7)1.2.1普通车床的基本知识 (7)1.2.2 CA6140车床简介 (9)1.3 CA6140卧式车床主轴的作用 (11)1.3.1 主轴的结构特点 (11)1.3.2 主轴的作用……………………………………………………11第二章CA6140卧式车床主轴的选材 (12)2.1 车床主轴的工作条件与技术要求 (12)2.1.1 主轴的基本要求 (12)2.2 主轴的选材与原因 (13)2.3 材料的热处理…………………………………………………… (13)第三章CA6140卧式车床主轴的加工工艺3.1 机床主轴的机械加工工艺分析……………………………………..3.1.1 机床主轴的基本加工路线………………………………….3.2 主轴加工工艺过程……………………………………………………..3.2.1 主轴的基本要求………………………………………………….3.2.2 主轴的加工工艺…………………………………………………第四章CA6140卧式车床主轴的加工精度及误差分析 (14)4.1 加工精度及误差 (14)4.1.1 加工精度与加工误差 (14)4.1.2 原始误差…………………………………………………… (14)4.1.3 研究机械加工精度的方法……………………………………. .144.2 工艺系统集合误差………………………………………………… (14)4.2.1 机床的几何误差 (14)4.2.2 主轴回转误差 (15)4.2.3导轨误差…………………………………………………… (15)4.2.4 传动链误差………………………………………………… (16)4.2.5刀具的几何误差 (16)4.3 定位误差………………………………………………… (16)4.3.1 基准不重合误差…………………………………………………..164.3.2 定位副制造不准确误差 (16)4.4 工艺系统受力变形引起的误差 (17)4.4.1工件刚度………………………………………………… (17)4.4.2 刀具刚度………………………………………………… (17)4.4.3 机床部件刚度……………………………………………………..174.4.5 工艺系统受热变形引起的误差 (17)4.5 结论:提高加工精度的途径……………………………………………CA6140卧式车床主轴的加工工艺………………………………………第五章主轴的精度检验及调整………………………………………………5.1 主轴精度检验及还原…………………………………………………..5.1.1主轴及主要精度的检验………………………………………….5.1.2 检验后的精度还原…………………………………………….5.2 主轴的主要精度检验……………………………………………..5.3 主轴与其部件的装配精度………………………………………….5.3.1 主轴上传动件合理布置……………………………………….5.3.2 主轴与滚动轴承的装配……………………………………………5.3.3 主轴与齿轮的装配……………………………………………第六章车床主轴的维修与保养及废旧主轴的再利用…………………………….6.1 主轴的维护………………………………………………………………6.1.1 维修护理方式…………………………………………………..6.1.2 维修保养内容……………………………………………………6.2主轴的拆卸与清洗……………………………………………………….6.2.1与其部件的拆卸……………………………………………………. .6.2.2主轴与其部件的清洗内容…………………………………………..6.3 废旧主轴精度回升方案………………………………………………6.3.1 废旧主轴的类型……………………………………………………….6.3.2 主轴精度回升的方法………………………………………….6.4 主轴的再制造工程………………………………………………………6.4.1 再制造工程及其影响…………………………………………………6.4.2 主轴的再制造工程……………………………………………….前言伴随着世界的不断进步,科技的不断发展,数字化机械设备风靡全球,不断占领市场,尤其是金属切削中的数控机床已经成为时代的先驱,引领潮流。
CA6140车床主轴加工工艺

车床主轴加工工艺1.CA6140车床主轴技术要求及功用图1 CA6140车床的主轴简图图1为CA6140车床主轴零件简图。
由零件简图可知,该主轴呈阶梯状,其上有安装支承轴承、传动件的圆柱、圆锥面,安装滑动齿轮的花键,安装卡盘及顶尖的内外圆锥面,联接紧固螺母的螺旋面,通过棒料的深孔等。
下面分别介绍主轴各主要部分的作用及技术要求:⑴支承轴颈主轴二个支承轴颈A、B圆度公差为0.005mm,径向跳动公差为0.005mm;而支承轴颈1∶12锥面的接触率≥70%;表面粗糙度Ra为0.4mm;支承轴颈尺寸精度为IT5。
因为主轴支承轴颈是用来安装支承轴承,是主轴部件的装配基准面,所以它的制造精度直接影响到主轴部件的回转精度。
For personal use only in study and research; not for commercial use⑵端部锥孔主轴端部内锥孔(莫氏6号)对支承轴颈A、B的跳动在轴端面处公差为0.005mm,离轴端面300mm处公差为0.01 mm;锥面接触率≥70%;表面粗糙度Ra为0.4mm;硬度要求45~50HRC。
该锥孔是用来安装顶尖或工具锥柄的,其轴心线必须与两个支承轴颈的轴心线严格同轴,否则会使工件(或工具)产生同轴度误差。
⑶端部短锥和端面头部短锥C和端面D对主轴二个支承轴颈A、B的径向圆跳动公差为0.008mm;表面粗糙度Ra为0.8mm。
它是安装卡盘的定位面。
为保证卡盘的定心精度,该圆锥面必须与支承轴颈同轴,而端面必须与主轴的回转中心垂直。
⑷空套齿轮轴颈空套齿轮轴颈对支承轴颈A、B的径向圆跳动公差为0.015 mm。
由于该轴颈是与齿轮孔相配合的表面,对支承轴颈应有一定的同轴度要求,否则引起主轴传动啮合不良,当主轴转速很高时,还会影响齿轮传动平稳性并产生噪声。
For personal use only in study and research; not for commercial use⑸螺纹主轴上螺旋面的误差是造成压紧螺母端面跳动的原因之一,所以应控制螺纹的加工精度。
任务二 CA6140型卧式车床进给部件机械装调
任务二CA6140型卧式车床进给部件机械装调【知识点】1.车床进给部件结构及工作原理。
2.车床进给部件拆装工艺及调整方法。
【能力目标】1.能够根据车床进给部件装配图制定进给部件的拆装工艺。
2.能够完成车床进给部件的拆装与调试。
3.能够完成车床进给部件精度的检测及调整。
一、任务描述对车床进给部件进行机械装配与调试,并达到国家标准精度要求。
二、任务分析车床进给箱是将机床主轴箱传递的运动经变速后传递给溜板箱,其装调质量直接影响车床的加工性能和精度,在掌握车床进给箱部件的结构、装配与调试的方法、装调工具的使用及相关国家标准的基础上,完成车床进给部件装调任务。
三、结构认知车床进给箱部件的功用是将机床主轴箱经挂轮组传递的运动经各种速比的变速,使光杠、丝杠得到不同的转速,以取得不同的进给量和加工不同螺距的螺纹。
图15为CA6140型卧式车床的进给箱,由Ⅻ轴将主轴的动力经挂轮组输入,经箱内基本组和增倍组变速机构变速后,由ⅩⅧ轴及连轴节将运动传递给丝杠,由ⅩⅨ轴及联轴节将运动传递给光杠。
进给箱主要由基本螺距机构、增倍机构、变换螺纹种类的移换机构及操纵机构等组成。
箱内主要传动轴以两组同心轴的形式布置。
图15 CA6140型卧式车床进给箱装配展开图调节螺钉;2、9-调整螺母;3、4-深沟球轴承;5、7-推力球轴承;6-支承套;8-双螺母;10-丝杠、光杠转换机构;1增倍机构;12-移换机构;13-基本螺距机构(一)进给箱的轴结构轴Ⅻ、ⅩⅣ、ⅩⅦ及丝杠布置在同一轴线上(见图15)。
轴ⅩⅣ两端以半月键连接两个内齿离合器,并以套在离合器上的两个深沟球轴承3和4支承在箱体上。
内齿离合器的内孔中安装有圆锥滚子轴承,分别作为轴Ⅻ右端及轴ⅩⅦ左端的支承。
轴ⅩⅦ右端由轴ⅩⅧ左端内齿离合器孔内的圆锥滚子轴承支承。
轴ⅩⅧ由固定在箱体上的支承套支承,并通过联轴节与丝杠相连,两侧的推力球轴承5和7分别承受丝杠工作时所产生的两个方向的轴向力。
第四章 CA6140型卧式车床

第四章CA6140型卧式车床概述一、车床的分类车床可分为:①普通(卧式)车床;②立式车床(主要用于外形为非回转体的零件的车削加工);③半自动及自动车床;④仿形车床;⑤专门化车床(如铲齿车床、凸轮轴车床、曲轴车床、轧辊车床等)等。
其中以普通车床应用最广泛。
二、车床的运动主运动——工件的回转运动进给运动——刀架的移动第一节CA6140型卧式车床简介一、工艺范围普通车床的工艺范围很广,它可以车削:内、外圆柱面、圆锥面、成形回转面、环行槽,以及车削端面和各种螺纹,还可以进行钻孔、扩孔、攻丝、套丝和滚花等工作。
二、组成(图4-1)三、主要技术参数40 —最大工件回转直径400mm见书P.72 。
([注]主轴内孔直径50mm;最大棒料直径48mm)第二节CA6140型卧式车床传动系统图1.传动系统图——用简化符号将动力源、执行件以及所有的传动元件以展开图的形式绘制的平面图。
(见图4-2)2.展开图——(1)由于传动系统图是平面图,有些元件可能被遮挡住,所以要利用展开图。
(2)展开图的轴向反映了各元件真实的相对位置关系。
(3)展开图的径向:①相啮合齿轮所在两轴反映真实的相对位置关系②其余则不能反映真实的相对位置关系3.根据图4-2认识有关的符号及含义①电动机(动力源)②主轴(执行件)③刀架(执行件)⑤齿轮传动⑥ 轴(Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、……)(轴号在图中必须标出) ⑦ 蜗杆传动⑧ 挂轮(交换齿轮)⑨ 换向机构 (参考 图4-3 )⑩ 轴承⑾ 离合器(M 1、M 2、M 3、……)(注意离合器的位置及用途)4.分析传动系统图的步骤(以每条传动链看)a )找两端,连中间;b )确定计算位移;c )写出传动路线表达式;d )写出运动平衡式(或还需化简成“换置公式”)。
[注]i1u一、主 传 动(主运动传动链)1.两端件及计算位移电动机主轴(n电= 1450 r / min)(n z)2.传动方式及传动路线表达式(1)传动方式①定比传动—带传动a)降速b)柔性传动(减振、吸振)c)可较远距离传递②双向片式摩擦离合器可在电机不停机状态下,使主轴:a)正转(并与换向机构配合)b)反转c)停止转动③背轮机构(ⅢⅤ)可合理利用径向空间(注意:图中Ⅲ轴与Ⅴ轴同轴线)④高速分支利用M2,使Ⅲ轴的运动直接传到Ⅵ轴(主轴)⑤斜齿轮副Ⅴ—Ⅵ之间用了一对斜齿轮传动(定比传动),目的一是使传动平稳;二是在低速时,可比直齿轮传动受力大。
CA6140车床加工工艺说明书

课程设计说明书设计题目:设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)设计者指导教师目录前言................................ 错误!未定义书签。
一.设计的目的:.. (3)二.零件的分析 (3)(一)、零件的作用: (3)(二)、零件的工艺分析: (3)二、工艺规程设计 (4)(一) 确定毛坯的制造形成。
(4)(二)基准的选择。
(4)(三)制定工艺路线。
(4)(二) 机械加工余量。
(6)(四)确定切削用量及基本工时。
(7)夹具设计 (18)(一)问题的提出 (18)(二)夹具设计 (18)参考文献 (20)小结 (20)械加工工序卡片 (22)一.设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
同时,也为以后搞好毕业设计打下良好基础。
通过课程设计达到以下目的:1、能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。
2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。
通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。
3、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。
二.零件的分析(一)、零件的作用:题目给定的零件是CA6140拨叉(见附图1)它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
宽度为18+0.0120mm的槽尺寸精度要求很高,因为在拨叉拔动使滑移齿轮时果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度。
所以,宽度为18+0.0120mm的槽和滑移齿轮的配合精度要求很高。
关于CA6140卧式车床主轴的加工研究

关于CA6140卧式车床主轴的加工研究发布时间:2021-06-07T15:29:30.387Z 来源:《基层建设》2021年第4期作者:赵呈凯[导读] 摘要:社会经济的发展,我国的数字化机械设备的应用越来越广泛。
新疆乌鲁木齐市石油化工总厂设备安装公司新疆乌鲁木齐 830019摘要:社会经济的发展,我国的数字化机械设备的应用越来越广泛。
特别是在金属切削领域,数控车床已然成为引领潮流的时代先驱,备受重视。
但与此同时,普通车床也不甘落后,其在加工制造中凸显出独有的优势。
CA6140卧式车床是普通车床中的典型代表,其车床主轴加工工艺考究,值得探析。
文章概述了CA6140卧式车床相关情况,分析了CA6140车床主轴的技术要求及选材,最后研究了CA6140卧式车床主轴的加工工艺,以期为当代普通车床加工提供一些可行性借鉴。
关键词:CA6140卧式车床;主轴;加工;工艺;精度引言主轴系统在超重型卧式数控机床运行系统中较为重要,作为生产大型工件的数控制造系统,该系统运行稳定性、精准性,关乎数控机床加工生产总体成效,一旦主轴系统动态性能无法得到保障,将直接影响产品综合质量。
基于此,为了使当前超重型CA6140卧式车床生产加工成效得以提升,数控系统生产质量得到保障,研究主轴系统动态性能显得尤为重要。
1普通CA6140卧式车床主轴概述普通CA6140卧式车床的主轴部件是主轴箱最重要的部分,车削时工件装夹在主轴上的夹具中,并由其直接带动工件做旋转运动,在工作中要承受很大的切削力。
主轴是一种常见的回转类零件,它由多种部分组成,例如螺纹、内外圆柱面、花键、内孔等,作为机床中的执行件,主轴主要起到了一种对传动件进行支撑的作用,同时还能对转矩进行传动。
2依据卧式镗主轴装配要求提高设备精度卧式镗床前后轴承采用背对背结构进行安装,为提高其装配精度,需依据其装备需求,通过调整圆螺母、调整垫、止退垫,使主轴预紧力得以优化,并达到锁紧目的,套筒内的卧式镗床主轴通过平键与外部主轴连接,同时能跟随主轴做旋转运动,在传动链作用下套筒内主轴可朝前后方向移动,其中平键联结过盈量需控制在0.02~0.03mm,镗床主轴与主轴套筒间隙控制在0.01~0.02mm,以0.025mm为标准控制装备后主轴外延端面300mm处径向跳动差,近轴端镗床主轴轴孔跳动差应≤0.015mm,离轴端镗床主轴径向跳动差应≤0.02mm。
CA6140型车床主轴箱操纵机构及轴的毕业设计(可编辑)

摘要此次毕业设计要求综合的运用机械制图、机械设计、机械原理、机械制造技术、金属切削机床设计等相关知识对CA6140型卧式车床进行了传动设计,主要对其主轴箱的结构和传动原理进行深入的了解。
CA6140车床是我国设计制造的典型的卧式车床,在我国机械制造类行业中使用极为广泛。
近些年,虽然随着电子计算机的发展,数控技术和数控机床得到的较大的发展,但通过对普通车床的研究和设计,可以开阔我们的视野,增强我们的实践经验,加强我们自己动手的工作能力,巩固所学知识,在我们马上要走上工作岗位之际,对提高我们的专业素质有很大的帮助。
本次毕业设计的研究内容、方法、成果:1、通过绘制车床主轴箱操纵机构的装配图,进一步深入的了解了主轴箱的结构和其传动原理;2、通过运用机械原理和机械设计等知识对车床进给箱中的轴进行设计和校核;3、最后运用机械制图知识绘出CA6140型卧式车床主轴箱操纵机构,并运用AutoCAD制图软件绘制进给箱中的014轴,进一步熟练了CAD的使用。
关键词:CA6140型车床;主轴箱;传动系统;轴的设计;轴的绘制;ABSTRACTThe integrated design uses a mechanical drawing,mechanical design, mechanical principles, machinery manufacturing technology, Metal Cutting Machine design knowledge to CA6140 horizontal lathe design of the drive, Headstock mainly on the structure and box drive principle in-depth understanding. CA6140 lathe is the design and manufacture of a typical horizontal lathe. China's machinery manufacturing industries, is widely used. In recent years, although the development of electronic computers, technology and CNC machine tool CNC is the larger development, But through Lathe of research and design, broadening our horizons, enhance our practical experience, strengthen our own hands the ability to consolidate knowledge, we all got to go to work when to improve the professional quality of our great helpThe graduation of the study design, methods, results :1. Drawing spindle lathes me through manipulation of the assembly, further in-depth understanding of the structure of the spindle box and its drive principle2. Through the use of mechanical principles and mechanical design knowledge to design and check the shaft in lathe3. Finally the use of AutoCAD software rendering the machine spindle and operating mechanism , and the use of CAD to render the 014 shaft in lathe;Further skilled in the use ofCADKeywords : CA6140 lathe; Headstock; Transmission; Axis designs; Axis drawing.目录第一章绪论 11.1 毕业设计的目的及意义 11.2毕业设计的内容 11.3设计步骤 21.4设计时应注意的事项3第二章 CA6140型卧式车床的简介 42.1 CA6140车床的用途 42.2 CA6140车床的分类 52.3 CA6140工艺范围52.4 CA6140车床的布局 5第三章 CA6140型车床传动系统83.1车床传动路线及传动分析83.2 主轴箱的传动链 103.3 主轴箱的主要构造12第四章 CA6140型车床齿轮传动设计184.1分级变速传动链设计184.2动力计算224.3计算转速244.4机床的功率转矩特性24第五章 CA6140型卧式车床主轴箱结构设计265.1轴的设计及轴上零件的定位265.2 轴承、密封、润滑285.3齿轮305.4操纵机构315.5箱体34第六章 014轴(ⅩⅢ轴)的设计计算及校核396.1轴的结构设计原则396.2轴的强度计算406.3轴的材料及选择416.4 014轴(ⅩⅢ轴)的设计计算及校核45参考文献50致谢 51第一章绪论1.1 毕业设计的目的及意义毕业课题(论文)教学过程是实现本科培养目标要求的重要阶段,是基础理论学习深化与升华的重要环节,是全面检验学生综合素质与实践能力培养效果的主要手段,是学生毕业及学位资格认证的重要依据,是衡量高等学校教育质量和办学效益的重要评价内容。
金属切削机床第三章 CA6140型卧式车床

8—溜板箱 9—左床腿 10—进给箱 11—交换齿轮变速机构
CA6140型卧式车床的主轴中心线在床身导轨面上的高度(中心高) 约为200mm,所以加工盘类零件的最大工件回转直径为400mm。 当加工轴类零件时,由于工件在滑板上通过,而横向滑板的上平面 位于床身导轨之上,因而刀架滑板上的最大车削直径受到限制,只 有210mm,如图3-3所示。
式中 × × ≈
。
表3-3 CA6140型卧式车床车削模数制螺纹模数表m(mm)
表3-3 CA6140型卧式车床车削模数制螺纹模数表m(mm)
Pha=kPa=k
式中有特殊因子“25.4”,而且英制螺纹的导程参数分母为分段的 等差数列(即每英寸牙数a在分母上),因此在CA6140型卧式车床上 车削英制螺纹时应在传动链中设置抵消特殊因子“25.4”的传动
图3-3 卧式车床的中心高与最大车削直径
CA6140型卧式车床为普通精度级机床,根据卧式车床的精度检验 标准,新机床应达到的工作精度为:
精车外圆的圆度 0.01 mm 0.06mm/300 mm
精车表面的粗糙度 Ra1.6 μm
第一节 机床的传动系统
机床的传动系统由主运动传动链、车削螺纹运 动传动链、纵向和横向进给运动传动链、快速 空程运动传动链组成。
一、主运动传动链
车床的主运动是主轴带动工件的 旋转运动。
u1=×=; u2=×=
u3=×≈; u4=×≈1
其中,u3 ≈u2,所以在中、低转速传动路线中,主轴获得的实际转速 只有2×3(2×2-1)=18级正转转速,即通过两条传动路线主轴可获得 正转转速24级,反转转速12级。
CA6140型卧式车床主要部件和机构工作原理和调整方法相关知识.
CA6140型卧式车床主要部件和机构工作原理和调整方法一、主轴部件机构工作原理和调整方法主轴部件是车床的关键部件,工作时工件装夹在主轴上,并直接带动工件作旋转运动,作为主运动。
因此主轴的旋转精度、刚度和抗振性和热变形对工件的加工精度和表面粗糙度有直接影响。
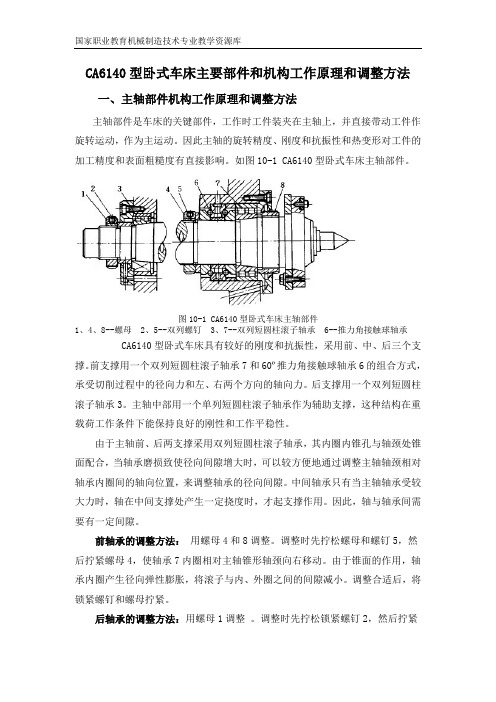
如图10-1 CA6140型卧式车床主轴部件。
图10-1 CA6140型卧式车床主轴部件1、4、8--螺母2、5--双列螺钉3、7--双列短圆柱滚子轴承 6--推力角接触球轴承CA6140型卧式车床具有较好的刚度和抗振性,采用前、中、后三个支撑。
前支撑用一个双列短圆柱滚子轴承7和60º推力角接触球轴承6的组合方式,承受切削过程中的径向力和左、右两个方向的轴向力。
后支撑用一个双列短圆柱滚子轴承3。
主轴中部用一个单列短圆柱滚子轴承作为辅助支撑,这种结构在重载荷工作条件下能保持良好的刚性和工作平稳性。
由于主轴前、后两支撑采用双列短圆柱滚子轴承,其内圈内锥孔与轴颈处锥面配合,当轴承磨损致使径向间隙增大时,可以较方便地通过调整主轴轴颈相对轴承内圈间的轴向位置,来调整轴承的径向间隙。
中间轴承只有当主轴轴承受较大力时,轴在中间支撑处产生一定挠度时,才起支撑作用。
因此,轴与轴承间需要有一定间隙。
前轴承的调整方法:用螺母4和8调整。
调整时先拧松螺母和螺钉5,然后拧紧螺母4,使轴承7内圈相对主轴锥形轴颈向右移动。
由于锥面的作用,轴承内圈产生径向弹性膨胀,将滚子与内、外圈之间的间隙减小。
调整合适后,将锁紧螺钉和螺母拧紧。
后轴承的调整方法:用螺母1调整。
调整时先拧松锁紧螺钉2,然后拧紧螺母,其工作原理与前轴承相同。
但必须注意采用“逐步逼紧”法,不能拧紧过头。
调整合适后,将拧紧锁紧螺钉。
一般情况下,只需调整前轴承即可,只有当调整前轴承仍不能达到回转精度要求时,才需调整后轴承。
二、多片式摩擦离合器机构工作原理和调整方法CA6140型车床主轴箱的开停和换向装置,现大多采用的是机械双向多片式摩擦离合器,其结构如下图10-2 a所示。
CA6140车床1轴的装配及修理解析

基础知识
二、CA6140车床的传动系统图
基础知识
三、CA6140型卧式车床主轴箱展开图
基础知识
四、CA6140主轴箱图三维立体图
双向多片式 摩擦离合器
基础知识
五、CA6140主运动传动系统
CA6140型车床——主轴箱Ⅰ轴的拆装
基 础 知 识
授 课 内 容 CA6140车床摩擦离合器知识 CA6140车床Ⅰ轴部件结构
防止加压套 的松动
CA6140 车床Ⅰ轴部件结构
8、空套齿轮
ห้องสมุดไป่ตู้
空套齿轮的缺口槽与外摩擦 片的4个凸台一起转动,来传 动递运动。
CA6140型车床——主轴箱Ⅰ轴的拆装
基 础 知 识
授 课 内 容 CA6140车床摩擦离合器知识 CA6140车床Ⅰ轴部件结构 CA6140车床Ⅰ轴的装配
CA6140 车床Ⅰ轴的装配
提问:跳 销的用途 是什么?
CA6140 车床Ⅰ轴的装配
第4步:安装正反转摩擦片 1)、正转摩擦片从带轮端装入,先内后外,共计内8外7片。 粉红色的是内摩擦片,蓝色为外摩擦片。 2)、 反转摩擦片从元宝键端装入,先内后外,共计内6外5片 。
CA6140 车床Ⅰ轴的装配
第5步:安装定位(固定)挡圈 先将内定位挡圈(带有螺纹)套入,在花键槽处转30º , 使内定位圈卡住花键凸缘,再套入外定位圈(通孔), 并用平基螺钉使内外定位圈紧固。
应卡在滚动轴 承的槽中
CA6140 车床Ⅰ轴的装配
Ⅰ轴的装配图
CA6140型车床——主轴箱Ⅰ轴的拆装
布置作业: 1、编写CA6140车床主轴箱Ⅰ轴的装配流程图
谢谢大家 敬请各位教师指正!
CA6140 车床Ⅰ轴的装配
CA6140型普通卧式车床结构剖析——实验指导书2019.11.05

CA6140型普通卧式车床结构剖析——实验指导书2019.11.05CA6140型普通卧式车床结构剖析实验指导书课程名称:⾦属切削机床所在学院:核技术与⾃动化⼯程学院教师姓名:郝兴安授课专业:机械⼯程编写⽇期:2018.11.16⼀、实验⽬的1.了解CA6140型普通卧式车床的⽤途、总体布局,以及主要技术性能。
2.掌握CA6140型普通卧式车床的传动原理和路线。
3.掌握CA6140型普通卧式车床主轴箱、进给箱的构造和⼯作原理。
4.了解CA6140型普通卧式车床溜板箱、⼑架、尾座的构造和⼯作原理。
5.本实验项⽬为验证性实验,要求同学认真预习有关课程知识。
⼆、实验设备、仪器及⼯具1.CA6140型普通卧式车床1台2.TYKJ—6140型透明教学车床1台3.CA6140型普通卧式车床的结构挂图4.15⼨活络扳⼿⼀把、内六⾓扳⼿1套、300mm的⼀字旋具把三、注意事项1.关闭电源后,⽅可观察机床内部结构。
2.操作应符合基本操作规范。
3.实验时必须严格遵守实验设备和仪器的各项操作规程,在指导教师的指导下进⾏实验。
四、实验原理了解和分析CA6140型普通卧式车床的主要零部件的构造、功⽤和⼯作原理。
五、实验内容与步骤1.观察CA6140卧式车床的外观,了解卧式车床的⽤途、布局、各操纵⼿柄的作⽤及其操作⽅法。
2.揭开主轴箱盖,根据CA6140卧式车床的传动系统图和主轴箱展开图,看清实现主轴各级转速传动路线及有关传动件的构造。
(1)看懂标牌上符号的意义,明确主轴箱各操纵⼿柄的作⽤。
(2)分析主传动系统的传动路线,主轴的正转、反转、⾼速、低速的各条传动路线是如何调整实现的。
(3)结合现教学挂图,分析摩擦离合器的结构原理及其调整原理和操纵动作的过程,摩擦离合器与制动器的操纵动作的配合关系。
(4)操纵有关⼿柄使Ⅱ—Ⅲ轴上两个沿移齿轮移动,操纵有关⼿柄使Ⅳ轴上的两个滑移齿轮及Ⅵ轴上的⼀个滑移齿轮移动,注意它们的动作过程和啮合位置。
ca6140车床的工作原理

ca6140车床的工作原理
CA6140车床是一种常见的金属加工机床,它的工作原理主要包括以下几个方面:
1. 主轴和进给系统:CA6140车床的主轴由电机驱动,通过皮带传动或齿轮传动将动力传递给主轴。
主轴的转速和进给速度可以通过操作面板进行调节。
进给系统控制工件在车刀下的移动速度,一般由进给电机、传动装置和导轨系统组成。
2. 工作台和车刀架:CA6140车床的工作台安装在床身上,并可沿床身进行移动。
工作台上可装夹需要加工的工件,工作台的移动由进给系统控制。
车刀架安装在工作台上,可以在纵向和横向两个方向上进行移动。
车刀架上安装有车刀,用于切削工件。
3. 切削过程:在加工过程中,工件被夹紧在工作台上,并沿着床身进行移动。
同时,切削过程中车刀架也进行相应的移动,将车刀接触到工件表面进行切削。
车刀切削时可以沿工件的轴向(纵向进给)或者垂直于工件轴向(横向进给)进行。
4. 冷却系统:在切削过程中,为了降低摩擦、冲击和热量对工件和车刀的影响,需要使用冷却液进行冷却。
冷却液通过冷却液泵从储液箱中抽取,并通过冷却系统喷洒到切削区域,起到冷却和润滑的作用。
综上所述,CA6140车床的工作原理涉及到主轴和进给系统、
工作台和车刀架、切削过程以及冷却系统等方面,通过这些组成部分的配合和运动,实现对工件的精确加工。
CA6140型卧式车床实习操作
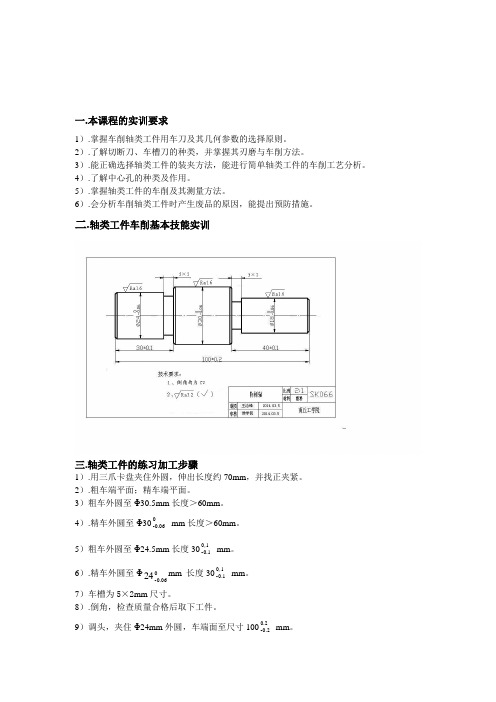
一.本课程的实训要求1).掌握车削轴类工件用车刀及其几何参数的选择原则。
2).了解切断刀、车槽刀的种类,并掌握其刃磨与车削方法。
3).能正确选择轴类工件的装夹方法,能进行简单轴类工件的车削工艺分析。
4).了解中心孔的种类及作用。
5).掌握轴类工件的车削及其测量方法。
6).会分析车削轴类工件时产生废品的原因,能提出预防措施。
二.轴类工件车削基本技能实训三.轴类工件的练习加工步骤1).用三爪卡盘夹住外圆,伸出长度约70mm,并找正夹紧。
2).粗车端平面;精车端平面。
3)粗车外圆至Φ30.5mm长度>60mm。
mm长度>60mm。
4).精车外圆至Φ300.060-。
mm。
5)粗车外圆至Φ24.5mm长度30101.0-6).精车外圆至Φ024mm 长度30101.0-。
mm。
0-.067)车槽为5×2mm尺寸。
8).倒角,检查质量合格后取下工件。
mm。
9)调头,夹住Φ24mm外圆,车端面至尺寸100.20.20-10).粗车Φ18.5mm ,长度至40101.0-。
mm 。
11).精车Φ180.060- mm ,长度至40101.0-。
mm 。
12).车槽为5×2mm 尺寸。
13).倒角,检查质量合格后取下工件。
四.实习所需工具表2-1 学习所需设备及附件、夹具、刀具和量具五.实习过程1.车削轴类工件的车刀2.轴类工件的装夹方法3.轴类工件的检测4.轴类工件的车削工艺及车削质量分析六.轴类工件的检测七.容易产生的问题及注意事项1.用机动进给车削时,注意力要集中,以防滑板等碰撞。
2.粗车时切削力较大,注意工件不要位移。
3.车刀刀刃和轴心线不平行,车成的沟槽槽底一侧直径较大,另一侧直径小成竹节形。
4.防止槽底与槽壁相交处出现圆角和槽底中间尺寸小,靠近槽壁两侧直径大。
5.槽壁与轴心线不垂直,出现内槽狭窄外口大的喇叭形,造成这种情况的主要原因:(1)刀刃磨钝让刀。
(2)刀刃磨角度不正。
CA6140磨擦离合器轴的装拆主轴箱一轴的拆装

间位置时,左、右两组摩擦 片都松开,主轴停止转动。
——机修钳工——
主轴箱一轴拆装工艺 第一阶段:拆卸见主轴箱拆卸视频01主轴箱拆卸.MOV 1、拆下主电机三角皮带, 2、卸下皮带轮, 3、拆下端盖板, 4、拆下Ⅳ轴及其齿轮、轴承, 5、拆下Ⅱ轴及其齿轮、轴承, 6、松开Ⅰ轴上的正转摩擦片,拆下Ⅰ轴轴承座,拉出Ⅰ轴, 7、卸下Ⅰ轴上的所有零件 8、按相反的次序装配。
——机修钳工——
第十章 卧式车床的装配与修理
主轴箱一轴的拆装
实训十-1
教学目的;掌握车床主轴箱一轴的拆装 熟悉摩擦离合器的结构 掌握摩擦离合器的调整
教学重点:一轴的装配 教学难点;装配精度 学时分配: 实训180分钟
——机修钳工——
一、组织教学 检查学生出勤情况,有无迟 到现象,检查学生劳保用品穿 戴是否规范,调动学生情绪进入学习状态。
第一步 安装花键螺套 将螺套的孔也花键处的腰形槽对准
——机修钳工——
第二步 安装拉杆与圆柱销 将拉杆槽与一轴的槽对齐,拉杆孔与螺套的孔对准,并装 上圆柱销,使拉杆与螺套成为一体。
——机修钳工——
第三步 安装调整圈 将弹簧先装入螺套的孔内,再将定位销装入孔中,压下 弹簧,旋上调整圈。
——机修钳工——
第四步 安装摩擦片 正转摩擦片在有螺纹端,先内后外,共计内8外7片。粉红 色的是内摩擦片,蓝色为外摩擦片。
——机修钳工——
第五步 安装花键定位片 先将内定位圈套入,在花键槽处转30º,使内定位圈卡住花键凸 缘,再套入外定位圈,并用平基螺钉使内外定安装好的一轴中部
——机修钳工——
第七步 安装正反转齿轮组件 将两只滚动轴承与内外轴套装进齿轮中。
——机修钳工——