PM10.0后处理修改教程
PM和机明最常见错误提示解决方法大全
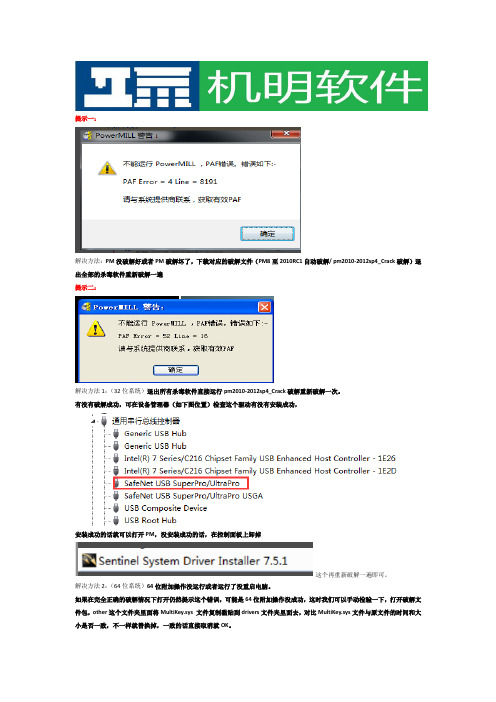
提示一:解决方法:PM没破解好或者PM破解坏了,下载对应的破解文件(PM8至2010RC1自动破解/pm2010-2012sp4_Crack破解)退出全部的杀毒软件重新破解一遍提示二:解决方法1:(32位系统)退出所有杀毒软件直接运行pm2010-2012sp4_Crack破解重新破解一次。
有没有破解成功,可在设备管理器(如下图位置)检查这个驱动有没有安装成功,安装成功的话就可以打开PM,没安装成功的话,在控制面板上卸掉这个再重新破解一遍即可。
解决方法2:(64位系统)64位附加操作没运行或者运行了没重启电脑。
如果在完全正确的破解情况下打开仍然提示这个错误,可能是64位附加操作没成功,这时我们可以手动检验一下,打开破解文件包,other这个文件夹里面将MultiKey.sys 文件复制黏贴到drivers文件夹里面去,对比MultiKey.sys文件与原文件的时间和大小是否一致,不一样就替换掉,一致的话直接取消就OK。
提示三:解决方法:高版本破解只支持同时打开2个PM,打开第三个PM就提示这个,如果前台已经打开了2个PM,就不能进行后台操作,后台操作相当于打开多一个PM在后台运行,如果前台就打开一个PM,那就是已经有2个PM进程,在任务管理器,进程那里关掉一个PM进程即可。
提示四:解决办法1:在计算过程中出现这个提示,重新打开计算一次看看会不会在同一个地方卡住停止工作,如果在同一个地方卡死出现这个提示,有可能是PM参数有问题或者是图档跟PM版本的问题,一般这种情况检查一下刀路参数或者换个PM版本重新计算即可。
解决办法2:如果是打开PM就出现这个提示,先全盘扫描杀毒试试,还不行的话就要重装系统,或者装其他版本的PM使用。
即不是安装问题也不是破解的问题,重装PM和重新破解解决不了这个问题。
提示五:解决方法:卡死左下角出现英文是修改USB设置的问题。
加密狗设置修改前下载一个“外挂加密狗自动USB设置”,退出所有的杀毒软件按说明操作一下即可。
PM后处理修改方法教程

PM后处理修改方法教程powermill 后处理--------------------------------------------------------------------------------对于后处理格式,一般的用户有三个层次的需求:一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。
二、没有适合的,需要改写后处理。
三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。
本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢)现在开始准备工作:1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。
2、打开ductpost\dp-index.html,准备有问题就看帮助。
3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。
如:ductpost -w hurco > hurco.opt 。
这时就可以用文本编辑器来打开这个opt文件了:1、程序头、程序尾的改写:这个在以下的定义里面:define block tape startend definedefine block tape endend define你可以根据自己的需要添加,如:define block tape start"%"N ; "G17G90G80G40G49"end definedefine block tape endN ; "M05"N ; "M30"end define不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明2、是否需要N行号,%:0001N10G28G91X0Y0Z0N30T1M6N40G0G90X-25.Y-40.S800 M3如这上面的N10、N30、N40,另外行号的起始、增量、最大都可以定义。
PM操作手册

.nGenius系统操作手册NetScout公司目录1登录PM (1)1.1Java插件 (1)1.2PM客户端 (2)1.2.1安装PM客户端 (3)1.2.2采用PM客户端登录PM (5)2配置PM服务器 (6)2.1设备管理 (6)2.2全局配置 (8)2.2.1增加单一端口协议 (8)2.2.2增加多端口协议 (9)2.2.3增加基于服务器地址的协议 (9)2.2.4增加基于URL的协议 (10)2.2.5启用P2P协议检测 (11)2.3模板 (12)2.4监控组 (13)2.5配置服务器 (14)2.6用户帐户 (15)3网络流量监控 (17)3.1监控链路层信息 (17)3.2监控网络层信息 (18)3.3监控应用层信息 (19)3.3.1查看某特定应用协议的曲线图.......................... 错误!未定义书签。
3.4监控特定主机信息 (20)3.5监控组分析 (20)3.6监控应用响应时间 (20)3.7数据包捕获分析 (21)4配置并查看报表 (21)4.1Ad Hoc报表 (21)4.2News Paper报表 (22)4.2.1采用Newseditor定制报表 (22)4.2.2查看报表 (23)5常用功能的配置及实现方法 (24)5.1监控响应时间 (24)5.1.1被动测量的配置步骤 (24)5.1.2查看应用响应时间 (29)5.2子网监控(Site Monitor) (32)5.2.1在探针的相应接口启用Site功能 (32)5.2.2定义Site (33)5.2.3绑定Site并修改Site接口速率 (34)5.2.4监控Site (35)5.3配置netlfow (36)5.3.1路由器/交换机的配置 (36)5.3.2配置探针采集NetFlow (37)5.3.3关闭探针的NetFlow (37)6备份和恢复 (38)7常见问题 (38)7.1如何更改PM的IP地址 (38)7.2如何增加工作台的数量 (39)7.3如何记录指定IP主机的流量信息 (39)7.4如何停止PM内置的TFTP服务 (39)7.5如何升级探针Firmware (40)7.6如何复制数据库文件到另一台PM (40)1登录PM登录PM服务器可以采取二种方式:∙Java插件∙PM客户端首先通过IE联接到PM服务器,输入http://PM地址:端口号,在WEB界面的左上角可看到下载界面,有二种选择:Java Plugin、PM Client Install1.1 Java插件点击“Java Plugin”,可看到下载界面,如下图根据客户端的操作系统,选择相应的Java Plugin,如选择windows的Java 插件,会出现提示下载Java文件的提示,如下图可保存到系统中进行安装,也可直接打开进行安装。
PM后处理修改方法教程

N110( MSG, LOAD TOOL ET)
上面的信息,可修改为你需要的,具体参见帮助。也可选择不输出,如:
message output = false
4、圆弧的输出格式:
这个需要讲一下,输出R的就不讲了,专讲I、J、K的输出。大致有三大类:
"%"
N ; "G17G90G80G40G49"
end define
define block tape end
N ; "M05"
N ; "M30"
end define
不过注意这种引号方法优点是简单明了,但控制器只是把它当字符处理,而不能以模态存在,具体可参见其它说明
一、powermill自带的后处理中有适合自己机床要求的,不过要修改、增删些代码。
二、没有适合的,需要改写后处理。
三、机床的代码格式完全与普通G代码格式不同,需建全新的后处理。
本文只针对1、2种需求来进行讲解,至于第三种则是高级篇的范畴了(哈哈,其实我也不知道,还没做过呢)
现在开始准备工作:
1、以不同的控制器试着处理几个G代码文件出来,然后和自己机床的代码进行比较,选一个最接近自己的。
2、打开ductpost\dp-index.html,准备有问题就看帮助。
3、运行:ductpost -w [控制器类型] > [控制器类型].opt ,从而生成OPT文件,这个选最接近你机床的控制器。如:ductpost -w hurco > hurco.opt 。 这时就可以用文本编辑器来打开这个opt文件了:
PM10.0后处理修改教程资料
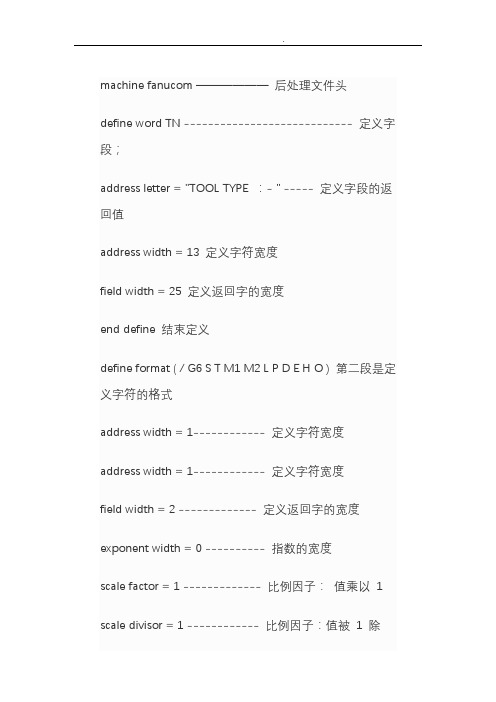
machine fanucom ——————后处理文件头define word TN ---------------------------- 定义字段;address letter = "TOOL TYPE :- " ----- 定义字段的返回值address width = 13 定义字符宽度field width = 25 定义返回字的宽度end define 结束定义define format ( / G6 S T M1 M2 L P D E H O ) 第二段是定义字符的格式address width = 1------------ 定义字符宽度address width = 1------------ 定义字符宽度field width = 2 ------------- 定义返回字的宽度exponent width = 0 ---------- 指数的宽度scale factor = 1 ------------- 比例因子:值乘以1 scale divisor = 1 ------------ 比例因子:值被1 除tape position = 1----------- 字前留一个空格print position = 1 -----------打印位置sign = none----- 用于不需要G代码和进给率sign = if negative 仅标识负坐标sign = always 如果需要+ / - 号not permanent -------- 不需要行号not modal ------------ 仅当改变时需要重复的字为modal 。
(模态)。
通常G 代码和X, Y 和Z 为坐标为modal,但圆心通常使用的I, J, K 代码通常不是,因此它们为not modal .metric formats --------------- 公制leading zeros = false --------- 前导0trailing zeros = true ----------后导0decimal point = false ------ 不需要小数点decimal places = 2 -------- 小数点后2imperial formats ------------- 英制word order=====================语序word order = ( OP N G1 G2 G3 G4 G5 )word order = ( + G6 G7 X Y Z B C )word order = ( + I J K R D S T )word order = ( + H M1 M2 MS msg EM Q )word order = ( + Q1 Z2 R2 ID F )word order = ( + TN TD TR DY MT YR PM )define keys 第三段是定义键值blocknumber = N —————定义程序段号preparatory function = G1 ——定义准备功能指令aux function = M1 -------------定义辅助功能指令x feedrate not used ---------- 定义X 进给率指令y feedrate not used ---------- 定义Y 进给率指令z feedrate not used ——------ 定义Z 进给率指令circle angle not used ————圆周角度x coordinate = X —————----定义X 坐标轴y coordinate = Y —————----定义Y 坐标轴z coordinate = Z —————--- 定义Z 坐标轴key i = I —————---------- 定义X 轴矢量I 键key j = J ————— ----------定义Y 轴矢量Jkey k = K —————---------- 定义Z 轴矢量K 键feedrate = F —————------- 定义进给率指令feedrate per revolution = F--- 定义每转进给率指令spindle = S ——————----- 定义主轴指令tool number = T —————— --定义刀具指令cycle dwell not used-----------不使用循环停留dwell = X —————---------- 定义暂停时间键值tool length = H ——---------- 定义刀具长度补偿指令tool radius = D ——---------- 定义刀具半径补偿指令drill peck depth = Q1 ————钻孔的啄钻深度drill hole depth = Z2 ————-定义钻孔深度clearplane = R2 ———-------- 定义安全平面高度message start = MS ——------- 定义注释的开始符message end = EM ——--------- 定义注释的结束符opskip = OP ———— --------- 定义跳段符号radius = R ————— -------- 定义半径R 键program id = ID ————— --- 定义程序号azimuth axis = B ---- ---------在多轴加工中,定义方位轴elevation axis = C ——------- 在多轴加工中,定义仰角轴3rd rotation axis = null ----- 在多轴加工中,定义第三旋转轴leader not used----------------领导不使用x vector not used--------------X矢量不使用y vector not used--------------Y矢量不使用z vector not used--------------Z矢量不使用error not used-----------------错误不使用end definedefine codes ------------- --------- 定义指令值rapid = G1 0 =====---------- -------- 快速点定位linear = G1 1 ===== ----------------- 直线插补circle cw = G1 2 =====------------- 顺圆插补circle ccw = G1 3 =====------------ 逆圆插补dwell = G6 4 === ------------------- 暂停、准确停止xy plane = G3 17 ======------------- XY 平面zy plane = G3 19 =====--------- ---- YZ 平面xz plane = G3 18 =====------------- ZX 平面compensation off = G2 40 == ------ 取消刀具半径补偿compensation on left = G2 41 ==== 刀具半径左补偿compensation on right = G2 42 === 刀具半径右补偿imperial data = G4 20 ===== --------- 英寸输入metric data = G4 21 =======---------- 毫米输入absolute data = G5 90 ====----------- 指定绝对坐标编程incremental data = G5 91 ====-------- 指定增量坐标编程from = G3 54 ===== -------------------制定工作坐标系feedrate per minute not used ====== 每分钟进给feedrate per revoluti not used ===== 每转进给spindle rpm not used -------------- 每分钟转速constant surface speed not used------ 恒定的表面速度drill = G4 81 ==== -------------------钻孔循环锪镗循环break chip = G4 82 === ---------------钻孔循环或反镗循环deep drill = G4 83 ======----------- 深孔钻循环tap = G4 84 ======= ------------------攻丝循环bore 1 = G4 85 =======--------------- 镗孔循环bore 2 = G4 86 ======--------------- 镗孔循环bore 3 = G4 87 ======---------------- 背镗循环bore 4 = G4 88 ======---------------- 镗孔循环bore 5 = G4 89 ====== ----------------镗孔循环end of drill = G4 80 ======---------- 固定循环取消macro start not used ======= ---------宏程序模态调用macro end notused =====------------- 宏程序模态调用取消macro call not used ========--------- 宏程序调用cycle retract = G6 99 ==------------ 固定循环返回到R 点tool length offset = G3 43 ====----- 正向刀具长度补偿spline not used ========------------- spline 插补方式stop = M1 0 ====--------------------- 程序停止opt stop = M1 1 =====---------------- 选择停止spindle on cw = M1 3 =====----------- 主轴正转spindle on ccw = M1 4 =====---------- 主轴逆转spindle off = M1 5 =====------------- 主轴停止spin coolant on cw =----------------- M1 13spin coolant on ccw =---------------- M1 14spin coolant off = M1 5 ====-------- 冷却液关change tool = M1 6 ===== ------------ 自动换刀coolant on mist = M1 7 === ---------- 雾状冷却液coolant on = M1 8 ====--------------- 冷却液开coolant on flood = M1 8 =------------ 冷却液开(喷出)coolant off = M1 9 ===== -------------冷却液关clamp on not used ------ -------------主轴锁紧clamp off not used--------------------主轴锁紧不使用end of tape = M1 2 =====------------- 程序结束end of prog = M1 30 ===== ------------程序结束gear range 1 not used---------------- 变速范围1不使用gear range 2 not used---------------- 变速范围2不使用gear range 3 not used---------------- 变速范围3不使用constant contour speed not used----- 持续的轮廓速度不使用constant contour speed 2 not used----持续的轮廓速度2不使用word drill not used------------------钻孔指令不使用word break chip not used------------不使用断屑word deep not used------------------孔深不使用word tap not used------------------冷却水不使用word bore 1 not used---------------孔1不使用word bore 2 not usedword bore 3 not usedword bore 4 not usedword bore 5 not usedcoolant on tap not used-------------冷却液不使用rigid tap not used ======----------- 刚性攻丝helical drill not used ------------ 螺旋钻孔helical retract drill not used------螺旋钻孔不使用end define=========================== 定义变量Print header ="Delcam Post processor"==== 定义打印标题machine name = "Fanuc6m version 1.2" === 机器名point================================== 小数点zero = "0" ============================= 零tape headers = 1 ======================= 纸带标题integer 6 = 2====================== === 定义冷却液开(M07 、M08 )的输出方式,此变量共有三个选项——0 :在后处理时遇到相关指令时输出;1 :在下一段中单独输出;2 :在下一段中和坐标移动一起输出。
后处理修改方法必看

进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC 控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择Mpfan.PST文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示:单击FIND NEXT按钮,查找结果所在行为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e插入G54指令到当前行,将其修改为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e输出的NC文件修改前对应位置指令为:N102G0G17G40G49G80G90修改后变为:N102G0G17G40G49G80G90G54查找当前行的上一行:pbld, n, *smetric, e将其整行删除,或加上“#”成为注释行:#pbld, n, *smetric, e修改后G21指令不再出现,某些控制器可不用此指令。
powermill后处理修改参考
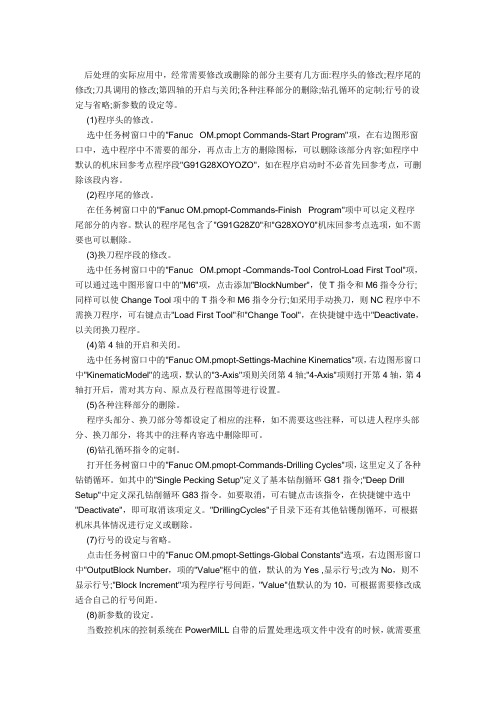
后处理的实际应用中,经常需要修改或删除的部分主要有几方面:程序头的修改;程序尾的修改;刀具调用的修改;第四轴的开启与关闭;各种注释部分的删除;钻孔循环的定制;行号的设定与省略;新参数的设定等。
(1)程序头的修改。
选中任务树窗口中的"Fanuc OM.pmopt Commands-Start Program"项,在右边图形窗口中,选中程序中不需要的部分,再点击上方的删除图标,可以删除该部分内容;如程序中默认的机床回参考点程序段"G91G28XOYOZO",如在程序启动时不必首先回参考点,可删除该段内容。
(2)程序尾的修改。
在任务树窗口中的"Fanuc OM.pmopt-Commands-Finish Program"项中可以定义程序尾部分的内容。
默认的程序尾包含了"G91G28Z0"和"G28XOY0"机床回参考点选项,如不需要也可以删除。
(3)换刀程序段的修改。
选中任务树窗口中的"Fanuc OM.pmopt -Commands-Tool Control-Load First Tool"项,可以通过选中图形窗口中的"M6"项,点击添加"BlockNumber",使T指令和M6指令分行;同样可以使Change Tool项中的T指令和M6指令分行;如采用手动换刀,则NC程序中不需换刀程序,可右键点击"Load First Tool"和"Change Tool",在快捷键中选中"Deactivate,以关闭换刀程序。
(4)第4轴的开启和关闭。
选中任务树窗口中的"Fanuc OM.pmopt-Settings-Machine Kinematics"项,右边图形窗口中"KinematicModel"的选项,默认的"3-Axis"项则关闭第4轴;"4-Axis"项则打开第4轴,第4轴打开后,需对其方向、原点及行程范围等进行设置。
(完整word版)PM操作手册
(完整word版)PM操作手册集团股份有限公司SAP—PM操作手册目录一、功能位置 (3)1.创建功能位置:IL01 (3)2.修改功能位置:IL02 (5)3.显示功能位置:(IL03) (7)4.按功能位置结构展开(IH01) (8)二、固定资产类设备新增 (9)1.固定资产类新增提报 (9)2.供应部建立采购订单ME21N (9)3.收货MIGO (9)4.设备到货,完善设备主数据 (9)三、项目设备 (13)1.项目利用旧设备 (14)2.项目采购新设备 (14)四、设备BOM的新增、修改 (14)1.新增单个设备BOM (14)2.修改设备BOM (21)3.显示设备BOM (21)4.批量导入设备BOM (21)五、故障知识库的新增、修改 (21)1.故障现象的新增、修改 (21)2.故障原因新增、修改 (24)六、状态监测点的新增、修改 (24)1.创建状态监测点 (24)2.修改状态监测点信息 (26)3.单个查询状态监测点的信息 (26)4.批量显示计量点 (26)5.录入状态监测点数据记录 (27)6.显示计量凭证(状态监测记录) (29)七、密封点 (30)1.根据功能位置创建密封点 (30)2.修改密封点信息 (32)3.查询计量点(密封点)信息 (33)4.密封点泄漏率统计报表查询 (33)八、换油点 (33)1.创建换油点 (33)2.修改换油点信息 (35)3.查询计量点(换油点)信息 (35)4. 维护换油信息 (35)5.换油执行 (36)6.换油历史记录 (36)九、测厚点 (37)1.创建测厚点 (37)2.修改测厚点信息 (38)3.查询计量点(测厚点)信息 (39)4.测厚监控平台 (39)5.测厚执行 (40)6.测厚历史记录 (40)十、设备维修流程 (40)1.职能部门创建维修通知单 (41)2.建立维修订单 (45)3.领料 (54)4.维修执行——内部维修(车间内部维修) (54)5.维修执行——外部维修(车间外) (55)6.维修工单报工 (55)7.维修订单关闭 (56)8.维修工单状态对照表 (58)十一、设备保养 (58)1.设备保养计划导入 (58)2.查看维护保养计划 (59)3.设备保养执行 (60)4.打印保养工单 (62)5.保养工单报工、结算、关闭 (63) 十二、特种设备定检 (63)十三、设备调拨 (64)1.调拨申请 (64)2.财务处理 (64)3.职能部门处理 (64)十四、设备报废 (68)1.车间OA申请 (68)2.职能部门对设备调拨 (69)3.财务资产号报废 (69)十五、设备状态变更 (69)1.车间OA申请 (69)2.职能部门对设备调拨 (69)十六、文档管理 (70)1.创建设备文档 (70)2.修改、更新、查看文档 (74)十七、设备大修 (76)1.大修计划的制定及导入 (76)2.大修执行 (77)十八、报表相关说明 (77)1.设备台账报表 (77)2.设备故障分析报表 (80)3.设备故障率统计报表 (81)4.密封点泄漏率统计报表 (81)5.维修成本报表 (82)6.设备管理指标统计报表 (83)7.设备管理指标统计报表 (83)一、功能位置责任部门:设备科责任人:固定资产管理员1.创建功能位置:IL01在事物代码输入框处输入事务代码(IL01)回车进入界面;1.1单击结构标识后面的选择框,在弹出的选择界面上选择圣泉PM结构标识(XXXX—XXXX —XX—XX);功能位置分四层,按照XXXX—XXXX—XX—XX的格式去创建,第一层代表工厂(SAP的概念),第二层是车间名称代码(一般是车间名称首字母,附录里有对照表),第三层代表工段,第四层代表楼层。
PM平台系统插件设置指南

PM平台系统插件设置指南PM平台的进度图编制等功能使用时需要用到特定的系统插件,因各机器操作系统不尽相同,造成无法使用等问题。
现将系统插件的设置操作及使用方法进行详细讲解。
第一:系统插件设置:1、推荐使用"360安全浏览器",如使用IE浏览器易出现问题。
360安全浏览器安装方法:2、从“”下载360安全卫士,也可直接下载360安全浏览器:如下载的为360安全卫士,按下列方法安装,如直接下载360安全浏览器,按其要求安装即可。
2.1从360安全卫士中安装360安全浏览器安装好360安全卫士后,单击主页面上的【装机必备模块】进入下面页面中,在此点击下载安装360安全浏览器即可。
3.1、将弹出窗口限制去掉:在浏览器最上方的【工具】菜单中将“弹出窗口广告过滤”项的对勾去掉。
3.2对浏览器进行设置打开浏览器最上方的【工具】菜单,选中【Internet选项】,出现如下窗口:在此窗口中选中【安全】项,出现下面对话框,首先来设置受信任站点。
用鼠标单击【受信任的站点】图标,然后再单击【站点】按钮。
在文本框中将PM系统的网站IP进行填写,并单击【添加】按钮,并将最下方(对该区域中的所有站点要求服务器验证)前的“√”去掉。
点击【确定】按钮。
3.3单击窗口中的【自定义级别】按钮3.4按下面所列的内容进行设置3.4.1一般只需将下图有关的项目设置成启用后就可使用,如仍无法使用,请完全按3.4.2的设置方法进行设置。
3.4.2 完全设置法设置完成后,单击【确定】按钮即可。
如仍出现无法使用的情况,可将此部分的设置先行进行其他调整,如将安全级设为中,更改其中的内容后点击确定,然后再开始按本步骤进行设置。
4、设置完成后,进入PM系统,按下列方法进行PKPM插件的安装。
4.1安装首次进入计划编制界面如下:点击打开如下页面:在上图中点击后打开如下页面,将该工具的安装程序保存到【我的电脑】中:保存到我的电脑中的文件名为【PKPT.exe】,如下:双击该文件:可以通过点击【浏览】来指定该文件的安装路径。
PM的评估与修改

执行了一段时间PM需及时分析,对现在PM系统进行评估,若有必要及时调整,做出修改,主要两个方面:
(1)PM频率是否合适
对PM反馈信息综合分析,研究现行PM频率太高亦或太低,做出调整。
其中,一般而言,医疗仪器一年二次PM,对于如血气分析仪、呼吸机类的仪器,PM频率可高些。
具体而言可参照下表调整频率:
PM频率
过高
有效
过低
PM时仪器总是良好定标无需调整。
PM时需要略微调整但不影响仪器使用。
PM时总要调整、定标,否则影响仪器使用效果。
PM时仪器无需清洁,部件连接、旋钮紧固,无需润滑等。
需要一些清洁润滑和紧固工作。
许多部件很脏,需要较多时间清洁、润滑或紧固。
用户对仪器的操作没有抱怨。
用户经常抱怨仪器的使用和性能。
仪器维修次数未增多。
维修次数增加或与未执行PM前相比未减少。
(2)PM程序是否合适
对PM反馈信息分析,现行PM是否合理,是否起到降低维修工作量,减少故障率的作用。
若无,是否PM方法得当,是否有忽略的部分。
例如,许多床边监护仪内可充电电池,储存RAM信息,使得短暂掉电时可以保留有关信息,而PM 建议中常忽略该部分。
这种可充电电池需周期性维护,如果维护不当,电介质泄漏可导致许多不同表现的故障。
若PM程序没有包括对电池的检查,时间长了,虽做了PM仍有许多故障发生。
PowerMILL后处理PMPOST调试-海德汉篇
PowerMILL后处理PMPOST调试-海德汉篇上一篇我们介绍了PM-POST的基本应用技巧,这一篇主要是结合海德汉系统进一步介绍如何定制一个五轴机床的PowerMILL的新版后处理器PMPOST。
对于一个五轴机床后置,最首先要确定它的机床结构,PM-post 里调出机床结构如下图点击上图红框内option file setting这个小扳手一样的图标里,点击去后如下图。
选择“Machine Kinematics”进入机床结构面板。
在这里我们可以看到当前机床的运动学状态,主要分为以下几种,3-Axis(三轴机床)4-Axis Head(头部旋转的四轴机床)4-Axis Table(工作台旋转的四轴机床)5-Axis Head Head(两个轴都是头部旋转的五轴机床)5-Axis Table Head (一个工作台一个头部旋转的五轴机床)5-Axis Table Table(两个轴都是工作台旋转的五轴机床)如果是比较特殊的机床结构,可以选择最下面的 External MTD 通过导入一个机床仿真模型的方式来定义整个机床结构,下图是一个六轴落地镗铣加工中心的机床结构及预览图(点击setting旁边的preview)C轴对应的旋转矢量(IJK)一般为:0 0 1或者0 0 -1B轴对应的旋转矢量(IJK)一般为:0 1 0 或者0 -1 0A轴对应的旋转矢量(IJK)一般为:1 0 0 或者-1 0 0部分倾斜旋转轴的机床,需要获得机床的具体倾斜角度,将其转换为对应I J K值,一部分机床手册上会有相应的倾斜旋转轴的I J K值。
机床结构确定好后,关闭option file setting,进入编辑器里对每个具体的模块进行编辑。
一个简单的海德汉530的程序文件及注释如下:0 BEGIN PGM 003-3+2-B30-LINE__Base_H530_Joinup_WP MM 程序开始_______________________________________________________________________________10 ;Job Number : 003-3+2-B30-LINE11 ;Program Date : 09/03/17 at 14:58:4212 ;Programmed by : hfy13 ;PowerMILL Cb : 120303614 ;PMILL Project : 后处理测试15 ;PM-Post version : 6.9.4435.0 标注16 ;Option File : _Base_H530_Joinup_WP17 ;Output Workplane : POST18 ;19 ;-------------------------------------------------------------------20 ;Tool Number|Tool Name| Diameter|Tip Radius| Length| Toolpath Name21 ;-------------------------------------------------------------------22 ; 1| D10R0| 10.0| 0.0| 50.0|003-3+2-B30-LINE23 ;-------------------------------------------------------------------________________________________________________________________ _______________24 ;25 LBL 17026 CYCL DEF 7.0 DATUM SHIFT27 CYCL DEF 7.1 X0.00028 CYCL DEF 7.2 Y0.000 取消坐标系偏移并复位29 CYCL DEF 7.3 Z0.00030 PLANE RESET STAY31 LBL 032 ;________________________________________________________________ _______________33 BLK FORM 0.1 Z X-80.0 Y-80.0 Z-200.034 BLK FORM 0.2 X80.0 Y80.0 Z1.0 创建毛坯________________________________________________________________ _______________35 L M129 关闭M128(RTCP 模式)———————————————————————————————————————36 ; TOOL TYPE : TOOL TYPE:ENDMILL37 ; TOOL ID :D10R0 (刀具信息标注)38 ; TOOL DIA : TOOL DIA.:10.0 LENGTH =50.0———————————————————————————————————————39 L M0140 TOOL CALL 1 Z S1500 DL+0.0 DR+0.0 (调1号刀,DL 长度补偿 DR半径补偿)________________________________________________________________ _______________41 Q1=500 ; PLUNGE FEEDRATE42 Q2=1000 ; CUTTING FEEDRATE43 Q3=3000 ; RAPID SKIM FEEDRATE (定义切削及快动进给)44 Q4=20000 ; RAPID FEEDRATE45 Q5=500 ; GUN DRILL RETRACT FEEDRATE46 L M0347 ;=========48 ;TOOLPATH : 003-3+2-B30-LINE49 ;WORKPLANE : 绕Y30°50 ;=========51 CYCL DEF 32.0 TOLERANCE (定义加工公差)52 CYCL DEF 32.1 T0.153 L M0854 M12955 ;________________________________________________________________ _______________56 CALL LBL 17057 CYCL DEF 7.0 DATUM SHIFT58 CYCL DEF 7.1 X0.059 CYCL DEF 7.2 Y0.0 (定义坐标系转换)60 CYCL DEF 7.3 Z0.061 PLANE SPATIAL SPA0.0 SPB30.0 SPC0.0 TURN FMAX TABLE ROT________________________________________________________________ _______________62 ;*** First Move 3p2 ***63 L X-22.321 F MAX M13064 L Y40.0 F MAX M13065 L Z100.0 F MAX M13066 L X-22.321 Y40.0 FQ467 L Z100.068 L Z5.0 R0 FQ369 L Z-10.0 FQ1 (主程序部分)70 L Y-40.0 FQ271 L Z100.0 FQ372 L X12.321 Y40.073 L Z10.0 FQ174 L Y-40.0 FQ275 L Z100.0 FQ376 ; END OF TOOLPATH77 ;________________________________________________________________ _______________78 L M127 ;END SHORTEST PATH ROTARY AXIS (取消最旋转轴最短刀具路径移动)79 CALL LBL 17080 ;81 L M0982 CALL LBL 170 (摆正)83 L M140 MB FMAX (沿着刀具轴方向至行程极限)84 L Z-1 FMAX M91 (相对机床坐标到Z-1的位置))________________________________________________________________ ________________85 L B0.0 C0.0 FMAX M9486 L M0587 CYCL DEF 32.0 TOLERANCE (刀路公差取消)88 TOOL CALL 089 L M3090 ;91 END PGM 003-3+2-B30-LINE__Base_H530_Joinup_WP MM (程序结束)再根据机床样板程序进行对应的修改和调试即可。
PM设备操作手册、水处理设备维护、膜维护、膜清洗

浸没式平板膜处理分离设备使用手册设备使用注意事项1、设备的标准运行参数设备的标准运行参数如表1所示。
为了保持良好的处理能力,必须确保MBR池内SS浓度、进水的pH值、进水水温及膜水通量等处理参数在合适的范围。
如果必须添加消泡剂来除去MBR池内的泡时,请使用不易积垢的高级乙醇系列消泡剂不可使用有机硅(如硅胶)类消泡剂。
此外,表3-1所示的为PM系列设备应用在电镀清洗分流废水处理时的运行参数,并不是适合各种废水处理的条件范围。
使用环境不同时,可能会有所差异。
表 1 设备的标准运行参数另:抽吸泵对膜组件抽真空运行,当过滤暂停时,曝气仍然连续。
没有抽吸时的曝气可以实现有效的膜面清洁。
为保持高通量运行,推荐使用间歇过滤运转。
推荐的间歇过滤设定:8min运转/2min停止。
注:①系统在正常运行受原水水质、温度、预处理的影响,系统设计必须经科学计算、认证,取得合理的膜元件种类、数量及合理分布,才能长期、稳定、安全的运行。
②膜片或ABS支撑板在含有下列溶剂的废水情况下会损坏,故进水中不得含有下列溶剂:无机酸:盐酸,浓度高的酸或者发烟酸(硫酸、硝酸)有机酸:无水醋酸,乙醇酸碱:pH10 的浓碱,浓氢氧化钠盐:含有高浓度氯离子(大于500ppm)的水,海水,含有大量盐分的工业污水有机溶剂:芳香族化合物,极性化合物,含酮化合物,酯,甲苯,二甲苯,二氯甲烷,丁酮(甲基乙基甲酮),丙酮,苯,二氧杂环乙烷油:汽油(矿物类)2、设备的日常检查设备的运行性能随原水水质和所设运行条件变化而变化。
为了维持稳定的运行,推荐您进行各项管理项目的数值等的记录,从而把握贵公司的设备的运行性能的变化和特征。
为了膜组件的稳定运行,请实行以下所示的日常检查。
(一) 跨膜压差检查跨膜压差(抽吸泵吸入口压力的绝对值)的稳定性。
跨膜压差的突然上升表明膜堵塞的发生,这可能是不正常的曝气状态或污泥性质的恶化导致的。
这种情况发生时,检查下列参数并采取必要的行动,例如膜组件的药液清洗。
pm操作方法
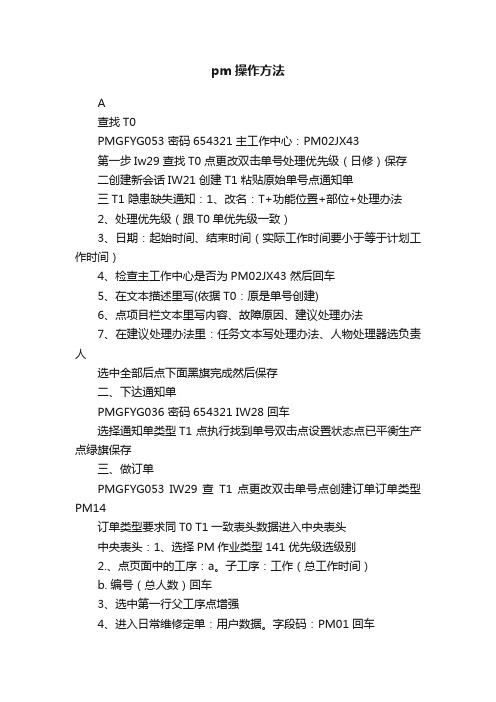
pm操作方法A查找T0PMGFYG053 密码654321 主工作中心:PM02JX43第一步Iw29 查找T0 点更改双击单号处理优先级(日修)保存二创建新会话IW21 创建T1 粘贴原始单号点通知单三T1 隐患缺失通知:1、改名:T+功能位置+部位+处理办法2、处理优先级(跟T0单优先级一致)3、日期:起始时间、结束时间(实际工作时间要小于等于计划工作时间)4、检查主工作中心是否为PM02JX43 然后回车5、在文本描述里写(依据T0:原是单号创建)6、点项目栏文本里写内容、故障原因、建议处理办法7、在建议处理办法里:任务文本写处理办法、人物处理器选负责人选中全部后点下面黑旗完成然后保存二、下达通知单PMGFYG036 密码654321 IW28 回车选择通知单类型T1 点执行找到单号双击点设置状态点已平衡生产点绿旗保存三、做订单PMGFYG053 IW29 查T1 点更改双击单号点创建订单订单类型PM14订单类型要求同T0 T1一致表头数据进入中央表头中央表头:1、选择PM作业类型141 优先级选级别2.、点页面中的工序:a。
子工序:工作(总工作时间)b. 编号(总人数)回车3、选中第一行父工序点增强4、进入日常维修定单:用户数据。
字段码:PM01 回车a点检员名字b项目负责人最后保存四、下达定单PMGFYG36 IW39 定单类型PM14点执行点更改双击单号点绿旗下达保存五、打印检修派工单PMGFYG053 进入ZPM02 回车IW39显示订单在订单中复制功能位置号维修订单号计划员组点击按子工序输出点执行点全选点输出打印六、关订单PMGFYG053 IW39 订单类型PM14点执行点更改进订单写增强时间必须在表头数据中的时间之内,点黑旗,完成保存七、查库存1. PMGFYG053 IW39选订单类型PM14更改状态进订单组件物料描述*。
* 查到物料码。
2. PMGFYG053 MMBE 点物料查询方法同组件按物料组查找物料八、查库位PMGFYG053 mmbe 进去后输入物料号即可查询库位及相关信息九、查价格PMGFYG053 MM03十、查设备编码ih01 功能位置GF-YGZ十一.打开已关订单:iw39 点更改进订单点订单-完成-取消技术性完成-保存12.。
UG NX 10.0数控编程教程(高职高专教材)PPT教案 第06章 后置处理

不在UG /Post Builder功能之内 生成及编辑.def文件
UG /Post Builder
输出
NO
检验
YES
机床 类型专用后置 Nhomakorabea生成及编辑.Tcl文件
输出
NO
检验
YES
铣、车、线切割等
执行后处理 图6.1.1 UG / Post Builder建立后处理器过程
6.2 创建后处理器文件
• 6.2.1 进入UG后处理构造器工作环境 • 6.2.2 新建一个后处理器文件 • 6.2.3 机床的参数设置值 • 6.2.4 程序和刀轨参数的设置 • 6.2.5 NC数据定义 • 6.2.6 输出设置 • 6.2.7 虚拟N/C控制器
6.2.1 进入UG后处理构造器工作环境
图6.2.1 NX后处理构造器工作界面 图6.2.2 “NX/后处理构造器”工作界面
6.2.2 新建一个后处理器文件
图6.2.3 “新建后处理器”对话框
6.2.3 机床的参数设置值
当完成以上操作后,系统进入后处理器编辑窗口,此时系 统默认显示为选项卡。该选项卡用于设置机床的行程限制、回 零坐标及插补精度等参数。
在UG NX 10.0中,在生成了包括切削刀具位置及机床控制 指令的加工刀轨文件后,因为刀轨文件不能直接驱动机床,所 以必须来处理这些文件,将其转换成特定机床控制器所能接受 的NC程序,这个处理的过程就是“后处理”。在UG NX9.0软 件中,一般是用ugpost后处理器进行后处理。
获得机床/控制系统数据
型,便于机床操作人员识别。 (3)在每一单条程序结尾处将机床主轴Z方向回零,主
轴停转,冷却关闭,便于检测加工质量。 (4)在每一单段程序结束加工时间,便于分析加工效率。 (5)机床的极限行程为X:1500.0,Y:1500.0,Z:
pm10.0安装教程步骤64位
pm10.0安装教程步骤64位1、首先下载软件。
2、解压完成后双击“PM10文件夹-PM10.0完-PM10.0-dcam-pm10”中的setup.exe进行安装3、双击安装后会弹出安装界面,点击“Next”继续。
4、选中“I accept”,点击“Next”。
5、接下来输入用户信息。
6、接下来选择安装路径。
安装路径可以使用默认,也可以点击“Change”自定义,安装路径中不要有中文即可。
7、接下来选中“Custom”。
点击“Next”。
8、选中“Chinese”,点击“Next”。
9、点击“Install”继续安装。
直至安装完成。
10、安装完成后会提示需要重启电脑。
点击“NO”。
暂不重启.11、接下来将下载文件夹“PM2010_RC1_32bit_SSQ(修正)破解”文件夹中的“Flex”复制到软件安装目录。
12、在安装路径中用记事本打开delcam.lic.将其中的“this_host”替换成本地计算机名字然后保存计算机名字查看方法:桌面右键点击“计算机--属性--计算机名。
”13、然后设置环境变量。
还是桌面右键点击“计算机--属性--高级系统设置--环境变量”,在XXX的用户变量中点击“新建”输入变量名:DELCAM_LICENSE_FILE变量值:1700@计算机名。
14、最后打开“Flex”文件夹下的”lmtools.exe“,点击菜单栏上的”Config Services“。
15、在"ServiceName"中任意输入新的配置名。
16、在点击菜单栏上的”Start/Stop/Reread“,点击“StartServer”显示如下表示破解成功。
17、最后软件打开破解完成,打开软件。
有的网友打开软件会如下错误。
将系统时间修改到2012年。
重启即可。
PM10.0后处理修改教程
machine fanucom ——————后处理文件头define word TN ---------------------------- 定义字段;address letter = "TOOL TYPE :- " ----- 定义字段的返回值address width = 13 定义字符宽度field width = 25 定义返回字的宽度end define 结束定义define format ( / G6 S T M1 M2 L P D E H O ) 第二段是定义字符的格式address width = 1------------ 定义字符宽度address width = 1------------ 定义字符宽度field width = 2 ------------- 定义返回字的宽度exponent width = 0 ---------- 指数的宽度scale factor = 1 ------------- 比例因子:值乘以1 scale divisor = 1 ------------ 比例因子:值被1 除tape position = 1----------- 字前留一个空格print position = 1 -----------打印位置sign = none----- 用于不需要G代码和进给率sign = if negative 仅标识负坐标sign = always 如果需要+ / - 号not permanent -------- 不需要行号not modal ------------ 仅当改变时需要重复的字为modal 。
(模态)。
通常G 代码和X, Y 和Z 为坐标为modal,但圆心通常使用的I, J, K 代码通常不是,因此它们为not modal .metric formats --------------- 公制leading zeros = false --------- 前导0trailing zeros = true ----------后导0decimal point = false ------ 不需要小数点decimal places = 2 -------- 小数点后2imperial formats ------------- 英制word order=====================语序word order = ( OP N G1 G2 G3 G4 G5 )word order = ( + G6 G7 X Y Z B C )word order = ( + I J K R D S T )word order = ( + H M1 M2 MS msg EM Q )word order = ( + Q1 Z2 R2 ID F )word order = ( + TN TD TR DY MT YR PM ) define keys 第三段是定义键值blocknumber = N —————定义程序段号preparatory function = G1 ——定义准备功能指令aux function = M1 -------------定义辅助功能指令x feedrate not used ---------- 定义X 进给率指令y feedrate not used ---------- 定义Y 进给率指令z feedrate not used ——------ 定义Z 进给率指令circle angle not used ————圆周角度x coordinate = X —————----定义X 坐标轴y coordinate = Y —————----定义Y 坐标轴z coordinate = Z —————--- 定义Z 坐标轴key i = I —————---------- 定义X 轴矢量I 键key j = J —————----------定义Y 轴矢量J key k = K —————---------- 定义Z 轴矢量K 键feedrate = F —————------- 定义进给率指令feedrate per revolution = F--- 定义每转进给率指令spindle = S ——————----- 定义主轴指令tool number = T ——————--定义刀具指令cycle dwell not used-----------不使用循环停留dwell = X —————---------- 定义暂停时间键值tool length = H ——---------- 定义刀具长度补偿指令tool radius = D ——---------- 定义刀具半径补偿指令drill peck depth = Q1 ————钻孔的啄钻深度drill hole depth = Z2 ————-定义钻孔深度clearplane = R2 ———-------- 定义安全平面高度message start = MS ——------- 定义注释的开始符message end = EM ——--------- 定义注释的结束符opskip = OP ————--------- 定义跳段符号radius = R —————-------- 定义半径R 键program id = ID —————--- 定义程序号azimuth axis = B ---- ---------在多轴加工中,定义方位轴elevation axis = C ——------- 在多轴加工中,定义仰角轴3rd rotation axis = null ----- 在多轴加工中,定义第三旋转轴leader not used----------------领导不使用x vector not used--------------X矢量不使用y vector not used--------------Y矢量不使用z vector not used--------------Z矢量不使用error not used-----------------错误不使用end definedefine codes ------------- --------- 定义指令值rapid = G1 0 =====---------- -------- 快速点定位linear = G1 1 ===== ----------------- 直线插补circle cw = G1 2 =====------------- 顺圆插补circle ccw = G1 3 =====------------ 逆圆插补dwell = G6 4 === ------------------- 暂停、准确停止xy plane = G3 17 ======------------- XY 平面zy plane = G3 19 =====--------- ---- YZ 平面xz plane = G3 18 =====------------- ZX 平面compensation off = G2 40 == ------ 取消刀具半径补偿compensation on left = G2 41 ==== 刀具半径左补偿compensation on right = G2 42 === 刀具半径右补偿imperial data = G4 20 ===== --------- 英寸输入metric data = G4 21 =======---------- 毫米输入absolute data = G5 90 ====----------- 指定绝对坐标编程incremental data = G5 91 ====-------- 指定增量坐标编程from = G3 54 ===== -------------------制定工作坐标系feedrate per minute not used ====== 每分钟进给feedrate per revoluti not used ===== 每转进给spindle rpm not used -------------- 每分钟转速constant surface speed not used------ 恒定的表面速度drill = G4 81 ==== -------------------钻孔循环锪镗循环break chip = G4 82 === ---------------钻孔循环或反镗循环deep drill = G4 83 ======----------- 深孔钻循环tap = G4 84 ======= ------------------攻丝循环bore 1 = G4 85 =======--------------- 镗孔循环bore 2 = G4 86 ======--------------- 镗孔循环bore 3 = G4 87 ======---------------- 背镗循环bore 4 = G4 88 ======---------------- 镗孔循环bore 5 = G4 89 ====== ----------------镗孔循环end of drill = G4 80 ======---------- 固定循环取消macro start not used ======= ---------宏程序模态调用macro end notused =====------------- 宏程序模态调用取消macro call not used ========--------- 宏程序调用cycle retract = G6 99 ==------------ 固定循环返回到R 点tool length offset = G3 43 ====----- 正向刀具长度补偿spline not used ========------------- spline 插补方式stop = M1 0 ====--------------------- 程序停止opt stop = M1 1 =====---------------- 选择停止spindle on cw = M1 3 =====----------- 主轴正转spindle on ccw = M1 4 =====---------- 主轴逆转spindle off = M1 5 =====------------- 主轴停止spin coolant on cw =----------------- M1 13spin coolant on ccw =---------------- M1 14spin coolant off = M1 5 ====-------- 冷却液关change tool = M1 6 ===== ------------ 自动换刀coolant on mist = M1 7 === ---------- 雾状冷却液coolant on = M1 8 ====--------------- 冷却液开coolant on flood = M1 8 =------------ 冷却液开(喷出)coolant off = M1 9 ===== -------------冷却液关clamp on not used ------ -------------主轴锁紧clamp off not used--------------------主轴锁紧不使用end of tape = M1 2 =====------------- 程序结束end of prog = M1 30 ===== ------------程序结束gear range 1 not used---------------- 变速范围1不使用gear range 2 not used---------------- 变速范围2不使用gear range 3 not used---------------- 变速范围3不使用constant contour speed not used----- 持续的轮廓速度不使用constant contour speed 2 not used----持续的轮廓速度2不使用word drill not used------------------钻孔指令不使用word break chip not used------------不使用断屑word deep not used------------------孔深不使用word tap not used------------------冷却水不使用word bore 1 not used---------------孔1不使用word bore 2 not usedword bore 3 not usedword bore 4 not usedword bore 5 not usedcoolant on tap not used-------------冷却液不使用rigid tap not used ======----------- 刚性攻丝helical drill not used ------------ 螺旋钻孔helical retract drill not used------螺旋钻孔不使用end define=========================== 定义变量Print header ="Delcam Post processor"==== 定义打印标题machine name = "Fanuc6m version 1.2" === 机器名point ================================== 小数点zero = "0" ============================= 零tape headers = 1 ======================= 纸带标题integer 6 = 2====================== === 定义冷却液开(M07 、M08 )的输出方式,此变量共有三个选项——0 :在后处理时遇到相关指令时输出;1 :在下一段中单独输出;2 :在下一段中和坐标移动一起输出。
2024年pm怎么后处理出nc程序

在数控机床上进行试切验证,并根据 验证结果对NC程序进行优化调整,以 确保加工质量和效率。
01 05
02
格式转换
将提取的数据转换为数控机床能够识 别的格式,如G代码、M代码等。
03
工艺参数设置
根据加工需求和机床性能,设置合适 的切削速度、进给量、切削深度等工 艺参数。
04
生成NC程序
将转换后的数据和设置的工艺参数整 合在一起,生成完整的NC程序。
确定机床类型和控制系统
不同的机床和控制系统对应不同的后处理方式和NC程序 格式,因此在进行后处理前需要明确机床类型和控制系统 。
准备PM模型和刀具路径
在进行后处理前,需要准备好经过仿真验证的PM模型和 刀具路径,确保模型的准确性和可行性。
安装和配置后处理器
根据机床类型和控制系统选择相应的后处理器,并进行安 装和配置,确保后处理器能够正确读取PM模型和刀具路 径,并生成符合要求的NC程序。
2024/2/29
9
2023
PART 03
NC程序生成原理
REPORTING
2024/2/29
10
NC程序定义
2024/2/29
NC程序(Numerical Control Program)是一种用于控制数 控机床的编程语言,通过预设的指令和参数,实现对机床各 轴运动、切削参数、辅助功能等的精确控制。
随着制造业的发展,NC程序在 加工过程中扮演着至关重要的 角色。PM后处理能够将设计 意图转化为机床可执行的NC代 码,从而提高加工精度和效率 。
PM后处理技术经历了从手动 编程到自动编程的发展历程, 随着CAD/CAM技术的不断发 展,PM后处理技术的自动化 程度不断提高,使得NC程序的 生成更加便捷、高效。
PM10分析仪作业指导书
PM10分析仪作业指导书一、概述PM10分析仪是一种用于测量空气中颗粒物(直径小于或等于10微米)浓度的仪器。
本作业指导书旨在提供对PM10分析仪的操作指导,确保准确测量和记录PM10浓度。
二、设备准备1. 确保PM10分析仪处于正常工作状态。
检查仪器的电源,传感器和相关部件是否正常工作。
2. 准备所需的耗材,如滤膜、标准溶液等。
3. 校准仪器。
根据厂家提供的校准方法,对PM10分析仪进行校准,确保测量结果准确可靠。
三、操作步骤1. 打开PM10分析仪的电源,并等待仪器初始化完成。
2. 设置测量参数。
根据实际需要,设置采样时间、采样流量等参数。
3. 安装滤膜。
将滤膜放置在采样头上,并确保滤膜完全贴合,避免漏气。
4. 开始采样。
按下开始按钮,仪器将开始自动采样。
5. 采样完成后,关闭仪器电源。
6. 取下滤膜。
小心地取下滤膜,避免对采样结果产生影响。
7. 将滤膜放入样品容器中,标记样品信息,如采样时间、地点等。
8. 准备样品。
根据实验要求,对样品进行预处理,如溶解、稀释等。
9. 进行浓度分析。
使用适当的分析方法,对样品中的PM10进行浓度分析。
10. 记录结果。
将测量结果记录下来,并按照实验要求进行数据处理和分析。
四、注意事项1. 在操作过程中,要注意仪器的稳定性和准确性。
避免突发情况对测量结果产生影响。
2. 严格按照操作步骤进行操作,避免操作失误。
3. 在更换滤膜时,要注意保持滤膜的清洁和完整性,避免污染和破损。
4. 在样品处理和浓度分析过程中,要注意操作规范,避免误差产生。
5. 定期对PM10分析仪进行校准和维护,确保仪器的准确性和可靠性。
6. 在操作过程中,要注意个人防护,避免接触有害物质。
五、故障排除1. 仪器无法启动:检查电源是否正常连接,确认电源是否正常供电。
2. 仪器显示异常:检查仪器是否存在故障,如传感器损坏等,及时联系维修人员进行处理。
3. 测量结果异常:检查操作步骤是否正确,滤膜是否安装正确,样品是否受到污染等,及时排除问题。
优胜PM自动编程教程
优胜自动编程系统教程程式单支持PM5.0以上版本并测试通过自动编程支持PM10.0并自动连接相应版程式单系统教程简洁的界面实现全面的数据输出并智能对精粗公分组,界面列程式单——效果档式单——自动出加工内容信息配置中【刀具描述】列号后面加“#”输出先前定义好的加工描述内容单中的加工内容描述快速定义加工描述加工描述会在程式单出现将每个NC的最前一个定义即可列程式单——简单的操作、智能的产生列程式单——自动区分精粗公列表列程式单——手工定义精粗列表列程式单——直接按刀路产生列程式单——刀具不同警告动换刀程式单——以文件夹创建列程式单——刀号警告刀号有冲突时程式单会自动提示列程式单——粗精公刀具不同序单配置说明程式单配置提高三种样式电极、钢料、自动换刀编辑设置时留意黄色字体提示例如:编辑完电极模块需要保存再编辑钢料的序单配置说明绿色字体框内可以兼容其他输出模式模号/工件#号前F4代表模号输出#号后F5代表工件输出工件尺寸X#号前代表-X 坐标输出#号后代表+X 坐标输出没有#号代表X 轴尺寸装夹刀长后面加# 以刀具伸出长度输出没有#号以工件最高点至刀路最低点输出序单配置说明绿色字体框内可以兼容其他输出模式程序名称:#号前代表:第一组输出#号后代表:第二组输出没有#号代表:单列输出刀具名称:后面加# 以自动名称输出没有#号以刀具ID 输出刀具描述:后面加# 以刀具路径描述注释输出没有#号以刀具描述注释输出序单配置说明注释位置:先在EXCEL 查看需要在哪里插入激活插入表格查看地址序单配置说明注释位置:先在EXCEL查看需要在哪里插入激活插入表格查看地址单配置说明图片位置查找到插入地址外还需要指定一个图片大小值190*290 代表:图片宽为190长为290单中的刀具设置如果要补充刀具避空的直径可以定义在刀具描述中单中的避空输出黄色:刀长(刃长)绿色:避空(可不设)红色:刀头(可不设,设置伸出长度值即可)避空长=刀具伸出长度—刀具长度单中的刀具设置定义夹持名称与刀具描述自动编程系统教程自动编程系统完全免费,并继续升级完善!视觉更加美观支持20多个皮肤切换;编辑参数更加人性化,方便——快速——智能;无论基准台还是形体外形都实现智能分析拐角进刀;自动刻字功能实现大部分铜公自动寻找位置刻字后续升级版本会实现更加多的智能化自动编程统统图档点击磁盘目录可快速定位目录载自动编程项目1:选择文件类型2:将PM图档加载到自动编程模块,加载会自动删除之前定义的列表数据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
machine fanucom ——————后处理文件头define word TN ---------------------------- 定义字段;address letter = "TOOL TYPE :- " ----- 定义字段的返回值address width = 13 定义字符宽度field width = 25 定义返回字的宽度end define 结束定义define format ( / G6 S T M1 M2 L P D E H O ) 第二段是定义字符的格式address width = 1------------ 定义字符宽度address width = 1------------ 定义字符宽度field width = 2 ------------- 定义返回字的宽度exponent width = 0 ---------- 指数的宽度scale factor = 1 ------------- 比例因子:值乘以1 scale divisor = 1 ------------ 比例因子:值被1 除tape position = 1----------- 字前留一个空格print position = 1 -----------打印位置sign = none----- 用于不需要G代码和进给率sign = if negative 仅标识负坐标sign = always 如果需要+ / - 号not permanent -------- 不需要行号not modal ------------ 仅当改变时需要重复的字为modal 。
(模态)。
通常G 代码和X, Y 和Z 为坐标为modal,但圆心通常使用的I, J, K 代码通常不是,因此它们为not modal .metric formats --------------- 公制leading zeros = false --------- 前导0trailing zeros = true ----------后导0decimal point = false ------ 不需要小数点decimal places = 2 -------- 小数点后2imperial formats ------------- 英制word order=====================语序word order = ( OP N G1 G2 G3 G4 G5 )word order = ( + G6 G7 X Y Z B C )word order = ( + I J K R D S T )word order = ( + H M1 M2 MS msg EM Q )word order = ( + Q1 Z2 R2 ID F )word order = ( + TN TD TR DY MT YR PM )define keys 第三段是定义键值blocknumber = N —————定义程序段号preparatory function = G1 ——定义准备功能指令aux function = M1 -------------定义辅助功能指令x feedrate not used ---------- 定义X 进给率指令y feedrate not used ---------- 定义Y 进给率指令z feedrate not used ——------ 定义Z 进给率指令circle angle not used ————圆周角度x coordinate = X —————----定义X 坐标轴y coordinate = Y —————----定义Y 坐标轴z coordinate = Z —————--- 定义Z 坐标轴key i = I —————---------- 定义X 轴矢量I 键key j = J ————— ----------定义Y 轴矢量Jkey k = K —————---------- 定义Z 轴矢量K 键feedrate = F —————------- 定义进给率指令feedrate per revolution = F--- 定义每转进给率指令spindle = S ——————----- 定义主轴指令tool number = T —————— --定义刀具指令cycle dwell not used-----------不使用循环停留dwell = X —————---------- 定义暂停时间键值tool length = H ——---------- 定义刀具长度补偿指令tool radius = D ——---------- 定义刀具半径补偿指令drill peck depth = Q1 ————钻孔的啄钻深度drill hole depth = Z2 ————-定义钻孔深度clearplane = R2 ———-------- 定义安全平面高度message start = MS ——------- 定义注释的开始符message end = EM ——--------- 定义注释的结束符opskip = OP ———— --------- 定义跳段符号radius = R ————— -------- 定义半径R 键program id = ID ————— --- 定义程序号azimuth axis = B ---- ---------在多轴加工中,定义方位轴elevation axis = C ——------- 在多轴加工中,定义仰角轴3rd rotation axis = null ----- 在多轴加工中,定义第三旋转轴leader not used----------------领导不使用x vector not used--------------X矢量不使用y vector not used--------------Y矢量不使用z vector not used--------------Z矢量不使用error not used-----------------错误不使用end definedefine codes ------------- --------- 定义指令值rapid = G1 0 =====---------- -------- 快速点定位linear = G1 1 ===== ----------------- 直线插补circle cw = G1 2 =====------------- 顺圆插补circle ccw = G1 3 =====------------ 逆圆插补dwell = G6 4 === ------------------- 暂停、准确停止xy plane = G3 17 ======------------- XY 平面zy plane = G3 19 =====--------- ---- YZ 平面xz plane = G3 18 =====------------- ZX 平面compensation off = G2 40 == ------ 取消刀具半径补偿compensation on left = G2 41 ==== 刀具半径左补偿compensation on right = G2 42 === 刀具半径右补偿imperial data = G4 20 ===== --------- 英寸输入metric data = G4 21 =======---------- 毫米输入absolute data = G5 90 ====----------- 指定绝对坐标编程incremental data = G5 91 ====-------- 指定增量坐标编程from = G3 54 ===== -------------------制定工作坐标系feedrate per minute not used ====== 每分钟进给feedrate per revoluti not used ===== 每转进给spindle rpm not used -------------- 每分钟转速constant surface speed not used------ 恒定的表面速度drill = G4 81 ==== -------------------钻孔循环锪镗循环break chip = G4 82 === ---------------钻孔循环或反镗循环deep drill = G4 83 ======----------- 深孔钻循环tap = G4 84 ======= ------------------攻丝循环bore 1 = G4 85 =======--------------- 镗孔循环bore 2 = G4 86 ======--------------- 镗孔循环bore 3 = G4 87 ======---------------- 背镗循环bore 4 = G4 88 ======---------------- 镗孔循环bore 5 = G4 89 ====== ----------------镗孔循环end of drill = G4 80 ======---------- 固定循环取消macro start not used ======= ---------宏程序模态调用macro end notused =====------------- 宏程序模态调用取消macro call not used ========--------- 宏程序调用cycle retract = G6 99 ==------------ 固定循环返回到R 点tool length offset = G3 43 ====----- 正向刀具长度补偿spline not used ========------------- spline 插补方式stop = M1 0 ====--------------------- 程序停止opt stop = M1 1 =====---------------- 选择停止spindle on cw = M1 3 =====----------- 主轴正转spindle on ccw = M1 4 =====---------- 主轴逆转spindle off = M1 5 =====------------- 主轴停止spin coolant on cw =----------------- M1 13spin coolant on ccw =---------------- M1 14spin coolant off = M1 5 ====-------- 冷却液关change tool = M1 6 ===== ------------ 自动换刀coolant on mist = M1 7 === ---------- 雾状冷却液coolant on = M1 8 ====--------------- 冷却液开coolant on flood = M1 8 =------------ 冷却液开(喷出)coolant off = M1 9 ===== -------------冷却液关clamp on not used ------ -------------主轴锁紧clamp off not used--------------------主轴锁紧不使用end of tape = M1 2 =====------------- 程序结束end of prog = M1 30 ===== ------------程序结束gear range 1 not used---------------- 变速范围1不使用gear range 2 not used---------------- 变速范围2不使用gear range 3 not used---------------- 变速范围3不使用constant contour speed not used----- 持续的轮廓速度不使用constant contour speed 2 not used----持续的轮廓速度2不使用word drill not used------------------钻孔指令不使用word break chip not used------------不使用断屑word deep not used------------------孔深不使用word tap not used------------------冷却水不使用word bore 1 not used---------------孔1不使用word bore 2 not usedword bore 3 not usedword bore 4 not usedword bore 5 not usedcoolant on tap not used-------------冷却液不使用rigid tap not used ======----------- 刚性攻丝helical drill not used ------------ 螺旋钻孔helical retract drill not used------螺旋钻孔不使用end define=========================== 定义变量Print header ="Delcam Post processor"==== 定义打印标题machine name = "Fanuc6m version 1.2" === 机器名point================================== 小数点zero = "0" ============================= 零tape headers = 1 ======================= 纸带标题integer 6 = 2====================== === 定义冷却液开(M07 、M08 )的输出方式,此变量共有三个选项——0 :在后处理时遇到相关指令时输出;1 :在下一段中单独输出;2 :在下一段中和坐标移动一起输出。