高周波吸塑机
常用设备基本操作及简单调试
b.吸塑片材简介
b-3.GAG片材及其制品介绍
GAG片材是三层复合片材,中间层APET、上下两层PETG原料按合适比例共挤 生产的三层复合片材,特别适用于需经高频热封粘合和胶水粘合的包装盒。
产品特性 透明性佳 透明度可达90%以上,质感佳,适用于要求高透明度的制品。 优异的耐冲击强度及刚性 热成型性能佳 不需预热即可成型,精度高,收缩率约0.5%;深成型性佳,不破裂且 厚度均一。 环保可回收使用不污染环境。
下降平贴锑板.
把上模具直接锁紧于发热板上,下模对齐上模锁紧管位压条,压紧下模.
放松模具平行螺丝及平行螺母.
按动下降制使工模平贴底模,然后再”点”动上升制,使上压板离开发热板
及工模约1/4寸.
锁紧平行螺丝、平行螺母.
水线铜片的安装:按动下降键,压紧下模再调水线铜片的位置压紧转盘.
按动上升键使气筒长至最高位及转盘上长离开锑板.
b.吸塑片材简介 b-1.PS片材及其制品介绍
PS片材是近年发展起来的新型环保包装材料,凭着其优良热成型性能, 良好的抗卫击性能、环保性能及卫生性能,广泛应用于医药、食品、玩具、 电子和服装。 主要特点: 1. 产生静电低,适合于要求低静电产品之包装。 2. 易于真空成型,且制品具有良好的抗卫击性能。 3. 具有良好卫生性能,可直接与食品接触,不产生有害物质。 4. 易着色处理,可做成颜色各异的材料,生产成不同颜色的真空罩。 5. 硬度良好,此种片材料与同等厚度的其它片材料比较其硬度较佳。 6.符合环境保护要求,可回收再利用,焚烧其废弃物时,不产生危害环境 的有害物质。 主要用途: 1. 产生静电低(如电子产品......) 2. 食品包装(如:饮料,糖果、及肉类...包装之用) 3. 乳类制品(聚苯乙烯片材容器包装的乳类制品可以放入冷藏库中不易变
高周波的工作原理
高周波的工作原理高周波熔接高周波塑胶熔接机(又名高频机、高周波),是塑料热合的首选设备,它是利用高频电场使塑料内部分子振荡产生热能而进行各类制品熔合。
主要用于:各种聚氯乙烯(PVC)为主的塑胶熔接、焊接、烫金等。
吸塑包装(包括上下双泡罩热合切边,泡罩与纸板热合切边等),汽车内饰件、坐垫、商标、文具、贴纸、塑料封面、吹气玩具、鞋类制品、雨帆、雨伞、雨衣、皮包、名牌、水床、遮阳板、车门板,各种包装袋、手提软袋等的热合加工,各种凹凸开关的花纹图案、字母文字的压制。
装上简单装置还可进行烫金加工。
编辑本段工作原理工作原理是介质材料在高频电场的作用下发生分子极化现象,并按电场方向排列,因高频电场,以极快的速度改变方向,则介质材料,就会因介电损耗而发热。
高周波熔断机[1]属高频设备,由电子管自激振荡器产生高频电磁场。
被加工对象压在高频电磁场的上、下电極之间,介质材料在高频电场的作用下发生分子极化现象,并按电场方向排列,因高频电场,以极快的速度改变方向,则介质材料里的内部分子被激化而高速运动相互摩擦自身产生热量,在模具的压力下达到熔接或压花的目的,主要机型有:高周波同步熔断机、单头推盘式高周波机、单头转盘式高周波机等等。
编辑本段特点A. 输出电力强大,本机振荡器所产生的周率27.12MHZ或40.68MHZ,符合国际工业波段标准,各种控制装置特殊电子线路,可避免不当操作,且能最快时间熔接制品、提高产品产量;B. 高灵敏火花保护装置,当火花产生时,可自动切断高周回路,使机件及物件损害降低,当电流过高时,自动切断高压保证振荡管及整流器;编辑本段高周波机此机压力大,高周波熔接与切断同步完成,专科适用于双面吸塑包装,本机利用高周波加热原理,使胶料内部分子振荡产生热能而熔合。
本机振荡周率(27.12MHZ)符合国际工业波段标准、且输出电力强大、高感度火花防止装置特点本机两个滑台位,操作员只需放入产品,按下滑台前进按钮,机头就自动下降、加热、上升,滑台退出,完成全部简单操作过程,工作人员无需特别培训就可使用本机;输出力的调较:采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力的强弱,使操作高周波机时不做成干扰电讯,不是其它牌子可以比较,出力的调较亦可配合时间制,可最大出力在最短时间内熔断产品,提高生产量;保护装置:限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏;(1) 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品、使模具不致跳火而损坏;(2) 紧忽制:在工作过程中,可以随时停止高周波输出同时模具回到原位。
吸塑的生产工艺(详细版)

吸塑的生产工艺(详细版)尺寸稳定性好,易成型。
PETG是一种环保物料,可周转使用,适用于包装电子、五金、玩具、食品、化妆品和研究用品等。
GAG是一种半结晶性材料,比PE更坚硬,具有更高的强度和抗疲劳性,但容易变脆,耐侯性却很高。
三、吸塑成型工艺吸塑成型是一种将片材加热软化后,吸附在模具表面进行成型的工艺。
其主要工艺流程包括加热、吸附、成型、冷却和脱模等环节。
其中,加热温度和时间、吸附时间和成型时间、冷却时间等都会影响成型效果和产品质量。
因此,在生产过程中需要严格控制这些参数,以确保产品的一致性和稳定性。
四、吸塑产品的应用吸塑产品广泛应用于电子、五金、玩具、食品、化妆品、研究用品等领域。
其优点包括造型多样、成本低廉、生产效率高、环保等。
同时,吸塑产品也存在一些缺点,如易变形、易破碎、不耐高温等。
因此,在应用过程中需要根据产品的特性和使用环境进行合理选择和使用。
耐疲劳性、耐摩擦性和尺寸稳定性优异,且可直接撕边,是一种高度结晶的聚合物,表面光滑有光泽。
但是,压高周波后只能压,不能撕边。
此材料在150度左右仍然保持其力学性能。
这种材料有易破碎的问题,同时根据温度不同可能会出现发白现象。
不同厂家生产的颜色也会有偏差,可能偏向兰色或白色。
该材料广泛应用于电子、五金、化工、食品、玩具、化妆品、研究用品、纺织器材和汽车配件等领域。
它透明度高,不易破边,属于环保物料,可周转使用。
为了识别吸塑原料,可以通过看环保标识、密度和强度法以及燃烧法进行辨别。
不同材料的密度、强度和燃烧情况也有所不同。
制作吸塑模具需要按照图纸进行石膏模制作流程。
依实物制作石膏模的流程相对简单,使用硫酸钙(CaSo4)制作石膏模的时间短,易于修改,成本低,方便制作样品。
但是,石膏模的易烂是一个问题。
铜模制作流程需要使用铜(Cu)作为材料,成型时间为25-30秒,使用寿命为60-80小时。
修补时使用不饱和聚脂树脂腻子,但洁度差,挡墙小于2毫米的打样会烂模,有倒扣打样脱50-200次。
高周波基础知识培训教材

6)三相高压变压器的一次接线:有△和 Y 两种接法
0123 0123 0123
0123 0123 0123
AB C 接法
AB
C
Y接法 常用
7)高周波机台常用变压器 (1)低压:控制变压器两个,分别为BK1KW(380/220)和BK50 (380/220/24). (2)火花器:灯丝变压器和高压变压器各一个,分别为220/2.5和 220/1500/2000/2500. (3)高压:真空管灯丝变压器和高压变压器各一个,分别为 220/380/6.3(或12.6、8、13)和380/5KV/6KV-15KV等.
冷却 模上 停止
设置熔着时间,时间到时切断高压,开始冷却 设置冷却时间,冷却时间到时接通电磁阀,气缸向上动作 按下停止按钮,3-5分钟后关闭空气开关,切断电源
2、电源
1)总电:高压电房经过变压器降压获得380V电源;
2)低压电房动力柜引电至现场动力开关箱;
3)根据机台功率,在动力开关箱上设置不同规格的空气开关,机台电源 从空气开关获得;
2、高频塑胶熔接机原理
高频塑胶熔接机(简称高频机,台湾称高周波,英文Hing freguency plastic welder)
高频塑胶熔接机是由电子管将电能转化为电磁波,经过振荡成为高频电 磁场,再过各种传输路径把高频传送到镆具(上极),PVC胶布在镆具与接 地(即高频电磁场的上、下极)之间,塑料极性分子发生极化现象剧烈 运动而产生热量.胶布在模具压力下达到熔接定型的效果.可熔接胶布 为纯PVC或含PVC30%以上的软硬胶皮.
如图1-1高周波工作原理图.
空气开关、动力 电源
高压接触器
能量的来源 (电能)
控制高压变压器的得失电,过电时才吸 合,由低压控制。大小因机台功率而定高压ຫໍສະໝຸດ 压器中间通过电容、电感进行滤波
常用工业生产设备专业名词中英文对照
Major Machine / Equipment Name List(主要机器名称表)1.塑胶/ 五金制品类火花机EDM (Electron Discharge Machine)车床Lathe钻床Drill / Drilling Machine钻孔机Hole drilling machine高周波机Ultrasonic Welding Machine超声波机Supersonic Welding Machine热熔接机Heat sealing machine吸塑机Blister Packing Machine收缩机Shrink Wrap Machine移印机Pad Printing Machine丝印机Silk Screen Printing Machine注塑机/啤机Injection Molding Machine磨床Grinding Machine混料机Materials Mixer碎/打料机Regrinding Machine铣床/锣床Milling Machine铣刀Milling Cutter冲床Stamp Molding Machine冲孔机Piercer线切割机Wire Cutting Machine点焊机Spot Welding Machine烫金机Heat Transfer Machine / Hot Stamping Machine真空机Vacuum Machine发电机Power Generator空压机Air Compressor金属探测器Metal Detector电脑锣床CNC (Computerized Numerical Control) Milling Machine 电镀Electro Plating搪胶机Roto-Casting Machine吹瓶机/吹塑机Blow Molding Machine稀释剂Thinner车发机Hair Rooting Machine植毛机Flocking Machine抛光机Polishing Machine封口机Sealing Machine合金啤机/压铸机Die Casting Machine冲床裁断机Die cutting machine2. 陶瓷/ 树脂制品类炼泥机Mud refining machine练土机Earth making machine旋坯机Revolving cutting machine注浆成型Slurrying forming machine滚压成型Roll pressing forming machine上彩Painting / Coloring / Decoration / Ornament 窑Kiln立方窑Cubic Kiln隧道窑Tunnel Kiln滚道窑Rolling Kiln成形机Forming Machine上釉Glazing石蜡Paraffin球磨机Globe-Milling Machine滚压机Rolling Pressing Machine3.木材制品类干燥机Drying Machine集尘机Vacuum Cleaner吸尘机Dust Collecting Machine煤油干燥机Kerosene Drying Machine涂装机Gesso Coating Machine搅拌机Mixer平面印花机Printing machine凸出印花机Embossing Machine刨机/刨床Planer machine角花机Frame Ornament Machine磨刀机Saw Grinder分条机Splitting Machine多片机Multi-blade Saw成型机Molding Machine指接机Finger Joint Machine喷漆机Paint Spraying Machine砂平机Sanding Machine拉线机Scratching Machine打箔机Gold Foil Breaking Machine修饰机Finishing Spraying Machine切角机Corner Cutting Machine钉角机Corner Stapling Machine上胶机Glue Applying Machine包装流水线Assembling Conveyor Lines打包机Strap Packing Machine4. 布品/ 服装制品类电脑制样Computer marker拉布机Spreading machine验布机Fabric Inspection Machine电剪Electrical Cutter钢丝网手套Steel-mash glove速利床尾剪Speeding Cutter裁床Cutting Table冲床裁断机Die cutting machine双针平车Double needle sewing machine单针平车Single needle sewing machine线钉车Picot sewing machine水波车 3 thread overlock stitch sewing machine 急钮车/撞钉机Snap button machine打胶钮车Plastic button setting machine刀车Elastic setting machine测试拉力机Pull test machine狗牙车Embroidery lace machine钮门车Button Hole Sewing Machine拉襟车Cover stitch sewing machine钉钮车Buttoning Sewing Machine喋骨车/五线车Over-locking Sewing Machine人字车Zigzag Sewing Machine挑脚车Blind Stitching Machine打枣车Bar-tacking Machine钉珠Beading漂白Bleaching染色Dyeing打鸡眼Eyelet Setting挑脚Bottom Hemming挑边机Blind Hemming Machine上拉链Fixing of Zipper刺绣Embroidering上袖口Attaching cuffs to the sleeves穿腰带Inserting Belt onto Garment钉麦头Labelling熨衣Pressing / Ironing电蒸斗Electrical Steam Iron压朴机Fusing Machine抽湿烫床Moisture-Extract Ironing Table吸风剪线机Thread-End Cutter运输带式验针机Conveyor type needle detector手提式验针机Portable type needle detector分线机Thread Winder灯箱Light Box脱水机Water Extracting Machine充棉机Stuffing Machine松棉机Puffing Machine缩水机Pre-shrinkage machine翻裤机Bottom leg returning machine钢丝网手套Mesh glove5.电线类/ 电子类绕线机Coil winding machine剪线/剥皮Cutting & Stripping引线尺寸Stripping dimension拉尺Tape measure压端子Terminal crimping拉力计Pull force tester电气连续性测试Continuity test测试夹具Test jig烙铁Soldering iron电烙铁Temperature control soldering iron 电动起子Electric screw driver点胶机Glue dispenser螺丝批Electronic screwing driver手腕带测试仪Wrist strap tester直流电源DC power supply锡浆厚度测试仪Soldering thickness tester锡池Soldering pot热风回流炉Hot air reflow oven波峰焊Wave soldering system铆接Riveting fastening system压接机Air pressing machine防水测试Waterproof tester打磨机Platter machine气动系统Pneumatic system保险柜Strong box打蜡机Burnish machine老化测试夹具Aging test jig双秒表Double needle meter吸尘器Dust collector磁化机Magnetize machine超声波清洗机Ultrasonic cleaning machine6.测量仪器名称磅秤Weighing Scale电子天平Electronic Balance拉力测试仪Tension Tester数显卡尺Digital caliper游标卡尺Vernier caliper千分尺Micrometer温湿度仪Thermo-Humidity indicator温度计Thermometer频率计Cymometer电子除湿炉Electronic dehumidity oven瞄准仪/准直仪Auto collimator探头Jig with needle connector离子发生器/离子风机Ionizer物镜分配仪Lens dispenser抖晃仪Jitter meter测色仪Color Measuring Instrument比色仪Color Comparing Instrument干燥箱Dry Cabinet静电测量仪Electrostatic V oltmeter除静电设备Electrostatic Eliminating Equipment 蒸发器-旋转Evaporator-Rotary恒温恒湿设备Humidity Test Chamber离子计Ion Meter离心机Centrifuge放大镜Magnifier显微镜Microscope湿度计Moisture Meter万用表Multi-meter示波器Oscilloscope压力测试仪Pressure Instrument搅拌器-磁性Stirrer-Magnetic转速计Tachometer张力计Tension Gauge扭力测试仪Torque Instrument超声波测厚仪Ultrasonic Thickness Gauge振动计Vibration Meter粘度计Viscometer传感器Sensor7.印刷纸品类7色柔版印刷机7 color flex printing machine on napkin 单色凹版印刷机 1 color gravure printing machine自动复卷机Auto paper rolling machine平压机Hand fed die-cutting machine复卷机Re-winding machine纸杯机Paper cup machine纸盘机Paper plate machine自动纸盘啤机Paper plate die-cutting machine自动分切机Auto sheeting machine纸张分切机Paper shred cutting machine叉车Fork lifter胶膜分条机Cello shred cutting machine过油机Varnish sealing machine设计Artwork design分色Color separation打稿Color proofing拼版Film setting切纸Paper cutting连水油印刷U.V. In line U.V. water base printing烫金机凹凸Hot stamping embossing水油Water base磨光Calendering光油Varnishing吸塑油Heal seal coating送胶P.P送哑水油Mat WB送U.V. Mat U.V.送哑胶Mat P.P裱纸Lamination下栏Detaching摺纸Paper folding滚切PVC roll cutting丝印Silk screen printing烫金Hot stampingPVC啤盒PVC die-cutting切片Notching裱片Window patching胶盒Box jointing埋面Cover lid binding粘角Corner binding车魔术贴Velcro sewing摺盒Box folding8. 鞋类空气枪Air gun毛刷Brush铁槌Hammer拔钉器Nail puller钳子Pincer鞋拔Shoe horn贴沿条机Welt attaching machine上胶机/贴合机Cementing and attaching machine集尘设备Dust collector加热箱Heated chamber后踵整形机Heel seat pounding & shaping machine蒸汽式鞋面定型机Humid vamp setting machine烤箱Oven自调式压底机Universal sole attaching machine真空箱式加硫定型机Vacuum tank vulcanizing machine回转式真空加硫定型机Rotary vacuum vulcanizing machine加硫机Vulcanizing machine木楦Wood last皮带输送机Belt conveyor滚筒输送机Roller conveyor立体回转式输送带Solid rotating conveyor整型机Moulding machine铝楦Aluminum last拉邦钳Lasting pincer两节式鞋楦Hinge last冲孔器Piercer打孔机Holing machine鞋眼打孔机Eyelet puncher钻孔机Drilling machine后跟打钉机Heel nailing machine上糊机Cementing machine真空吸尘机Vacuum cleaner纸盒定型机Carton making machine射出成型机Injection molding machine气压钉跟机Pneumatic heel tacking machine后踵定型机Backpart moulding machine鞋面定型机Boot vamp moulding machine定型机Shaping machine急速加热冷却后踵定型机Quick heating and cooling counter shaping machine 送料机Raw material delivery machine真空干燥机Vacuum dryer悬挂式干燥机Hanging dryer内线缝底机Mackay stitcher外线机Out seam stitcher瓷热机Ceramic heater清胶机Glue cleaning machine蒸湿式热定型机Humid heat setting unit中底打钉机Insole stapling gun墙式压底机Walled sole attaching machine铆合机Rivet setter划线机Shoe lined machine前邦机Toe lasting machine中邦机Waist lasting machine腰邦机Cement side laster后邦机Counter lasting machine气压拔楦机Pneumatic last slipping machine扫刀Wiper砂轮研磨机Emery wheel grinding machine拔楦机Last extracting machine鞋面蒸湿机Upper conditioner磨底机Sole rubbing machine磨皮机Buffing machine修内里机Lining trimming machine修边机Trimming machine削里机Shaving machine削皮机Skiving machine鞋带机Shoe lace machine蒸气式热风烫平机Steam heating pressing machine量皮机Surface measuring and calculating machine 切条机Strip cutting machine片皮机Splitting machine剪带机Strap cutting machine滚边机Folding machine热熔胶套头印置机Thermo-plastic toe puff applying machine 耐磨试验机Abrasion tester老化试验机Aging tester拉力试验机Tensile strength tester湿度计Moisture tester压缩永久变形试验机Permanent compression tester粘度计Viscosity meter万能材料试验机Universal materials tester破裂强度试验机Bursting strength tester染色脱色试验机Dyeing decoloring tester耐黄变试验机Non-yellowing machine耐硫化试验机Action of sulphur test machine永久伸长率试验机Permanent tension tester硬度计Hardness tester曲折弯度试验机Flexing tester耐寒试验机Freezing tester耐滑试验机Slip resistance tester控制板Control panel斩刀Cutting die切割垫板Cutting board量脚器Foot gauge粉碎机Crusher泡棉贴合机Foam pasting machine中底包边机Insole edge covering machine 中底组合成型机Insole assembling machine中底定型机Insole moulding machine鞋头跷度Toe spring鞋带头Lace tip鞋眼扣环Eyelet clip中底垫皮Sock lining拔空气钉Pull out staple贴底Outsole attaching后跟包皮Heel cover砂轮式磨粗Stone roughing鞋底催化机Sole activator中底滚边Insole binding鞋口滚边Top line binding弯边/卷边机Crimping machine鞋领Collar帆布鞋Canvas shoe功夫鞋Kungfu shoe麻布鞋Linen shoe休闲鞋Leisure shoe登山鞋Mountaineering shoe无后套拖鞋Mule海滩鞋Beach comber牛仔靴Cowboy shoe中童女鞋Girl’s shoe大童女鞋Misses shoe女鞋Ladies shoe男鞋Men’s shoe缎面鞋Satin shoe雨鞋Rain shoe便鞋(无松紧带式) Slip-on便鞋(有松紧带式) Slip-in工作鞋Work shoe。
高周波塑料熔接机安全操作规程范文

高周波塑料熔接机安全操作规程范文如下:
一、操作员必须接受相关安全培训并持有效证书。
二、在使用高周波塑料熔接机时,操作员必须穿戴符合安全要求的个人防护装备,包括手套、护目镜和工作服。
三、在进行机器操作前,操作员应检查设备和工作区域是否安全并清洁。
四、操作员应每日检查机器的电气系统和机械部件是否正常运转,并及时报告任何异常情况。
五、禁止擅自更改高周波塑料熔接机的操作设置,操作员必须按照规程操作。
六、在使用过程中如发现异常声音或异味,应立即停机检查并排除故障。
七、操作员必须保持清醒状态,严禁酗酒醉酒或服用影响工作安全的药物。
八、操作结束后应将高周波塑料熔接机设备关闭并拔掉电源插头,确保安全。
九、禁止将未经培训的人员擅自操作高周波塑料熔接机。
十、禁止在操作过程中私自离开工作岗位,必须严格遵守操作规程。
以上是高周波塑料熔接机安全操作规程范文,希望能够帮助您更好地了解和掌握安全操作要求。
第 1 页共 1 页。
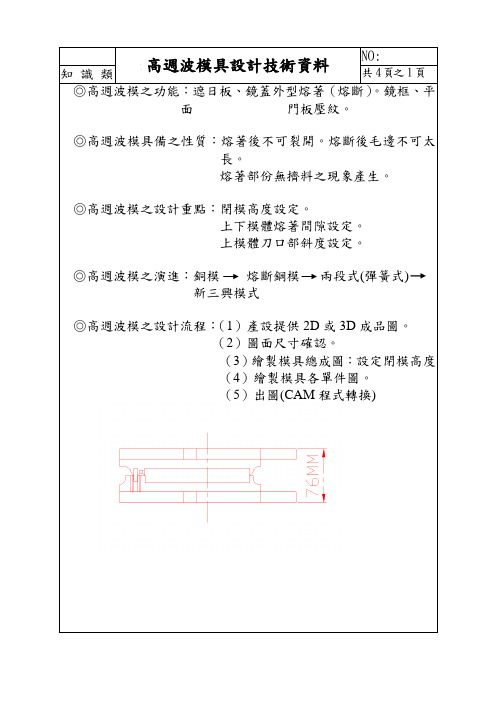
高周波模具设计技术资料
(4)新三興式
製作方式為:(1)依模具圖申購所須的材料規格。(含銅片及模板)
(2)銅片納入後須先整平。
(3)將銅片依圖面製作出所須的尺寸及形狀。(此即為上下模體)
(4)分別將上下模體鎖固於上下模板。
高週波模具設計技術資料
NO:
知識類
上下模體熔著間隙設定。
上模體刀口部斜度設定。
◎高週波模之演進:銅模熔斷鋼模兩段式(彈簧式)
新三興模式
◎高週波模之設計流程:(1)產設提供2D或3D成品圖。
(2)圖面尺寸確認。
(3)繪製模具總成圖:設定閉模高度
(4)繪製模具各單件圖。
(5)出圖(CAM程式轉換)
高週波模具設計技術資料
NO:
知識類
共4頁之2頁
(6)將成品圖貼合在鋁板上,再將所有的銅片依圖面形狀分別以固定器將之固定於鋁板上。(固定器須於事前做妥統一規格)。
(7)將固定器A也固定於鋁板上以作為車門板尺寸之定位。
(8)製作扶持器,上方貼泡棉,其高度約低於銅模面3-5㎜。
(9)左右兩端各製作一支手把分別固定於鋁板上,以利於搬運。
(10)再確認模具各部位尺寸是否正確。
高週波模具設計技術資料發現其成品外型殘留毛邊現象非常輕微優于傳統之作法但其對加工精度的要求也較高
高週波模具設計技術資料
NO:
知識類
共4頁之1頁
◎高週波模之功能:遮日板、鏡蓋外型熔著(熔斷)。鏡框、平面門板壓紋。
◎高週波模具備之性質:熔著後不可裂開。熔斷後毛邊不可太長。
熔著部份無擠料之現象產生。
◎高週波模之設計重點:閉模高度設定。
(五)定位塊A、B:材質為電木(代木),厚度45㎜,此單件只適用於上緣熔斷時做為外型定位,全週外型熔斷時則不必用此定位塊。
高周波工艺
高周波工艺
高周波工艺是一种理论上和实际上都有效的工艺技术,它可以用于加工工业制品,以增加其质量和功能。
主要应用在机械、航空、航天航空等行业。
高周波工艺技术是一种利用微波实现高速加工的一种特殊技术,它表现出了几种不同的技术性能。
首先,它可以在极短的时间内实现高速加工,甚至可以实现百万分之几的毫秒级加工。
其次,它可以有效的改善加工物料的微观结构,从而改善加工物料的性能,提高性能。
最后,微波加工工艺可以在极短的时间内实现加工物料的表面的精细加工,所以微波加工技术在微细加工中表现出良好的性能。
目前,高周波加工技术在生产实践中得到了广泛应用,它大大简化了工艺流程,提高了加工精度,改善了加工产品的质量。
它应用于制造涡轮增压器、汽车发动机部件、航空航天等部件的加工,从而提高了这些部件的性能。
此外,高周波工艺技术还可以在航空航天、航空领域、汽车制造等行业应用,有助于改善对象加工物料的精度和质量。
随着社会的进步,高周波工艺技术在各个领域的应用也日益增多。
同时,高周波工艺技术也在技术上发展,如改进加工技术、提高加工精度等,实现高周波加工技术承载更高的要求。
未来,高周波工艺技术将在机械加工领域中发挥重要作用,为国家的发展和社会的进步贡献出自己的力量。
总之,高周波工艺技术在机械加工领域起到了重要作用,它可以
有效的改善加工物料的微观结构,同时又可以在短时间内实现精度的加工,从而提高了加工物料的性能。
目前,高周波工艺技术已经被应用到各行各业领域,正在发挥着重要作用,未来,高周波工艺技术将在机械加工领域中发挥更大的作用,有助于推动国家和社会的发展。
高周波塑料熔接机安全操作规程范本

高周波塑料熔接机安全操作规程范本第一章总则第一条目录第二条适用范围第三条安全操作规程的基本原则第四条安全操作规程的主要内容第二章安全责任第五条责任主体第六条责任的内容第三章生产准备第七条设备检查及维护第八条周边设施配套第九条安全措施的制定和安装第四章安全操作第十条操作定位及操作动作第十一条规程执行第十二条工作责任和连带责任第五章灾害事故的处理第十三条灾害事故处理的原则第十四条灾害事故处理的程序第十五条灾害事故后的处理和记录第六章安全纪律第十六条安全纪律要求第十七条安全纪律的监督和检查第十八条重大事故责任追究第七章监督检查第十九条安全监督检查的目的第二十条安全监督检查的内容第二十一条安全监督检查的方式和次数第二十二条安全监督检查的结果处理第一章总则第一条目录本规程是为了规范高周波塑料熔接机的安全操作,保障操作人员的生命财产安全,避免生产事故发生,提供操作规范,明确责任,确保设备的正常运行。
第二条适用范围本规程适用于所有使用高周波塑料熔接机的操作人员。
第三条安全操作规程的基本原则1. 安全第一:生产过程中,安全永远是第一位的。
2. 预防为主:做到预防为主、治理为辅,防患于未然。
3. 依法安全:按照法律法规和相关标准来执行,确保操作合法合规。
4. 个人责任:每个操作人员都有自己的安全责任,不能推卸和逃避责任。
第四条安全操作规程的主要内容1. 安全责任:明确责任主体和责任内容。
2. 生产准备:设备检查及维护,周边设施配套,安全措施的制定和安装。
3. 安全操作:操作定位及操作动作,规程执行,工作责任和连带责任。
4. 灾害事故的处理:灾害事故处理的原则,灾害事故处理的程序,灾害事故后的处理和记录。
5. 安全纪律:安全纪律要求,安全纪律的监督和检查,重大事故责任追究。
6. 监督检查:安全监督检查的目的,安全监督检查的内容,安全监督检查的方式和次数,安全监督检查的结果处理。
第二章安全责任第五条责任主体1. 高周波塑料熔接机的使用单位负有高周波塑料熔接机的安全运行责任。
高周波操作指导书
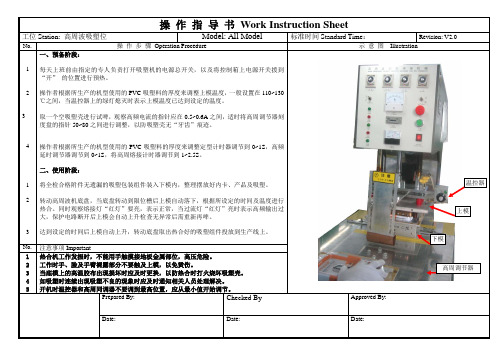
操作指导书Work Instruction Sheet工位Station: 高周波吸塑位Model: All Model 标准时间Standard Time:Revision: V2.0 No. 操作步骤Operation Procedure 示意图Illustration一、预备阶段:1 每天上班前由指定的专人负责打开吸塑机的电源总开关,以及将控制箱上电源开关拨到“开”的位置进行预热。
2 操作者根据所生产的机型使用的PVC吸塑料的厚度来调整上模温度,一般设置在110~130℃之间,当温控器上的绿灯熄灭时表示上模温度已达到设定的温度。
3 取一个空吸塑壳进行试啤,观察高频电流的指针应在0.5~0.6A之间,适时将高周调节器刻度盘的指针50~80之间进行调整,以防吸塑壳无“牙齿”痕迹。
4 操作者根据所生产的机型使用的PVC吸塑料的厚度来调整定型计时器调节到0~1S,高频延时调节器调节到0~1S,将高周熔接计时器调节到1~2.5S。
二、使用阶段:1 将全检合格附件无遗漏的吸塑包装组件装入下模内,整理摆放好内卡、产品及吸塑。
2 转动高周波机底盘,当底盘转动到限位槽后上模自动落下,根据所设定的时间及温度进行热合。
同时观察熔接灯“红灯”要亮,表示正常,当过流灯“红灯”亮时表示高频输出过大,保护电路断开后上模会自动上升检查无异常后需重新再啤。
3 达到设定的时间后上模自动上升,转动底盘取出热合好的吸塑组件投放到生产线上。
No.注意事项Important1 热合机工作发振时,不能用手触摸接地板金属部位,高压危险。
2 工作时手、脸及手臂裸露部分不要触及上模,以免烫伤。
3 当底模上的高温胶布出现损坏时应及时更换,以防热合时打火烧坏吸塑壳。
4 如吸塑时连续出现吸塑不良的现象时应及时通知相关人员处理解决。
5 开机时温控器和高周同调器不要调到最高位置,应从最小值开始调节。
Prepared By: Checked By Approved By:Date: Date: Date:上模下模温控器高周调节器。
高周波
高周波即高频。
其实高周波是超声波的一种,他们的区分标准是频率。
所谓超声波,是指人耳听不见的声波。
正常人的听觉可以听到16赫兹(Hz)-20千赫兹(KHZ)的声波,低于16赫兹的声波称为次声波或亚声波,超过20千赫兹的声波称为超声波。
超声波是声波大家族中的一员。
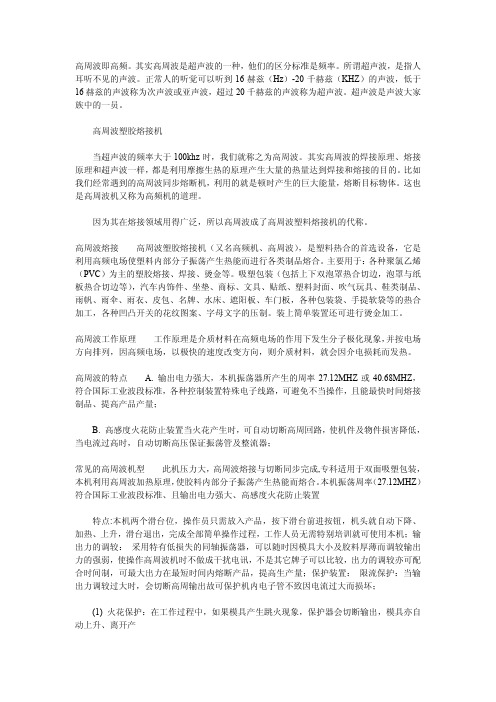
高周波塑胶熔接机当超声波的频率大于100khz时,我们就称之为高周波。
其实高周波的焊接原理、熔接原理和超声波一样,都是利用摩擦生热的原理产生大量的热量达到焊接和熔接的目的。
比如我们经常遇到的高周波同步熔断机,利用的就是顿时产生的巨大能量,熔断目标物体。
这也是高周波机又称为高频机的道理。
因为其在熔接领域用得广泛,所以高周波成了高周波塑料熔接机的代称。
高周波熔接 高周波塑胶熔接机(又名高频机、高周波),是塑料热合的首选设备,它是利用高频电场使塑料内部分子振荡产生热能而进行各类制品熔合。
主要用于:各种聚氯乙烯(PVC)为主的塑胶熔接、焊接、烫金等。
吸塑包装(包括上下双泡罩热合切边,泡罩与纸板热合切边等),汽车内饰件、坐垫、商标、文具、贴纸、塑料封面、吹气玩具、鞋类制品、雨帆、雨伞、雨衣、皮包、名牌、水床、遮阳板、车门板,各种包装袋、手提软袋等的热合加工,各种凹凸开关的花纹图案、字母文字的压制。
装上简单装置还可进行烫金加工。
高周波工作原理 工作原理是介质材料在高频电场的作用下发生分子极化现象,并按电场方向排列,因高频电场,以极快的速度改变方向,则介质材料,就会因介电损耗而发热。
高周波的特点 A. 输出电力强大,本机振荡器所产生的周率27.12MHZ或40.68MHZ,符合国际工业波段标准,各种控制装置特殊电子线路,可避免不当操作,且能最快时间熔接制品、提高产品产量;B. 高感度火花防止装置当火花产生时,可自动切断高周回路,使机件及物件损害降低,当电流过高时,自动切断高压保证振荡管及整流器;常见的高周波机型 此机压力大,高周波熔接与切断同步完成,专科适用于双面吸塑包装,本机利用高周波加热原理,使胶料内部分子振荡产生热能而熔合。
鞋类高频(高周波)技术资料
鞋类⾼频(⾼周波)技术资料感⾔⼀、鞋业现状:⽬前在⼤陆台商鞋⼚,不仅供⼤于求,⽽且所接之单价⼜低,⼗⾜买⽅市场,再加上市场的竞争激烈,不易掌握市场,使产品⽣命期缩短,增加开发成本,⽽客户⼜以鞋⼚为仓库,有单即下,不但增加⼯⼚作业的⼯作量,并提⾼成本的周转,更得⾯对每⽉最低⼯资的调整,和五⼤保险绝对落实(伤残、医疗、⽣育、退休、失业)再加上⼤陆鞋⼚的兴起……等种种因素,造成台商鞋⼚由合理的利润变为只有竞争性的利润,甚⾄为竞争性的价格所淘汰。
但是⽣产⾼单价鞋,更要有坚强的体质。
⽽改变和增进体质更需要有决⼼和时间,才能屹⽴鞋业界。
⼆、⽣存之道:需要有⼀个好的经营管理团队为基础(即⽣命共同体的理念)并以利润的三⼤根源;A.降低成本.B.提⾼效率.C.减少库存来衍⽣出更好的执⾏计划,⽽做更好的事,有如开发技转中⼼:a. 如何使⽣产简单化标准化,⽽根除⽣产的不良因素,才能保证⽣产顺畅。
b.如何创新,制度检讨,⽽降低成本c.做到经验传承,⽤以防愚防误,⽽培育⼈才中⼼。
总之!!为追求企业有利润⽣存之道,必须了解⼈不是成本⽽是会跑的资产,唯有互信才能留住⼈才,更要抱着抛弃昨⽇的⾃我,养成⾃动⾃发终⽣学习的习惯,以独⽴思考为导向,⽽勤于学习新知,勇于尝试改变,使知识转为利润,奠定管理和技术创新的压⼒,更要有报忧不报喜的信念,来做改善的基础,才有迎战未来,决胜未来的信⼼,更不会在这波汹涌潮流中所淹没⽽消失。
前⾔(1)⾸先本公司全体同仁谨以最诚恳的⼼感谢各位共同参予本次的研讨会。
(2)此研讨会主要议程在于让各位了解”⾼周波”的产⽣及所能应⽤的范围(含模具、印刷、TPU认识)(3)在此同时也更深⼊让各位了解”⾼周波”在⼈类⽣活中的要素---⾷、⾐、住、⾏、育、乐,六⼤要素中,牵系着紧密关系⽽且已达密不可分的程度。
(4)尤其更让各位能在耿诠有限公司的讲解下,充份的发挥及⼤胆的尝试。
(5)当然在本公司不断的研发前提下,⽆法控制的发展出新的产品,同时更融合了⼚家新信息,同步开发,且本公司有超越更多信息朝向各种未来的发展,研发出各种机型及降低各项成本以提⾼⽣产⼒并创造奇绩为⽬标,突破各项传统的制造⽅式并提升⽣产竞争⼒。
吸塑资料整理

吸塑资料汇总真空吸塑概况真空吸塑包装被称为无容器包装,可大量节省包装的原辅材料,减少包装废弃物,符合全球大力倡导的适度和减量包装的要求。
真空吸塑包装是 20 世纪 80 年代发展起来的包装新技术和新材料,这种新技术和新材料,开始用于对药片、药丸、卫生丸、糖块等固体小件进行包装。
随着塑料软包装逐渐兴起,真空吸塑包装的应用更加广泛。
近年来,在我国真空吸塑包装开始用于对小型电器产品的包装。
很多大型家电的包装都是将包装的上下部分用硬包装支撑固定,外部则使用高强度的透明塑料膜。
许多小型家电如刻录机、DVD、EVD 等产品的包装都开始采用真空吸塑包装,它针对的是只需护其棱角,不必整体包装的商品,并以纸制型材作为其护边、护角、护顶、护底等防护包装材料,从而使其环保、成本、商业促销等都得以综合体现,开辟了包装减量化的新途径。
真空吸塑包装的主要优点是,节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;能包装任何异形产品,装箱无需另加缓冲材料;被包装产品透明可见,外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。
真空吸塑包装是在专用的包装机械上进行的,近年来随着商品包装向机械化、自动化方向发展,生产热成型包装机械的厂家发展很快,国内外已有多家专业生产真空吸塑包装设备的厂家。
虽然吸塑成型包装机的结构型式各不相同,但其原理基本上的相似的。
真空吸塑包装的工作原理是,热塑性复合塑料薄膜,经红外加热板加热软化下沉,真空吸盘工作台上放有预制的瓦楞纸板,在其上放有被包装的电器产品。
当薄膜经加热软化到一定程度时,真空吸盘工作台经压缩空气推动上升,使被包装产品与软件带有磁性一面的薄膜接触,同时打开真空室阀门。
此时产品与薄膜之间的空气,经真空孔抽吸到真空室内,从而使薄膜热粘性的一面紧紧吸附在产品与托板上,再经风扇冷却薄膜外表面,将多余的边料切去,折叠起吸塑后的瓦楞纸板成长方盒形,用胶带粘贴包装盒接口处,即包装成型。
高周波塑料熔接机安全操作规程

高周波塑料熔接机安全操作规程
如下:
一、操作前须全面了解操作规程,并确保设备正常运行状态。
二、穿戴规定的劳动防护用品。
三、操作过程中应保持专注,严禁与他人交谈或受外界干扰。
四、操作人员必须合格通过相关培训并持有效证书。
五、操作时应准确操作操作按钮,严禁擅自调整设备参数。
六、不得超负荷使用设备,严禁私自改装设备。
七、操作人员应定期对设备进行检查和维护,确保设备处于正常工作状态。
八、操作结束后,应立即关闭设备电源,并进行必要的清洁和维护。
九、遇到设备故障或异常情况,应立即停止操作,并及时通知维修人员处理。
十、在操作过程中发现安全隐患,应立即上报,并进行整改。
十一、禁止在没有操作许可证的情况下进行操作。
十二、操作人员应遵守相关安全规定,严禁违反操作规程行为。
十三、对于不熟悉的操作或有疑问的情况,应及时向主管人员请教。
十四、如有操作不当导致设备故障,应及时报告,并配合维修人员排除故障。
十五、操作结束后,应将设备恢复至初始状态,清理工作环境。
十六、定期进行应急演练,提高员工应急处理能力。
十七、严格执行安全操作规程,确保操作安全有效进行。
第 1 页共 1 页。
高周波操作指导书.
高周波(安全)操作指引目的:1.1制订标准使后续热熔机使用及操作有依据可循。
1.2确保生产时操作者安全。
并保证生产之质量要求。
1.范围:适用于本公司”双头”高周波2.权责:3.1日常保养点检校正:使用单位3.2异常状况处置:相关单位4. 使用方法:4.1接通气源,拨起气体调节阀旋扭,将气压调整到5~8Kg范围内。
4.2合上电源入线空气开关和主机箱上的电源总开关,听到机体内有风机的旋转声。
打开面板上电源开关,观察电源指示灯(绿色)亮起,同时,温控开关指示灯亮。
4.3将上模安装在上模板上。
下模安装于托盘上。
4.4调模。
调节机头气动开关至手动,手动下降按钮使模具压下,使杠杆推到底后高度适中。
旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各螺丝。
在托盘上移动下模的位置,对准上模,调好后用胶带固定好。
4.5调高周。
在不压下模具的情况下打开高频开关,参考值:调节下降时间“2”;熔接时间“3”;定型时间“3”;上升时间“1”;R.F.POWER “4”;同调“60”;温度“100”。
等温度到了再试机。
4.6将吸塑罩下半片拿在手中,放入被包装物件,再将吸塑罩上半片对准下吸塑罩放好,再放入托盘模中。
机头气动开关至手动,推入托盘,机器手动下压成型。
取出料件检视包装熔接效果。
根据实际情况重新设定熔接时间(一般在2~4秒左右),按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。
熔接时间完成后等1~2秒冷却定型后使上模上升,取出料件。
经过多次试压调校达到要求后,即可将气动开关打开进行正常生产。
注意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。
4.7模具预热和温控器的使用。
上模吊装板上设有发热器件和温控器。
根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。
此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。
(预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左右,PET材料预热80℃左右。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.停机。停机时首先封闭面板上的电源开关,待冷却风机继续工作5分钟后再封闭电源开关。叁、机器维护保养8.1、定期在各活动动部位加注液体或固体润滑油,并将多余的油擦抹干净。
8.2.1、每次使用机器前,必须按操纵要求通电预热足够的时间,以保证电子管正常工作和延长其使用寿命。
8.2.2、操纵时切勿使上、下电极直接接触,否则会因短路而损坏模具和机器的零部件。
8.3、熔接时,人体严禁接触上电极模板、模具,以免烧伤皮肤。
8.4、机内有高压电路,维护修理时必须封闭总电源15分钟以后,方可打开机盖,以确保人身安全。伍、模具维护保养模具一般由用户提供样板,找专业模具制造厂定做。我公司(高德机械)也可为客户定做模具。
8.2、灰尘和湿润是高频机的大敌!所以,要定期用干燥高压气体、干布或电吹风等对高频桶内(特别是电子管四周)、火花板及所有高频通路做好除尘、驱潮工作,一般湿润季节一周一次,干燥季节一月一次。停机多天重新起用时,需先做好上述保养工作后方可投进使用。另外,因灰尘或湿润引起打火的部位,一定要擦掉烟尘并用刀片、砂布等工具清除打火的痕迹,否则会引起更加严重的打火现象发生,甚至损坏零部件。肆、留意事项
3.4.安装气源:用10mm塑胶气管连接合适的气源至机器的气体调节阀上。贰、使用方法
3.4.1.接通气源,拨起气体调节阀旋扭,将气压调整到4~7Kg范围内。
3.4.2.检查面板上开关,高周开关置于“关”位置,手动/自动选择开关于“手动”位置,电源开关置于“关”位置。合上电源进线空气开关和机台侧面的电源总开关,听到机体内有风机的旋转声。打开面板上电源开关,观察电源指示灯(绿色)亮起,电压表指示在220V左右。
8.4.1、上模。上模一般用黄铜板、铝合金板制作。在使用一段时间后由于长时间加热及内应力的影响会变形,需再经平整后继续使用。使用中若产生火花使模具烧损,可用焊锡将烧损处补上修平整后继续使用。
8.4.2、下模。下模一般用铝合金板、环氧尽缘板和高温胶布制作。使用中高温胶布损坏率最高,要经常更换,更换时留意粘贴层数要一致。环氧尽缘板有时也会因打火而被烧穿,要及时用厚度相同的环氧板更换。
8.4.3.2、自动时,推进推盘后无任何动作。①下降指示灯不亮。支撑板两侧微动开关位置发生变化或损坏。调整微动开关位置或更换微动开关。②下降指示灯亮。下降电磁场阀损坏或有断路现象,检查线路或更换电磁阀。③无气压,接通气源,调整气压到6-8Kg/c㎡
8.4.3.3、熔接时间电流表无指示①栅极电阻断路。修复断路点或更换电阻。②高压直流电路故障。a、正高压直流未到达电子管阳极。修复断路点;b、高压整流桥坏。更换;c、高压变压器坏。更换;d、交流接触器坏。更换;e、熔接时间制坏。更换;③电子管未加上灯丝电压(线路故障或灯丝变压器坏)。排除故障或更换变压器。④高压负极与地开路(线路故障或电流表开路)。排除故障或更换电流表。⑤电子管阴极(一般为灯丝)与地开路。重新连接好。⑥电子管损坏。更换。⑦交流接触器损坏或线路断线。更换交流接触器或修复线路。⑧熔接时间制KT2损坏。更换熔接时间制。
3.4.3.按动面板上红色上升按扭,使上模板上升至最高位置。将一个推盘推进工作位置,推盘侧面的磁铁会吸住支撑板而使推盘定位。
3.4.4.将上模安装在上模板上。下模安装于转盘上。
4.调模。按动面板上绿色下降按扭,使上模下降到接近下模的位置。旋动上模吊装板上两端吊模螺丝调节上模左右平衡度,旋动上模吊装板上四角手柄螺丝调节上模四角平衡度,调整好平衡度后拧紧各调节螺丝。移动下模在转盘上的位置,对准上模,调好后锁紧两边管位螺丝。用同样方法调整好另一个下模在转盘上的位置。
8.4.3.7、熔接时阳极电流上升迅速且出现保护动作,保护指示灯亮起。①模具打火。找出原因排除(参见12)②同调器设定值太高。降底设定值。
8.4.3.8、熔接时阳极电流上升缓慢。桶边电容器容量偏大,调大铝板间隙使电容量减小。
8.4.3.9、熔接时电子管亮度随输出功率增大而明显减弱且交流接触器不能牢固吸合。电源电压过低或电源线太细。8.4.3.10、电子管亮度比原来明显降低。电子管灯的电源线接触不良或电子管老化,排除接触不良或更换电子管。8.4.3.11、熔接时交流接触器乱跳不能吸合,或吸合后会有明显的噪音。①桥式高压整流器有一组或二组击穿短路。更换。②高压直流通路中高压电容器击穿或线路有连机壳处。更换高压电容器或排除短路故障。③高压变压器短路。更换。
9.按日常保养规定进行保养,并记录在《设备保养记录表》上。
10.记录
《纠正和预防措施要求书》
《设备保养记录表》
8.4.3.4、空载时接通高压几秒钟后阳极电流自动缓慢上升。栅极电流偏大,适当减小栅极电流。
8.4.3.5、空载阳极电流偏大(正常值为0.15A左釉订,谐振桶输出口发热。桶边电容器容量偏小,调小电容器铝板的间隙,使电容量增大。
8.4.3.6、空载时阳极电流迅速上升至较大值并且机器出现保护动作,保护指示灯亮起。①谐振桶内部打火。清除灰尘或异物。②桶边电容器打火。清洁铝板,修复烧蚀处。③谐振桶与机壳连接不良。清除锈迹,打紧连接螺丝。④谐振桶引出的导电带与腔体或桶边电容接地铝板间有碰连处。调整导电带位置。⑤谐振桶铝盖与腔体接触不良。取下用砂布磨光后装回并打紧固定螺丝。⑥电子管灯丝旁路电容断路。更换。⑦栅极电容器断路。更换。⑧栅极连接铜片未接牢。打紧螺丝。
6.模具预热和温控器的使用。上模吊装板上设有发热器件和温控器。根据产品情况需要预热时,需在生产前20分钟左右打开温控器并调整旋扭设定好温度。此时温控器上红色指示灯亮着,等温度达到后指示灯熄灭,即可开始生产了。预热温度的高低需根据被熔接物的材质和厚度综合决定,一般PVC材料预热120℃左釉冬PET材料预热80℃左右。模具预热可加快生产速度,进步产量。
5.将吸塑罩下半片置进下模内,放放被包装物件,再将吸塑罩上半片对准下吸塑罩放好,转动转盘使下模进进工作区定位,按动下降按扭,使上模下降压住吸塑罩。再将带有黄铜圈的接地铝板安装在接地支架上(留意:黄铜圈必须与推盘可靠接触)。顺时针旋动机器前面的同调器旋扭,使指针指向零位,设定下降延迟时间为1.5秒左釉冬熔接时间10秒,定型时间为1.5秒左釉冬上升时间为1秒左右。先将高周开关置于“关”位置,再把自动/手动选择开关扳向“自动”位置,机器进进一个自动工作过程,延迟1.5秒后熔接时间开始,缓慢调节同调器,使指针向大数方向旋转,观察电流表指针慢慢上升,观察被熔接吸塑罩,被熔接好时按下红色停/上升按扭,机器立即停止熔接,上模上升至最高位置。此时,将自动/手动选择开关扳回“手动”位置,推动推盘使下模离开工作区,取出料件检视包装熔接效果。根据实际情况重新设定熔接时间(一般在2~4秒左釉订,按照前面的方法再次试压,适当增加熔接电流,使机器在设定的熔接时间内能熔接好料件。熔接时间完成后,进进冷却定型时间(根据情况设定),定型时间完成后上模上升,上升高度由设定的上升时间决定,经过多次试压调校达到要求后,即可将自动/手动选择开关置于“自动”位置进行正常生产了。正常生产时要调整好下降时间,要求在下降时间内上模下降并压紧料件,也不能太长而浪费时间。留意:每次生产前必须先将机器通电,让电子管预热15分钟后方可生产。
8.4.3.14、模具打火时,没有火花保护动作,或虽有动作但模具烧伤较严重。①火花保护灵敏度调得太低。顺时针旋动线路板上电位器使灵敏度进步。②火花信号线断路。修复断路点。③火花线路板故障。更换或检验。④保护继电器损坏。更换。
8.4.3.15、一开始熔接就出现保护动作。①火花保护灵敏度调得太高。逆时针旋动线路板上电位器使灵敏度降低。②吊模热板发热体漏电。更换发热体。③火花信号线有碰机壳处。检查并排除。④火花线路板故障。更换或检验。⑤熔接电流设定得太大。调整同调器,减小熔接电流设定值。
1.目的
1.1为保证(软管、角阀,吸塑包装)等各项指标能够达到使用要求。
2.适用范围
2.1适用于工厂各类PVC吸塑包装。
3.操作说明
机器安装本机应在少尘、无腐蚀性气体的室内干燥环境中使用。供给本机的电源应装设空气开关及合格的地线以确保安全。
3.1.安装电子管a、打开机体下部前盖板和右侧盖板。b、将电子管从机器后部缝隙小心放进谐振桶中心,调整好方向后用螺钉固定于安装座上。c、将灯丝导线装于电子管的灯丝螺钉上,留意拧紧螺母时,必须用两把合适的板、将栅极铜片用螺丝固定在电子管的栅极上,不可松动。
8.4.3、经常对模具进行维护保养可确保生产的稳定性。常见故障的排除方法
8.4.3.1、打开面板上的电源开关后电压表无指示,电源灯不亮。①总电源开关未打开。先打开总电源开关。②冷却风扇损坏。更换风扇。③风扇下方的微动开关故障。a、未调整好风叶,使风叶不能被风扇吸起或虽能吸起但不能带动微动开关。重新调整风叶。b、微动开关损坏。更换微动开关。④机器后上部10A或3A保险管断路。查明原因排除故障后用相同规格的保险管更换。⑤开关损坏或线路断路。更换开关或排除断路点。
3.2.安装推盘滑轨和安放推盘先将滑轨用螺丝固定在机器的相应安装座上(先不要拧紧螺丝),再把推盘安放在滑轨上(滑轮要卡住滑轨),调整滑轨使推盘对正支撑板,移动稳定灵活。然后拧紧滑轨固定螺丝。
3.3.安装电源线:本机电源线为5芯电缆,其中黄色接地线,棕色接零线,其余三条接火线(不分相序)。留意,必须接于三相380VAC、35A空气开关上,为确保人身安全,地线必须可靠驳接。
8.4.3.12、熔接时,模具经常打火。①模具有毛刺或太脏。磨光或清洁模具。②模具未调平。重新调整模具。③下模尽缘材料破损或打火痕迹未清理干净。更换尽缘材料或清理打火痕迹。④熔接电流调得太大。调小熔接电流。⑤被熔接物水份或杂质太多。更改被熔接物。
8.4.3.13、熔接时,熔接电流较小时即出现过流保护动作,或熔接电流超过最大答应值(5000S为0.8A、8000S为1.2A),过流保护还不能动作。过流保护调整电阻(30W10)未调好。重新调整。