CNC刀具清单(BOM)
常用CNC刀具用途一览表

用来光弧面/光刀/,有效长度80
SUN刀把 类别
CNC常用刀具用途普通一机 览表
规格
机种
用途
D20R10-200L D20R10-160L
刀把
D16R8-150L D12R6-120L D10R5-120L
普通机
用来光弧面,有效长度140光拐角R11以上 用来光弧面,有效长度100光拐角R11以上
用来清角/光刀/光平面,有效长度130光拐角R17以上
用来清角/光刀,有效长度130光拐角R13以上
用来清角/光刀/光平面,有效长度100光拐角R13以上
用来清角/光刀,有效长度130光拐角R10以上
用来清角/光刀,有效长度100光拐角R10以上
普通机
用来清角/光刀,有效长度90,多数加工卡位光拐角R8.5以上 用来光弧面/光刀/开粗小工件,有效长度90
普通机与高 速机通用
用来清角/开粗,有效长度50加工拐角R6.5以上工件 用来清角/开粗,有效长度50加工拐角R5.5以上工件 用来清角/开粗,有效长度35加工拐角R4.5以上工件 用来清角/开粗,有效长度28加工拐角R3.5以上工件 用来清角/开粗,有效长度22加工拐角R3以上工件 用来清角/开粗,有效长度19加工拐角R2.5以上工件 用来清角/开粗,有效长度19加工拐角R1.6以上工件
CNC常用刀具用途一面,有效长度80加工跟部R6.5以上工件
用来光弧面,有效长度50加工跟部R5.5以上工件
用来光弧面,有效长度40加工跟部R4.5以上工件
普通机与高 速机通用
用来光弧面,有效长度35加工跟部R3.5以上工件 用来光弧面,有效长度30 光枕位,加工跟部R3.5以上工件
是一种飞刀,开粗面积较小的深腔,有效长度220,
CNC常见刀具识别
刀具名称
用途
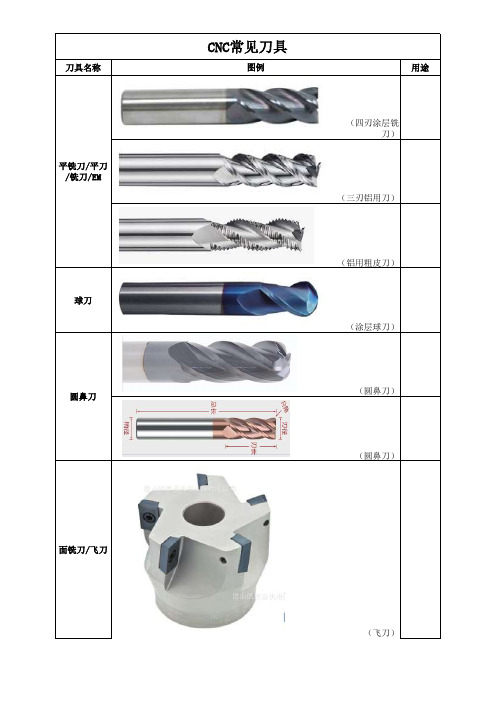
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
CNC常见刀具
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
右牙刀/丝攻/丝锥/tap
雕刻刀
非标成型刀/异形刀。
CNC常见刀具识别

刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
CNC常见刀具
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
非标成型刀/异形刀
右牙刀/丝攻/丝锥/tap
雕刻刀。
CNC刀具规格表
φ6*φ16 R0.8
APMT1604PDER-M2
R0.8
RPMW1003 MO-II
R5
- 22 -
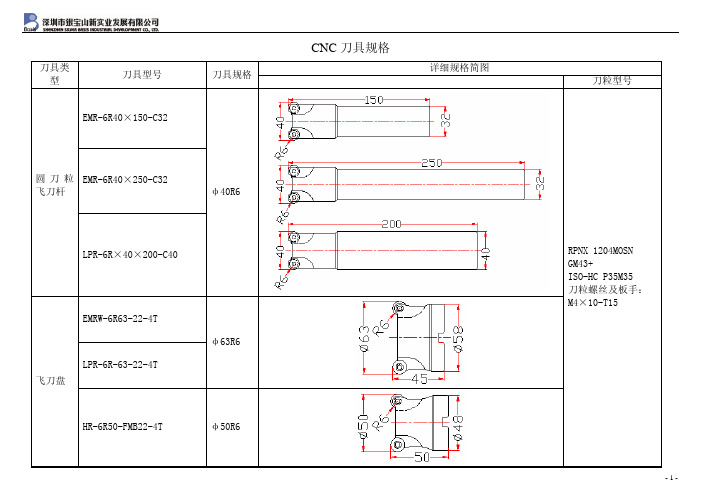
RPNX 1204MOSN
R6
EDNW-13T4TN-10
R3
EDNW-15T4TN-10
R3
- 23 -
φ2R1 φ2.5R1.25
XAC-BEM2S1.5
φ3R1.5
XAC-BEM2S2 XAC-BEM2S2.5 XAC-BEM2S3
φ4R2 φ5R2.5 φ6R3
- 16 -
XAC-BEM2S4
XAC-BEM2S5
XAC-BEM2S6
钨钢涂层平底
刀
XAC-PEM2S1
XAC-PEM2S1.5
XAC-PEM2S2
EMR-5R×35×200-C32-3T
飞刀盘 FSRM5063-4T
φ63R3
RPMW1003 MO-II AH120 螺丝:M3.5×10-T15 M4×9-T15
R10 CY250 EDNW-15T4TN-10
-2-
ASR504-22-4T
φ50R3
BAP300R-16×160-C15-2T
刀具类 型
刀具型号
EMR-6R40×150-C32
刀具规格
圆 刀 粒 EMR-6R40×250-C32 飞刀杆
φ40R6
LPR-6R×40×200-C40
EMRW-6R63-22-4T
LPR-6R-63-22-4T 飞刀盘
HR-6R50-FMB22-4T
φ63R6 φ50R6
CNC 刀具规格
详细规格简图
TDL22.7-250L
粗镗刀
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
数控比赛刀具、量具清单
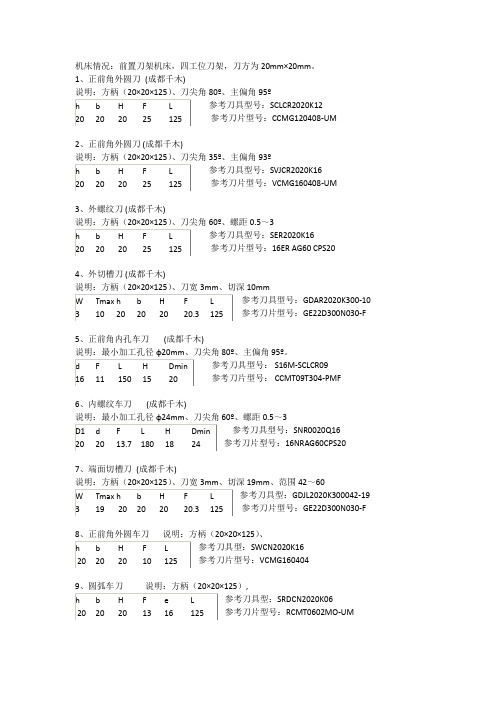
机床情况:前置刀架机床,四工位刀架,刀方为20mm×20mm。
1、正前角外圆刀(成都千木)80º、主偏角95º参考刀具型号:SCLCR2020K12参考刀片型号:CCMG120408-UM2、正前角外圆刀 (成都千木)说明:方柄(20×20×125)、刀尖角35º、主偏角93º参考刀具型号:SVJCR2020K16参考刀片型号:VCMG160408-UM3、外螺纹刀 (成都千木)说明:方柄(20×20×125)、刀尖角60º、螺距0.5~3参考刀具型号:SER2020K16参考刀片型号:16ER AG60 CPS204、外切槽刀 (成都千木)说明:方柄(20×20×125)、刀宽3mm、切深10mm参考刀具型号:GDAR2020K300-10参考刀片型号:GE22D300N030-F 5、正前角内孔车刀(成都千木)说明:最小加工孔径φ20mm、刀尖角80º、主偏角95º。
参考刀具型号: S16M-SCLCR09参考刀片型号: CCMT09T304-PMF6、内螺纹车刀(成都千木)60º、螺距0.5~3参考刀具型号:SNR0020Q16参考刀片型号:16NRAG60CPS207、端面切槽刀(成都千木)19mm、范围42~60参考刀具型:GDJL2020K300042-19参考刀片型号:GE22D300N030-F20×20×125)、参考刀具型:SWCN2020K16参考刀片型号:VCMG160404,参考刀具型:SRDCN2020K06参考刀片型号:RCMT0602MO-UM10、φ23钻头.(变径套由大赛组委会提供)11、内孔刀夹套(4工位刀架)(由大赛组委会提供)12、垫片:厚度0.5mm、1mm、1.5mm、2mm。
每台机床各4片。
CNC刀龙门机常用表刀具

CNC刀具龙门机)常用表
序号
种类
规格
数量
1
强力刀柄 BT50-C32-110L
2把 筒夹C16,C20,C25,C32各2个
4
一休刀柄 BT50-FMB22-200
2把
5
一休刀柄 BT50-FMB22-250
2把
6
一休刀柄 BT50-FMB22-300
2把
7
刀盘 ¢63R6
侧固刀柄 BT50-(SD8)-250L
1把
44
侧固刀柄 BT50-(SD10)-250L
1把
45
侧固刀柄 BT50-(SD16)-250L
1把
46
侧固刀柄 BT50-(SD20)-250L
1把
47
侧固刀柄 BT50-(SD25)-250L
48
侧固刀柄 BT50-(0)-300L
3个
8
刀盘 ¢63R0.8
3个
10
飞刀杆 ¢30R5(200L-C25-2T)
1把
11
飞刀杆 ¢30R5(160L-C25-2T)
1把
12
飞刀杆 ¢35R0.8(350L-C32-2T) 1把
13
飞刀杆 ¢35R0.8(300L-C32-2T) 1把
14
飞刀杆 ¢35R0.8(250L-C32-2T) 1把
21
飞刀杆 ¢21R0.8(160L-C20-2T) 1把
22
飞刀杆 ¢17R0.8(200L-C16-2T) 1把
23
飞刀杆 ¢17R0.8(160L-C16-2T) 1把
30 无风阻刀柄 BT50-SK-20-200L
CNC刀具参数表

高速机 开粗/中光 进刀 量 转速
0.25 8000 0.2 8000
光刀 进刀 进给率 量 转速
0.1 0.08 0.06
6000 8000 8000
0.08 0.06 0.06
8000 8000 8000
5000 5000
0.1 8000 0.07 8000
进给率
5000 5000 5000
5000 5000 5000 5000 5000
备注
进给率 5000 5000 5000 5000 5000 5000 5000 5000 5000/1 500 5000/1 500 5000/1 500 5000/1 500 5000 5000 5000 5000 5000 5000 5000 精雕机少用 5000 5000 5000 5000 5000 5000 5000 5000 5000
柄径 12 10 12 10 12 10 12 10
刀长 110 50 110 80 110 50 110 80
刃长
普通机
开粗/中光 进刀 量 转速
涂层合金刀 D12
12 75 25 0.3 1600
涂层合金刀 D10
10 70 25 0.3 1800
涂层合金刀 D8
8 60 21 0.25 2200
转速 10000 10000 10000 10000 10000 10000 10000 10000
进给率 5000 5000 5000 5000 5000 5000 5000 5000
2000
0.2 6000 5000 0.07 8000 5000
2000
0.2 7000 5000 0.07 8000 5000
5000 5000 5000 5000 5000
加工中心用附件及刀具配置清单

1
套
3
支
1
高速钢铣刀 合金铣刀 铣刀片 锁刀座
--------------------------------------------------
RP5R3 5-32-150 D4 D6 D8 D10 D12 D16 D20 D4 D6 D8 D10 D12 D16
APMT1 604PD ER TCMT1 10304 TBGH0 60102 TPGH0 90202 TPGH1 10304 RPMN1 003
C32-ER16 BT40-45 OP20(光电式)
M50 6” CK-105 BAP30 0R-25-250
------------------------------------------------
支
6
支
10
支
10
支
10
支
10
组
4
组
2
支
3
支
3
只
3
只
5
套
2
套
1
套
2
套
3
套
3
支
3
个
80
支
3
只
2
台
片
20
片
10
弹性铣刀柄
16IRA G60
BT40- ER25-70
片
10
支
10
强立铣刀柄
BT40- ER32-100 BT40-C32-105
支
10
支
5
钻夹头刀柄
BT40-SPU13 -95
支
10
------------------------------------------------
CNC刀具表

直身
T6
R5
50MM 3D曲面精加工 S10000 F2900
直身
T7
M8
40MM 等高外形精加工 S10000 F2700
直身
T8
R4
45MM 3D曲面精加工 S10000 F2700
直身
T9
M6
35MM 等高外形精加工 S10000 F2600
直身
T10
R3
35MM 3D曲面精加工 S10000 F2600
T20 师傅刀 100M
Hale Waihona Puke 注意事项:1、此机床只允许使用Ø20以下的刀具; 2、此机床原则上只允许加工厚度为85mm; 3、如刀库没有程式所需的刀具,请用T1装夹所需刀具;不允许随意改变T2~T19的刀具及其长度; 4、T20为师傅刀,如因特殊原因拆过刀库里的所有刀具要重新补正; 5、Ø16、Ø20开粗时,进给不允许超过F4000; 6、手摇锣铜料顶部余量时,进给要均匀,Z下刀量最多不超过1.5mm,进给不能超过F2500; 7、精加工粗公时,进给在此基础上加F500(直径2.5mm以下的刀具进给不改变);
直身
T11 M8R0.5 45MM 等高外形精加工 S10000 F2700
直身
T12 M6R0.5 35MM 3D曲面精加工 S10000 F2600
直身
T13
M4
24MM 等高外形精加工 S11000 F2200
直身
T14
R2
24MM 3D曲面精加工 S11000 F2200
直身
T15
M3
24MM 等高外形精加工 S11000 F2000 16MM避空
CNC设备易损零件清单

CNC设备易损零件清单1.批士150*310 2个2.批士190*395 6个3.强力夹头BT50-C32 4个4.钻夹头BT50-APU13 2个5.强力夹头BT40-C32 10个6.钻夹头BT40-APU13 10个7.拉钉BT40 7个其中3个在夹头上,拆不下来。8.拉钉BT50 2个其中1个在夹头上,拆不下来。9.刀头¢50R6个10.飞刀杆&17R0.8*150L 18把其中1把在夹头上,拆不下来。11.飞刀杆G25R0.8*140L 3把12.飞刀杆C26R0.8*150 3把其中]把在夹头上,拆不下来。13.飞刀枉¢26R0,8*2401 1把14.镗刀枉BH-2030-115 2把15.球刀杆R8*1601把16.加长杆ER16 2把17.加长杆ER20把18.C型筒夹C32*¢6 10个19.C型筒夹C32*¢8 7个20.C型筒夹C32*¢10 16个21.C型筒夹C32*¢12 4个22.C型简夹C32*¢16 3个23.C型筒夹C32*¢20个24.C型筒夹C32*¢25 3个25.弹簧夹ER16*¢4 6个26.弹簧夹ER16*¢6 4个27.弹簧夹ER16*¢8 3个28.弹簧夹ER16*¢10 1个29.弹簧夹ER20*¢4 2个30.弹簧夹ER20*¢6 4个31.弹簧夹ER20*¢8 2个32.弹簧夹ER20*¢10 2个33.弹簧夹ER20*¢12 1个34.弹簧夹ER32*¢4 2个35.弹簧夹ER32*¢6 7个36.弹簧夹ER32*¢8 5个37.弹簧夹ER32*¢10 7个38.弹簧夹ER32*¢12 2个39.强力夹头扳手C32 11把40.铣床扳手13MM 4把41.弹簧夹扳手ER20把42.弹簧夹扳手ER32把43.批士扳手4把44.锁刀座个小机用45.T型螺杆M16*100根46.T型螺杆M16*150 10根47.T型螺杆M18*190 2根48.连接螺杆M16*100L 3根49.连接螺杆M16*125l 4根50.连接螺杆M16*150 3根51.连接螺杆M16*170L 2根52.螺母M16 24个53.螺母23个54.T型螺母M16 2个55.连接螺母M16 1个56.压板3块57.三角铁2块58.显示器台式机3台。
CNC常见刀具识别1

刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
CNC常见刀具
图例
平铣刀/平刀
/铣刀
圆鼻刀
面铣刀/飞刀
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
中心钻
钻头/Drill
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
右牙刀/丝攻/丝锥/tap
雕刻刀
非标成型刀/异形刀。
CNC常用刀具表

350
D32R0. 8
250
D25R0. 8
210
D16R0. 8
160
D20R10 200
190 2 75%D 0.3 0.8 0.4 2000 2400 1200 1300
240 2 75%D 0.3 0.3 0.3 1200 2000 800 1200
280 2 50%D
0.150.25
600800
CNC 常用刀具参数参照表
刀具 刀具规
刀长
径切削量(RD) 刃
材料 格
全长/刃 有效 数
ห้องสมุดไป่ตู้
长
长
粗
精
轴切削量(AD)
粗
精
95
90 4 75%D 0.5 1.2 0.5
转速 (S) 进给 (F) 粗 精粗精 800 1400 1400 1600
D63R6 205 200 4 75%D 0.4
1
0.5 800 1400 1400 1600
D10X5 100/50 50 3
0.1
40
600
300
D10X3 100/50 50 3
0.1
斜 D10X1 100/50 50 3
0.1
度
刀 D6X5 75/25 40 3
0.1
D6X3 75/25 40 3
0.1
40
600
300
40
600
300
35
800
250
35
800
250
D6X1 75/25 40 3
0.1
35
800
250
T32X8 75
50 8
4
数控铣、加工中心项目参考刀具量具清单

15
R规(内、外)
R3-25
注:量具须经过国家三级及以上计量机构计量检定并在检定有效期内。
技术文件提供的刀具量具清单为最少配置。
1.毛坯尺寸:160mm×130mm×40mm
材质:45﹟钢
2.零件一、零件二为数控铣/加工中心(四轴)共用样题。
∅6×13、∅8×19、∅10×22、∅12×26、∅16×32、∅20×38
7
铣刀(精加工)
∅6×13、∅8×19、∅10×22、∅12×26、∅16×32、∅20×38
8
90°倒角刀
∅10×90°
9
内螺纹铣刀,螺距1.5
M30×1.5(最大长度= 1.5×∅)
10
外螺纹铣刀,螺距1.5
M42×1.5(最大长度= 1.5×∅)
0-25、25-50
7
壁厚千分尺
0-25
8
三爪千分尺(或内径表)
∅8-∅50
9
螺纹塞规
M6-6H、M10-6H、M30×1.5-6H
10
光面塞规
∅8H7、∅10H7、∅12H7
11
螺纹环规
M42×1.5-6h M30X1.5-6h
12
块规
0.9-100
13
磁力表座和千分表
0.002
14
磁力表座和百分表
数控铣/加工中心项目
参考刀具清单
序号
刀具型
规格
1
NC中心钻
∅10×90°
2
钻头
∅5.00、∅7.8、∅8.50、∅9.80、∅10.00、∅11.80、∅20.00
3
机用铰刀
∅8H7、∅10H7、∅12H7