8系列产品介绍
华中8型数控装置连接说明书-V1.0
将废品作为普通工业废品处理。
产品投入使用时,必须按照产品说明书的要求,将盖板和安全防护安装好,并按照产品说明书的规定进行操作。
应仔细阅读本说明书第二章电气设计一节针对各部分提出的注意事项。
确认是否是您所购买的产品;
检查产品在运输途中是否有损坏;
对照清单,确认各部件、附件是否齐全,有无损伤;
如存在产品不符、缺少附件或运输损坏等情况,请及时与我公司联系。
A系列:8.4’’LED液晶显示器,分辨率为800*600;
B系列:10.4’’LED液晶显示器,分辨率为800*600;
C系列:15’’LED液晶显示器,分辨率为1024*768;
□插补周期为4ms ~ 0.125ms。
□最小输入单位10-6 mm/deg/inch。
□加工断点保存/恢复功能。
□反向间隙和单、双向螺距误差补偿功能。
数控装置到驱动单元的通讯电缆,速度/位置传感器到驱动单元的反馈电缆,均不要通过端子和插头进行转接。否则数控装置可能因易受干扰而不能正常工作。
任何一个接线插头上的电压值和正负(+、-)极性,必须符合说明书的规定,否则可能发生短路或设备永久性损坏等故障;
受数控装置PLC输出信号控制的直
流继电器上的电涌吸收二极管,必
HNC-8系列数控装置采用UPS电源(HPW-145U)供电,该电源具有掉电检测功能和UPS功能。
HNC-8系列数控装置仅在手持单元接口(XS8)中有少量PLC输入/输出信号,因此,需要通过总线I/O单元扩展外部PLC输入/输出信号。
通过总线最多可扩展16个总线I/O单元,其中HIO-1000A型I/O单元可提供1个通讯子模块和8个功能子模块插槽;HIO-1000B型I/O单元可提供1个通讯子模块和5个功能子模块插槽;功能子模块包括开关量输入/输出子模块、模拟量输入/输出子模块、轴控制子模块等。
电磁炉8系列产品说明书
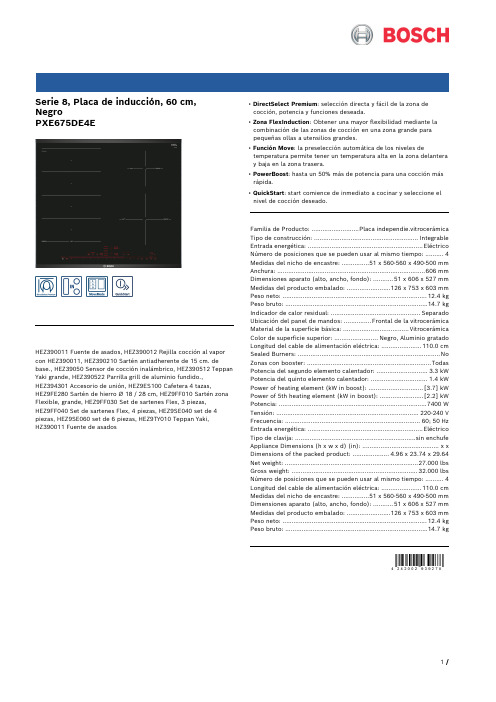
Serie 8, Placa de inducción, 60 cm,NegroPXE675DE4EHEZ390011 Fuente de asados, HEZ390012 Rejilla cocción al vapor con HEZ390011, HEZ390210 Sartén antiadherente de 15 cm. de base., HEZ39050 Sensor de cocción inalámbrico, HEZ390512 Teppan Yaki grande, HEZ390522 Parrilla grill de aluminio fundido.,HEZ394301 Accesorio de unión, HEZ9ES100 Cafetera 4 tazas,HEZ9FE280 Sartén de hierro Ø 18 / 28 cm, HEZ9FF010 Sartén zona Flexible, grande, HEZ9FF030 Set de sartenes Flex, 3 piezas,HEZ9FF040 Set de sartenes Flex, 4 piezas, HEZ9SE040 set de 4 piezas, HEZ9SE060 set de 6 piezas, HEZ9TY010 Teppan Yaki,HZ390011 Fuente de asados • DirectSelect Premium: selección directa y fácil de la zona decocción, potencia y funciones deseada.• Zona FlexInduction: Obtener una mayor flexibilidad mediante la combinación de las zonas de cocción en una zona grande para pequeñas ollas a utensilios grandes.• Función Move: la preselección automática de los niveles de temperatura permite tener un temperatura alta en la zona delantera y baja en la zona trasera.• PowerBoost: hasta un 50% más de potencia para una cocción más rápida.• QuickStart: start comience de inmediato a cocinar y seleccione el nivel de cocción deseado.Familia de Producto: ..........................Placa independie.vitrocerámica Tipo de construcción: .........................................................Integrable Entrada energética: ...............................................................Eléctrico Número de posiciones que se pueden usar al mismo tiempo: . (4)Medidas del nicho de encastre: ...............51 x 560-560 x 490-500 mm Anchura: .................................................................................606 mm Dimensiones aparato (alto, ancho, fondo): ...........51 x 606 x 527 mm Medidas del producto embalado: ........................126 x 753 x 603 mm Peso neto: ...............................................................................12.4 kg Peso bruto: ..............................................................................14.7 kg Indicador de calor residual: .................................................Separado Ubicación del panel de mandos: ...............Frontal de la vitrocerámica Material de la superficie básica: ....................................Vitrocerámica Color de superficie superior: ........................Negro, Aluminio gratado Longitud del cable de alimentación eléctrica: ......................110.0 cm Sealed Burners: ..............................................................................No Zonas con booster: ....................................................................Todas Potencia del segundo elemento calentador: ............................3.3 kW Potencia del quinto elemento calentador: ...............................1.4 kW Power of heating element (kW in boost): ..............................[3.7] kW Power of 5th heating element (kW in boost): ........................[2.2] kW Potencia: .................................................................................7400 W Tensión: ..............................................................................220-240 V Frecuencia: ..........................................................................60; 50 Hz Entrada energética: ...............................................................Eléctrico Tipo de clavija: ..................................................................sin enchufe Appliance Dimensions (h x w x d) (in): ..........................................x x Dimensions of the packed product: ....................4.96 x 23.74 x 29.64 Net weight: .........................................................................27.000 lbs Gross weight: .....................................................................32.000 lbs Número de posiciones que se pueden usar al mismo tiempo: . (4)Longitud del cable de alimentación eléctrica: ......................110.0 cm Medidas del nicho de encastre: ...............51 x 560-560 x 490-500 mm Dimensiones aparato (alto, ancho, fondo): ...........51 x 606 x 527 mm Medidas del producto embalado: ........................126 x 753 x 603 mm Peso neto: ...............................................................................12.4 kg Peso bruto: ..............................................................................14.7 kgSerie 8, Placa de inducción, 60 cm, NegroPXE675DE4EDiseño:- Terminación PremiumConfort:- 4 zonas de inducción- Direct Select 2.0- Regulación electrónica con 17 niveles de potencia- Programación de tiempo de cocción para cada zona y avisador acústico- Avisador acústico- STFE- Detección de recipiente- Posibilidad de limitar la potencia total de la encimera- Desconexión de seguridad de la placa- Bloqueo de seguridad para niños automático o manual- Función Clean: bloqueo temporal del control- Display de consumo de energíaSeguridad:- Indicador de calor residual dual (H/h)- Main SwitchPrestaciones profesionales- Sensor PerfectFry con 5 ajustes de temperaturaRapidez:- Función Sprint en todas las zonasSerie 8, Placa de inducción, 60 cm, NegroPXE675DE4E。
LH-IO808 8 路串口继电器产品使用说明书

8路串口继电器说明书适用产品系列/型号:LH-IO808历史版本目录1.产品介绍 ------------------------------------------------------------------------------ - 4 -1.1.产品简介-------------------------------------------------------------------------- - 4 -1.2.工作模式说明 --------------------------------------------------------------------- - 5 -1.2.1.正常模式 --------------------------------------------------------------------- - 5 -1.2.2.闪开闪闭功能----------------------------------------------------------------- - 5 -1.2.3.本机非锁联动模式 ------------------------------------------------------------ - 6 -1.2.4.本机自锁联动模式 ------------------------------------------------------------ - 6 -1.2.5.本机互锁模式----------------------------------------------------------------- - 6 -1.2.6.双机非锁联动模式 ------------------------------------------------------------ - 7 -1.2.7.双机自锁联动模式 ------------------------------------------------------------ - 7 -2.规格参数 ------------------------------------------------------------------------------ - 9 -3.产品尺寸 ----------------------------------------------------------------------------- - 11 -4.通信协议与数据格式 ------------------------------------------------------------------ - 11 -4.1.上位机软件下载 ------------------------------------------------------------------ - 11 -4.2.设备通信配置 -------------------------------------------------------------------- - 12 -4.2.1.地址的设定与读取 ----------------------------------------------------------- - 12 -4.2.2.波特率的设定与读取 --------------------------------------------------------- - 13 -4.3.通信协议说明 -------------------------------------------------------------------- - 13 -4.3.1.Modbus寄存器说明--------------------------------------------------------- - 14 -4.3.2.指令列表 -------------------------------------------------------------------- - 16 -4.3.3.指令详解 -------------------------------------------------------------------- - 18 -4.4.主动上报协议 -------------------------------------------------------------------- - 23 -5.电气接线 ----------------------------------------------------------------------------- - 24 -5.1.产品使用拓扑图 ------------------------------------------------------------------ - 24 -5.2.产品接线端子定义---------------------------------------------------------------- - 24 -5.3.产品输入接线图 ------------------------------------------------------------------ - 26 -5.4.产品输出接线图 ------------------------------------------------------------------ - 28 -6.产品维护保养------------------------------------------------------------------------- - 30 -6.1.设备使用环境 -------------------------------------------------------------------- - 30 -6.2.常见问题与解决办法-------------------------------------------------------------- - 30 -7.售后服务 ----------------------------------------------------------------------------- - 32 -7.1.售后服务承诺 -------------------------------------------------------------------- - 32 -7.2.免责声明------------------------------------------------------------------------- - 32 -7.3.联系方式------------------------------------------------------------------------- - 32 -用户须知❖使用前请详细阅读本说明书,并保存以供参考。
硕飞科技 SP8系列编程器 说明书

硕飞科技SP8系列编程器使用手册深圳硕飞科技有限公司SOFI TECHNOLOGY CO.,LTD.TEL: 0755 - 8486 7757FAX: 0755 - 8486 7941WEB: /Publication Release Date: December 2011Revision A3说明: 此手册适用于FlyPRO软件V2.54或以上版本使用编程器之前,请仔细阅读本手册,并按要求正确操作编程器,不按要求操作将会导致编程器损坏,并得不到保修服务!目 录第一章 产品介绍 3功能特点 3 SP8系列功能对比表 3 SP8编程器硬件 4第二章 软件安装 5FlyPRO 软件安装 5 USB 驱动安装 8第三章 快速使用 11操作流程 11 芯片放置 12 ISP 烧录 13 脱机烧录 15第四章 软件功能 16软件介绍 16 选择芯片 17 加载文件 18 重载历史文件 19 保存文件 20 操作选项 21 自动序列号 22 缓冲区编辑 24 自动检测芯片型号 26 芯片配置 27 芯片信息 28 引脚检测错误 29 下载脱机数据 30 查看脱机数据 31附录一 常见问题 32 附录二 常见编程提示信息 33 附录二 文件修订记录信息 34第一章 产品介绍功能特点USB 供电及通讯,无需外接电源。
开模定制制外壳,体积小巧,携带方便 专门针对串行存储器进行设计,实现极速烧录,是国内目前烧写最快的编程器 支持93/24/25系列存储器,支持软件升级增加对新芯片的支持 支持引脚接触不良检测,有效提高烧录可靠性标准40脚零插入力锁紧座,宽窄芯片和通用适配器都可以使用 过流保护功能,有效防止芯片放置错误或坏片对编程器的影响 支持ISP 模式烧录,对于板载的贴片芯片可以直接连线烧写 编程器内置高速处理器,提供高速烧写和精准时序可脱机运行(注1),无需连接电脑。
内置128Mbit 数据存储器 量产烧录模式,自动检测芯片放置并启动编程操作 支持25系列SPI FLASH 芯片型号型号检测 蜂鸣器声音提示成功或失败 支持低压(3.3V )和5V 芯片提供设备自检功能支持WinXP, VISTA, Win7(32bit/64bit)注1: ISP 模式不支持脱机烧录SP8系列功能对比表SP8系列包含三个产品型号,功能对比如下:产品型号 SP8-A (普及版)SP8-B (量产版)SP8-F (脱机版)ISP 支持 √ √ √ 脱机量产 × × √ 联机量产 × √ √ 锁紧座类型 40pin 40pin 40pin 蜂鸣器提示 × × √(脱机模式)引脚接触检测 √ √ √ 过流保护 √ √ √ 自动序列号功能 × √ √ 支持芯片数量(注1) 4253 4585 4588 芯片配置功能 ×√√ 适用对象工程烧录/家电数码维修小批量烧录/工程烧录大批量烧录注1: 支持芯片数量会不断更新,当前表中的数据为2011-8-2更新。
慕尼黑工业公司LMS8系列电动锤子产品介绍说明书

LMS8 seriesI mpact wrenchesSUPERPOWERFOR INDUSTRYLMS58LMS88LMS68GRSThe LMS8-series impact wrenches deliver true raw power and enable extremely fast tightening and loosening. The innovative and unique grease retaining system ensures maximum tool performance with long service intervals. For an impact wrench, the LMS8 also has extraordinarily low vibration levels. Once you have experienced the feel and great performance of the LMS8 there is no substitute.LONG SERVICE INTERVALS AND LASTING HIGH PERFORMANCEThe unique Grease Retaining System (GRS) allows for much longer service intervals.Because the grease stays in the clutch, low viscosity grease can be used which decreases friction and increases performance. All in all, this results in a very consistent, high performance tool.5500NmHIGHEST POWER-TO-WEIGHT RATIOAn extremely powerful motor and a highly efficient clutch, in combination with low weight housings, give the LMS8-series unrivalled power-to-weight characteristics, allowing for very fast torque build up.DURABLE METAL HOUSINGSThe robust, solid metal motor and clutch housings characterize a true heavy duty tool that is able to withstand the toughest conditions.MINIMUM WEAR AND LOW VIBRATIONSEach part of the durable LMS8-Series clutch is produ-ced with a high degree of accuracy. T his allows the maximum amount of energy to be generated in each impact. It also minimizes wear, vibration and strain on the operator.THE MAN BEHIND IT ALLMaking the best performing impact wrenches in the industry is not something that happens overnight. In fact, Christian Schoeps has dedicated 45 years to de-veloping and designing Atlas Copco’s pneumatic tools. The latest result of his dedication is the LMS8-Series, which delivers unmatched performance among impactwrenches.9833 1967 01 2014:1a Female hex. quick change chuck.bSpline drive No. 5.GOR = Outside trigger.GIR = Inside trigger.TECHNICAL DATALength CSAir con-Rec. AirBoltSquareFree excl. dist- sumption hose inlet size drive Torque rangeMax torque Impacts speed Weight anvil ance under load size thread Modelmm in Nm ft lbNmft lb per min r/minkg lb mm mm l/s cfmmm in Ordering No.LMS08 HR10 6-8 3/8 7-45 5-33 65 48 1650 14000 0.90 2.0 185 21 2.5 5 6.3 1/4 8434108000LMS08 HR42 6-8 1/4 a 7-35 5-26 60 44 1650 14000 0.9 2.0 186 21 2.5 5 6.3 1/4 8434108005LMS08 SR42 6-8 1/4 a 7-35 5-26 60 44 1650 12500 0.85 1.9 185 20 4.3 9.1 6.3 1/4 8434108106LMS08 SR10 6-8 3/8 7-45 5-33 65 48 1650 12500 0.85 1.9 184 20 4.3 9.1 6.3 1/4 8434108111LMS18 HR13 10 1/2 10-110 7-81 150 110 1500 8100 1.45 3.2 144 26 8.5 18 10 1/4 8434118000LMS18 HR10 10 3/8 10-90 7-66 120 88 1650 8100 1.45 3.2 148 26 6.5 14 10 1/4 8434118001LMS18 HR13/F 10 1/2 10-110 7-81 150 110 1500 8100 1.45 3.2 144 26 8.5 18 10 1/4 8434118002LMS18 HR10/F 10 3/8 10-90 7-66 120 88 1650 8100 1.45 3.2 148 26 6.5 14 10 1/4 8434118003LMS28 HR13 12 1/2 30-210 22-155 390 287 1500 9500 1.85 4.1 146 29 8.5 18 10 3/8 8434128000LMS28 HR13/F 12 1/2 30-210 22-155 390 287 1500 9500 1.85 4.1 146 29 8.5 18 10 3/8 8434128001LMS38 HR13 14-16 1/2 40-375 29-276 850 627 1350 8000 2.6 5.7 167 29 10 21 10 3/8 8434138000LMS38 HR13/F 14-16 1/2 40-375 29-276 850 627 1350 8000 2.6 5.7 167 29 10 21 10 3/8 8434138001LMS48 HR20 16-18 3/4 100-550 74-405 1375 1014 1100 6500 3.3 7.3 173 38 12 25.2 12.5 3/8 8434148000LMS58 HR25 20-22 1 300-800 221-590 1900 1401 900 5500 4.8 10.6 210 42 14.5 30.5 12.5 3/8 8434158000LMS58 HR20 18-20 3/4 300-800 221-590 1900 1401 900 5500 4.8 10.6 210 42 14.5 30.5 12.5 3/8 8434158001LMS68 GIR25 22-30 1 600-1800 442-1400 4450 3282 780 5000 9.6 21.1 339 55 28 58.9 16 1/2 8434168000LMS68 HR25 22-30 1 600-1800 442-1400 4450 3282 780 5000 9.8 21.5 252 55 28 58.9 16 1/2 8434168001LMS68 GOR25 22-30 1 600-1800 442-1400 4450 3282 780 5000 9.6 21.1 339 55 28 58.9 16 1/2 8434168002LMS68 HR S5 22-30 1 5/8 b 600-1800 442-1400 4450 3282 780 5000 9.8 21.5 252 55 28 58.9 16 1/2 8434168003LMS68 GIR S5 22-30 1 5/8 b600-1800 442-1400 4450 3282 780 5000 9.6 21.1 339 55 28 58.9 16 1/2 8434168005LMS68 GOR S5 22-30 1 5/8 b 600-1800 442-1400 4450 3282 780 5000 9.6 21.1 339 55 28 58.9 16 1/2 8434168010LMS88 GIR38 30-42 1 1/2 1000-5500 737-4054 10000 7370 540 3800 15.0 33.0 381 63.5 33 69.4 16 1/2 8434188000LMS88 GOR38 30-42 1 1/2 1000-5500 737-4054 10000 7370 540 3800 15.0 33.0 381 63.5 33 69.4 16 1/2 8434188001LMS88 GIR S5 30-42 1 5/8 b 1000-5500 737-4054 10000 7370 540 3800 15.0 33.0 381 63.5 33 69.4 16 1/2 8434188005LMS88 GOR S5 30-42 1 5/8 b 1000-5500 737-4054 10000 7370 540 3800 15.0 33.0 381 63.5 33 69.4 16 1/2 8434188010 COMMITTED TO SUSTAINABLE PRODUCTIVITYProductivity kitMultiFlex Whip hose LMS08 HRLMS58 HR LMS88 GIRLMS68 GIR LMS 08 SR aThe uncertainly in the sound level is 3 dB(A).。
esxi8 技术参数
esxi8 技术参数
硬件支持: ESXi 8支持更多种类的硬件,包括最新的处理器、内存、存储和网络技术。
它还支持各种不同类型的虚拟机,包括Windows、Linux、Solaris等。
性能和可扩展性: ESXi 8提供了更高的性能和可扩展性,支持更多的虚拟机和资源。
它还支持更大的虚拟机内存和更好的网络性能,以满足大规模部署和高负载环境的需求。
安全性: ESXi 8增强了安全性,包括对虚拟机安全、网络安全和数据保护的支持。
它还提供了对高级加密和身份验证技术的支持,以确保数据的安全性。
管理和自动化: ESXi 8提供了更强大的管理和自动化功能,包括更好的资源管理和调度、自动化部署和配置以及更好的系统监控和诊断功能。
集成和兼容性: ESXi 8与VMware的其他产品和服务集成良好,包括vCenter Server、vSphere Replication等。
它还支持与其他第三方工具和技术的集成,以提供更全面的解决方案。
升级和迁移: ESXi 8提供了简单、可靠的升级和迁移工具,可以帮助客户将现有系统升级到新版本或将其迁移到新的硬件平台上。
总之,VMware ESXi 8是一款强大、可靠、安全的虚拟化平台,它提供了许多新的特性和改进,以更好地支持现代数据中心的需求。
人民电器 RDPV8-B系列光伏并网箱 产品说明书

采用光伏并网专用重合闸断路器,性能优于常规开关,发电更可靠。
上仓计量,下仓配电,功能区分清晰,成本更优,维护更方便。
RDPV8-B 系列光伏并网箱更加灵活可采用余电上网或全额上网2种并网模式,灵活选用。
更加可靠更加耐用304不锈钢或冷轧钢板喷塑,具有耐腐蚀,耐磨损,耐高低温等优点。
结构更优/04三相并网箱双电表位(10-20kWp )三相380V 电压等级接入公共电网,总发电容量不超过10-20kWp 的家庭屋顶光伏发电系统的并网,民用住宅建筑等环境安装的专用并网箱。
/05RDPV8-B系列光伏并网箱三相380V 电压等级接入公共电网,总发电容量不超过20-35kWp 的家庭屋顶光伏发电系统的并网,民用住宅建筑等环境安装的专用并网箱。
三相并网箱(20-35kWp )三相380V 电压等级接入公共电网,总发电容量不超过20-35kWp 的家庭屋顶光伏发电系统的并网发电量计量,民用住宅建筑等环境安装的专用并网计量箱。
三相并网箱双电表位(20-35kWp )三相380V 电压等级接入公共电网,总发电容量不超过10-20kWp 的家庭屋顶光伏发电系统的并网,民用住宅建筑等环境安装的专用并网箱。
三相并网箱(10-20kWp)三相380V 电压等级接入公共电网,总发电容量不超过35-50kWp 的家庭屋顶光伏发电系统的并网,民用住宅建筑等环境安装的专用并网箱。
三相并网箱(35-50kWp )三相380V 电压等级接入公共电网,总发电容量不超过35-50kWp 的家庭屋顶光伏发电系统的并网发电量计量,民用住宅建筑等环境安装的专用并网计量箱。
三相并网箱双电表位(35-50kWp )/06/07RDPV8-B 系列光伏并网箱高强度铰链密封胶条清晰标识箱门内侧出厂自带,关键部位粘贴醒目标签,指导现场施工,方便用户后期维护。
加厚挂钩产品壁挂安装,采用2mm 加厚挂角,结构可靠,安装牢固。
产品概述主要技术参数RDB5Z 自动重合闸断路器,适用于交流50Hz 或60Hz ,额定工作电压至400V,额定工作电流至100A 的线路中,可远程、互联网、物联网信号控制断电实现分励脱扣和自动重合闸功能。
T8变频器说明书
西驰电气
手册版本: V1.6 修订日期: 2018-04-13
-1-
T8 系列变频器使用手册源自目录目录第一章 安全信息及注意事项..................................................................................- 6 1.1 安全事项.......................................................................................................- 6 1.2 注意事项.......................................................................................................- 9 -
第二章 产品信息....................................................................................................- 13 2.1 产品命名与铭牌说明.................................................................................- 13 2.2 变频器结构类型表.....................................................................................- 13 2.3 产品基本技术规格.....................................................................................- 14 2.4 系统外围配线图.........................................................................................- 16 -
1~8系列.铝合金

1-8系列铝合金用途介绍:1×××系列铝板材1×××系列铝板材:代表 1050、1060、1100。
在所有系列中1×××系列属于含铝量最多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。
目前市场上流通的大部分为1050以及1060系列。
1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
2×××系列铝板材2×××系列铝板材:代表2A16(LY16)、2A06(LY6)。
2×××系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。
2×××系列铝板属于航空铝材,目前在常规工业中不常应用。
我国目前生产2×××系列铝板的厂家较少。
质量还无法与国外相比。
目前进口的铝板主要是由韩国和德国生产企业提供。
随着我国航空航天事业的发展,2×××系列的铝板生产技术将进一步提高。
3×××系列铝板材3×××系列铝板材:代表3003、 3004、 3A21为主。
又可以称为防锈铝板。
我国3×××系列铝板生产工艺较为优秀。
3×××系列铝板是由锰元素为主要成分,含量在1.0-1.5%之间。
LED T8系列规格书

★环保节能 耗电量低,发光效率高相当传统照明节能高.无高低频闪现象有效保护眼睛.★外型美观 采用高档铝材和散光罩组成.★寿命较长 灯珠及电源采用长寿命材料.★性价比高 相对传统照明产品性价比较高.主要用途:主要用于办公室、写字楼、教学楼等照明场所.灯珠品牌佛山市雷克照明科技有限公司灯珠类型灯珠数量 pcs色温 k 光通量 lm 照度灯体尺寸灯体重量产品特点:LK-DLT8-8W LK-DL-T812W 非隔离220V AC LK-DLT816W 输入功率 地址: 佛山市南海区丹灶镇东联马沙工业区 电话: 0757-********雷克照明产品规格书产品名称输入电压 输入电流 LED T8灯管系列接线方式输入输出方式整体寿命绝缘强度推入旋转式非隔离10000H 0.85功率因素输出电流纹波0.0015220V AC 0.06A 8.5W 0.6驱动器效率产品图片650*28台湾晶源3014802700/6400600-8001209000-12005mA/1800VAC 3S5mA/1800VAC 3S2700/64003014台湾晶源LK-DL-T816W LK-DL-T816W 推入旋转式推入旋转式推入旋转式推入旋转式220V AC 220V AC 0.0850.0950.095非隔离非隔离10000H 10000H 10000H 16W 16W 0.60.850.8512W 0.850.850.00150.00150.00150.85980*281200*281200*2835282882700/64001800-21001300-16001300-16000.1A 18W 0.851565mA/1800VAC 3S2700/6400台湾晶源0.855mA/1800VAC 3S5mA/1800VAC 3S台湾晶源2700/6400台湾晶源30143021156芯片301430143014非隔离10000H 220V AC 1200*280.001530213021光衰/年7-10%7-10%7-10%7-10%7-10%传真: 0757-******** 网址:。
opporeno8营销技巧
opporeno8营销技巧从市场调研数据来看,越来越多的消费者开始侧重入手手感好、自拍强的手机,现在很多手机都已经不卡了,所以相机的重要级开始提升。
这不,OPPO Reno8系列发布,首发价格仅为2699元,首销10分钟销售额破1亿元,成为当下手机市场爆款。
这一代产品一共有三款机型,分别是reno8、reno8 Pro和reno8 Pro+,由于Pro版价格相对较贵,重点介绍一些标准版reno8,盘点一下它的3大卖点。
1、极简设计、造型独特一款手机到底好不好,首先还是要从它的颜值说起,OPPO Reno8是那种一眼就能被认出的产品,后摄模组采用了浑然一体的“流云双镜设计”,减少镜头的突兀感,镜头模组和中框严丝合缝,不仅看起来很美观,产品辨识度也很高。
后盖方面,OPPO Reno8采用高温高压工艺一体化成型,中框做了微弧处理,不会像直角边框手机那样割手。
同时还提供多元化的配色方案可选,全部都是纯色系,极简设计让人爱不释手。
2、轻薄手感OPPO Reno8是一款手感轻巧的手机,重量仅为179g、厚度7.67mm,在如此轻薄的手感下,塞入一颗4500mAh大容量电池,还支持80w快充技术,佩服OPPO登峰造极的工艺设计能力。
从笔者了解来看,拥有如此轻薄手感的手机并不多,像三星S22、iPhone13等,重量都差不多,但电池容量还不到四千毫安。
对比之下,OPPO Reno8的手感有很多优势,方便外出携带,单手操作毫不费力。
3、强大拍照虽说OPPO Reno8是标配版,但相机素质一点不差,前置3200万索尼IMX709镜头,拍出来的人像特别唯美,夜晚拍摄还带有“光斑”,人物肤色特别自然,人像自拍一直都是reno的拿手好菜,这一代reno8也不例外。
后置镜头方面,搭载5000万主摄+200万黑白镜头+200万微距镜头,虽然有凑数嫌疑,但不同镜头对应不同焦段,提升大家摄影乐趣。
同价位手机一般都是6400万或者4800万,OPPO Reno8势明显。
T8开关面板系列说明书

产品特点
按键夜光显示功能 电容式轻触控制功能 特别优化的远程控制智能开关码 无线发射功率: 50mW,-75dB 无 线 载 波 :4 3 3 M H z、 数 字A S K 情景控制:4组 适用于普通公寓、花园洋房、别墅、写字楼 等多种场所。
T8系列水晶情景控制面板可以发送4个组情景控制码,可以 实现灯光、红外等设备的情景组合控制,一键开启/关闭居家模 式、会客模式、影院模式等情景模式。用无线射频方式轻松实现 传统开关与红外设备的情景组合功能。
8秒钟,听到“嘀-嘀”两声,表示存储器已经清空,重复第一步与第二步,直到听到”嘀“的一声成功提示为止。 第三步:对于要配对学习的其他开关,按照上述第一步与第二步操作即可。 第四步:当完成所有开关/按键配对之后,按下所设置的情景模式按键,即可开启所设置的情景模式。
5.3 窗帘控制面板学习说明
窗帘开关控制面板安装完毕通电后,便可控制电动窗帘的开启和关闭,用户可选择手动或者遥控方式来控制窗帘。 如要进行遥控,可配合智能遥控器来进行操作,具体操作方法如下: 第一步:按住窗帘控制面板上的开启键5秒钟,听到“嘀”一声后松开按键,开关进入学习状态。 第二步:按遥控器上的任意键(或智能主机软件上的窗帘开启图标),这时候听到“嘀”一声,说明学习成功,如果听到“嘀-嘀-嘀”声音,
象牙白、绅士灰、香槟金 可以配合不同的家装风格,让家用电工与家居环境融为一 体,珠联璧合,演绎科技和时尚的融合。
美国进口微电脑控制技术 工业级电路设计,触摸体验更灵敏,封闭式纯银触点,独家 专利的微安级功率设计,更节能更环保。
智能情景、远程控制技术 支持会客、影院、就餐等多种情景模式及一键全开、全关功能。 支持智能家居控制主机系统,可以实现遥控器控制、智能定时、 手机远程控制等功能。
昆仑海岸JQAW-8系列二氧化碳传感器

工作日:9:00~17:00
JQAW-8 系列二氧化碳变送器使用说明书
V4.1
主菜单
按 键选择子菜单 按[Enter]确认进入子菜单 按[menu]退出菜单设置,返回到默认显示界面。
密码设置
零点修正
请输入密码
请输入新密码
按 键 修改数 值, 按 键 移位, 按[Enter]键 保存 设置 按[menu]键 返回
JQAW-8 系列二氧化碳变送器使用说明书
V4.1
接线
1.无测试线(在壳体两端有两个开盖键(如下图 ),按下即可打开变送器,内部电路板标识 ):
供电、模拟、网络输出
V+(电源正) OUT(二氧化碳电流或电压输出) GND(电源地) TA(485A+/232RX)(没有选择无用) RB(485B-/232TX)(没有选择无用)
率,数据位,停止位校验方式,采集周期,流量控制 产品出厂默认为:com1,9600,8,1,n,1000,无)。 3、如不是上述原因,请与厂家联系。
北京昆仑海岸传感技术有限公司 电话:010-82671108 传真:010-62533666 售后服务电话:010-51659145 工作日:9:00~17:00
按[menu]键 返回
通讯地址:
报警点设置:上限、上
范围 1-247
上限 100ppm 为一段。
波特率:1200,2400,
设置范围不能超出量
4800,9600,19200,
程。
38400,57600
回差:50ppm 为一段,
范围 50-500ppm
北京昆仑海岸传感技术有限公司
电话:010-82671108 传真:010-62533666 售后服务电话:010-51659145
hs8系列多功能电力仪表说明书
hs8系列多功能电力仪表说明书一、引言HS8系列多功能电力仪表是一款先进的电力测试仪器,具有多种功能和广泛的应用领域。
本说明书旨在详细介绍HS8系列电力仪表的特点、技术参数和使用方法,以帮助用户更好地了解和应用该产品。
二、产品特点1. 多功能性:HS8系列电力仪表集电能计量、功率分析、电流电压测量等多项功能于一体,能够满足工业、商业和家庭等不同场所的电力检测需求。
2. 高精度度:采用先进的测量技术和优质的元器件,使得HS8系列电力仪表具有很高的测量精度和稳定性,保证了测试结果的准确性。
3. 易操作性:HS8系列电力仪表的操作简单直观,配备了清晰易懂的显示屏和用户友好的界面,使得用户能够快速上手并轻松操作。
4. 数据记录与通信:HS8系列电力仪表具备数据记录和通信功能,可将测试数据保存并通过USB接口或无线通信传输给计算机或其他设备,便于后续分析和处理。
5. 耐用性与安全性:HS8系列电力仪表采用优质材料和严格的生产工艺,具有较强的耐用性和抗干扰能力,同时符合国家相关安全标准和认证要求。
三、技术参数1. 测量范围:- 电压测量范围:0-1000V- 电流测量范围:0-100A- 功率测量范围:0-100kW2. 精度:- 电压测量精度:±0.5%- 电流测量精度:±0.5%- 功率测量精度:±1%3. 采样率:1次/秒4. 数据存储容量:10000条5. 通信接口:USB、RS232、以太网、无线通信接口等四、使用方法1. 上电与电源连接:将HS8系列电力仪表连接到目标电源,并确保正确连接电源及相关信号线。
2. 参数设置:根据具体测试要求,在电力仪表的界面上设置相应的参数,包括电压、电流、功率等测量参数。
3. 测量操作:按下开始/停止测量按钮,HS8系列电力仪表开始进行电力参数的测量。
测量结果将实时显示在仪表的显示屏上。
4. 数据记录与传输:若需要记录测量数据,可通过仪表上的数据记录功能将数据保存在内部存储器中。
STM32和STM8产品介绍(2008年9月)

机械方面,材料方面,电路板设计方面,电子元器件
STM32 全国巡回研讨会
STM32 产品及特性 2008年9月 18
/stm32
IEC60335-1 安全级别分类
在不同安全级别里,MCU的功能是有区别的。 A级
12位分辨率, 精确度达+/- 1.3LSB @ 25° 1微秒完成一次转换 各通道轮流扫描模式,在一个普通的通道上采用快速的交叉模式进行连续 的采样, 注入模式 定时器触发 模拟看门狗功能 DMA 传输数据 自我校准功能
数模转换, 2个转换电路模块
可配置为8位或者12位 or 12bit 单模式输出 可模拟噪声波形,三角波形输出 DMA数据传输 外部触发 双通道独立转换模式,或者作为单通道同时转换模式
6
13
5
12
4
3
11
2
1
10
9
CE-ATA
1
SDIOSDIO_CMD
2 3 4
SDIO_CK
5
6
SDIO_D0
7
SDIO_D1
8 9
SDIO_D2
10
11
SDIO_D3
12
SDIO_D4
13
SDIO_D5
14 15
SDIO_D6
16
17
SDIO_D7
18
STM32 全国巡回研讨会
STM32 产品及特性 2008年9月 15
LQFP100 (14x14mm)
LQFP144 (20x20mm)
STM32 全国巡回研讨会
STM32 产品及特性 2008年9月 17
新一代8位微控制器EFM8系列产品说明书
新闻稿Silicon Labs推出新一代8位微控制器迎接物联网时代-最新节能型EFM8 MCU系列产品为成本和空间受限的设计提供无与伦比的简便性、外设集成和性能-中国,北京-2015年3月2日-物联网(IoT)领域节能型微控制器解决方案供应商Silicon Labs(芯科科技有限公司,NASDAQ:SLAB)今日宣布推出新一代8位MCU系列产品,该产品旨在满足当今超低功耗、小尺寸的IoT应用。
Silicon Labs的新型EFM8 MCU系列产品包括三种类型高集成度、外设丰富的MCU,这些MCU特别针对高性价比、超低功耗电容式触摸控制和精简USB连接而进行了优化。
EFM8 MCU为嵌入式开发人员所能想到的所有8位应用提供了业内领先的简便性、能效、性能和成本节省的综合优势,应用涵盖家居和楼宇自动化、可穿戴、消费类电子、玩具、电机控制和工业IoT等。
HIS Technology公司MCU首席分析师Tom Hackenberg表示,“为了在可预见的未来保持MCU市场的蓬勃发展,领先的MCU供应商持续不断的推动8位解决方案在能耗和集成特性上的发展。
根据IHS的预测,8位市场规模在2015年将达到70亿美元,2018年将增长到78亿美元,市场份额继续超过每年MCU市场营收的三分之一以上。
这种稳定的增长归功于市场对于0.5美元以下MCU在价格、极小封装、超低功耗、较低软件开销和简化设计的需求,这些也是IoT设备的先决条件。
Silicon Labs所设计的新型EFM8系列产品在这些关键应用领域中都具有最佳的特性和功能。
EFM8 MCU系列产品完全满足IoT开发人员的需求,提供无与伦比的特性和性能等综合优势,这包括高速流水线8051内核、超低功耗、精度模拟、增强的通信外设、集成的振荡器、小尺寸封装,以及能够提供灵活的数字和模拟复用、简化印刷电路板(PCB)设计和I/O引脚路由的先进Crossbar架构。
新型的EFM8 Bee系列产品包括三类MCU产品,这些产品为满足特定开发人员的需求和应用而进行了优化。
报知机GBH8自动火灾报警主机功能介绍
240V AC+10%-15%
23-28V DC 450mA(最小) 可以增加 4 路输出模块 可以增加 32 区的 LED 显 示 图形显示,240×64 点, 蓝色背光显示 RS232,速率 19200 并行打印机 2AMP(最大)有保险 2AMP(最大)有保险 2AMP ( 最 大 ) 有 保 险 及 1AMP@24V 无监测 无源 1AMP(最大)@24V 无源 1AMP(最大)@24V 无源 1AMP(最大)@24V 无源 1AMP(最大)@24V 模块插入式 1.6mm 软性钢材 白色波纹粉末漆 840×515×140
技术指标
ConfigManager 的安装需要合法授权
ConfigManager 图标
如需获取更多的 ConfigManager 的资料,请参考 ConfigManager 的 操 作 手 册 ( 档 案 编 号 G0109W08).
技术指标
软件 平台 硬件
处理器
RAM 硬盘 通讯口 数据传输 产品代码
Байду номын сангаас
化及单机网络化设计,可以单机多 CPU 运行,因
此每台 GBH 系列主机的地址容量是相当可观的,
可以满足任何建筑物的需求,同样也可以使得地点
分散,单位地点容量小的系统最大限度的降低系统
造价。多个主机(CPU)可以在同一个地点以网
络的方式运行,也可以在远程网络运行。多个主机
(CPU)间用网络适配卡通过 RS422 或者 RS232
前面板其他的卓越功能: 添加、删除或者编辑设备,显示系统状态,显示多 功能板输出状态,日/夜灵敏度转换,改变多功能 板功能,查询设备状态以及事件记录等。
GBH8 具有自动添加设备功能。新增设备的说明信 息可以通过下载或者使用因果关系图表添加。
BOSCH全新8系列極緻黑智慧廚電产品介绍说明书

1886年,勞勃 • 博世(Robert Bosch)先生於德國司徒加特創辦了「精密機械和電氣工程車間」,即是今日BOSCH最初的誕生,從精密電機工程起家,並於1929年後轉型為科技家電,以消費者需求及服務為出發點,透過科技成就生活之美。
而創立130多年以來,我們不僅堅持精湛德國工藝高品質的要求,更秉持勞勃 • 博世(Robert Bosch)先生的信念「對客人的承諾 勝過眼前的利益」,繼續為消費者提供創新及完美的科技產品。
“I would rather lose money than trust.”對客人的承諾 勝過眼前的利益 ─ Robert BoschIndex目錄0203BOSCH烤箱歷史事紀Highlights of Cavity Cooking Products199019771962博西家電第一台嵌入式廚房設備誕生推出電子式操作面板烤箱新科技研發擁有高溫自清的烤箱問世2014台灣上市第一台8系列烤箱獨特的環形觸控介面設計全新8系列極緻黑智慧廚電在台上市輕鬆遠端遙控讓生活更便利2014201620232021被譽為廚房最佳幫手三點食物探針功能推出推出智慧烘焙感應技術料理完美上桌推出七合一微波蒸烤爐可蒸煮/烘烤/微波,一機多用0405全新8系列極緻黑智慧廚電Introduction全新升級8系列極緻黑智慧廚電滿足您所有烹調需求健康飲食儼然已成為世界流行趨勢。
全新升級8系列極緻黑智慧廚電,無論您喜歡蒸、烤還是烘焙,一次滿足所有烹調需求。
從入門款的烤箱,到高階具備各種複合智慧功能的烤箱/蒸烤爐/蒸爐,從中式料理到西式甜點,全都交由BOSCH一手包辦,全面升級的烘焙科技以及結合AI人工智慧透過Home Connect智慧物聯提供您所需要的幫助,讓BOSCH健康智慧烤箱為您的料理找到最合適的設定,完美呈現。
0607德式精湛設計Design08Individual Browning全新8系列極緻黑複合式烤箱*烘焙調色盤功能提供千層麵、披薩、麵包卷等食材加強烤色。
STM8S_简介

允许同时访问指令和数据 读写操作在同一个周期执行
cy
1 F
2 D F
3 E D
4 E D F
5
6
7
8
9
10
独立的指令和数据存储空间 (哈佛架构) , 大多数指令和操作的取址,译码, 执行可在单个机器周期完成。
0xC000 0xC001 0xC003 0xC005 0xC006 0xC007 0xC008 0xC00A
NEG A XOR A, #8 LD X, #20 LD (X), A INC X LD (X), A ADC A, 25 SRL A
1 1 1 1 1 1 1 1
E D E D E D F E D E D E
FETCH
DECODE
EXECUTE
STM8S MCU family
Marketing presentation
Sep 2008
STM8 Simply smarter
STM8S 芯片内部框图
主要性能 :
3.0-5.5伏 -40 to +125 °C 24MHz 内核工作频率 10K 次FLASH擦写次数 300K EEPROM擦写次数 4 种低功耗模式 (~5µ 停机模式) A 可校正的内部 RC 16MHz,精度 +/-1% 红外和智能卡接口 SWIM 快速编程 (<6s for 128KB) LQFP 80, 64, 48, 44, 32 VQFN 20, 32, 48 TSSOP 20
00 0000h 00 17FFh 00 4000h 00 47FFh 00 4800h 00 48FFh 00 5000h 00 6000h 00 67FFh 00 7F00h 00 8080h
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SINUMERIK 802Sbase line(ECU)采用步进电机驱动系统,可带3个驱动轴和一个主轴,驱动采用STEPDRIVE C和STEPDRIVE C+,最高10000步/R的控制精度。
是最低价的系统(经济型数控),不过是开环的呀。
SINUMERIK 802Cbase line是同802S有一样的硬件结构,是低价数控系统的选择,驱动是SimoDrive 611U(通用型,具有数字和模拟信号10V),可以接1FK6系列同步伺服电机(也可以接新出的1FK7电机)。
可实现驱动伺服系统的自动优化。
随机提供TOOLBOX包括:通讯,编程软件,驱动器优化等软件,初始化文件和相应的子程序。
同时系统预装了车床和铣床的PLC应用程序,大家可根据需要相应改动。
SINUMERIK 802D是全数字式的数控系统,HMI(人机接口),PLC程序和NCK软件集成为一体。
PCU210,本身具有8MB的PCMCIA存储卡用于数据备份,以及NC程序内存与PC卡之间双向拷贝,也可通过以太网或外部;连接的设备将数据从PC机拷到PC卡上。
驱动采用SIMODRIVE 611UE(通用E型,数字式,带有PROFIBUS接口),最多接4个伺服轴,可配1FT/1FK交流伺服电机,主轴可采用1PH7主轴电机或是变频器控制的交流电机。
并且提供DNC功能(PCU20的用户需要“PCU20网络/磁盘驱动管理器”这个选件,在使用PCU50/PCU70时需要一个选件SINUMERK软件),方便大容量程序的加工,可在屏幕上显示梯形图。
802C/D都有中文界面,E文不好朋友就用的舒服多了。
SINUMERIK 810D/840Dpowerline,全数字式的数控系统,PCU20/50/70(50/70带有硬盘),SimoDrive 611D(数字型),可配1FT/1FK交流伺服电机,1PH7主轴电机,PLC为S7—300,其中840D中的S7-315-2DP集成在NCU561.2/571.3/572.3/573.3上,S7-314C-2DP集成在NCU562.4/573.4上。
在810D中的PLC S7-314集成在CCU1上,S7-315-2DP集成在CCU2/CCU3上。
有2个方式组和2个通道(可以理解为带有译码程序段准备和插补的单独的数控系统)。
最大为6轴(可有2个主轴,因为有2个通道)。
SINUMERIK 814Di是采用NCK(数控核心部件)系统软件,PCU20/50/70,S7-315—2DP 集成在MCI板上,SIMA TIC DP ET200M/S/X(分布式I/O)作为I/O连接在PROFIBUS-DP 上,最大可到18个轴,包括6个通道和方式组。
SIMODRIVE POSMO CA/CD(分布式驱动系统,还包括SIMODRIVE POSMO SI,支持SimoCom U软件),可接1FT/1FK交流伺服电机,SIMODRIVE 611UE接1PH4交流主轴电机。
下面是一些朋友询问的问题,有的并不常用,一起写出来供大家参考,里面加入了一些我的经验。
数据备份功能,一般MMC103即现在的PCU50/PCU70是通过PCIN或WINPCIN可拷贝到PC/PG上,也可用GHOST保存到本身的硬盘上(方法在论坛里有介绍),当然也可以用U 盘和网络。
而MMC100.2即现在的PCU20也可用Sinucom PCIN将系统数据和软件拷贝到PC/PG中,或是SINUCOPY传送到CCU或NCK上的PC中。
模拟轴的问题,该功能是选件用于机床上个别不能使用数字式驱动系统驱动的伺服电机,比如刀库交换电机。
611的主要功能是不可能用于通过模拟量速度值设定接口连接外部驱动单元中的,这就需要通过驱动总线进行内部进给轴反馈和通讯才能实现的各种功能,比如以前HC_091(韩工)提到的前馈控制(可允许轴向跟随误差减小到零,常与跟随误差补偿联系在一起)和安全集成等,当用外部驱动单元时,比如变频器就必须单独考虑EMC(电磁兼容措施)。
可以通过以下两种方法实现:1,对于每个进给轴都有效的“模拟轴”选件,可通过840D软件V4.3版本以上带有正负10V的模拟量设定值接口的模拟驱动进行控制比如SIMODRIVE611A。
在以前是通过模拟驱动放大器的设定值输出由一个一体化的分布式I/OI 控制设备(DMP)的模拟输出模块进行控制。
此模块是连接在SIMODRIVE611D上的驱动总线,其实际值通过电机上的一个无条件信号发生器引导到611D上,直接测量系统的一个
富余的实际值输入端。
2,840D软件V5.3版本开始,通过HLA(HLA模块),液压式直线驱动,带数字量设定值接口的闭环控制插入模块可以最多控制2个模拟轴。
刀具寿命和使用次数监控,也是选件在加工时如果切削角度的监控的时间超过,则输出报警,一个VDI信号被设置。
对于加载刀具的作用面的寿命监控包括加工工件时所涉及的所有切削刃面。
至于刀具长度监控可以用雷尼绍的激光测量系统。
弯曲加速特性,此功能用于802S系统中,所以大家一般都没有注意到。
当与步进驱动器共同工作时,必须将设定的加速度减小到一个特定的速度上以确保实现理想的步进电机的特性。
其步进驱动器可按照特定的加速特性进行路径插补个单轴插补,即可以选择按照直线进行加速度的递减也可以按照双曲线进行加速度的递减。
利用在低速范围内的步进特性可以优化步进电机在低速范围内的启停特性。
进给轴的动态特性可通过程序预读功能得到优化。
电子齿轮(附件)可以通过可编程序的齿轮传动比进行高精度的轴的运动耦合,通过程序和操作面板对于任何数控坐标轴指定和选择耦合。
电子重量补偿(选件),我一直称呼为电子配重,当使用不带机械或是液压配重的负重坐标轴(比如垂直轴),当释放制动,接通伺服使能时,轴会因为重量而坠落,就可以用此功能来实现。
当释放制动时,一个恒定的重量补偿转矩维持垂直进给轴的位置。
进给倍率超调,一般是通过PLC来修改(0—200%),对面板上的倍率开关是倍频操作覆盖。
不过最好少用,已防发生危险。
不过节拍是快了2倍呀。
斜轴(选件)是用于外圆磨床,它是用于一个倾斜的进给轴进行固定角度的插补,刀偏和零点位置是按照右手定则(笛卡儿坐标系)输入,并被转换为实际的机床坐标轴。
对于用G05进行的倾斜式横向进给磨削,必须要G07编程产生一个启始位置。
悬垂补偿(选件),对与一些只有一端支撑的悬臂可从PLC接通补偿表格。
此功能只在810D/840D/840Di有效,810DE/840DE有限制。
温度补偿(选件),温度的升高会引起机床发生膨胀,其大小主要依赖于机场零件的温度和导热性,会引起机床坐标系的变化,可通过此功能加以修正。
关于电机的制动器,在1FK/1FT电机可以提供一个内置式保持制动器,以确保轴静止而不产生间隙,或是系统断电时将保持进给轴的静止。
保持制动器可通过控制系统的PLC制动或是SIMODRIVE611来制动。
1PH4主轴电机在驱动端防护上安装有一个电磁单片制动器,可保持电机轴和主轴静止而没有反向间隙。
因为看到论坛上有的朋友对西门子的产品线不了解,以及一些功能不常用而不了解,所以选了以上东西写出来。