S700伺服控制器故障及报警代码中英文总结
三菱伺服报警解释

A
9F
WAB
电池电压过低
绝对值检出器的电池电压过低
A
E0
WOR
过回生警告
达到过回生异警所须的80%阶层时被检出
A
E1
WOL
过负荷警告
达到过负荷异警所须的80%阶层时检出。如果继续运转会产生过负荷1异警
PME
IPM晶体(过电流)异常
AMP内的IPM晶体发生异常,其原因有下列因素1、过电流2、过热3、电源电压过低等。
PR
A
33
OV
过电流
AMP内部 的PN电源过电压检出。
PR
A
34
DP
CNC通信CRC异常
从NC侧所送到的AMP的资料盒异常。
PR
A
35
DE
CNC通信资料异常
从NC侧所送到的移动指令异常的大。
A
93
WAM
绝对位置变动
NC电源投入时其绝对位置的变动超出以至不能设定绝对值计数器
PR
A
96
MPE
MP型光学尺回授异常
在MP型光学尺绝对位置系统中,马达端MP光学尺装置和回授量的差值过大检出
C
97
MPO
MP型光学尺辅正异常
在MP型光学尺绝对位置系统中,当NC投入时读入的辅正资料异常检出
A
9E
WAR
高速解码器多回转计数器异常
P----电源供应器不良(在伺服AMP上有连接电源供应器时,才有此报警)
号码
简称
名称
内容
重置方式
区分
10
UV
伺服电机常见故障代码分析及处理方法

伺服电机常见故障代码分析及处理方法伺服电机是通过控制回路来实现精确定位和控制转速的电机,常见故障代码可能会导致电机无法工作或者无法达到预期的运动效果。
以下是一些常见故障代码及其处理方法:1.报警代码E01:驱动过流保护。
这通常是由于电机受力过大或者电机驱动器故障引起的。
处理方法是检查电机负载是否正常,可以通过减小负载或增加驱动器容量来解决。
2.报警代码E02:驱动过热保护。
这可能是由于电机驱动器温度过高引起的。
处理方法是检查驱动器是否通风良好,并确保散热器没有堵塞。
还可以降低电机负载或者增加驱动器的容量。
3.报警代码E03:驱动器故障。
这可能是由于驱动器的故障引起的,例如驱动器损坏或者通讯故障。
处理方法是检查驱动器是否正常工作,可以尝试重新启动驱动器或更换驱动器。
4.报警代码E04:位置超差。
这可能是由于位置误差超过了设定的阈值引起的。
处理方法是检查位置传感器的准确性,可以通过重新校准位置传感器来解决。
5.报警代码E05:速度超差。
这可能是由于速度误差超过了设定的阈值引起的。
处理方法是检查速度传感器的准确性,并确保传感器与驱动器的通讯正常。
6.报警代码E06:电机过载。
这可能是由于电机受力过大引起的。
处理方法是检查电机负载是否正常,可以通过减小负载或增加驱动器容量来解决。
7.报警代码E07:电机过热。
这可能是由于电机温度过高引起的。
处理方法是检查电机是否通风良好,并确保散热器没有堵塞。
还可以降低电机负载或者增加驱动器的容量。
除了以上常见故障代码,还可能会出现其他故障,例如电机无法运动、电机运动不匀速等。
在处理这些故障时,可以先检查电机驱动器及其控制系统是否正常工作,然后逐步检查电机及其相关传感器的准确性,最后根据具体情况采取相应的措施。
总结起来,伺服电机常见故障代码分析及处理方法主要包括检查电机负载、驱动器温度及散热情况、驱动器及通讯故障、位置及速度传感器准确性、电机温度等方面,并根据具体情况采取相应的修复措施。
伺服电控报错代码
有故障代码Fault Code无故障代码No Fault Code无剪线No shearing-line.踩下脚踏板电机无任何反应No respond in motor when tread the pedals.电机转动时有异响There is abnormal sound when the motor works.脚踏板无高速Motor don’t accelerate when tread the pedals.显示屏无显示There is no display on the display.操作面板按键无反应No respond on buttons of the operation panel.开机无电无显示No power and no display when power on.开机机器自跑Motor works automatically when power on.没有自动倒缝NO automatic backstitch.“P”+“✄”进入检测模式,调整为P01,查看其数值是否在“250~380V”范围内Please press “P”+“✄”to enter the testing mode, switch to P01,then check whether the value is in the range of “250~380V”.请在关机状态下拔掉电机与伺服器的连接线,转动电机手轮,查看电机轮是否过重Please pull out the connecting line between motor and servo in the off state, then rotate the motor’s hand wheel to see whether the motor’s hand wheel is too heavy.您的电机已短路,请立即更换There are short circuits in your motor, please replace it immediately.您的电网不稳定造成伺服器无法正常工作。
富士伺服驱动器报警代码
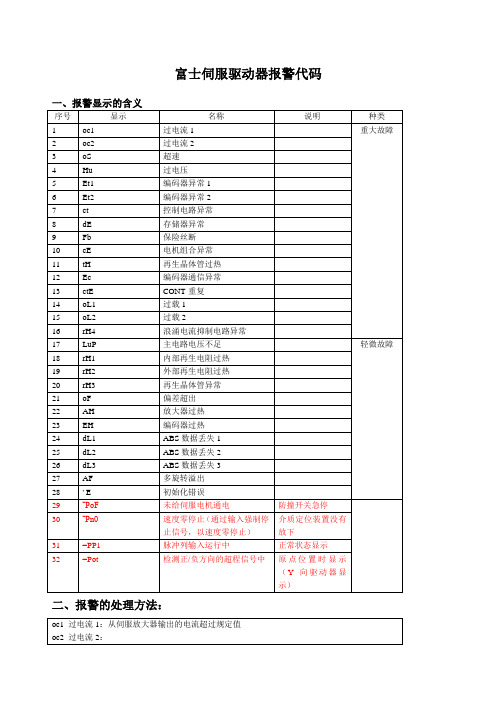
富士伺服驱动器报警代码
二、报警的处理方法:
存在报警复位不能解除的报警。
对于报警复位不能解除的报警,请在切为一次电源后(或切断前)按照“第三节报警的处理方法”排除报警原因,然后再次接通电源,以此进行复位。
报警的复位按以下任意方式进行:
●将报警复位(RST:指令序列输入信号)置于ON一次后再置于OFF。
●触摸屏上的试运行模式[FnOS]:实行报警复位。
●在报警显示画面上同时按住[Λ]键和[V]1秒钟以上。
●使用PC加载器的“监控”指令上的报警复位。
●报警复位后,返回到参数“PA2_77:初始显示(触摸屏)”上所设定的显示内容。
伺服报警故障代码大全

伺服报警故障代码大全伺服系统是现代工业自动化生产中常见的一种控制系统,它通过对电机进行控制,实现对机械运动的精确控制。
然而,在使用伺服系统的过程中,我们有时会遇到各种报警故障代码,这些代码代表着不同的故障类型,需要我们及时排查和处理。
下面将为大家详细介绍一些常见的伺服报警故障代码,以便大家在实际工作中能够更好地应对这些问题。
1. E001,伺服系统过载报警。
当伺服系统负载过大时,会触发E001报警代码。
这时需要检查负载情况,可能需要重新调整负载参数或者更换合适的伺服系统。
2. E002,伺服系统过热报警。
当伺服系统工作时间过长或者环境温度过高时,会触发E002报警代码。
此时需要及时停机降温,或者加强散热措施,以确保伺服系统的正常工作。
3. E003,伺服系统电压过高或过低报警。
电压异常会导致伺服系统工作异常,触发E003报警代码。
这时需要检查电源电压情况,可能需要更换稳压器或者调整电源线路。
4. E004,伺服系统编码器故障报警。
编码器是伺服系统的重要传感器,一旦出现故障会触发E004报警代码。
此时需要检查编码器连接情况,可能需要更换或者维修编码器。
5. E005,伺服系统通信故障报警。
通信故障会导致伺服系统无法正常接收指令,触发E005报警代码。
这时需要检查通信线路和通信模块,可能需要重新连接或者更换通信设备。
6. E006,伺服系统电机故障报警。
电机是伺服系统的核心部件,一旦出现故障会触发E006报警代码。
此时需要检查电机连接情况和电机状态,可能需要更换或者维修电机。
7. E007,伺服系统位置偏差报警。
位置偏差会导致伺服系统无法精确定位,触发E007报警代码。
这时需要检查位置传感器和位置控制参数,可能需要重新校准或者调整位置控制系统。
以上是一些常见的伺服报警故障代码,我们在使用伺服系统时,要时刻关注系统的运行状态,及时处理各种报警故障,以确保系统的正常运行。
希望以上内容能够帮助大家更好地理解和应对伺服系统报警故障,提高工作效率和生产质量。
伺服驱动器故障代码

伺服驱动器故障代码
伺服驱动器故障代码
Servo驱动器故障代码是用于诊断和解决服务驱动器出现的问题的一种标准。
它可以帮助你在设备无法正常工作时快速定位故障。
下面将详细介绍下Servo驱动器故障代码。
第一类是传动轴类故障,主要原因是反馈传感器缺失或故障。
在这种情况下,会显示以下故障代码:
1、传动轴回路故障:E0015、E0017、E0021
2、传动轴限位故障:E0022、E0024、E0025、E0026
第二类是轴控制方向错误类故障,主要是由于控制器及驱动器设置不正确造成的。
其中,会出现以下故障代码:
1、正反转冲突: E0027、E0028
2、控制轴方向冲突: E0029、E0031
第三类是控制回路故障,主要是由于驱动程序、控制程序及检测设备故障导致的。
这类故障的故障代码如下:
1、停止信号故障:E0032
2、传动故障:E0033
3、控制轴故障:E003
4、E0035
4、输入信号故障:E0036、E0037
最后,我们还需要了解一下机械原因导致的故障,主要是指机械部件和站点设计等原因造成的故障。
这类故障的故障代码如下:
1、机械缓冲系统故障:E0171、E0172
2、装载速度限制:E0173
3、机械冗余装置故障:E017
4、E0175
4、机械操作一致性故障:E0176、E0177
通过以上介绍,大家对Servo驱动器故障代码应该有了比较全面的了解,希望大家在设备出现故障时可以通过查找正确的故障代码来
快速定位故障。
三菱伺服驱动器报警代码――――经验心得
三菱伺服驱动器报警代码――――经验心得Minas A4 驱动用具有不同的保护功能。
当其中任一功能激活时,驱动器切断电流,报警输出信号(ALM)没有输出。
显示面板上的7 段LED 会闪烁显示相应的报警代码。
保护功能报警代码故障原因应对措施控制电源欠电压11控制电源逆变器上P、N 间电压低于规定值。
1)交流电源电压太低。
瞬时失电。
2)电源容量太小。
电源接通瞬间的冲击电流导致电压跌落。
3)驱动器(内部电路)有缺陷。
丈量 L1C、L2C 和r、t 之间电压。
1)进步电源电压。
更换电源。
2)增大电源容量。
3)请换用新的驱动器。
过电压 12电源电压高过了答应输进电压的范围。
逆变器上 P、N 间电压超过了规定值。
电源电压太高。
存在容性负载或UPS(不中断电源),使得线电压升高。
1)未接再生放电电阻。
2)外接的再生放电电阻不匹配,无法吸收再生能量。
3)驱动器(内部电路)有缺陷。
丈量 L1、L2 和L3 之间的相电压。
配备电压正确的电源。
排除容性负载。
1)用电表丈量驱动器上P、B 间外接电阻阻值。
假如读数是“∞”,说明电阻没有真正地接进。
请换一个。
2)换用一个阻值和功率符合规定值的外接电阻。
3)请换用新的驱动器。
主电源欠电压13当参数Pr65(主电源关断时欠电压报警触发选择)设成1 时,L1、L3 相间电压发生瞬时跌落,但至少是参数Pr6D(主电源关断检测时间)所设定的时间;或者,在伺服使能(Servo-ON)状态下主电源逆变器P-N 间相电压下降到规定值以下。
1)主电源电压太低。
发生瞬时失电。
2)发生瞬时断电。
3)电源容量太小。
电源接通瞬间的冲击电流导致电压跌落。
4)缺相:应该输进3 相交流电的驱动器实际输进的是单相电。
5)驱动器(内部电路)有缺陷。
丈量 L1、L2、L3 端子之间的相电压。
1)进步电源电压。
换用新的电源。
排除电磁继电器故障后再重新接通电源。
2)检查Pr6D 设定值,纠正各相接线。
3)请参照“附件清单”,增大电源容量。
西门子伺服故障代码(附件五)

西门子伺服故障代码(附件五)S7-200可编程控制器系统手册位控模块和位控指令的错误代码表9-20指令错误代码错误代码描述0无错1用户放弃2组态错误使用EM253控制面板的诊断标签查看错误代码3非法命令4由于没有有效的组态而放弃使用EM253控制面板的诊断标签查看错误代码5由于没有用户电源而放弃6由于没有定义的参考点而放弃7由于STP输入激活而放弃8由于LMT--输入激活而放弃9由于LMT+输入激活而放弃10由于运动执行的问题而放弃11没有为指定包络所组态的包络块12非法操作模式13该命令不支持的操作模式14包络块中非法的步号15非法的方向改变16非法的距离17RPS触发在达到目标速度前出现18RPS有效区域宽度不足19速度超出范围20没有足够的距离执行所希望的速度改变21非法位置22零位置未知23to127保留128位控模块不能处理该指令:位控模块可能正在忙于处理另一个指令或该指令无启动脉冲。
129位控模块错误模块ID不正确或模块已注销。
其它错误条件请参看SMB8到SMB21(I/O模块ID和错误寄存器)。
130位控模块未使能131位控模块不能使用由于模块故障或未使能(参见POSx_CTRL状态)132由位控向导组态的Q内存地址与位控模块在该位置处模块的内存地址不一致。
S7--200开环运动控制第9章表9-21模块错误代码错误代码描述0无错1无用户电源2没有组态块3组态块指针错误4组态块的大小超过了可用的V区5非法的组态块格式6定义了太多的包络7非法的STP_RSP定义8非法LIM--定义9非法LIM+定义10非法的FILTER_TIME定义11非法的MEAS_SYS定义12非法的RP_CFG定义13非法的PLS/REV值14非法的UNITS/REV值15非法的RP_ZP_CNT值16非法的JOG_INCREMENT值17非法的MAX_SPEED值18非法的SS_SPD值19非法的RP_FAST值20非法的RP_SLOW值21非法的JOG_SPEED值22非法的ACCEL_TIME值23非法的DECEL_TIME值24非法的JERK_TIME值25非法的BKLSH_COMP值S7-200Programmable Controller System ManualError Codes for the Position Module and the Position InstructionsT able9-20Instruction Error CodesError Code Description0No error1Aborted by user2Configuration errorUse the EM253Control Panel Diagnostics tab to view error codes3Illegal command4Aborted due to no valid configurationUse the EM253Control Panel Diagnostics tab to view error codes5Aborted due to no user power6Aborted due to no defined reference point7Aborted due to STP input active8Aborted due to LMT--input active9Aborted due to LMT+input active10Aborted due to problem executing motion11No profile block configured for specified profile12Illegal operation mode13Operation mode not supported for this command14Illegal number of steps in profile block15Illegal direction change16Illegal distance17RPS trigger occurred before target speed reached18Insufficient RPS active region width19Speed out of range20Insufficient distance to perform desired speed change21Illegal position22Zero position unknown23to127Reserved128Position module cannot process this instruction:either the Position module is busy withanother instruction,or there was no Start pulse on this instruction129Position module error:Module ID incorrect or module logged out.Refer to SMB8to SMB21 (I/O Module ID and Error Register)for other error conditions.130Position module is not enabled131Position module is not available due to a module error or module not enabled(See the POSx_CTRL status)132The Q memory address that was configured with the Position Control wizard does notmatch the memory address for the module at this location.Open Loop Motion Control with the S7-200Chapter9T able9-21Module Error CodesError Code Description0No error1No user power2Configuration block not present3Configuration block pointer error4Size of configuration block exceeds available V memory 5Illegal configuration block format6T oo many profiles specified7Illegal STP_RSP specification8Illegal LMT--_RPS specification9Illegal LMT+_RPS specification10Illegal FILTER_TIME specification11Illegal MEAS_SYS specification12Illegal RP_CFG specification13Illegal PLS/REV value14Illegal UNITS/REV value15Illegal RP_ZP_CNT value16Illegal JOG_INCREMENT value17Illegal MAX_SPEED value18Illegal SS_SPD value19Illegal RP_FAST value20Illegal RP_SLOW value21Illegal JOG_SPEED value22Illegal ACCEL_TIME value23Illegal DECEL_TIME value24Illegal JERK_TIME value25Illegal BKLSH_COMP value。
常见数控机床报警信息(中英文对照),太全啦!
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
伺服驱动器故障代码

伺服驱动器故障代码
E001:过流保护。
可能是由于负载过大、过热、电机故障或电源不稳定等原因引起。
E002:过压保护。
可能是由于电源电压过高或驱动器内部故障引起。
E003:欠压保护。
可能是由于电源电压过低或驱动器内部故障引起。
E004:电源相序保护。
可能是由于三相电源接错或相序不对引起。
E005:编码器信号丢失。
可能是由于编码器损坏、连接不良或电缆故障等原因引起。
E006:位置误差过大。
可能是由于位置环节参数设置不当、负载变化过大或编码器信号不稳定等原因引起。
E007:电机超温保护。
可能是由于连续工作时间过长、散热不良或电机内部故障引起。
E008:跟随误差过大。
可能是由于速度环节参数设置不当、控制指令过大或负载变化过大等原因引起。
E009:伺服报警。
可能是由于控制系统出现异常、电源电压不稳定或驱动器内部故障等原因引起。
伺服报警故障代码大全
伺服报警故障代码大全伺服系统在工业自动化领域中扮演着非常重要的角色,它能够提供精准的位置控制和运动控制,从而实现自动化生产线的高效运行。
然而,在使用伺服系统的过程中,难免会遇到各种故障问题,其中报警故障代码是比较常见的一种。
本文将为大家详细介绍伺服系统常见的报警故障代码,以便大家在实际应用中能够快速准确地进行故障排除。
1. E001,过载报警。
当伺服系统承受超出其额定负载能力的负载时,会产生过载报警。
这可能是由于负载过大或者机械传动系统出现故障导致的。
在遇到这种情况时,需要及时停机检查,排除故障后重新启动。
2. E002,过压报警。
过压报警通常是由于电源系统出现问题,导致伺服系统输入电压超出规定范围而产生的。
解决方法是检查电源系统,确保输入电压稳定在规定范围内,必要时更换电源设备。
3. E003,过热报警。
伺服系统在长时间高负载运行或者环境温度过高的情况下,可能会出现过热报警。
这时需要停机降温,同时检查散热系统是否正常运行,确保散热效果良好。
4. E004,编码器故障。
编码器是伺服系统中非常重要的部件,它负责反馈电机的位置信息。
当编码器出现故障时,会导致伺服系统无法准确控制电机位置,从而产生E004报警。
解决方法是检查编码器连接是否良好,必要时更换故障编码器。
5. E005,通信故障。
伺服系统与上位机或者其他设备之间的通信出现故障时,会产生E005报警。
这时需要检查通信线路是否正常,确认通信协议设置是否正确,保证通信畅通。
6. E006,电机故障。
电机本身出现故障也会导致伺服系统报警,通常是由于电机绕组短路或者接线不良导致的。
解决方法是检查电机绕组和接线,必要时更换故障电机。
7. E007,系统故障。
除了以上列举的几种常见故障外,伺服系统还可能因为其他原因产生系统故障报警。
这时需要通过系统故障代码手册或者厂家技术支持进行详细排查,找出故障原因并进行修复。
总结,伺服系统报警故障代码的出现意味着系统出现了异常情况,需要及时处理以避免对生产造成影响。
伺服驱动器故障代码
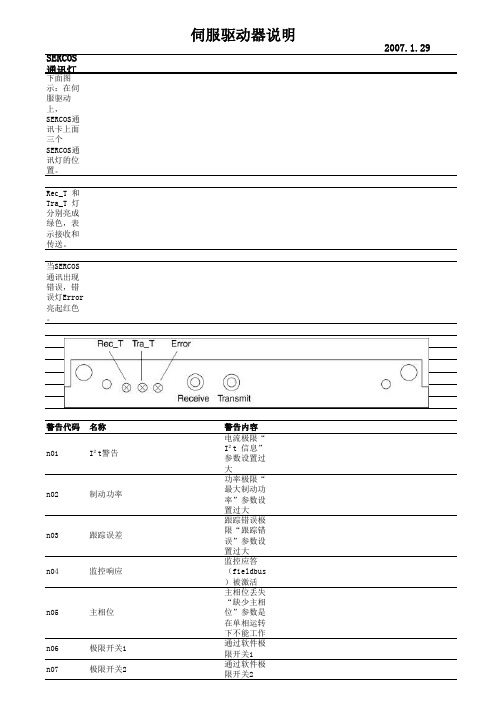
SERCOS通讯灯下面图示:在伺服驱动上,SERCOS通讯卡上面三个SERCOS通讯灯的位置。
Rec_T 和Tra_T 灯分别亮成绿色,表示接收和传送。
当SERCOS通讯出现错误,错误灯Error亮起红色。
警告代码名称警告内容n01I²t警告电流极限“I²t 信息”参数设置过大n02制动功率功率极限“最大制动功率”参数设置过大n03跟踪误差跟踪错误极限“跟踪错误”参数设置过大n04监控响应监控应答(fieldbus )被激活n05主相位主相位丢失“缺少主相位”参数是在单相运转下不能工作n06极限开关1通过软件极限开关1n07极限开关2通过软件极限开关22007.1.29伺服驱动器说明n08伺服任务错误一个错误的伺服任务启动n09无“HOME”参考点伺服程序在没有设置“HOME”参照点的情况下启动n10正极限正极限开关激活n11负极限负极限开关激活n12默认值只对于“HIPERFACE ”电机默认值被装载n13SERCOS接口SERCOS接口没正确连接n14HIPERFACE参考模式当HIPERFACE参考模式激活时尝试复位n15表格错误速度电流表格“INXMODE 35”错误n16...n31保留保留n32硬件测试版本硬件不是一个公开的测试版本A复位数字输入X 的“DIGITAL IN x”复位被激活警告代码错误内容发生原因及纠正错误F01驱动器热接收器过热1.改善通风2.减少motion工作循环F02直流电压超极限1.检查参数“主电源电压”的电流设定2.电源电压太高,使用调压器3.制动功率极限超范围,调整伺服或安装大制动电阻器F03跟踪错误超过极限1.增加Irms或 Ipeak峰值(保持在电机使用范围内)2.SW 斜坡参数设置太大F04反馈信号错误或不正确1.反馈装置有缺陷2.检查“反馈类型”参3.检查反馈线缆和连接F05直流电压比工厂预设值(100V)低F06电机过热1.Irms 或Ipeak 设置2.电机缺陷3.如果电机不热,检查反馈电缆和连接4.减小伺服工作循环5改善电机通风F07内部24V故障退还厂家F08电机速度超过极限1.没正确设置反馈参数2.反馈线不正确3.电机相位接反4.检查“Overspeed”过速度参数正确设置F09只读存储器校验错误退回厂家F10闪存检查错误退回厂家F11电机制动故障1.当制动不存在,制动参数设置为“WITH”2.抱闸有缺陷3.检查电机电源线和接线F12电机相位错误1.电机有缺陷2.检查电机电源线和接线F13驱动器内部温度超级限1.改善通风2.减少伺服工作循环F14驱动器输出使用故障1.检查电机线缆是否损坏或短接2.输出模块过热,改善通风3.内部制动电阻器电路短路或故障当驱动器使能时,没有电或电压太低。
机床报警,中英文互译

T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERRORDOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
伺服常见报警处理

---------------------------------------------------------------最新资料推荐------------------------------------------------------伺服常见报警处理常见报警处理方法 27 号报警(编码器 U、 V、 W 信号错误报警)发生原因:检测出的编码器 U、 V、 W 信号无效,同时为 0 或同时为 1 。
处理办法:1 . 查看编码器线是否固定牢固。
编码器线与电机连接处或 CN3 端口处连接是否松弛。
如有松弛将其固定牢固,重新上电就可消除 27 号报警。
2. 查看编码器信号是否连接正确,检查编码器各个信号是否连接到对应的端口上。
如发现有信号接错,则需重新接编码器线。
待接好后重新上电就可消除 27 号报警。
3. 查看编码器状态 dp20,看数码管三段是否会出现同时亮,如有出现同时亮的情况,则说明电机编码器有问题,更换电机。
4. 如上面方法都不能消除 27 号报警,则更换编码器线再试,如还不行,则有可能是伺服驱动器出现问题。
先更换伺服驱动器后再试,看是否可以消除 27 号报警。
30 号报警(电机失速报警)发生原因:定子速度长时间跟不上设定转速。
处理方法:1 . 检查伺服电机动力线 U、 V、 W 相序是否连接正确,是1 / 11否把电机动力线端子 U 相错误的连接到驱动器V 相端子上了,如U、 V、 W 相序接错,再运行时则会出现 30 号报警。
2. 检查电机负载机械部分是否卡死。
3. 检查驱动器各个连接端口是否连接正确。
查看驱动器端子 L1 、 L2、 R、 S、 T、 U、 V、 W 是否连接到对应的端口上。
4. 查看电机实际负载是否超过电机额定负载。
5. 把电机动力线线从驱动器取下,用万用表测 U-V、 V-W、U-W 两两之间阻抗,若阻值范围 5 欧以内, 且三组数据大概相等,则说明电机绕组没问题(若阻值异常,则电机绕组可能有问题)。
伺服驱动器报警代码表

伺服驱动器报警代码表硬件型号:伺服MR-JE-A系统版本:伺服驱动器系统伺服驱动器报警代码表:1、AL.E6,伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、AL.37,参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、AL.16,编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、AL.20,编码器故障。
电机编码器故障或线缆断线、接头松动等导致。
更换编码器线或伺服电机编码器。
MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。
5、AL.30,再生制动异常。
若刚通电就出现报警,则驱动器内部制动回路元件损坏。
若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。
6、AL.50、AL.51,过载。
检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。
监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。
7、AL.E9,主回路断开。
检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。
8、AL.52,误差过大。
电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。
伺服放大器也叫伺服驱动器,是用来控制伺服电机的一种控制器。
其作用类似于变频器作用于普通交流马达。
主要应用于高精度的定位系统。
目前是传动技术的高端产品。
噪声干扰包括二类,一类是从外部进入伺服放大器并可能导制其运行异常,另一类是由伺服放大器辐射出去并可能导致周围设备运行异常。
伺服放大器是由微弱信号控制的电子设备,因此,通常需要以下的防护措施。
此外,由于伺服放大器是通过高速开关输出电流的,所以会形成噪声源。
当噪声引起周围设备运行异常时,就应采取抗干扰措施。
汇川伺服电机报警代码一览表

汇川伺服电机报警代码一览表在工业自动化领域,汇川伺服电机以其出色的性能和稳定性得到了广泛的应用。
然而,在使用过程中,可能会遇到各种报警情况,了解这些报警代码的含义和解决方法对于及时排除故障、保证设备正常运行至关重要。
下面为大家详细介绍汇川伺服电机常见的报警代码。
一、过流报警(OC)过流报警是汇川伺服电机常见的报警之一。
当电机的电流超过了设定的阈值时,就会触发该报警。
可能的原因包括:电机负载过重、电机短路、驱动器故障等。
解决方法:首先,检查电机的负载是否过大,如果是,需要减轻负载。
其次,检查电机的线路是否存在短路情况,如有,及时修复。
若以上情况都不存在,可能是驱动器出现故障,需要联系专业人员进行维修或更换。
二、过压报警(OV)过压报警通常表示电机的供电电压超过了允许的范围。
这可能是由于电源电压不稳定、驱动器故障或者制动电阻故障等原因引起的。
处理措施:确认电源电压是否稳定在正常范围内。
如果电源正常,可能是驱动器内部的电压检测电路出现问题,需要维修驱动器。
此外,检查制动电阻是否正常工作,如有损坏,及时更换。
三、欠压报警(UV)欠压报警意味着电机的供电电压低于设定值。
可能的原因有电源故障、线路接触不良、驱动器故障等。
解决途径:检查电源是否正常工作,线路连接是否良好。
如果电源和线路都没有问题,那么可能是驱动器本身出现故障,需要进行检修或更换。
四、过载报警(OL)过载报警表示电机承受的负载超过了其额定能力。
这可能是由于瞬间负载过大、长期过载运行或者电机参数设置不正确等原因导致的。
应对方法:减轻瞬间负载,避免长期过载运行。
检查电机的参数设置是否与实际负载匹配,如果不匹配,重新进行参数设置。
五、编码器故障报警(ENC)编码器是用于检测电机转速和位置的重要部件,如果出现故障,会触发编码器故障报警。
可能的原因包括编码器损坏、连接线路故障、编码器受到干扰等。
解决办法:首先检查编码器的连接线路是否正常,有无松动或破损。
三菱伺服报警代码

三菱伺服说明书MR-J2-B伺服放大器手册(英文)8 - 1 Alarm and warning lists 报警和警告名单When a fault occurs during operation, the corresponding alarm or warning is displayed. If any alarm or warning has occurred, refer to Section 8.2 or 8.3 and take the appropriate action.Alarms Warnings:当故障发生在操作过程中,相应的报警或显示警告。
如果任何警报或警告发生,请参阅第8.2或8.3,并采取适当的行动。
报警警告Display Name 显示名称10 Undervoltage 10欠压11 Board error 1 11 局错误112 Memory error 12内存错误113 Clock error 14时钟误差15 Memory error 2 15 内存错误216 Encoder error 1 16 编码器错误117 Board error 2 17局错误218 Board error 3 18局的错误320 Encoder error 2 20编码器错误224 Ground fault 24接地故障25 Absolute position erase 25绝对位置擦除30 Regenerative error 3 0再生错误31 Overspeed 31超速32 Overcurrent 32过流33 Overvoltage 33过压保护34 CRC error 34 CRC错误35 Command F T error 35指挥F t误差36 Transfer error 36传输错误37 Parameter error 37参数错误46 Servo motor overheat 46伺服电机过热50 Overload 1 50超载151 Overload 2 51超载252 Error excessive 52错误过多8E RS-232C error 8E型的RS - 232错误88 Watchdog 88看门狗92 Open battery cable warning 92打开电池电缆警告96 Zero setting error 96零设定错误过度负荷的E0 Excessive regenerative load warning E0再生警告E1 Overload warning E1超载警告E3 Absolute position counter warning E3展绝对位置计数器警告E4 Parameter warning E4类参数警告E6 Servo emergency stop E6伺服紧急停止E7 Controller emergency stop E7的紧急停止控制器E9 Main circuit off warning E9主回路关闭警告。
伺服电机常见故障代码分析及处理方法

伺服电机常见故障代码分析及处理方法一、故障代码:E-01,E-02故障意义:上电时参数初始化不正确。
产生原因:参数设置不正确。
解决方法:重新上电,如果仍然报故障,则需要强制参数初始化,若反复多次都无法解决,则需要更换伺服控制器。
二、故障代码:E-03,E-04故障意义:E-03电压过高(交流电压超过285V,整流后直流403V)。
E-04电压过低(交流电压低于185V,整流后直流263V)。
产生原因:电压输入过高,过低或、母线校准不正确。
解决方法:查看DP-06,显示值是否在263-403范围内,否则一般维修驱动板上的母线采样电阻1M欧姆。
三、故障代码E-05,E-06,E-07故障意义:电机过载。
产生原因:E-06:3倍过载或机械堵转,持续;5s。
E-07:2倍过载,持续:120S。
解决方法:机械负载过重,检查机械是否卡住。
四、故障代码:E-08故障意义:马达转速过高。
产生原因:由于电机短时间失控导致速度大于设定速度,一般由于设置参数错误,或者编码器信号异常导致。
解决方法:一般断电后重新上电可以解决,或者重新插拔电机编码器,使得接触良好。
五、故障代码:E-9,E-10故障意义:制动电阻导通时间过长。
产生原因:母线电压假性过高,或者进线交流电大于250v。
解决方法:如果是母线电压引起的,先按E-4维修母线电压,或者把参数PR-15值改大(初始值350,启动电压点),若无法解决再将参数PR-16增大至80,如果仍无法解决需要更换伺服控制器。
六、故障代码E-11故障意义:瞬间电流过冲。
产生原因:机械运转不稳定,瞬间负载过大,导致电流过冲。
或者伺服器本身模块损坏造成E-11。
解决方法:排除机器故障,重新调整速度环,电流环参数,重新上电运行。
上电仍报警E-11.则更换伺服器。
七、故障代码:E-12故障意义:软起动电路故障。
产生原因:电压过低。
解决方法:维修方法同E-3,如果模块高压侧短路也会引起报警,此时PTC电阻应该严重发热,应先维修模块。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Number F01 F02 F03 F04* F05 Explanation description Heat Sink Temperature Heat sink temperature too high (default: 80°C) 散热片温度 散热器温度太高,生产厂规定的限值为80°C Overvoltage in DC bus link. Limit depends on the electrical Overvoltage supply voltage 过压 直流母线电压过高限制取决于干线供电电压 Following Error Message from the position controller 跟踪误差 信息来自于控制器 Feedback Cable break, short-circuit, short to ground 反馈 断线,短路,接地 Undervoltage Undervoltage in DC bus link (default: 100 V) 低压 直流母线电压过低(默认:100V) Motor Temperature 电机温度 Internal Voltages 内部高压 Overspeed 超速 EEPROM Reserved 保留 Brake 制动器 Motor Phase 电机相序 Ambient Temperature 环境温度 Motor temperature too high or temp. sensor defect 电机温度高或温度传感器缺失 Internal supply voltages not ok 内部电源电压不合格 Motor runs away, speed is too high 电机运行失控,速度太高 Number F22 F23* F24 F25* F26 Explanation Reserved 保留 CAN-Bus Off CAN 总线断 Warning 错误 Commutation Error 通讯错误 Limit Switch 极限开关 description Reserved 保留
F06 F07* F08* F09* F 检查错误 F30 Reserved 保留 F31 Cable break, short-circuit, short to ground F11* 断线,短路,接地 F32* Motor phase missing (cable break or similar), in process F12 电机相序缺失(电缆断或类似的情况),在运行中 Ambient temperature too high F13 环境温度过高 Fault in the power output stage, also with wrong motor cable or Output Stage insufficient cable shielding F14* 输出级 电源输出级的故障,也与错误的电机电缆或电缆屏蔽不够 I²t max. I²t maximum value exceeded F15 电流过大 电机电流过大,可能是电动缸动作时遇到较大的阻力。 2 or 3 phases missing in the mains supply feed Mains BTB/RTO F16 电源输入过程中2或3个相位丢失 Error in the analog-digital conversion, normally caused by A/D Converter extreme electromagnetic interference F17* A/D 转换器 AD转换错误, 通常由电磁干扰引起的 Brake Circuit Brake circuit faulty or incorrect setting F18* 制动器电路 故障或不正确的设定 DC Bus Link DC bus link breakdown F19 直流母线 故障 Slot error, depends on the type of expansion card (see ASCII Slot Error object reference) F20* 插槽错误 插槽错误,取决于扩展卡的类型(参见ASCII对象引用) Handling Error Handling error on the expansion card F21* 操作错误 扩展卡操作错误 * = from Firmware Version 3.65 (with DRVCNFG3=16): fault reset by hardware reset of the servo amplifier. All other faults can be reset by ASCII command CLRFAULT. * =从固件版本3.65(与drvcnfg3 = 16):由伺服放大器硬件复位故障复位。所有其他的故障可以通过ASCII命令clrfault复位。 * =从固件版本3.65(与drvcnfg3 = 16):由伺服放大器硬件复位故障复位。所有其他的故障可以通过ASCII命令clrfault复位。
Severe CAN bus communication error 严重CAN 总线通讯错误 Warning is displayed as fault 警告被显示为故障 Commutation Error 通讯错误 Hardware limit switch error on homing move 硬件限制开关错误 Operational error with STO, input for STO-Enable and ENABLE have been set at the same time STO STO操作错误,输入STO使能和ENANBLE同时设置 Fieldbus Error Fieldbus error (see ASCII command reference) 总线错误 总线错误(参见ASCII命令参考) Fieldbus Error Fieldbus error (see ASCII command reference) 总线错误 总线错误(参见ASCII命令参考) Emergency Timeout Timeout emergency stop 紧急超时 紧急超时 reserved reserved System Error System software not responding correctly 系统错误 系统软件不正确响应