轧辊磨损热凸度及硬度对比分析
3_轧辊的热膨胀和磨损对板形的影响
化学磨损是指在润滑油、工具和轧件材料及环境之间发生了摩擦化 学反应而导致的材料损耗。
热轧过程中的轧辊磨损
在热轧中,工作辊受周期性载荷的作用,伴随有坚 硬的氧化物的研磨和温度的波动。轧辊磨损的原因如 下:
a) 由于轧材与支承辊相接触产生轧辊表面的研磨; b) 轧辊受周期性载荷作用,表层会出现机械疲劳; c) 周期性地受轧材的加热和水雾的冷却导致轧辊表
对1区
δ T1 δt
=
a
δ 2T1 δ z2
+
2htφ ρcπ d
(Ts
− T1 )
−
2hcψ ρcπ d
(T1
− TW
)
对2区
δ T2 δt
=
a δ 2T2 δ z2
−
2hcψ ρcπ d
(T2
− TW
)
在1区和2区交接面的常用边界条件为:
δT1 (w / 2,t ) = δT2 (w / 2,t )
平均温度的函数。
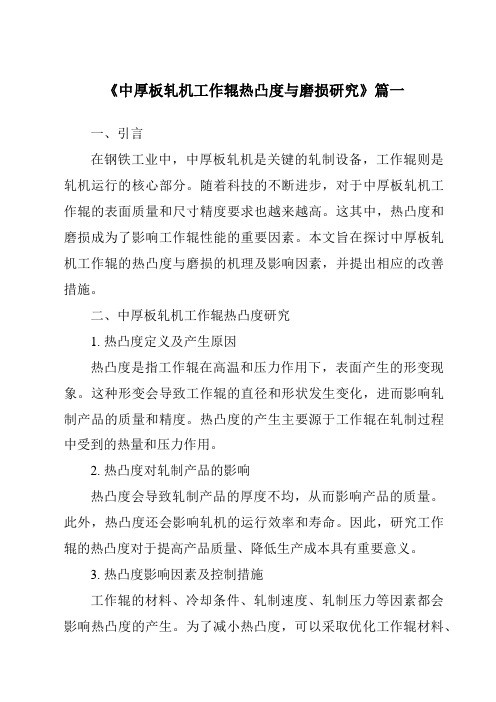
在该模型中,将轧辊分为两个独立的区域,如下图所 示。在1区中,带材和冷却水都参与了热传递。在2区中, 只有冷却水的作用。根据能量守恒定律,当温度呈轴对称 分布且随时间变化时,可得到用柱坐标表示的微分方程。
带钢-轧辊-冷却水系统中的热传递 1-冷却水带走的热量;2-从板坯上吸收的热量;3-轧辊中心线
轧辊热凸度模型
控制方程
在带材宽度范围内(0≤x≤w/2)
d (T − Ta ) dt
=
a
d
2
(T − Ta
dx2
)
−
v
(T
− Ta
)
+
q
cρ
在带材宽度范围外(x>w/2)
《2024年中厚板轧机工作辊热凸度与磨损研究》范文
《中厚板轧机工作辊热凸度与磨损研究》篇一一、引言在轧制中厚板的生产过程中,轧机工作辊是关键的部件之一,其性能直接影响到产品的质量和生产效率。
工作辊的热凸度和磨损问题一直是轧制行业关注的重点。
本文旨在研究中厚板轧机工作辊的热凸度与磨损现象,分析其产生的原因及影响因素,并提出相应的优化措施,以期为提高轧制质量和生产效率提供理论支持。
二、中厚板轧机工作辊热凸度研究1. 热凸度的产生中厚板轧机工作辊在轧制过程中,由于受到轧制力、摩擦力及热量等因素的影响,会产生热膨胀现象,导致工作辊表面产生热凸度。
热凸度的产生会影响轧制产品的厚度、形状及表面质量。
2. 热凸度的影响因素(1)轧制力:轧制力越大,工作辊受到的压应力越大,热凸度越大。
(2)摩擦力:工作辊与钢板之间的摩擦力会产生热量,进而影响工作辊的温度分布,从而影响热凸度。
(3)工作辊材质及热导率:工作辊的材质和热导率直接影响其传热性能,进而影响热凸度的大小。
(4)轧制速度:轧制速度越快,单位时间内产生的热量越多,热凸度越大。
3. 热凸度的优化措施(1)优化工作辊材质:选用导热性能好的材质,降低工作辊的温度升高。
(2)控制轧制力:根据轧制需求合理控制轧制力,减小工作辊的压应力。
(3)控制轧制速度:在保证生产效率的前提下,适当降低轧制速度,减少单位时间内产生的热量。
(4)加强冷却系统:完善冷却系统,确保工作辊在轧制过程中得到充分的冷却。
三、中厚板轧机工作辊磨损研究1. 磨损的产生中厚板轧机工作辊在长期使用过程中,由于受到轧制力、摩擦力及外界环境等因素的影响,会出现磨损现象。
磨损会导致工作辊表面粗糙度增加,进而影响产品的质量和生产效率。
2. 磨损的影响因素(1)材质硬度:工作辊的硬度直接影响其耐磨性能。
硬度越高,耐磨性越好。
(2)润滑条件:良好的润滑条件可以减小工作辊与钢板之间的摩擦力,从而减轻磨损。
(3)外界环境:如温度、湿度等外界环境因素也会对工作辊的磨损产生影响。
冷轧轧辊热凸度
冷轧轧辊热凸度一、背景介绍冷轧是将热轧板带进行再加工的过程,其目的是通过压制、拉伸、折弯等方式改变其形态和尺寸,以达到特定的机械性能和表面质量要求。
冷轧轧辊作为冷轧工艺中最重要的设备之一,对于产品表面质量和尺寸精度有着至关重要的影响。
二、什么是冷轧轧辊热凸度在冷轧过程中,由于受到高强度的压力和摩擦力作用,冷轧轧辊表面会产生一定程度的塑性变形。
而在连续使用后,冷轧轧辊表面会逐渐磨损、变形,进而导致产品表面质量下降。
其中一个重要因素就是冷轧轧辊热凸度。
所谓冷轧轧辊热凸度,指的是在运行过程中,由于受到高温和高压力作用而产生的不均匀热膨胀所导致的凸起现象。
这种凸起分布不均匀,并且随着使用时间增加而逐渐加剧,最终会导致产品表面出现波浪状的凹凸不平,影响产品的表面质量和尺寸精度。
三、冷轧轧辊热凸度的原因冷轧轧辊热凸度的产生是由多种因素共同作用导致的。
以下是一些常见的原因:1. 冷轧轧辊材料和加工工艺:冷轧轧辊通常采用高速钢或硬质合金材料制成,并经过多道工艺加工而成。
如果材料质量不好,或者加工工艺不合理,容易导致冷轧轧辊表面出现不均匀变形。
2. 冷却水温度和压力:在冷却过程中,如果水温度过高或者压力过低,会导致冷却效果不佳,进而影响到冷轧轧辊表面温度分布情况。
3. 轧制参数:包括压下量、带速、张力等参数。
如果这些参数设置不当,则会导致冷轧轧辊表面受到过大的压力和摩擦力作用,进而产生不均匀变形。
4. 轮廓设计:冷轧轧辊的轮廓设计应该合理,否则也会导致轧辊表面出现不均匀变形。
5. 使用寿命:冷轧轧辊使用寿命长了之后,表面磨损和变形会逐渐加剧,进而导致冷轧轧辊热凸度问题的出现。
四、如何检测和纠正冷轧轧辊热凸度为了保证产品表面质量和尺寸精度,需要对冷轧轧辊进行定期检测和修整。
以下是一些常见的方法:1. 热凸度检测:可以使用激光扫描仪等设备对冷轧轧辊表面进行扫描,并通过计算机软件分析得出其热凸度情况。
这样可以及时发现并纠正冷轧轧辊热凸度问题。
工作辊冷却及热凸度控制技术

工作辊冷却及热凸度控制技术1工作辊冷却及热凸度控制技术的作用良好的工作辊冷却及热凸度控制是降低工作辊消耗、控制板形、提高生产收得率的有效措施。
影响工作辊寿命的因素有: 磨损、热裂纹。
工作辊的磨损主要与工作辊的材料及表面温度有关, 而热裂纹主要与工作辊冷却不均、局部急冷、使用不当、设计不合理等因素有关。
通过控制冷却, 改善辊子冷却效果, 防止工作辊出现严重热裂纹, 减少工作辊磨损进而减少换辊次数。
在一个换辊周期里, 使用初期, 中部温度高、两端温度低, 相应在工作辊的辊身方向上产生不同的凸度, 板形易形成中浪; 在后期, 中部的磨损比边部大, 板形就易形成边浪。
辊型决定板形, 通过控制冷却, 可以控制工作辊热凸度, 避免不良板形的产生。
2工作辊冷却及热凸度控制的数学模型2. 1工作辊的温度模型在轧制过程中, 工作辊所产生的热流量主要取决于: 1)接触产生的传导热, 2)相对滑动产生的摩擦热, 3)轧件变形产生的变形热。
工作辊受850~1 050℃的来料轧件热传导接触作用, 其表层瞬时温度可达到400℃以上。
在径向, 热流从工作辊外层向中心传导; 在轴向, 热流从中部向两端传导。
较薄的辊面层在回火的作用下使组织发生变化形成第一种温度梯度; 离开变形区的辊面将热量传至轧辊内部并辐热至空间, 再在冷却水的作用下带走热量, 使该区域的辊面温度急剧降到40~50℃, 形成第二种温度梯度; 之后受轧辊内部的逆向热传导的影响, 使该辊面温度又回到80~90℃。
刚投入使用时(换新辊或停机较长时间), 工作辊是冷的; 开轧以后, 温度逐渐增高; 当轧完20~30 块板后, 工作辊温度达到一个稳态平均值。
通常把工作辊分解成圆柱状辊芯及管状外层, 管状外层的壁厚取决于工作辊的材质和转速。
计算每转的热平衡时, 只考虑外层的温度波动及辊芯由于热量不断更新引起的温度变化。
影响工作辊冷却效率的参数有: 1)喷嘴压力p, 2)喷嘴流量q, 3)喷射角度Β, 4)轧制速度v, 5)喷射高度d,6)工作辊表面温度T s, 7)散射角度。
轧辊辊身硬度的软硬不均匀分析

摘 要 : 造 轧 辊 的辊 身硬 度 是 轧 辊 的 一 个 重 要 技 术 参 数 , 铸 国标 G 10 B 5 4—20 0 8规 定 , 轧 辊 检 测 中 每 支 在 轧 辊 应 检 测 1— 2条 母 线 , 每 条 母 线 至 少 应 检 测 3个 点 。在 实 际检 测 中辊 身 不 同 点 所 测 的硬 度 值 常 常 且
2 原 因 分 析
2 1 非 平衡 态 结 晶 .
铸造 轧 辊 的辊 身 硬度 是轧 辊 的一个 重要 技 术 参
数, 几乎 所有 的 客 户 均 把 轧辊 辊 身 硬 度 值 作 为 检 验
项 目。铸 铁 轧 辊 国标 G 1 0 B 5 4—2 0 0 8规 定 , 轧 辊 在
轧 辊辊 身硬 度 软 硬不 均 现 象 , 过 微 观金 相 组 通 织 分析 , 为成分 偏析 是主 要原 因 , 现实生 产 中每 认 而 种 铸件 都是 以一种 非 平衡方 式结 晶 。对于 轧辊 尤其 是 离心 轧辊 , 凝 固 过程 中 同时 受 离 心力 和 重 力 的 在
检测 中每支 轧辊 应检 测 1— 2条母线 , 每 条母 线 至 且 少 应检 测 3个点 。在 实 际检 测 中辊 身 不 同点所 测 的 硬 度值 常 常不 同 , 般 浮 动 值 为 ± HS 有 时 偏 差 一 2 D,
可 高 达 8 D, 至 1 H D 以上 , 种 现 象 业 内 称 HS 甚 0S 这
YS S ABOUT I
HARDNES S DⅡ ERENCE OVER ROLL ODY B g h n L a qa g Mea ugc l ol o , t. T n s a , e e, 6 3 0 T n s a in in t lria R l C . L d , a g h n H b i 0 3 0 ) l
950精轧工作辊磨损及热膨胀的研究张辉侯建民李庆
950精轧工作辊磨损及热膨胀的研究张辉侯建民李庆发布时间:2023-06-23T09:47:44.600Z 来源:《中国科技信息》2023年7期作者:张辉侯建民李庆[导读] 在950热轧带钢生产中,一套新的轧辊上机生产后,在轧制生产过程中,轧辊会产生磨损,同时由于带钢与轧辊间的热量传递,轧辊的温度会逐渐升高,产生热膨胀,随着生产的进行,轧辊磨损和若膨胀对轧制参数设定精度的影响将越来越大,如果忽略这一影响,将对轧机的轧制稳定性和热轧产品的质量造成很大的影响,从而影响到整个生产的成材率和产品合格率。
山东泰山钢铁集团有限公司热轧部摘要:在950热轧带钢生产中,一套新的轧辊上机生产后,在轧制生产过程中,轧辊会产生磨损,同时由于带钢与轧辊间的热量传递,轧辊的温度会逐渐升高,产生热膨胀,随着生产的进行,轧辊磨损和若膨胀对轧制参数设定精度的影响将越来越大,如果忽略这一影响,将对轧机的轧制稳定性和热轧产品的质量造成很大的影响,从而影响到整个生产的成材率和产品合格率。
关键词:磨损量膨胀模型1 前言950热轧带钢原数学模型无轧辊磨损和轧辊热膨胀模型,模型中没有考虑轧辊磨损和热膨胀的影响,因此,原模型的设定精度较低,精轧头部厚度命中率只能达到72%左右。
由此引起产品不合格率占据产量的0.03%,废钢占产量的0.18%,随着新产品的开发,用户对产品质量的要求越来越高,同行间的市场竞争越来越残酷,只有不断改善产品质量,提高产品合格率和成材率,才能提高产品的市场竞争力。
因此,在过程计算机控制环节上,必须对过程计算机的设定模型进行不断的完善,使模型设定精度进一步提高,才能提高产品质量,生产出高精度、高质量产品,进一步降低生产成本,开发轧辊磨损和轧辊热膨胀模型及其应用就是提高模型设定精度的重要工作之一。
2 轧辊磨损及热膨胀模型2.1 影响轧辊磨损及热膨胀的主要因素轧辊的磨损除了与轧制压力、轧制带钢长度、轧辊直径等因素有关外,还与轧辊自身的材质有很大的关系,轧辊的磨损快慢与轧辊的耐磨性有非常密切的关系,而耐磨性主要取决于轧辊材质。
轧辊的热凸度
轧辊的热凸度轧辊的热凸度,在轧制工艺中起着非常重要的作用。
热凸度是指轧辊工作温度下,轧辊经过大量的轧制工作后,其表面出现凸起或下凹的状态。
热凸度的大小和分布对轧制工艺的控制和产品质量的稳定性有着直接的影响。
轧辊的热凸度主要是由轧辊在工作温度下的热膨胀引起的。
在轧制过程中,轧辊表面受到了高温和高压的作用,表面温度会迅速升高,而内部温度则较低。
由于轧辊处于非均匀的温度分布下,产生了热应力,导致轧辊发生热弯曲,从而产生热凸度。
热凸度的存在对轧制工艺有着重要的意义。
首先,热凸度会导致轧件表面的变形不均匀,造成轧件的尺寸和形状的不稳定。
这对于要求较高尺寸精度的产品来说是一个严重的问题。
其次,热凸度还会导致轧件的厚度分布不均匀,从而影响轧件的质量和性能。
最重要的是,热凸度还会增加轧机的运行负荷,降低轧机的生产效率和寿命。
为了控制和减小轧辊的热凸度,需要从以下几个方面进行改进和优化。
首先,通过选择合适的轧辊材料和热处理工艺,提高轧辊的抗热变形能力。
其次,采用合理的轧机工艺参数,如轧辊的轧制压力、轧制速度和辊缝的调整等,来减小热凸度的产生。
同时,通过轧辊的温度控制和冷却方式的优化,来降低轧辊表面温度的差异性,从而减小热凸度的发生。
此外,轧辊的热凸度还可以通过定期的轧辊磨削和修复来进行控制。
磨削可以去除轧辊表面的凸起部分,使轧辊恢复到较好的工作状态,从而减小热凸度的影响。
定期的轧辊维护和保养也是保证轧辊热凸度控制有效的关键措施。
总的来说,轧辊的热凸度对于轧制工艺和产品质量的稳定性有着重要的影响。
通过选择合适的轧辊材料和热处理工艺,以及优化轧机工艺参数和冷却方式,可以控制和减小热凸度的产生。
定期的轧辊磨削和维护也是保证轧辊热凸度控制有效的重要手段。
只有在对轧辊热凸度有全面的认识和有效的控制下,才能实现轧机高效稳定的生产和优质产品的制造。
热连轧机轧辊热凸度变化分析

α—热膨胀系数,其中半钢辊 α=0.000013, 铸铁辊 α=0.000011。
表 1 沿工作辊辊身温度分布测量
图 1 精轧 F1-F6 机架工作辊热凸度啮合图
2.2 轧辊热凸度变化分析 工作辊热凸度从表 1 和图 1 中看出,沿辊身中
点向两侧的变形对称性不是很好,主要原因是精轧 工作辊因带钢温度传递而使表面温度增加,尤其是 经过精轧前三架轧机的带钢温度高,造成轧辊表面
2017 年第 2 期
新疆钢铁
总 142 期
热连轧机轧辊热凸度变化分析
马占福
(新疆八一钢铁股份有限公司)
摘 要: 研究分析了热轧轧辊温度分布及热凸度变化规律。试验结果表明,轧辊的热凸度变化明显受冷却条
件及设备的影响,通过对轧机部分冷却集管和水嘴的改造,调整了冷却水在辊面的分布,使轧辊热凸度变化有
了显著改善;经过一个轧制生产的周期,轧制带钢卷数与热凸度的变化规律中,F1 工作辊的热凸度最大,F6 工
数据,测量起点从轧辊传动侧端部开始,由传动侧到
操作侧,辊身均匀划分 15 个点,沿辊身测得的温度
值见表 1。将测得的轧辊温度数据带入轧辊热凸度
计算公式(1)。计算出工作辊实际热凸度值,同时进
行统计分析,得到精轧 F1~F6 机架上下工作辊热凸 度啮合图,见图 1。
△ =φ ( - center edge)α
图 2 轧制计划编排模式及生成热凸度曲线图
1 前言
热轧板形控制技术中,轧辊热凸度变形直接影 响带钢的板形,其主要原因是在轧制过程中高温带 钢的热量和形变产生的热量都容易使轧辊受热而 温度升高;而轧辊冷却水、周围空气和与轧辊接触 的零部件则使轧辊温度降低。因轧辊的加热和冷却 使温度沿辊身长度分布不均,呈现中部温度高、两 端边部温度低的状态,由于中部与边部温度偏差造 成轧辊热膨胀不同,表面温度分布的不均匀导致轧 辊产生热凸度。
热轧板凸度控制的探讨
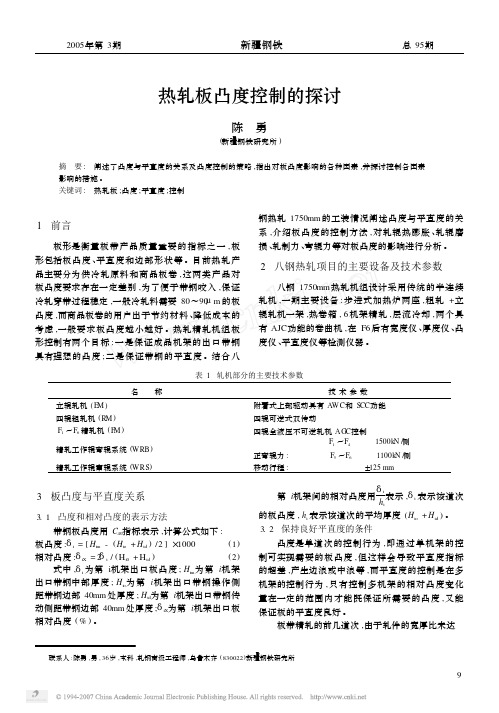
热轧板凸度控制的探讨陈 勇(新疆钢铁研究所)摘 要: 阐述了凸度与平直度的关系及凸度控制的策略,指出对板凸度影响的各种因素,并探讨控制各因素影响的措施。
关键词: 热轧板;凸度;平直度;控制1 前言板形是衡量板带产品质量重要的指标之一,板形包括板凸度、平直度和边部形状等。
目前热轧产品主要分为供冷轧原料和商品板卷,这两类产品对板凸度要求存在一定差别,为了便于带钢咬入,保证冷轧穿带过程稳定,一般冷轧料需要80~90μm的板凸度,而商品板卷的用户出于节约材料、降低成本的考虑,一般要求板凸度越小越好。
热轧精轧机组板形控制有两个目标:一是保证成品机架的出口带钢具有理想的凸度;二是保证带钢的平直度。
结合八钢热轧1750mm的工装情况阐述凸度与平直度的关系,介绍板凸度的控制方法,对轧辊热膨胀、轧辊磨损、轧制力、弯辊力等对板凸度的影响进行分析。
2 八钢热轧项目的主要设备及技术参数八钢1750mm热轧机组设计采用传统的半连续轧机,一期主要设备:步进式加热炉两座,粗轧+立辊轧机一架,热卷箱,6机架精轧,层流冷却,两个具有AJC功能的卷曲机,在F6后有宽度仪、厚度仪、凸度仪、平直度仪等检测仪器。
表1 轧机部分的主要技术参数名 称技术参数立辊轧机(E M)附着式上部驱动具有AWC和S CC功能四辊粗轧机(R M)四辊可逆式双传动F1~F6精轧机(F M)四辊全液压不可逆轧机AGC控制精轧工作辊弯辊系统(WRB) F1~F4 1500k N/侧正弯辊力: F5~F6 1100k N/侧精轧工作辊窜辊系统(WRS)移动行程: ±125mm3 板凸度与平直度关系3.1 凸度和相对凸度的表示方法带钢板凸度用C40指标表示,计算公式如下:板凸度:δi=[H i m-(H io+H id)/2]×1000(1)相对凸度:δi X=2δi/(H i0+H id)(2) 式中,δi 为第i机架出口板凸度;Hi m为第i机架出口带钢中部厚度;Hio为第i机架出口带钢操作侧距带钢边部40mm处厚度;Hid为第i机架出口带钢传动侧距带钢边部40mm处厚度;δiX为第i机架出口板相对凸度(%)。
《2024年中厚板轧机工作辊热凸度与磨损研究》范文
《中厚板轧机工作辊热凸度与磨损研究》篇一一、引言中厚板轧机作为重要的金属板材加工设备,其工作辊在轧制过程中起着至关重要的作用。
工作辊的热凸度和磨损情况直接影响到轧制产品的质量和生产效率。
因此,对中厚板轧机工作辊的热凸度和磨损进行研究,对于提高轧制产品的质量和生产效率具有重要意义。
二、中厚板轧机工作辊热凸度研究1. 热凸度产生原因中厚板轧机工作辊在轧制过程中,由于受到轧制力、摩擦热等多种因素的影响,会产生热量积累,导致工作辊表面及内部温度分布不均,进而产生热凸度。
热凸度的产生会使得轧制产品表面出现波纹、形状不规则等问题,严重影响产品质量。
2. 热凸度对产品质量的影响热凸度会使轧件在轧制过程中受到不均匀的压力分布,导致轧件表面质量下降,甚至出现翘曲、弯曲等缺陷。
因此,控制工作辊的热凸度对于保证产品质量至关重要。
3. 热凸度的控制方法为降低工作辊的热凸度,可以采取优化轧制工艺、改善冷却系统、采用高导热性能的工作辊材料等方法。
同时,通过建立热凸度预测模型,实现对热凸度的实时监测和调控,从而保证产品质量。
三、中厚板轧机工作辊磨损研究1. 磨损产生原因中厚板轧机工作辊在长期使用过程中,由于受到轧制力、摩擦力、化学腐蚀等多种因素的影响,会导致工作辊表面材料逐渐磨损,进而影响轧制产品的质量和生产效率。
2. 磨损对生产效率的影响工作辊的磨损会使轧制力增大,导致电机负荷加重,能耗增加,同时也会使得轧制产品表面质量下降,增加产品的不良品率,从而降低生产效率。
3. 磨损的防控措施为降低工作辊的磨损,可以采取优化润滑系统、选用耐磨性能好的工作辊材料、定期对工作辊进行翻新等方法。
此外,通过建立工作辊磨损预测模型,实现对磨损的实时监测和预警,以便及时采取措施,降低磨损对生产的影响。
四、结论中厚板轧机工作辊的热凸度和磨损是影响产品质量和生产效率的重要因素。
通过对热凸度和磨损的产生原因、影响因素及控制方法进行研究,可以更好地掌握中厚板轧机的运行规律,提高产品的质量和生产效率。
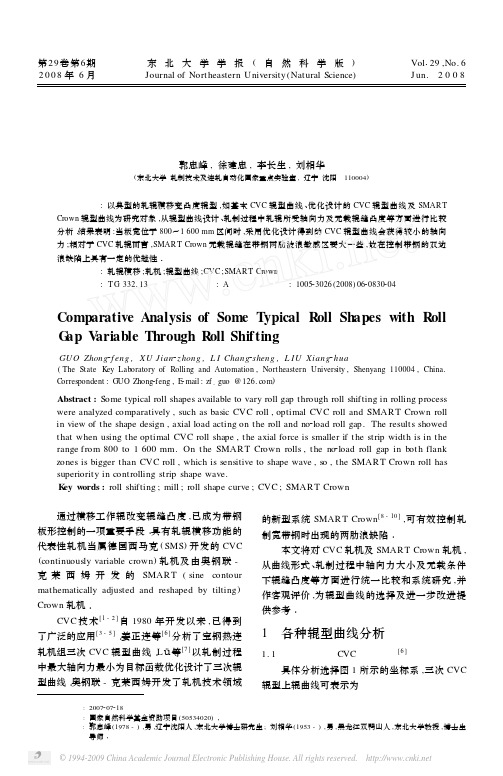
1500mm热连轧五次CVC辊形凸度控制能力分析

AnalysisofCrownControlCapabilityofQuinticCVC Roll Contourin1500mm RollingMill
NN
4NN 4NN 4NN 4NN 4NN
NN
图 2 不同窜辊位置时的辊缝形状
OTocttaolbeNro2.022727 ME TA L冶LU RG金IC A设L EQ备UIPMENT 20 22总年第1027月7第期5期
·技术分析·
1500mm 热连轧五次 CVC辊形 凸度控制能力分析①
刘璋②1 王宇超2 李洪波2 魏邦硕2 刘博1 张涛1
图 1 CVC辊形
CVC辊形按辊形曲线的最高次的大小,可分
为三次 CVC辊形与五次 CVC辊形,三次 CVC辊
形主要用来实现对带钢二次凸度的控制,目前在 国内较为主 流,相 关 研 究 也 较 多 [3-6],但 是,从 更
高精度的板形来看,仅仅是控制带钢二次凸度只
能实现对边、中浪形的控制,对于四分之一浪、边 中复合浪的 控 制 三 次 CVC辊 形 已 无 法 满 足[4]。
根据式(5)、(6),计 算 其 不 同 位 置 的 辊 缝 凸 度,二 次、四 次 凸 度 控 制 范 围 分 别 为 [0335,- 0252]、[-0300,0225],如图 3所示。可以看
出,辊缝四次凸度与窜辊量之间成线性变化关系, 这在前文已述;同时,前文也提到辊缝二次凸度随 窜辊量成三次函数关系,但结合表 1与式(5)可 知,由于 a4-a5在数量级上比 a3分别小 103、107, 对其进行线性拟合时,决定系数 R2为 0998,故二 次凸度随窜辊量近似成线性关系,这对板形控制 是有利的[9]。
轧辊硬度检测方法及结果差异分析
轧辊硬度检测方法及结果差异分析文章介绍了常用几种硬度的检测方法,给出了不同检测方法在轧辊检测中的不同结果,分析了轧辊的基体硬度和残余应力产生的硬度差异及对轧辊使用的影响。
标签:硬度检测;转换;基体硬度;碳化物;残余压应力引言:在轧辊的设计、制造中,我们经常会遇到各种各样的疑问需要思考和分析,如:森吉米尔轧机所使用的工作辊设计硬度一般为84-88HSD,所轧的板材多数是不锈钢、硅钢,所处的工况比较恶劣。
而我们通称的大轧辊所轧的板材以普碳钢为主,所处工况相对较好,但其工作辊设计硬度往往会达到95HSD以上。
为什么轧制不锈钢、硅钢的硬度会比轧普碳钢的硬度低呢?这就引起了我们的思考。
1 常用硬度检测方法分析什么是硬度?硬度表示材料抵抗硬物体压入其表面的能力,它是金属材料的重要性能指标之一。
一般认为硬度越高,材料的强度就越高,材料抵抗塑性变形的能力就越高。
轧辊生产中常用的硬度有维氏(HV)、洛氏(HRC)、肖氏(HS)和里氏(HL)四种表示方法。
(1)维氏硬度以120kg以内的载荷和顶角为136°;的金刚石方形锥压入材料表面,用载荷除以材料压痕的表面积,即为维氏硬度HV值(kgf/mm2)。
维氏硬度计洛氏硬度计(2)洛氏硬度(HRA、HRB、HRC)。
洛氏硬度是用一个顶角120°;的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度得出材料的硬度。
洛氏硬度检测是现今所使用的几种普通压痕硬度试验之一。
HRA用于硬度极高的材料(如硬质合金等);HRB用于硬度较低的材料(如退火钢、铸铁等);HRC用于硬度很高的材料(如淬火钢等)。
维氏硬度和洛氏硬度均为压入式硬度,压入式硬度在表面留有压痕,会直接破坏轧辊的表面质量,需要重新修磨。
所以一般不直接应用于轧辊成品检测。
但是压入式硬度能真正反映轧辊的表面硬度,受外界环境因素影响小,稳定性好。
所以HV和HRC是轧辊初始设计时常用的硬度指标。
《中厚板轧机工作辊热凸度与磨损研究》范文
《中厚板轧机工作辊热凸度与磨损研究》篇一一、引言在钢铁生产过程中,中厚板轧机作为关键设备之一,其工作辊的稳定性和性能直接关系到轧制产品的质量和生产效率。
其中,工作辊的热凸度和磨损问题一直是研究的热点和难点。
本文旨在探讨中厚板轧机工作辊的热凸度与磨损的机理、影响因素及优化措施,以期为提高轧机的工作效率和产品质量提供理论支持。
二、工作辊热凸度的研究1. 热凸度机理工作辊在轧制过程中,由于受到摩擦热、压缩热等多种热源的作用,导致辊面温度升高,产生热膨胀,进而形成热凸度。
热凸度的大小和分布直接影响着轧件的形状和尺寸精度。
2. 影响热凸度的因素(1)轧制力:轧制力越大,辊面温度升高越快,热凸度越大。
(2)轧制速度:轧制速度越快,辊面温度分布越不均匀,热凸度变化越剧烈。
(3)工作辊材质:不同材质的工作辊具有不同的导热性能和热膨胀系数,从而影响热凸度的产生和分布。
(4)冷却条件:冷却水的流量、温度和喷嘴结构等都会影响辊面温度的分布和降低速度。
3. 优化措施(1)优化工作辊材质,提高其导热性能和抗热疲劳性能。
(2)改进冷却系统,合理布置喷嘴,提高冷却效率。
(3)采用适当的轧制力和轧制速度,避免过大或过小的热输入。
三、工作辊磨损的研究1. 磨损机理工作辊的磨损主要是由于摩擦、压缩和剪切等多种力的作用,导致辊面材料逐渐损失。
磨损过程受到多种因素的影响,包括材料性能、工作条件、润滑状况等。
2. 影响磨损的因素(1)润滑条件:良好的润滑可以降低摩擦系数,减少磨损。
(2)轧制材料:硬度高、耐磨性好的轧制材料对工作辊的磨损较小。
(3)工作辊表面质量:粗糙的工作辊表面容易产生磨损。
(4)工作辊的使用时间:随着使用时间的增长,工作辊的磨损逐渐加剧。
3. 优化措施(1)采用高质量的润滑剂,改善润滑条件。
(2)选择合适的轧制材料,避免使用硬度过高或过软的材科。
(3)加强工作辊表面的维护和修复,保持其表面质量。
(4)定期更换工作辊,避免长时间使用导致的过度磨损。
《中厚板轧机工作辊热凸度与磨损研究》范文
《中厚板轧机工作辊热凸度与磨损研究》篇一一、引言在钢铁工业中,中厚板轧机是关键的轧制设备,工作辊则是轧机运行的核心部分。
随着科技的不断进步,对于中厚板轧机工作辊的表面质量和尺寸精度要求也越来越高。
这其中,热凸度和磨损成为了影响工作辊性能的重要因素。
本文旨在探讨中厚板轧机工作辊的热凸度与磨损的机理及影响因素,并提出相应的改善措施。
二、中厚板轧机工作辊热凸度研究1. 热凸度定义及产生原因热凸度是指工作辊在高温和压力作用下,表面产生的形变现象。
这种形变会导致工作辊的直径和形状发生变化,进而影响轧制产品的质量和精度。
热凸度的产生主要源于工作辊在轧制过程中受到的热量和压力作用。
2. 热凸度对轧制产品的影响热凸度会导致轧制产品的厚度不均,从而影响产品的质量。
此外,热凸度还会影响轧机的运行效率和寿命。
因此,研究工作辊的热凸度对于提高产品质量、降低生产成本具有重要意义。
3. 热凸度影响因素及控制措施工作辊的材料、冷却条件、轧制速度、轧制压力等因素都会影响热凸度的产生。
为了减小热凸度,可以采取优化工作辊材料、改善冷却条件、调整轧制参数等措施。
此外,还可以采用先进的检测技术对工作辊的热凸度进行实时监测和调整。
三、中厚板轧机工作辊磨损研究1. 磨损定义及类型磨损是指工作辊在轧制过程中因与轧件接触、摩擦而产生的表面损伤现象。
根据磨损的机理和表现形式,可以分为粘着磨损、磨粒磨损、疲劳磨损等类型。
2. 磨损对工作辊的影响工作辊的磨损会导致其表面粗糙度增加,进而影响轧制产品的表面质量和尺寸精度。
此外,磨损还会缩短工作辊的使用寿命,增加企业的生产成本。
3. 磨损影响因素及改善措施工作辊的材料、硬度、润滑条件、轧制速度等因素都会影响其磨损程度。
为了减小工作辊的磨损,可以采取优化材料选择、提高硬度、改善润滑条件、降低轧制速度等措施。
此外,还可以采用先进的表面处理技术对工作辊进行强化处理,以提高其耐磨性能。
四、结论本文通过对中厚板轧机工作辊的热凸度和磨损进行研究,得出以下结论:1. 热凸度和磨损是影响中厚板轧机工作辊性能的重要因素,对轧制产品的质量和精度产生重要影响。
轧辊磨损与热膨胀模型的研究与优化

华菱涟钢集 l 羽 ( 以下简称 涟钢) 2 2 5 0 mm热轧 生产 模 进行 研究 与优化 ,对 于提 高板形控 制精 度有 着
积极 的作 用 。
控制 系统 ,自投 产 以来 整体控 制稳定 ,但依 然存 在
一
些板形 质量 问题 。针对 于此 ,本 文对 板形 没定 汁 热连 轧板形 控制 系统预设 定模块 的输 …结 果即
始辊 由磨 床可精 确控 制 ,但轧 辊磨损 与 轧辊热
直 以来都 受到钢 铁企业 与市场 的共 同关注 ,随着
计算 机技术 、检测 技术等 的迅速 发展 ,板形 系统控
制水 平得到 了快速 有效 的提高 .近年 来 ,冈内外众 膨 胀 r l : i 于形成机 复杂 ,影 响 【 大 】 素众 多 ,【 大 I 此 成为
为轧辊 实际直径 。
在 本卷 带钢 引起 的磨损 量计 算完 成之后 ,采 用 磨损分 片累计 的方法计 算累积磨损量 。 根据 窜辊位 置 、带钢 宽度日 ,计算 工作辊 坐标 如式 ( 3 ) 所 示 ,其 中工 作辊 中心坐标 为原点 ,操作 侧 为正方 向。
图3 微元示意 图
轧辊 磨损 与 热膨胀
轧辊 磨 损计 算模 型
工作辊单卷磨损量计算 如式 ( 1 ) 所示 。
w= ’ KD。 C。 P・ Ks ・ s H・ Z ( 1 J
式中 :
为基 准 磨 损 率 , 。 为工 作 辊 直 径 调 节参 为 为 累积轧制 长度 影响
图2 轧辊 单元划分示意图
量 ,使得带 钢 达到 目标凸度 及平坦度 要求 ,实 质便 轧辊综 合辊 型包括 了初 始磨 削辊型 、磨损辊 型 和热
是 通过控 制承 载辊缝 的形状 达到控制 带钢 横断 面的 膨胀辊型 , 者关系如 1 所示:
板带材轧机中轧辊表面硬度与磨损关系的分析与优化
板带材轧机中轧辊表面硬度与磨损关系的分析与优化在板带材轧机的生产过程中,轧辊是起到至关重要作用的关键部件之一。
轧辊的表面硬度和磨损性能直接影响着板带材的质量和生产效率。
因此,对轧辊表面硬度与磨损关系进行分析与优化,对于提高生产效率和板带材质量具有重要意义。
首先,我们需要了解轧辊表面硬度与磨损之间的关系。
轧辊表面硬度是指轧辊表面材料的硬度水平,硬度越高,轧辊对板带材的变形能力越强,能够更好地满足生产需求。
而轧辊磨损是指轧辊表面在生产过程中由于与板带材的摩擦而导致的材料的损耗。
轧辊的磨损会导致生产能力下降、板带材表面质量下降等问题。
针对轧辊表面硬度与磨损的关系,我们可以通过以下几个方面进行分析与优化:1. 材料选择:对于轧辊的材料选择非常重要,应选择硬度高、耐磨性好的材料。
常见的轧辊材料有高合金工具钢、等离子喷涂材料等。
根据生产需求,我们可以选择不同材料的轧辊,以达到较好的生产效果。
2. 表面处理:轧辊表面经过特殊处理可以提高其硬度和耐磨性。
常用的表面处理方法有热处理、表面渗碳等。
这些处理方法可以有效地提高轧辊的表面硬度,从而减少磨损。
3. 润滑与冷却:在轧辊与板带材之间,润滑和冷却是非常重要的环节。
润滑剂的使用可以减少轧辊与板带材之间的摩擦,降低磨损的发生。
同时,冷却系统的使用可以控制轧辊温度,防止过热引起的变形和磨损。
4. 轧辊的调整与维护:定期对轧辊进行调整与维护也是减少磨损的重要手段。
轧辊的调整包括轧辊轧程、间隙等的调整,能够保证板带材的均匀变形和减小磨损。
轧辊的维护包括定期检查和清洁,及时修复损坏的轧辊等。
这些工作可以有效地延长轧辊的使用寿命,降低磨损。
在实际使用过程中,我们还可以通过监控系统对轧辊的表面硬度和磨损进行实时监测和控制。
通过对轧辊的表面硬度和磨损的监测,可以及时发现异常情况,采取相应的措施进行调整和修复,避免产生较大的质量问题和生产损失。
综上所述,轧辊表面硬度与磨损之间存在密切的关系。
几类典型轧辊横移变凸度辊型的比较与分析
A3 (2 L - x) 3 ·
(2)
式中 , y1 ( x ) , y2 ( x ) 分别为上下工作辊 x 处半 径 ; A i 为多项式系数 ;2 L 为辊身长度·
当上辊向右 、下辊向左移动 s 距离时 ,所形成
的等效轧辊凸度 Cw ( x ) 为
Cw ( x ) = y1 ( L - s) - y1 ( - s) +
本文将对 CVC 轧机及 SMAR T Crown 轧机 , 从曲线形式 、轧制过程中轴向力大小及无载条件 下辊缝凸度等方面进行统一比较和系统研究 ,并 作客观评价 ,为辊型曲线的选择及进一步改进提 供参考·
1 各种辊型曲线分析
1. 1 基本的三次 CVC 辊型曲线[6 ] 具体分析选择图 1 所示的坐标系 ,三次 CVC
C
辊型曲线
φ
R0
379. 9 1. 158 33 ×10 - 3 - 1. 375 ×10 - 6 4. 166 67 ×10 - 10
379. 708 343 1. 249 99 ×10 - 3 - 1. 375 ×10 - 6 4. 166 67 ×10 - 10
将式 (1) 代入上式 ,可得
R = 4 b2 [ A 1 + 2 A 2 ( L - s) +
3 A 3 ( L - s) 2 + A 3 b2 ]2 ·
(7)
由上式可知 , R 是与辊型系数 A 1 , 所轧带钢 宽度 2 b 和 CVC 轧辊轴向移动量 s 有关的一个参
数·系数 A 1 的确定可以使用如下方法 :首先 , 确 定 n 个 A 1 ,每一个 A 1 在 s 和 b 的允许范围内必
表 2 各类辊型曲线系数 Table 2 Coefficients of different curve s of roll shap e s
热轧铝板带轧辊热凸度分析
热轧铝板带轧辊热凸度分析任 健 任冰冰 孙光明(林德液压(中国)有限公司,潍坊 261000)摘 要:通过有限元方法建立二辊铝板带热轧机轧辊的热-结构耦合模型,分析精轧阶段轧辊热凸度的变化规律,以及不同轧制因素对热凸度的影响。
结果表明,轧制间歇时间在40s时对热凸度的改变量占间歇时间为100s时总的热凸度改变量的60.5%;通过分析,得出影响轧辊热凸度重要性的因素依次是冷却液流量、轧制间歇时间、轧制速度关键词:热凸度;轧制速度;间歇时间;冷却液流量Analysis of Work Roll Thermal Crown in Hot Rolling of Aluminum AlloysREN Jian, REN Bingbing, SUN Guangming(Linde hydraulic (China) Co., Ltd., Weifang 261000)Abstract: A finite element model of work roll’s thermal-structure is established. The change and the effect factors of thermal crown are studied in finishing stage. When the rolling speed is more than 2m/s, it has little effect on the thermal crown. Rolling Intermittent time in the 40 s, the change quantity of the work roll thermal crown accounted for about 60.5% of total thermal crown change quantity. When the influence of coolant flow on the size of cooling zone is ignored, the result shows that the cool water flow has a strong control ability of thermal crown of work roll, it is concluded that the importance of the factors on the thermal crown is respectively cool water flow, intermittent time of rolling, rolling speed.Key words: thermal crown; rolling speed; intermittent time; cool water flow; orthogonal experiment铝板带热轧过程中,液压弯辊作为常规板形控制手段,对于复合波、局部波等较复杂的板形缺陷修正能力有限,而利用热辊形可对轧辊有载辊缝的局部形状进行控制,配合弯辊得到优良的板形。
轧辊强度,轧制力调整对比方法

2、辊颈 (1) 定义:是轧辊的支承部分。轧辊依 靠辊身两侧的辊颈支承在轧辊轴承上。 (2)轧辊的辊颈有圆柱形辊颈和圆锥形辊颈。 (图2-1) (3)参数:d-辊颈直径 l-辊颈长度 (4)对轧辊辊颈的要求: ①足够的强度;②有一定的耐磨性; ③表面应平滑、光洁、无麻点和裂纹; ④防护措施。
辊颈与辊身交界处是应力集中的部位, 往往是轧辊强度上的薄弱环节,因而该处 必须具有适当的过渡圆角。
课后作业: 1、轧辊由哪几部分组成? 2、轧辊有哪些主要尺寸参数?重车率是什 么? 3、常用轧辊的材料有哪些?
2.4 轧辊的强度校核 轧钢工艺人员在完成某个新产品的 孔型设计(压下规程设计)时,或对轧 机进行技术改造强化轧机的生产能力时, 必须对轧辊进行强度验算以判定工艺规 程设计合理性。它是轧钢工艺人员进行 完整的工艺设计中不可缺少的一环。
§2.1. 5 轧钢生产对轧辊的要求 1、具有所要求的强韧性; 2、具有所要求的耐磨性; 3、具有一定的耐热性; 4、具有耐剥落性。
2.2 轧辊的尺寸参数 §2.2.1轧辊的辊身尺寸 1、轧辊名义直径 (公称直径)D 通常是指轧钢机人字齿轮的节圆直径 人字齿轮的节圆直径 或齿轮座的中心距。 或齿轮座的中心距。对轧辊由两个单独 电机驱动的初轧机而言,公称直径按最 末道次的轧辊中心距计算。
型钢轧机以齿轮座的中心距 以齿轮座的中心距作为轧辊名义 以齿轮座的中心距 直径; 初轧机则把辊环外径 辊环外径作为名义直径。 辊环外径 型钢轧机以轧辊的名义直径来作为轧机标 称的组成部分。因为型钢品种规格与轧辊辊身 因为型钢品种规格与轧辊辊身 直径的大小成正比, 直径的大小成正比,辊身直径的数值即可反映 该轧机所生产的品种规格。 该轧机所生产的品种规格。然而由于生产不同 品种规格所对应的轧辊辊身直径不同, 品种规格所对应的轧辊辊身直径不同,因此通 常习惯采用和轧辊辊身直径有一定对应关系而 数值保持恒定不变的人字齿轮机座的中心距 人字齿轮节圆直径) (人字齿轮节圆直径)作为型钢轧机的名义直 径来表征轧机。 径来表征轧机。