焊缝质量等级评定等级检验等级区别
焊缝等级分类及无损检测要求

焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
焊缝质量标准及等级

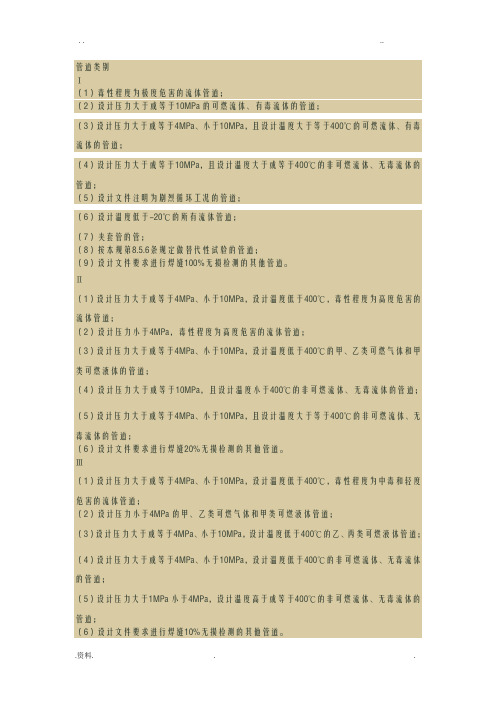
管道类别Ⅰ(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;(5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于-20℃的所有流体管道;(7)夹套管的内管;(8)按本规范第8.5.6条规定做替代性试验的管道;(9)设计文件要求进行焊缝100%无损检测的其他管道。
Ⅱ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa,毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道。
Ⅲ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道。
Ⅳ(1)设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(4)设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;(5)设计文件要求进行焊缝5%无损检测的其他管道。
焊缝的无损检测要求及等级分类解释
焊缝的无损检测要求及等级分类解释焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级.4.不要求焊透的I形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准GB/T 11345-2013《钢焊缝手工超声波探伤方法及质量分级法》B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准GB/T 11345-2013《钢焊缝手工超声波探伤方法及质量分级法》B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
焊缝等级分类及无损检测要求
焊缝等级分类及无损检测要求焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
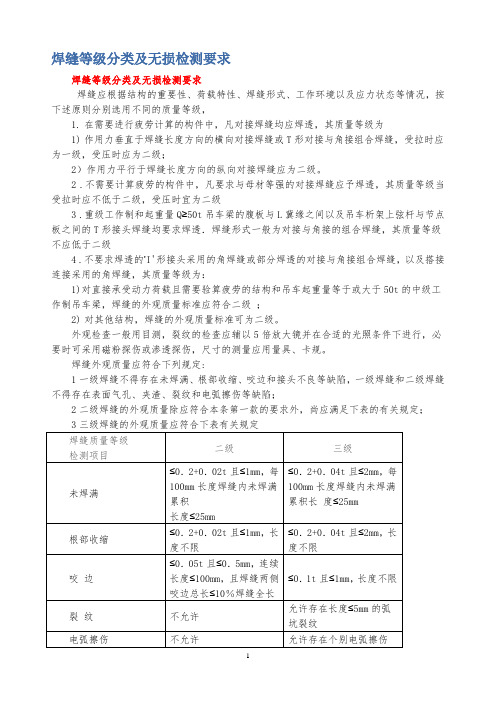
焊缝外观质量应符合下列规定:1一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3三级焊缝的外观质量应符合下表有关规定焊缝质量等级检测项目二级三级未焊满≤0.2+0.02t且≤1mm,每100mm长度焊缝内未焊满累积长度≤25mm≤0.2+0.04t且≤2mm,每100mm长度焊缝内未焊满累积长度≤25mm根部收缩≤0.2+0.02t且≤1mm,长度不限≤0.2+0.04t且≤2mm,长度不限咬边≤0.05t且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t且≤1mm,长度不限裂纹不允许允许存在长度≤5mm的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t且≤0.5mm,每1000mm长度焊缝内不得超过1处缺口深度≤0.1t且≤1mm,每1000mm长度焊缝内不得超过1处表面气孔不允许每50mm长度焊缝内允许存在直径≤0.4t且≤3mm 的气孔2个;孔距应≥6倍孔径表面夹渣不允许深≤0.2t,长≤0.5t且≤20mm设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅱ级及Ⅱ级以上;2二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3全焊透的三级焊缝可不进行无损检测。
焊缝质量等级评定等级检验等级区别

焊缝质量等级、检验等级、评定
质量等级,要求进行内部质量探伤的焊缝,按质量等级分一级和二级,称一级焊缝和二级焊缝,此即为焊缝质量等级。
检验等级系指检验检测达到的精度,即检测仪器与检测方法结合而得到的检测结果的精确程度。
超声波探伤采用GB/Tll345l989标准按检测等级由低到高分为A、B、C三个级别,射线探伤采用GB/T3323一l987标准按检测等级由低到高分为A、AB、B三个级别,它们分别规定了手工超声波探伤的检测方法、探测面、检测范围和允许缺陷当量(dB值)以及射线探伤所要达到的灵敏度(透照厚度与像质计的关系)。
评定级别是指探伤人员在检出缺陷后依据标准对缺陷测量进而确定的焊缝内部质量级别。
具体来说,超声波探伤指对波高在测长线与判废线之间(Ⅱ区)缺陷测长后,依标准GB/Tl1345l989表6进行缺陷定级;射线探伤是指测量底片上缺陷指示长度和大小,依标准GB/T3323一l987表6.表7、表9、表l0并综合评级(见该标准~,这一条是每一个探伤人员必须熟练掌握的。
焊缝的无损检测标准要求及等级分类解释【最新版】
焊缝的无损检测标准要求及等级分类解释焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2. 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3. 重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4. 不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1) 对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定1一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3三级焊缝的外观质量应符合下表有关规定焊缝质量等级检测项目二级三级未焊满≤0.2+0.02t 且≤1mm,每100mm 长度焊缝内未焊满累积长度≤25mm≤0.2+0.04t 且≤2mm,每100mm 长度焊缝内未焊满累积长度≤25mm根部收缩≤0.2+0.02t 且≤1mm,长度不限≤0.2+0.04t 且≤2mm,长度不限咬边≤0.05t 且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t 且≤1mm,长度不限裂纹不允许允许存在长度≤5mm 的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t 且≤0.5mm,每1000mm 长度焊缝内不得超过1 处缺口深度≤0.1t 且≤1mm,每1000mm 长度焊缝内不得超过1 处表面气孔不允许每50mm 长度焊缝内允许存在直径≤0.4t 且≤3mm 的气孔2 个;孔距应≥6倍孔径表面夹渣不允许深≤0.2t,长≤0.5t 且≤20mm设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求1一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3全焊透的三级焊缝可不进行无损检测。
焊缝检验等级如何划分
焊缝检验等级如何划分
1 建筑结构安全等级为一级的一、二级焊缝。
2 建筑结构安全等级为二级的一级焊缝。
3 大跨度结构中一级焊缝。
4 重级工作制吊车梁结构为一级焊缝。
关于焊缝等级的定义的部分要求见《钢结构设计规范》GB50017-2003的第7章连接计算。
7.1焊缝连接
7.1.1 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:
1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:
1)作用力垂直于焊缝长度方向的横向对接焊缝或T型对接与角接组合焊缝,受拉时为一级,受压时应为二级;
2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量接等级当受拉时应不低于二级,受压时宜为二级。
3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。
4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采
用的角焊缝,其质量等级为:
1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;
2)对其它结构,焊缝的外观质量标准可为三级。
焊缝等级及分类以及无损检测及要求

焊缝等级的分类以及无损检测的要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
钢结构验收规范中关于焊缝等级的几个概念

钢结构验收规范中关于焊缝等级的几个概念在《钢结构工程施工质量验收规范)(GBS0205—2001)中,提到了焊缝质苗等级,评定等级和检验等级等几个等级概念在钢结构施工的过程中,发现现场技术人员对此认识比较模糊.有些设计图纸中对焊缝等级也投有详细的说明,影响了钢结构的篪工验收评定工怍对此,根据相荚的规范,对这几种等级及其之间的关系简单阐述,一,焊缝的质量等级焊缝的质罱等级是焊缝外观,内都质量的综合反映焊缝质量等级分为一,二,三级.质量等级为一级的焊缝质量最好.二缀次之,三级再次之.焊缝在结构中所处的位置不同.承受荷载不同,破坏后产生的危害程度也不同,因此对焊缝质量的要求也不一样所设计人员要根据设计重要性来选用不同的质量等级.在《铜结构设计规范》(GB500l7—2f】o3)中, 对焊缝质量等级的选用有详细的规定.7.L1焊缝应根据结掏的重要性,荷载特性,悍缝形式,工作环境及应力状态等情况按下述原她分别选用不同的质最等级】.需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:(1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接焊缝与角接组台焊缝,受拉时应为一级,受压时应为二缎;(2)作用力平行于焊缝长度方向的纵向对接焊缝应为二缎.2不需要进行疲劳计算的构件中.凡要求与母材等强的对接焊缝直予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级应不低于二缓,受压时难免在其他因素影响下使焊缝中有拉应力存在.故宜为二级3重级工作{5I和起重量口≥的中缀工作制吊车粱腹扳与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝.其质量等级不应低于二缓.4.不要求焊透的T形接头采用的角焊缝或部分焊遗的舛接与角接组合焊缝以及搭接连接采用的角焊缝,其质量等级为:(1)对直接承受动l力荷载&需要验算疲劳的结构和吊车起重量等于或大干50t 的中缎工作制吊车粱,焊缝的外观质量标准应符合二级:(2)对其他结构,焊缝的外观质量应为三级.二,评定等级评定等级分为I,Ⅱ,Ⅲ,Ⅳ级.在《钢结构工程施工质量验收规范》(GB50205—2001)中,钢结构焊缝评定等级是针对内部缺陷的.不同的无损检测方法对应的评定等级是不一样的.《钢熔化焊对接接头射线照相和质量分级》(GB3323—1987)中规定:I级焊缝内应无裂纹,未熔合,未焊透和条状夹渣; Ⅱ级焊缝内应无裂纹,未熔合和未焊透;Ⅲ级焊缝内应无裂纹,未熔合以及双面焊和加垫板的单面焊的未焊透.同时还应根据焊缝内部圆形缺陷的多少和条状夹渣的长度对焊缝评定等级. 《钢焊缝手工超声波探伤方法和探伤结果分级》(GB11345--1989)的缺陷评定等级应根据最大反射波幅所在的区域及缺陷的指示长度予以评定.三,检验等级检验等级应是检验过程中检验方法的完善程度或是严格程度.钢结构焊缝的超声波检验等级是B级,射线探伤检验等级是AB级.就其检验的完善程度或是严格程度,都不是最高的.超声波检验等级:《钢焊缝手工超声波探伤方法和探伤结果分级)(GB1l345—89) 中规定,根据质量要求检验等级分为A,B,C三级,检验的完善程度A级最低,B级一般,C级最高.检验工作的难度系数按A,B,C顺序逐级增高.应按照工件的材质,结构,焊接方法,使用条件及承受荷载的不同,合理的选用检验级别.B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测.母材厚度大于lOOmm时,采用双面双侧检验.受几何条件的限制, 可在焊缝的双面单侧采用两种角度探头进行探伤.条件允许时应作横向缺陷的检验.射线探伤检验等级:《钢熔化焊对接接头射线照相和质量分级》(GB3323—1987) 中规定:"按所需要达到的底片影像质量,射线照相方法分为超声波检验等级分为A 级(普通级),AB级(较高级),B级(高级)."四,三者之间的关系焊缝质量等级是焊缝外观,内部质量的综合反映.焊缝质量等级,最终是由焊工的实际操作水平决定的.焊工水平高的,焊缝的内部,外部质量好,焊缝质量等级就高;反之,则差一些.但是选用何种质量等级,却是由设计人员根据结构的重要性,荷载特性,焊缝形式工作环境以及应力状态等情况进行选用.焊缝质量等级为一,二级的焊缝对外观质量的要求,在《钢结构工程施工质量验收规范》(GB50205—2001) 中有规定:5.2.6焊缝表面不得有裂纹,焊瘤等缺陷.一,二级焊缝不得有表面气孔,夹渣,弧坑裂纹,电弧擦伤等缺陷.且一级焊缝不得有咬边,未焊满,根部收缩等缺陷;二级,三级焊缝外观质量标准应符合本规范附录A 中表A.0.1的规定.在焊缝外观质量要求上,《钢结构工程施工质量验收规范》(GB50205—2001) 与《建筑钢结构焊接技术规程》(JGJ8l一2002)是一致的.焊缝的检测应先进行外观缺陷的检查,不符合一,二级焊缝外观质量要求的,也就没有必要进行内部缺陷的探伤.三级焊缝一般只需要进行外观质量检查.外观质量符合要求,可进行焊缝内部缺陷检测.在内部缺陷检测中,焊缝的检验等级是前提,在检验等级确定的前提下,对焊缝的内部缺陷评定出相应的评定等级,然后根据评定等级可确定焊缝的质量等级.在检验等级为B级(超声波检测)或AB级(射线检测) 的检验条件下,焊缝的评定等级为I级或Ⅱ级的,其质量等级可以定为一级;评定等级为Ⅲ级的,其质量等级可以定为二级.在设计图纸中,必须标明焊缝质量等级.施工单位及检测单位可按照标明的焊缝质量等级确定检测方法和范围,确保焊缝施工质量.。
钢结构焊缝质量等级一级和二级定义
一、概述钢结构是工程建筑中常见的结构形式,其具有高强度、刚性好、耐久性强等优点,因此被广泛应用于桥梁、厂房、船舶等领域。
在钢结构的制作中,焊接是一种常见的连接方式。
焊缝质量直接关系到钢结构的安全性和稳定性,因此对焊缝质量的评定和等级划分具有重要意义。
本文将就钢结构焊缝质量等级一级和二级的定义进行详细阐述。
二、焊缝质量等级的基本定义1. 钢结构焊缝质量等级一级的定义钢结构焊缝质量等级一级要求焊缝充满、熔合良好、无气孔、裂纹、渗透不良等缺陷,焊接接头表面光洁平整。
焊缝与母材的强度、韧性和其他力学性能基本一致,焊缝和母材有一定的连接强度。
2. 钢结构焊缝质量等级二级的定义钢结构焊缝质量等级二级要求焊缝熔合良好、无气孔、裂纹和渗透不良等严重缺陷,焊缝表面允许有轻微的凹凸不平,但不得影响其强度和密封性。
三、钢结构焊缝质量等级的评定标准1. 钢结构焊缝质量等级一级的评定标准(1)焊缝外观允许有一定的凹凸不平,但不得影响其使用功能;(2)焊缝内部无气孔、裂纹和渗透不良等缺陷;(3)焊缝与母材性能基本一致;(4)焊缝连接强度满足设计要求。
2. 钢结构焊缝质量等级二级的评定标准(1)焊缝外观允许有轻微的凹凸不平,但不得影响其使用功能;(2)焊缝内部不得出现气孔、裂纹和渗透不良等严重缺陷;(3)焊缝连接强度满足设计规定。
四、钢结构焊缝质量等级的重要性1. 钢结构的安全性和稳定性焊缝质量直接关系到钢结构的安全性和稳定性,焊缝质量等级的划分是对焊接工艺控制、质量检验和评定的重要依据。
2. 焊接工艺的控制通过对焊缝质量等级一级和二级的定义,可以引导焊接人员正确掌握焊接工艺,提高焊接质量,保障钢结构焊缝的质量和安全。
3. 质量检验和评定的指导焊缝质量等级的确定和评定可以作为焊接质量检验和评定的指导,帮助相关人员进行焊接质量的评定和监控。
五、结论钢结构焊缝质量等级一级和二级的定义和评定标准是对钢结构焊缝质量的重要规范,是保障钢结构安全性和稳定性的重要依据。
焊缝等级的区别

《钢结构设计规范》(GB 50017━2003)中是根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按四条原则分别选用不同的质量等级,一共有三个等级。
四条原则如下:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受限时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要汁算疲劳的构件中,凡要求与母材等强的对接焊缝应护焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
对应的就是《钢结构工程施工质量验收规范》和《JGJ 81-2002建筑钢结构焊接技术规程》中所要求的焊缝要达到的质量要求(包括外观和无损探伤等)。
《GB/T3323-2005金属熔化焊焊接接头射线照相》中的焊缝质量分类是在对焊缝进行射线照相时,根据焊缝缺陷的性质和数量,将该焊缝的质量分为四级:(1)Ⅰ级焊缝:内应无裂纹、未熔合、未焊透和条状夹渣.(2)Ⅱ级焊缝:内应无裂纹、未熔合和未焊透.(3)Ⅲ级焊缝:内应无裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.不加垫板的单面焊中的未焊透允许长度按表10条状夹渣长度的Ⅲ级评定.(4)焊缝缺陷超过Ⅲ级者为Ⅳ级.对于《钢结构设计规范》(GB 50017━2003)所提到的三个级别焊缝,在对一级和二级焊缝进行无损探伤时,对于一级焊缝要达到《GB/T3323-2005金属熔化焊焊接接头射线照相》中的Ⅱ级以上,对于二级焊缝要达到《GB/T3323-2005金属熔化焊焊接接头射线照相》中的Ⅲ级以上。
焊缝等级分类及无损检测要求

焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进行无损检测。
钢结构验收规范中关于焊缝等级的几个概念
般、C级 最 高 。 检 验 工 作 的 难 度 系 数 按 A、B、C顺 序 逐 级 增 高 。 应 按 照 工 件 的 材 质 、结 构 、焊 接 方 法 、使 用 条 件 及 承 受荷载的不同, 合理的选用 检 验 级 别 。B级 检 验 原 则 上 采 用一种角度探头在焊缝的单 面双侧进行检验, 对整个焊 缝截面进行探测。母材厚度 大 于100mm时 , 采 用 双 面 双 侧 检 验 。受 几 何 条 件 的 限 制 , 可在焊缝的双面单侧采用两 种角度探头进行探伤。条件 允许时应作横向缺陷的检 验。
级 。应 不 低 于 二 级 , 受 压 时 难 免在其他因素影响下使焊 缝中有拉应力存在, 故宜为 二级。
3. 重级工作制和起重量 Q≥50t的 中 级 工 作 制 吊 车 梁 腹板与上翼缘之间以及吊车 桁架上弦杆与节点板之间的 T形 接 头 焊 缝 均 要 求 焊 透 , 焊 缝形式一般为对接与角接组 合焊缝, 其质量等级不应低 于二级。
( 2) 对其他结构, 焊缝 的外观质量应为三级。
22
二、评定等级 评定等级分为Ⅰ、Ⅱ、 Ⅲ、Ⅳ级 。 在 《钢 结 构 工 程 施 工质量验收规范》 ( GB50205—2001) 中, 钢结构 焊缝评定等级是针对内部缺 陷的。不同的无损检测方法 对应的评定等级是不一样 的。
《钢 熔 化 焊 对 接 接 头 射 线照相和质量分级》 ( GB3323—1987) 中规定:
23
一、焊缝的质量等级 焊缝的质量等级是焊缝 外 观 、内 部 质 量 的 综 合 反 映 。 焊 缝 质 量 等 级 分 为 一 、二 、三 级。质量等级为一级的焊缝 质量最好, 二级次之, 三级再 次之。焊缝在结构中所处的 位置不同, 承受荷载不同, 破 坏后产生的危害程度也不 同, 因此对焊缝质量的要求 也不一样。所以设计人员要 根据设计重要性来选用不同
焊缝等级分类及无损检测要求

≤0.05t 且≤0.5mm,连续 长度≤100mm,
且焊缝两侧咬边总长≤10%焊缝全长
≤0.1t 且≤1mm,长度不限
裂纹 电弧擦伤 接头不良
表面气孔
表面夹渣
不允许
允许存在长度≤5mm 的弧坑裂纹
不允许 缺口深度≤0.05t 且≤ 0.5mm,每1000mm 长度焊缝内不得超过1 处
允许存在个别电弧擦伤 缺口深度≤0.1t 且≤1mm,每 1000mm 长度焊 缝内不得超过1 处
时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探
伤结果分级》GB11345或《钢熔化焊对接接头射结照相和质量分级》GB3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形点相贯线焊缝,其内部缺陷分级及探伤方法
应分别符合国家现行标准JG/T203-2007《钢结构超声波探伤及质量分级法》、《建筑钢结构焊接技术规程》
伤及质量分级法》的规定。
6 箱形构件隔板电渣焊焊缝无损检测结果除应符合GB50205-2001标准第7.3.3 条的有关规定外,还应按附
录C 进行焊缝熔透宽度、焊缝偏移检测。
7 圆管T、K、Y 节点焊缝的超声波探伤方法及缺陷分级应符合GB50205-2001标准附录D的规定。
焊缝质量标准及等级
. . ..管道类别Ⅰ(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;(5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于-20℃的所有流体管道;(7)夹套管的管;(8)按本规第8.5.6条规定做替代性试验的管道;(9)设计文件要求进行焊缝100%无损检测的其他管道。
Ⅱ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa,毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道。
Ⅲ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道。
.资料. . .Ⅳ(1)设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(4)设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;(5)设计文件要求进行焊缝5%无损检测的其他管道。
焊缝检验等级如何划分
焊缝检验等级如何划分
焊缝检验等级的划分是针对不同建筑结构安全等级和工作环境等情况,按照一定原则选用不同的质量等级。
其中,需要进行疲劳计算的构件中,对接焊缝应焊透,且质量等级应根据作用力方向和受力情况而定。
而不需要计算疲劳的构件中,要求与母材等强的对接焊缝应焊透,且质量等级不低于二级。
对于重级工作制和起重量大于等于50t的中级工作制吊车梁的T 形接头焊缝,要求焊透,且焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。
而对于不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采用的角焊缝,其质量等级应根据结构的动力荷载和验算疲劳情况而定,外观质量标准应符合二级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝质量等级、检验等级、评定
质量等级,要求进行内部质量探伤的焊缝,按质量等级分一级和二级,称一级焊缝和二级焊缝,此即为焊缝质量等级。
检验等级系指检验检测达到的精度,即检测仪器与检测方法结合而得到的检测结果的精确程度。
超声波探伤采用GB/Tll345l989标准按检测等级由低到高分为A、B、C三个级别,射线探伤采用GB/T3323一l987标准按检测等级由低到高分为A、AB、B三个级别,它们分别规定了手工超声波探伤的检测方法、探测面、检测范围和允许缺陷当量(dB值)以及射线探伤所要达到的灵敏度(透照厚度与像质计的关系)。
评定级别是指探伤人员在检出缺陷后依据标准对缺陷测量进而确定的焊缝内部质量级别。
具体来说,超声波探伤指对波高在测长线与判废线之间(Ⅱ区)缺陷测长后,依标准GB/Tl1345l989表6进行缺陷定级;射线探伤是指测量底片上缺陷指示长度和大小,依标准GB/T3323一l987表6.表7、表9、表l0并综合评级(见该标准~,这一条是每一个探伤人员必须熟练掌握的。