复合材料缠绕成型工艺共28页
复合材料的成型工艺PPT课件

第47页/共256页
另外,在缠绕的时候,所使用的芯模应 有足够的强度和刚度,能够承受成型加工过 程中各种载荷(缠绕张力、固化时的热应力、 自重等),满足制品形状尺寸和精度要求以 及容易与固化制品分离等。
48
第48页/共256页
常用的芯模材料有石膏、石蜡、金 属或合金、塑料等,也可用水溶性高分 材料,如以聚烯醇作粘结剂制成芯模。
49
第49页/共256页
连续纤维缠绕技术的优点
首先,纤维按预定要求排列的规整度和精度 高,通过改变纤维排布方式、数量,可以实现等 强度设计,因此,能在较大程度上发挥增强纤维 抗张性能优异的特点,
50
第50页/共256页
其次,用连续纤维缠绕技术所制得 的成品,结构合理,比强度和比模量高, 质量比较稳定和生产效率较高等。
51
第51页/共256页
连续纤维缠绕技术的缺点
设备投资费用大,只有大批量生产时 才可能降低成本。
52
第52页/共256页
连续纤维缠绕法适于制作承受一定 内压的中空型容器,如固体火箭发动机 壳体、导弹放热层和发射筒、压力容器、 大型贮罐、各种管材等。
53
第53页/共256页
近年来发展起来的异型缠绕技术,可 以实现复杂横截面形状的回转体或断面呈 矩形、方形以及不规则形状容器的成型。
54
第54页/共256页
6. 拉挤成型工艺
拉挤成型工艺中,首先将浸渍过树脂 胶液的连续纤维束或带状织物在牵引装置 作用下通过成型模而定型;
55
第55页/共256页
其次,在模中或固化炉中固化,制成具有 特定横截面形状和长度不受限制的复合材料, 如管材、棒材、槽型材、工字型材、方型材 等。
56
复合材料缠绕成型工艺流程
复合材料缠绕成型工艺流程English Answer:Filament Winding Process for Composite Materials.1. Preform Preparation.The first step in the filament winding process is the preparation of the preform. The preform is the shape or structure onto which the composite material will be wound. It can be made of various materials, including mandrels, molds, or cores.2. Fiber Impregnation.The next step is to impregnate the fibers with a resin or matrix material. This can be done using various techniques, including wet winding, prepreg winding, or towpreg winding.3. Winding.The impregnated fibers are then wound onto the preform using a winding machine. The winding pattern and tension are carefully controlled to ensure the desired composite properties.4. Curing.Once the winding is complete, the composite material is cured using heat or other processing techniques. This step helps to solidify the resin and bond the fibers together.5. Demolding.After curing, the composite part is removed from the preform. This can be done using various techniques, including mechanical stripping, chemical dissolution, or water jet cutting.6. Post-Processing.The final step is post-processing, which may include additional operations such as trimming, sanding, or painting to prepare the composite part for its intended application.Chinese Answer:复合材料缠绕成型工艺流程。
复合材料成型工艺与设备(6.缠绕成型工艺)

图7-33 沉浸式浸胶
缠绕速度:(对湿法缠绕)
图7-34 表面带胶式浸胶
纱线速度应小于0.9 m/s 小车速度应小于0.75 m/s 固化制度:P188~190 考虑树脂聚合反应的时间和传热时间,固化制度主要 由树脂系统性能和制品要求的物化性能决定。
P189,图7-39 酚醛环氧玻璃钢气瓶的固化制度曲线。
图7-18 平面缠绕
15
2r1 2r2
πD
b
le1
lc
a le2
D △θ s
图7-19 平面缠绕参数关系图
平面缠绕、缠绕角的正切值为:
tg r1 r 2
lc le1 le2
b
α
lc
16
平面缠绕的速比: 芯模旋转周数与导丝头绕芯模旋转的圈数比。
i b
D cos
证明 :
因为芯模转一周时,恰好纱片在芯模上布满一层。设 此时丝头转了n圈,由速比定义有:
32
3)、纤维在芯模表面均匀布满的条件 a、一个完整循环的诸切点均布在极孔圆周上。 b、前一个完整循环与相继的后一个完整循环所对应的 纱片在筒身段错开的距离等于一个纱片宽度。
24
6.3.2.2 纤维缠绕芯模转角(即缠绕中心角)与线型的关系 设完成一个n切点的完整循环缠绕,芯模转角为θ,导
丝头每往返一次芯模转角为θn,则:
所谓缠绕规律是描述纱片均匀、稳定、连续、排 布在芯模表面,以及芯模与导丝头间运动关系的规律。
对缠绕线形的两点要求: (1)纤维既不重合又不离缝,均匀连续布 满芯模表面。 (2)纤维在芯模表面位置稳定,不打滑。
6.3.1.2 缠绕线型分类
环向缠绕
纵向缠绕
螺旋缠绕
11
(1)环向缠绕
(工艺技术)缠绕成型工艺
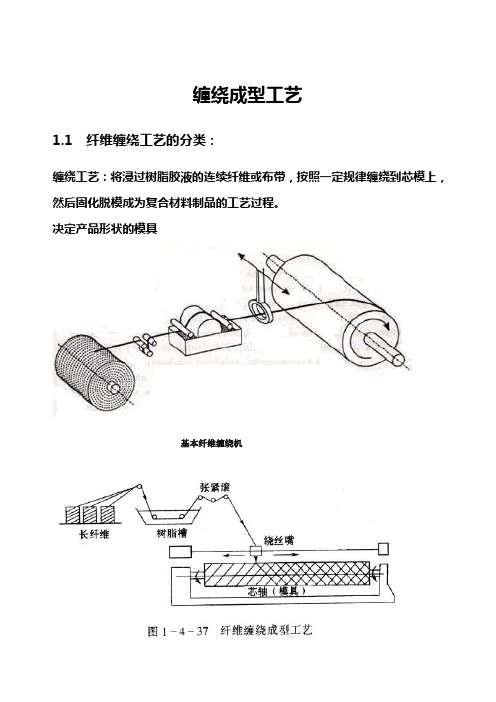
缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机浸胶 胶纱纱锭 张力控制 固化 打模喷漆 脱模 芯模制造胶液配制纱团集束烘干 络纱 加热粘流纵、环向缠绕张力控制 纵、环向缠绕成品湿法缠绕干法缠绕玻璃钢.高压储气罐/碳纤维球1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m/min~200m/min。
缠绕设备清洁.劳动卫生条件较好。
1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠 绕 设 备打磨喷漆胶液配制纱团集束固化浸胶脱模 张力控制纵、环芯模制造制品浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠绕机构纱架浸胶槽张力控制器1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高FWRP的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。
复合材料缠绕成型工艺

缠绕成型工艺流程(一)
纱团
纱架
浸胶
胶槽
张力控制
张力辊
缠绕
芯模
固化
固化炉
加工
(工艺流程图)
加工机械
树脂胶液 成品
缠绕成型工艺流程(二)
(工艺流程示意图)
缠绕成型工艺流程(三)
(浸胶)
缠绕成型工艺流程(四)
(缠绕)
缠绕成型设备(一)
(结构示意图)
缠绕成型设备(二)
缠绕规律(七)
分析方法:标准线法和切点法
标准线法的基本点就是通过容器表面的某一 特征线— “标准线”来研究制品的结构尺寸与 导丝头、芯模相对运动规律。这种方法直观性, 但分析演算过程较为复杂,精确性也不太高。
切点法是研究缠绕线型在极孔上对应切点 的分布规律,研究纤维缠绕芯模转角与线型, 速比之间的关系。该方法的理论性较强,数学 推导比较严密。
思考题
1)缠绕设备的主要组成部分及其作用。 2)环向缠绕时,为什么缠绕角要大于70度?
每条纤维都对应于极孔圆周上的一个切点,相同方向邻近纱 片之间相接而不相交,不同方向的纤维则相交。这样,当纤维均 匀缠满芯模表面时实际以构成了双层。
缠绕规律(六)
纵向缠绕:又称平面缠绕,导丝头在固定平面内做匀速圆周 运动,芯模绕自轴慢速旋转。导丝头转一周,芯模转动一个微 小角度,反映在芯模表面为近似一个纱片宽度。纱片依次连续 缠绕到芯模上,各纱片均与极孔相切,相互紧挨着而不交叉。 缠绕轨迹近似一个平面单圆封闭曲线。
缠绕只能在筒身段进行,不能缠封头。相邻纱片之间 相接而不相交,其缠绕角在85°~90°之间。
缠绕规律(四)
b
a D
W
15.【复合材料】第3章 缠绕成型工艺1
树脂就已凝胶,达不到烘干目的。
(5)缠绕速度
缠绕过程的进行,需要两个基本运动 芯模旋转,其旋转切线速度称芯模速度,导 丝头(小车)往复直线运动,其速度称小车 速度。 由于缠绕机上述的两个运动 ,才使纤维能 缠到芯模上去。纤维纱线相对于导丝头缠到 芯模上去的速度称纱线速度。缠绕速度通常 指纱线速度,应控制在一定范围。
导丝头在固定平面内作匀速圆周运动,芯模绕自轴 慢速旋转。导丝头转一周,芯模转动一个微小角度, 反映在芯模表面为近似一个纱片宽度。
6.5.4 缠绕工艺设计
缠绕工艺设计包含下述内容: (1)根据产品使用和设计要求、技术质 量指标,进行结构造型、缠绕线型和芯模设计。 (2)选择原材料。 (3)根据产品强度要求、原材料性能及 缠绕线型进行缠绕层数计算。 (4)根据选定的原材料和工艺方法,制 定工艺流程及工艺参数。 (5)根据缠绕线型选定缠绕设备,或为 缠绕设备设计提供参数。
6.5.4.3 缠绕设备选择
根据制品的结构形状和几何尺寸、 缠绕线型等综合考虑。 一般螺旋缠绕及螺旋加环向缠绕采用 卧式小车环链式缠绕机。 平面缠绕或平面加环向缠绕一般采用 摇臂式或跑道式缠绕机
6.5.5
缠绕工艺参数
缠绕工艺过程一般由下列各工序组 成: 芯模或内衬制造、胶液配制、纤维烘 干和热处理、浸胶、胶纱烘干、缠绕、 固化、检测等
6.5.2.2 选择和使用芯模材料时 注意的问题
1)选定芯模材料应根据制品的生产批量、尺寸形 状及性能要求来确定。 2)芯模材料既不为树脂腐蚀,更重要是不能影响 树脂系统固化。 3)多孔性材料有吸湿性,使用前必须处理 4)为保证缠绕制品尺寸均匀,芯模材料的成分亦 应均匀。
复合材料的成型工艺ppt课件
第二节 金属基复合材料(MMC)成形工艺
一、固态法
1.扩散黏结法(Diffusion Bonding) 如图9-2所示,扩散黏结是一种在较长时间、
较高温度和压力下,通过固态焊接工艺,使同类 或不同类金属在高温下互扩散而黏结在一起的工 艺方法。
2.形变法(Plastic Forming) 形变法就是利用金属具有塑性成型的工艺特点
2.复合材料的特点
(1)比强度和比刚度高 (2)抗疲劳性好 (3)高温性能好 (4)减振性能好 (5)断裂安全性高 (6)可设计性好
为 了 规 范 事 业单位 聘用关 系,建 立和完 善适应 社会主 义市场 经济体 制的事 业单位 工作人 员聘用 制度, 保障用 人单位 和职工 的合法 权益
第一节 复合材料简述
四 、 复 合 材 料 的 失 效 (Failure of Composite)
复合材料的失效一般是指其疲劳破坏过程。
1.制造加工损伤
此种损伤产生初始缺陷。,它包括:纤维铺设不 均,扭结、死扣等,树脂不均;纤维切断、错排; 固化不足;有孔隙、气泡;材质污染等。
2.使用引起的损伤
此种损伤导致缺陷发展。它包括:树脂裂纹或老 化;分层;纤维断裂;振动较大导致的纤维断裂; 温度变化较大;机加工产生内应力;碰撞等。
二、复合材料用原料
1.增强材料
(1)碳纤维(Carbon Fiber) (2)硼纤维(Boron Filament) (3)芳纶(Aramid Ring) (4)玻璃纤维(Glass Fiber) (5)碳化硅纤维(Silicon Carbide Fiber) (6)晶须(Whisker)
2.基体材料
3)基体能够很好地保护纤维表面,不产生表面 损伤、不产生裂纹。
热塑性复合材料缠绕技术

热塑性复合材料缠绕技术人类开发并利用缠绕技术于生活用品已有多年历史,但真正把此项技术应用于航空工业上却是近年来之事。
由于复合材科在航空工业日渐重要,已趋于成熟之缠绕技术,配合新材料之开发及新设备之发明,使得此项技术得以充分发挥并制造出符合航空用之复材零件。
在实际使用上,早期之开发系以热固性复合材料为主,随后由于热塑性材料之开发,此项技术已有突破性之发展,德拉瓦大学复合材料中心已开发以机械人自动控制方式制作复合材料零件,此项技术已可正式用于工业生产上。
缠绕技术须考虑之层面发展缠绕技术得考虑下面几种因素(1)制作过程与成本(2)设备能力(3)制作过程之考虑目前在制造上有三种不同之方式-Filament winding、Fiber Placement、Tape Laying,由制作能力、质量及成本观点比较三种不同之方式(表1、2及图1);由表中可看出三种方式以Filament winding方式制作零件,成本最低最符合工业之需求。
另外以缠绕技术可直接生产热塑性复合材料零件,其生产成本明显之降低(图2),未来发展潜力甚大。
德拉瓦大学复合材料中心开发热塑性复合材料缠绕技术已有多年,并有具体成果。
缠绕技术之原理缠绕技术基本上系将成束纤维通过树脂槽含浸树脂后,经由缠绕机器,依某设计角度,将含浸后之纤维束缠绕于心轴上如图3。
目前已开发之热塑性复合材料之缠绕技术,其缠绕过程不同于热固性复合材料。
缠绕技术之考虑缠绕技术必须考虑下列数个因素:(1)材料选择包括纤维、树脂种类湿式缠绕-热固性复材干式缠绕-热塑性复材(2)张力固定方式(3)材料喂入系统(4)心轴设计(5)加热系统(热塑性复合材料)缠绕机之选择缠绕技术发展多年并有多家机械公司开发二轴、三轴甚至多轴之缠绕机器,目前配合计算机系统而使功能多样化,较之传统机械式操作方式,更能将缠绕技术之优点发挥得淋漓尽致。
以下为三种不同型式之缠绕机之比较说明:(1)机械式缠绕机器a. 投资成本低b.制造速率高c.心轴几何形状受限(2)计算机控制缠绕机器a. 投资成本高b. 制造速率高c. 可缠绕复杂几何形状之心轴(3)机械人缠绕工作站(Robotic winding workcells)a. 投资成本中等b. 可缠绕复杂几何形状之心轴c. 赋予多种其它用途d. 最适于初期产品开发表1 质量比较Wet Filament Winding Prepreg Type HandLayupPrepreg Tow FiberPlacementVoid Content 4% to 8% < 1% 4% to 8%Thickness Flexibility 0.010 to 0.025inch / ply0.005 to 0.010inch / ply0.0005 to 0.0015inch / plyWinding AngleFlexibility>15 to 90 0 to 90 flat 0 to 90, variable Tow Cutand AddNO Hand Splice Only Programmable Laps and Gaps 0.125 inch 0.030 inch <0.030 inchGeometry Best for Bodies ofRevolutionCompound FlatPatternsCompound MachinePlacedMaterial Scrap Rate 20% to 40% 50% to 200% 5% to 20%From:Hercules Advanced Composites,1990图1 各种技术产品价格比较表2 成本/技术层面分析比较PROCESSFlat PanelNormalized Cost100 1000 10000units units unitsSingle CurvatureNormalized Cost100 1000 10000units units unitsCompound CurvatureNormalized Cost100 1000 10000units units unitsHand Layup 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00TP FilamentWinding0.74 0.53 0.50 0.76 0.54 0.52 X X X AutomatedType LayerATL2.33 0.82 0.69 X X X X X XATLWith Press2.61 0.99 0.84 2.61 1.01 0.863.84 0.83 0.49From :M. Draper Labs, SAMPE Quaterly 1991图2 各种生产技术之产品件数与成本之关系图3 缠绕技术之原理图4 热塑性复材缠绕方式图5 热固性复合材料缠绕方式热塑性复材缠绕技术热塑性复材缠绕技术基本上沿袭热固性复材缠绕技术而来,所不同的为热固性缠绕技术发展较早,设备较完备,缠绕角度亦多样化,可直接以纤维含浸树脂并缠绕于模具上。
缠绕成型工艺
缠绕成型工艺缠绕成型工艺1.1纤维缠绕工艺的分类:缠绕工艺:将浸过树脂胶液的连续纤维或布带,按照一定规律缠绕到芯模上,然后固化脱模成为复合材料制品的工艺过程。
决定产品形状的模具基本纤维缠绕机1.1.1 干法缠绕将预浸纱带(或预浸布),在缠绕机上经加热软化至粘流状态并缠绕到芯模上的成型工艺过程。
干法缠绕特点:制品质量稳定(预浸纱由专用预浸设备制造,能较严格地控制纱带的含胶量和尺寸);缠绕速度快(100~200m/min); 缠绕设备清洁,劳动卫生条件好;预浸设备投资大。
干法缠绕制品质量较稳定,并可大大提高缠绕速度,可达到100m /min ~200m /min 。
缠绕设备清洁.劳动卫生条件较好。
玻璃钢.高压储气罐/碳纤维球1.1.2 湿法缠绕将无捻粗纱(或布带)经浸胶后直接缠绕到芯模上的成型工艺过程。
此法无须另行配置浸渍设备。
对材料要求不严,便于选材,故比较经济纱片质量及缠绕过程中张力不易控制。
特点:不需要预浸渍设备,设备投资少;对材料要求不严,便于选材;纱片质量不易控制和检验;张力不易控制;胶液中存在大量溶剂,固化时易产生气泡;浸胶辊、张力辊等要经常维护刷洗。
湿法缠绕工艺流程:原 材 料缠绕 设 备打磨喷漆胶液配制纱团集束固化 浸胶脱模 张力控制 纵、环 芯模制造制品 浸 胶 缠 绕增强材料:应用最广、量最大的是玻璃纤维。
此外有碳纤维,Kevlar 纤维等。
卧式缠绕机缠绕设备立式缠绕机卧式缠绕机立式缠绕机缠 绕 机 构纱架浸胶槽1.1.3 半干法缠绕将无捻粗纱(或布带)浸胶后,随即预烘干,然后缠绕到芯模上的成型工艺方法 与湿法相比,增加了烘干工序,除去了溶剂。
与干法相比,无需整套的预浸设备,缩短了烘干时间,使缠绕过程可在室温下进行。
提高了制品质量。
1.2 纤维缠绕制品的优点(1) 比强度高 FWRP 的比强度3倍于钛,4倍于钢i) 材料表面缺陷是影响其强度的重要因素。
表面积越大,缺陷率越高。
缠绕纤维直径很细,降低了微裂纹存在几率;所用纤维主要是无捻粗纱由于没有经过纺织工序,强度损失大大减少。
缠绕成型工艺

缠绕成型⼯艺第6章、缠绕成型⼯艺§6-1、概述定义:将浸过树脂胶液的连续玻璃纤维或布带,按照⼀定规律缠绕到芯模上,然后固化脱模成为增强材料制品的⼯艺过程。
因此三⼤过程:预浸、缠绕、固化脱模。
细节见图7-1§6-1-1、缠绕⼯艺分类及特点1、⼲法缠绕预浸纱带(布带),加热粘流后缠绕。
特点:严格控制纱带含胶量和尺⼨,质量稳定,速度快,劳卫条件好,投资⼤。
2、湿法缠绕浸渍⽆捻粗纱直接缠绕。
特点:材料经济,质量不稳。
3、半⼲法缠绕预浸渍粗纱(或布带)随即缠绕到芯模上。
特点:⽆需整套设备,烘⼲快,室温操作。
§6-1-2、缠绕制品特点1、⽐强度⾼F:3Ti,4Steel。
原因:(1)表⾯缺陷⼩(2)避免纵横交织点和末端的应⼒集中(3)可控⽅向与数量,实现等强(4)纤维含量⾼80%2、可靠性⾼克服材料的韧性不够及缺⼝带来的可靠性降低。
3、⽣产率⾼机械化,⼤批量。
4、成本低⽆捻减少了纺织等其它⼯费。
缺点:形状限制,投资⼤,必须⼤批量。
§6-1-3、原材料纤维增强材料,树脂基体选择原则:满⾜设计性能指标,⼯艺性参数及经济性要求。
1、增强材料玻纤(⽆碱,中碱⽆捻粗纱,⾼强纤维),碳纤维,芳纶纤维等。
纤维要求:(1)⾼档产品:碳纤维,芳纶纤维(2)制品性能要求(3)表⾯处理(4)与树脂浸渍性好(5)各股张⼒均匀(6)成带性好2、树脂基体指合成树脂与各种助剂组成的基体体系。
选⽤要求:(1)⼯艺性好,粘度与适⽤期最重要,适⽤量>4⼩时,η=~1Pa·S。
(2)树脂基体的断裂伸长率与增强材料相匹配,⽅能获得满意效果。
(3)固化收缩率低和毒性刺激⼩(4)来源⼴、价格低§6-1-4、应⽤航天、导弹、军⽤飞机、⽔下装置,⾼强度、质量轻的⾼压容器,壳体。
民⽤管道,贮罐,质轻,耐腐,费低。
形成缠绕⼯艺的两部分——空间技术及民⽤部分。
§6-2、缠绕规律§6-2-1、缠绕规律的内容由导丝头(绕丝嘴)和芯模的相对运动实现。
复合材料缠绕成型工艺流程

复合材料缠绕成型工艺流程英文回答:Composite materials winding molding process involves the use of continuous fibers, such as carbon fiber or glass fiber, which are impregnated with resin and wound onto a mandrel or mold in a specific pattern. This process allows for the creation of complex shapes and structures with high strength-to-weight ratios.The first step in the winding molding process is the preparation of the mandrel or mold. This involves cleaning and coating the surface to ensure proper adhesion of the composite material. The mandrel or mold is then mounted onto a winding machine.Next, the continuous fibers are impregnated with resin. This can be done using various methods, such as resin infusion or prepreg. Resin infusion involves placing dry fibers onto the mandrel or mold and then infusing them withliquid resin. Prepreg, on the other hand, involves pre-impregnating the fibers with resin before they are wound onto the mandrel or mold.Once the fibers are impregnated with resin, they are wound onto the mandrel or mold. This is typically done using a computer-controlled winding machine, which ensures precise placement and tension of the fibers. The fibers are wound in a specific pattern, such as helical or hoop winding, to achieve the desired strength and shape of the final product.After the winding process is complete, the composite material is cured. This involves subjecting the material to heat and pressure, which activates the resin and allows it to harden. The curing process can take several hours or even days, depending on the specific resin system used.Once the composite material is cured, it is removed from the mandrel or mold. This can be done by either releasing the mandrel or mold from the material, or by removing the material from the mandrel or mold. The finalproduct is then trimmed and finished to the desired specifications.In conclusion, the winding molding process for composite materials involves the preparation of the mandrel or mold, impregnation of the fibers with resin, winding of the fibers onto the mandrel or mold, curing of the composite material, and removal of the final product from the mandrel or mold. This process allows for the creation of complex shapes and structures with high strength-to-weight ratios.中文回答:复合材料缠绕成型工艺流程涉及使用连续纤维(如碳纤维或玻璃纤维)浸渍树脂,并按照特定的模式缠绕到芯轴或模具上。
复合材料成型工艺与设备第八章缠绕设备
在设备运行过程中,要时刻关注设备的运行状态,如发现异常应及 时停机检查。
每日结束检查
对设备进行全面检查,包括润滑、清洁、紧固等,确保设备处于良 好状态。
定期保养
每周保养
对设备进行全面清洁,检查紧固件是否松动,润滑各运动部位。
每月保养
对设备进行更深入的检查和维护,包括更换磨损件、检查电气系统 等。
每季度保养
对设备进行全面的检查和调整,确保设备处于最佳状态。
常见故障排除
1 2
设备启动不了
检查电源是否正常,各部件是否正常,如有问题 及时处理。
设备运行不稳定
检查设备各部件是否正常,如有问题及时处理。
3
设备出现异常声音
检查设备各部件是否正常,如有问题及时处理。
安全注意事项
操作前应穿戴好防护 用品,如防护眼镜、 手套等。
冷却装置
冷却装置是缠绕设备中的重要 组成部分,其作用是对加热后 的预浸料进行冷却,使其硬化 并具有所需的性能。
冷却装置通常采用水冷或风冷 方式,以实现高效、均匀的冷 却效果。
冷却装置内部通常配备有温度 控制装置,以保持预浸料在冷 却过程中的温度稳定,防止过 冷或不足。
冷却装置还配备有加热装置, 以便在冷却完成后对预浸料进 行再次加热,以调整其性能参 数。
04 缠绕设备操作流程
准备工作
01
02
03
检查设备
在开始操作前,应全面检 查缠绕设备的各个部件, 确保其处于正常工作状态。
清理现场
确保工作区域内无杂物, 保持整洁,以防止在操作 过程中发生意外。
准备材料
根据生产需要,准备好所 需的复合材料、胶液等原 材料,并确保其质量符合 要求。
启动设备
缠绕成型工艺

缠绕成型辅助设备(三)
(张力控制机构)
缠绕成型产品及应用
军工方面:航空、航天、导弹(发动机壳 体、高压容器、导弹发射筒等)。
1947年美国,生产F-84飞机的压缩空气瓶。 北极星A3导弹一、二级发动机壳体用 纤维缠绕玻璃钢取代合金钢,
质量减轻45%,射程由1600km增至4000km。 成本仅是钛合金的1/10。
微裂纹假说;(块状玻璃:40-100MPa, 直径3-9μm玻 纤:1500-4000MPa)
避免了布纹经纬交织点与短纤维末端的应力集中; 可以控制纤维的方向和数量,使产品实现等强度结构; 纤维含量高,可达70%以上。
(2)材料成本低(采用无捻粗纱,减少了纺织和其它
加工费用)
(3)生产效率高(可实现机械化、自动化操作)
缠绕规律
螺旋缠绕:又称测地线缠绕,芯模绕自身轴线匀速转动,导丝 头按一定的速比要求沿轴线方向往复运动。于是,芯模的筒身和 封头上就实现了交叉缠绕。其缠绕角一般为45°-70°。 螺旋缠绕的特点:
每条纤维都对应于极孔圆周上的一个切点,相同方向邻近纱 片之间相接而不相交,不同方向的纤维则相交。这样,当纤维均 匀缠满芯模表面时实际以构成了双层。
缠绕线型的分类: 环向缠绕 螺旋缠绕 纵向缠绕
缠绕线型的分类
环向缠绕:即沿芯模圆周方向的缠绕。缠绕时,芯模绕自 身轴线作匀速转动,导丝头在平行于轴线方向筒身区间运 动。芯模每转一周,导丝头移动一个纱片宽度,按此循环, 直至纱片布满芯模筒身段表面为止。 环向缠绕的特点:
缠绕只能在筒身段进行,不能缠封头。相邻纱片之间 相接而不相交,其缠绕角在85°~ 90°之间。
民用方面:化工、石油、环保、建筑等领 域的管道、贮罐等。
缠绕成型产品及应用
复合材料缠绕与编织的工艺流程和注意事项

复合材料缠绕与编织的工艺流程和注意事项下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、复合材料缠绕工艺流程:1. 原材料准备:根据设计要求选择合适的树脂、增强纤维(如碳纤维、玻璃纤维等)、填料等原材料。