活塞环的机械加工工艺规程设计
活塞环的生产工艺

活塞环的⽣产⼯艺活塞环是发动机的关键部件,其性能直接影响发动机的⼯作效率和使⽤寿命。
因此,⽣产⾼品质的活塞环对于保证发动机的性能⾄关重要。
本⽂将对活塞环的⽣产⼯艺进⾏详细的探讨。
⼀、原料准备活塞环⽣产的⾸要步骤是准备原材料。
通常,活塞环采⽤⾼碳钢、合⾦钢等材料制成,这些材料具有⾼强度、耐磨损和耐腐蚀的特性。
在原料准备阶段,需对原材料进⾏质量检查,确保其化学成分、⾦相组织和机械性能符合标准要求。
⼆、⽑坯制造活塞环的⽑坯制造可以采⽤不同的⽅法,如锻造、铸造和粉末冶⾦等。
根据材料和⼯艺要求,选择合适的⽑坯制造⽅法。
例如,对于⾼碳钢材料,通常采⽤锻造⼯艺制备⽑坯。
在⽑坯制造过程中,需严格控制⼯艺参数,确保⽑坯的尺⼨精度和内部质量。
三、热处理热处理是活塞环⽣产中的重要环节,其⽬的是调整材料的内部结构,提⾼其⼒学性能。
根据不同的材料和⼯艺要求,制定合理的热处理⼯艺,包括加热温度、保温时间和冷却⽅式等。
通过热处理,可以改善材料的硬度和耐磨性,提⾼活塞环的使⽤寿命。
四、切削加⼯切削加⼯是活塞环⽣产中的主要加⼯环节,通过⻋床、铣床、磨床等切削设备对⽑坯进⾏加⼯,得到所需的形状和尺⼨。
在切削加⼯过程中,应注重提⾼加⼯精度和降低表⾯粗糙度,这有助于减⼩摩擦阻⼒,降低活塞环与⽓缸壁之间的磨损。
同时,切削加⼯过程中产⽣的切屑应及时清理,以免影响产品质量。
五、表⾯处理活塞环的表⾯质量对其耐磨性和密封性能具有重要影响。
因此,在⽣产过程中需要进⾏表⾯处理。
常⻅的表⾯处理⽅法包括喷丸、抛光和镀层等。
喷丸处理通过喷涂⾼速钢丸打击表⾯,使表⾯形成⼀定程度的硬化层,从⽽提⾼其抗磨损能⼒。
抛光则是采⽤抛光布和抛光液对表⾯进⾏抛光处理,以获得光滑的表⾯质量。
对于⼀些特殊⽤途的活塞环,可能需要在表⾯进⾏镀层处理,例如镀铬、镀锌等,以提⾼其耐腐蚀性和耐磨性。
六、质量检测与包装在活塞环⽣产过程中,应定期进⾏质量检测,以确保产品质量符合要求。
检测项⽬包括尺⼨检查、外观检查、性能测试等。
活塞零件的机械加工工艺规程
题目:活塞零件的机械加工工艺规程及工艺装备设计一、设计题目活塞零件的工艺加工规程及工艺装备设计二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.绘制零件图1张2.毛坯图1张3.编制机械加工工艺过程综合卡片1套4.编制机械加工工艺卡片(仅编制所设计夹具对应的那道工序的机械加工工艺卡片)1套5.绘制夹具装配图(A0或A1)1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.编写课程设计说明书(约5000-8000字)。
1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,熟悉题目阶段。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的机械加工工艺卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具总装图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩五、指导教师评语摘要机械制造技术基础课程设计是我们在学完了大学的全部基础课、专业基础课以及专业课后进行的。
这是我们在进行毕业设计之前对所学的各科课程一次深入的综合性总复习,也是一次理论联系实际的训练。
因此,他在我们的大学四年生活中占有重要的地位。
我这次设计的是拨叉831003,有零件图、毛坯图、夹具装配图、夹具零件图各一张,机械加工工艺过程卡片和与所设计夹具对应那道工序的工序卡片各一张。
首先我们要熟悉零件,题目所给的零件是拨叉831003。
了解了拨叉的作用,接下来根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。
然后我们再根据定位基准先确定精基准,后确定粗基准,最后拟定拨叉的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
发动机活塞机械加工工艺规程及钻夹具设计(机械CAD图纸)

摘要机械加工工艺过程,是指用机械加工方法逐步改变毛坯的状态(形状、尺寸和表面质量),使之成为合格的零件所进行的全部过程。
发动机活塞的机械加工工艺是很典型的工艺过程。
活塞的机械加工工艺过程包括结构工艺性分析、毛坯的选择、基准的选择、加工余量的确定、工艺路线的拟定、工序尺寸及公差的确定和加工设备的选择等。
其中,加工余量的确定需遵守一定的原则,并通过查表和计算而得;简单的工序尺寸及其公差可以根据零件图而直接得到,但复杂的需通过尺寸链的计算而得;其他步骤的确定也得遵守一定的原则。
最后,要填写相关的工艺文件。
为了提高劳动生产率,保证加工质量和改善劳动条件,需要设计专用的夹具来加工。
机床夹具是用来准确、迅速地确定工件与机床、刀具间的相对位置的工艺装配。
在钻油孔工序中,设计了专用的钻夹具来进行加工。
钻夹具的设计是完成装夹机构、分度装置、操纵机构和夹具体的设计,以及如何将这些机构装配起来形成一个完整的装配的过程。
结构方案确定以后,绘制了主要的零件图和装配图。
关键词:活塞加工;工艺过程;夹具设计AbstractMechanical manufacturing process is all course carrying on of changing the state of the blank (the form, size and surface quality) with mechanical manufacturing method progressively, and making it become qualified products. The mechanical manufacturing process of the engine piston is a very typical process. The mechanical manufacturing process of the engine piston includes analysis of structure, choosing block, choosing standard , confirming process size and tolerance and choosing equipment, etc. . Among them, confirming the allowance of finish must meet certain principle by checking some table and computing; The size of simple working procedure and its tolerance obtain directly according to the detail drawing, but complex must through computing size chain; Other steps also must meet certain principle. Finally, fill in relevant files.In order to enhance the productivity, guarante the processing quality and improve working condition, needs to design the special-purpose fixture to process. The jig used on Machine tools is a tooling used to confirm work piece’s relative position with the machine tools and cutting tool exactly and rapidly. When drilling the oil hole, we design the special-purpose jig which used on drill. The process of designing jig used on drill includes designing fixture, indexing mechanism, handle mechanism, and fixture body, and how to fit them into a whole assemblage. After confirming structure plan, we should draw up the assembly drawing. This jig is simple, also the workingprocedure precision request is not very high, therefore does not have to carry on the precision analysis.Key words: piston ;process ;designing jig目录绪论 (1)第一部分发动机活塞机械加工工艺规程 (2)第1章工艺过程概述及其重要性 (2)1.1工艺过程概述 (2)1.1.1生产过程、工艺过程和工艺规程 (2)1.1.2机械加工工艺过程及其组成 (2)1.1.3设计工艺过程的基本要求 (3)1.1.4设计工艺过程的技术依据 (3)1.2工艺过程重要性 (4)第2章活塞加工基础知识 (5)2.1活塞功用和结构特点 (5)2.2活塞的技术要求 (7)2.3活塞的材料 (8)第3章活塞加工工艺规程的拟定 (9)3.1活塞的结构工艺性分析 (9)3.2毛坯的选择 (12)3.2.1毛坯选择原则 (12)3.2.2铝活塞毛坯的选择 (14)3.3定位基准的选择 (15)3.3.1工件的定位 (15)3.3.2基准的概念 (18)3.3.3定位基准选择的原则 (19)3.3.4活塞加工基准的选择 (19)3.4加工余量的确定 (21)3.4.1毛坯的加工余量 (21)3.4.2工序间的加工余量 (22)3.5加工工艺路线的拟定 (22)3.5.1表面加工方法的选择 (22)3.5.2加工阶段的划分 (25)3.5.3工序集中与工序分散 (26)3.5.4加工顺序的安排 (26)3.6工序尺寸及公差确定 (27)3.6.1简单的工序尺寸 (27)3.6.2尺寸链 (28)3.6.3活塞加工主要工序尺寸及其公差的确定 (30)3.7加工设备的选择 (32)第二部分钻油孔夹具的设计 (34)第1章机床夹具概述 (34)1.1机床夹具的定义及分类 (34)1.1.1机床夹具的定义 (34)1.1.2机床夹具的分类 (34)1.2机床夹具的功用和组成 (35)1.2.1功用 (35)1.2.2组成 (36)1.3夹具的设计特点和基本要求 (37)1.3.1夹具设计工作的特点 (37)1.3.2设计的基本要求 (37)1.4机床夹具在工艺系统中的地位 (38)第2章工件的装夹 (40)2.1装夹的定义 (40)2.2工件定位的原理 (40)2.3对定位元件的基本要求 (40)2.4定位基面和定位基面 (41)2.4.1工件以平面定位时的定位元件 (41)2.4.2工件以圆孔定位时的定位元件 (41)2.4.3工件以外圆柱面定位时的定位元件 (42)2.5夹紧装置的组成和基本要求 (42)2.6基本夹紧机构 (43)第3章夹具的其他装置 (44)3.1对刀装置 (44)3.1.1对刀装置的基本结构 (44)3.1.2对刀装置尺寸的确定 (44)3.2分度装置 (45)3.2.1分度装置的基本形式 (45)3.3靠模装置 (47)3.4夹具体 (47)3.4.1夹具体的结构形式 (47)3.4.2夹具体的毛坯类型 (47)3.4.3夹具体设计的基本要求 (48)第4章钻床夹具设计基础知识 (50)4.1钻模的结构类型和特点 (50)4.2钻床夹具设计要点 (51)4.2.1钻模类型的选择 (51)4.2.2钻模板的选择 (51)4.2.3钻套的选择与设计 (52)4.2.4支脚的设计 (53)第5章活塞机械加工过程中钻床专用夹具的设计 (54)5.1工件加工工艺分析 (54)5.2确定夹具的结构方案 (54)5.3绘制夹具总装配图 (56)5.4标注尺寸及技术要求 (57)5.5夹具精度分析 (58)结论 (59)致谢 (60)参考文献 (61)附录…………………………………………………………绪论制造业是国民经济的支柱产业。
活塞类零件机械加工工艺规程设计及夹具设计毕业设计论文
目录1引言(或绪论) (2)2零件加工工艺分析 (2)2.1定位基准的寻则与转换 (2)2.2工序的安排 (3)2.3加工余量的确定 (3)2.4影响加工余量的因素 (5)2.5工序尺寸及公差的确定 (6)2.6粗加工时零件的定位和夹紧分析 (7)2.7夹紧元件的选择和计算 (9)2.8夹紧力作用点的选择 (11)3活塞零件介绍与零件图 (11)3.1活塞的各个部分的作用 (12)4活塞的参数 (13)5毛坯的选择 (14)5.1铸件 (14)5.2毛坯选择的原则 (15)6定位基准的选择 (16)6.1加工方法和工艺路线的拟定 (16)7加工工艺卡与工序卡 (16)7.1加工工艺卡 (17)7.2加工工序卡 (18)8夹具的装配图和零件图 (19)结论 (21)致谢 (22)参考文献 (23)1 引言制造业是国民经济的重要基础,随着社会的发展和国民经济水平的提高,制造业也在不断的发展着,在20世纪的现代,尤其是机械制造方面,从重工业到轻工业—无论是在天上的飞机,还是海里的货轮,那一样可以在机械加工中忽略出来。
就在平常的生活中,机车,汽车,。
而今天要设计的活塞零件的加工,就是汽车以及机车制造的第一步序。
而在制造业中,零件是一切机械结构的基础,今天这里就要讲到,某种零件类的制造和加工。
以活塞类零件来说,具体的说活塞类零件可以说是轴类零件,因为一般的活塞多是以圆柱的形式与气缸配合,这样,第一,主要活塞好加工,第二,有利于活塞的配合。
活塞的种类很多,其中按传动介质分类,可以分气动活塞和液压活塞,而在下面的机械制造中,将要讲到的是一种气动活塞。
活塞在一个机械传动机构里面是一个不可或缺的零件。
例如,在汽车的气缸里,只要活塞这个零件稍微的一点磨损或者配合有间隙,那就会导致整个机构的瘫痪。
下面将要讲到气动活塞到底是怎么加工的,以及它的一些参数。
2 零件加工工艺的分析在拟定活塞零件加工工艺过程时,应该考虑下列一些工性问题。
活塞销加工工艺规程设计
活塞销加工工艺规程设计一、工艺概述活塞销是连接活塞和连杆的关键部件,其加工质量直接影响发动机的性能和寿命。
本工艺规程旨在通过合理的加工流程和严格的质量控制,保证活塞销的精度和表面质量。
二、加工设备1. 数控车床2. 磨床3. 铣床4. 攻丝机5. 磁力除铁机三、加工流程1. 原材料准备:选用Φ25mm优质钢材作为原材料,并进行切割。
2. 粗车:将原材料放入数控车床中,进行粗车加工。
粗车时应注意切削深度和进给速度,以保证尺寸精度和表面质量。
3. 热处理:对粗车后的活塞销进行热处理,提高其硬度和强度。
具体步骤为淬火-回火-冷却。
4. 精车:将经过热处理后的活塞销放入磨床中进行精密加工。
采用光滑刀具进行切削,并根据实际情况调整进给速度和转速。
5. 铣削:对精车后的活塞销进行铣削,使其表面光滑平整。
采用高速铣削,以保证加工效率和表面质量。
6. 攻丝:在活塞销的一端进行内螺纹加工,便于与连杆连接。
采用高速攻丝机进行加工。
7. 清洗:将加工好的活塞销放入磁力除铁机中清洗,去除表面的金属屑和铁屑。
8. 检验:对加工好的活塞销进行尺寸和表面质量检验。
符合要求的可以进行下一步操作。
四、质量控制1. 原材料要求:选用优质钢材作为原材料,并检查其外观和化学成分是否符合标准。
2. 加工精度控制:在各个环节中严格控制尺寸精度和表面质量,确保达到设计要求。
3. 热处理控制:热处理过程中应注意温度、时间等参数的控制,以保证硬度和强度达到标准。
4. 检验要求:对每个环节都进行严格检验,确保产品符合设计要求。
五、安全注意事项1. 操作人员必须穿戴好防护服和安全帽,避免发生意外伤害。
2. 加工过程中应注意机床的安全操作规程,确保操作人员的安全。
3. 热处理时应注意火源和气体泄漏等安全问题,以免发生火灾或爆炸等事故。
六、总结本工艺规程通过合理的加工流程和严格的质量控制,保证活塞销的精度和表面质量。
在实际加工过程中,操作人员必须严格按照规程执行,并注意安全事项。
05第四章活塞环的制造工艺
25
例如轴类零件一般用两个顶针孔作精基准; 圆盘类零件常用一个端面和一个短孔作精基 准;箱型零件一般用一个较大的平面或两个距离较远的孔作精基准。 采用基准统一原则有一系列的优点,它不但可以简化工艺过程的制定及统一夹具设计, 而且还可以避免因基准转换所带来的误差, 由于基准统一, 就可能在一次安装中加工更多的 表面。 c 选择精基准时,必须考虑定位准确、稳定,夹紧可靠,并使夹具的结构简单。 d 选择精基准时,有时还要遵循互为基准的原则。例如磨削精密齿轮时,为了保证齿面 硬度均匀,一般在齿面淬硬后,以齿面定位磨内孔,再以孔为基准磨齿面,以保证齿面余量 的均匀。 e 选择精基准时,有时还要遵循自为基准的原则。为了使加工余量少而均匀,有的精加 工工序就选择加工表面本身作为精基准, 而该加工表面与其他表面之间的位置精度则由前道 工序保证。 在实际选择基准的过程中,有时也会有这样的情况,即为了使夹具的结构简单,就放弃 了基准重合的要求。在选择定位基准时,必须根据具体情况定出最合理的定位基准。 4.4.2 活塞环的工艺规程 为了进行科学管理,将工艺过程的各项内容写成文件,用来指导生产和组织生产,工厂 的各种工艺规程是将有关内容编写成各种文件图纸和表格等形式来表达的, 这些文件统称为 工艺文件。 零件生产所用的工艺文件的种类很多,也没有统一的规定格式,由各工厂自行规定。主 要的工艺文件有工艺过程卡片、工序卡片、调整卡片、检验卡片等。 1 工艺过程卡片: 也称综合卡片或工艺流程卡片。 在卡片上规定了制造该零件所经过的 各个车间,经过的全部工艺过程。按照零件工艺过程的加工顺序列出所有的工序,表示零件 的生产路线。以及对每个工序所使用设备,工艺参数等作出简要说明,表示零件加工完整的 工艺过程。 在单件、小批生产中一般只用工艺过程卡。 2 工序卡片:这种卡片也称操作卡片,用来具体指导工人进行生产,这是为零件生产过 程中的每一道工序编写的, 是工艺过程卡上每一道工序的详细规定。 在工艺过程上绘有工序 简图,注明定位基准和加工表面的工序尺寸,光洁度、技术要求等,并分出工步的次序和内 容、切削规范和工时定额以及使用的设备工、夹、量、辅具的具体情况等。 对于大批量生产的零件和小批量生产的关键零件, 除了工艺卡片, 还要详细编制工艺装 备明细表。 3 调整卡片:对于在自动和半自动机床上完成的工序,往往不用工序卡片,而要编制调 整卡片,供机床操作人和调整人使用。 4 检验卡片:它是检查人员使用的主要文件,其中对检验对象、检验项目、检查方法及 使用检具均有具体规定。 零件加工完毕按检验卡检收。 对于成批大量产品, 一般需要检验卡。 活塞环加工工艺卡是活塞环加工中的必不可少的技术文件,是长期生产实践经验的总 结,是保证产品质量的法规。 4.5 活塞环一般工艺流程 活塞环的典型加工工艺如下:
活塞机械加工工艺及其夹具设计

活塞机械加工工艺及其夹具设计活塞机械加工工艺及其夹具设计活塞是内燃机的核心部件之一,而机械加工是制造活塞的必要工艺。
活塞必须要保证精度、质量,以及性能的可靠性。
所以,本文将介绍活塞机械加工工艺及夹具设计。
一、活塞机械加工工艺活塞的机械加工工艺包括以下几个方面:1.原材料的选择:活塞的原材料一般为高强度合金铝,其他材料比如铸铁、铜等也可以选择。
但是,由于活塞是汽缸内不断膨胀和收缩、润滑情况恶劣的零部件,因此对于其材料的选用具有很高的要求。
2.预处理:原材料在加工前必须先进行一些预处理,比如去除表面氧化层或去除杂质,这可以提高加工的精度和质量。
3.车削:活塞作为零部件,形状要求精度高,因此,在车削过程中需要控制加工的精度和表面质量,以保证后续磨削和抛光的顺利进行。
4.磨削:由于车削时难以保证表面的光洁度和平整度,因此需要进行磨削加工。
可以采用外圆磨削和内孔磨削两种方式,以改善表面粗糙度和平面度。
另外,还需要考虑磨削后活塞的尺寸和形状是否符合设计要求。
5.喷涂:活塞表面需要涂上高温抗腐蚀涂层,以保护活塞表面不受氧化和腐蚀的影响。
以上是活塞的基本机械加工工艺流程。
当然,不同的制造商可能会有不同的细节工艺。
二、活塞夹具的设计在活塞的机械加工过程中,活塞夹具是不可或缺的工具。
一个好的活塞夹具设计可以将活塞夹紧到一个特定的角度,从而保证加工精度和质量。
以下是活塞夹具设计需要考虑的因素:1.夹紧力:夹具需要夹紧到足够的力度,以充分保证加工过程的稳定性和精度。
2.夹紧方式:夹具的夹紧方式应该是可靠、方便和效率高的,比如盘式夹紧和夹具床式夹紧等。
3.定位精度:夹具的定位精度需要高,以保证活塞夹持在加工期间位置的稳定性。
4.适应性:不同尺寸和不同工件形态的活塞夹具要适应性强,可以灵活地进行调整和改变。
5.重复性:作为机械加工工具,活塞夹具的重复性需要保证,以消除由于夹紧力不均引发的误差。
总之,活塞的机械加工工艺是非常重要的,它直接关系到活塞质量和性能的可靠性。
活塞零件的机械加工工艺规程

活塞零件的机械加工工艺规程活塞是内燃机的重要部件之一,其机械加工工艺规程对于活塞的质量和性能具有重要影响。
下面将从活塞零件的材料选择、加工工艺流程、加工设备和工具选择等方面介绍活塞零件的机械加工工艺规程。
一、材料选择活塞零件的材料通常采用高强度铝合金,如Al-Si-Cu-Mg系列铝合金。
在选择材料时,应考虑到材料的强度、硬度、耐磨性、耐腐蚀性等因素,同时还要考虑到材料的可加工性和成本等因素。
二、加工工艺流程活塞零件的加工工艺流程通常包括以下几个步骤:1. 铸造成型:将铝合金熔化后,通过铸造成型的方式制造出活塞的初步形状。
2. 粗加工:将铸造成型后的活塞进行粗加工,包括车削、铣削、钻孔等工艺,以达到初步的尺寸和形状要求。
3. 热处理:将粗加工后的活塞进行热处理,以提高其强度和硬度等性能。
4. 精加工:将经过热处理的活塞进行精加工,包括车削、磨削、抛光等工艺,以达到最终的尺寸和形状要求。
5. 表面处理:对精加工后的活塞进行表面处理,包括喷涂、阳极氧化等工艺,以提高其耐磨性和耐腐蚀性等性能。
三、加工设备和工具选择1. 车床:活塞的车削加工通常采用数控车床进行,以保证加工精度和效率。
2. 铣床:活塞的铣削加工通常采用数控铣床进行,以保证加工精度和效率。
3. 磨床:活塞的磨削加工通常采用内圆磨床和平面磨床进行,以保证加工精度和表面质量。
4. 刀具:活塞的加工刀具通常采用硬质合金刀具和陶瓷刀具等高硬度刀具,以保证切削效率和切削质量。
总之,活塞零件的机械加工工艺规程对于活塞的质量和性能具有重要影响。
在加工过程中,应根据活塞零件的材料特性和加工要求,选择合适的加工工艺流程、加工设备和工具,以保证活塞的加工质量和性能。
活塞机械加工工艺规程及粗镗销孔夹具设计
目录目录 (1)1 对零件进行工艺分析 (3)1.1 活塞的作用 (3)1.2 活塞的结构特点 (3)1.3 活塞的主要技术条件分析 (4)1.3.1 活塞裙部外圆与气缸的配合 (4)1.3.2 活塞销的要求 (4)1.3.3 销孔(活塞的)的位置公差的要求 (4)1.3.4 活塞重量的要求 (4)2 6120活塞工艺规程的设计 (5)2.1 活塞的材料及毛坯的制造 (5)2.2 定位其面的选择 (5)2.3 制定工艺路线 (6)2.3.1 工艺路线方案一 (6)2.3.2 工艺路线方案二 (7)2.3.3 工艺方案的比较与分析 (8)2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 (11)2.4.1 止口的加工余量 (11)2.4.2 端面及顶面的加工余量 (12)2.4.3 销孔的加工余量 (12)2.4.4 外圆的加工余量 (12)2.5 重点工序的加工说明 (12)2.5.1 止口的加工 (12)2.5.2 环槽的加工 (14)2.5.3 裙部外圆的精加工 (14)2.5.4 销孔的精加工 (14)2.6 确定切削用量及基本工时. (重点工序) (15)2.6.1 加工条件 (15)2.6.2 计算切削用量 (16)2.6.3 基本工时 (16)2.7 活塞的检验 (16)2.7.1 裙部直径和椭圆度的测量 (17)2.7.2 销孔轴线与裙部轴心线的测量 (18)2.7.3 销孔轴心线对裙部轴心线的垂直度的测量 (19)3 夹具的设计 (20)───粗镗销孔夹具 (20)3.1 问题的提出 (20)3.2 夹具的设计 (20)3.3切削力和夹紧力的计算和校核 (22)3.3.1切削力 (22)3.3.2 夹紧力 (23)4 参考文献 (25)致谢 (26)附录 (27)1 对零件进行工艺分析1.1 活塞的作用由于柴油的物理化学特性,所以柴油机的构造是一个非常复杂的系统。
而油缸就是这个系统中一个很关键的部位,对整个动力系统起着决定性影响,在某种意义来说它是柴油机里面的“心脏”。
活塞的机械加工工艺及夹具设计
活塞的机械加工工艺及夹具设计活塞是一种常见的机械零件,广泛应用于内燃机、液压泵、空压机等设备中。
为了保证活塞的精度和质量,需要借助机械加工工艺和夹具设计。
首先,活塞的机械加工工艺包括以下几个步骤:1. 材料准备:选择适当的材料,例如铸铁、铝合金等,根据活塞的要求和使用环境来确定。
2. 铸造或锻造:根据活塞的大小和形状要求,选择合适的工艺来进行材料的铸造或锻造,以获取初始形状。
3. 粗加工:根据活塞的设计图纸,利用铣床、车床等机械设备进行粗加工,包括车削、铣削、切割等操作,将活塞加工至近似形状。
4. 热处理:对粗加工后的活塞进行热处理,包括淬火、回火等工艺,以增强活塞的硬度和耐磨性。
5. 精加工:利用磨床、镗床等设备进行精细加工,包括磨削、镗孔等操作,以达到活塞设计要求的尺寸和平滑度。
6. 表面处理:根据活塞的使用要求,进行表面处理,如镀铬、镀镍等,以提高活塞的耐腐蚀性和装配性。
夹具设计是活塞加工工艺中不可或缺的一环。
夹具的设计需要考虑以下几个要点:1. 稳定性:夹具的设计应具有足够的稳定性,能够确保活塞在加工过程中不产生位移或摆动,以保证加工精度。
2. 定位精度:夹具应能够准确地定位活塞,使其在加工过程中达到设计要求的尺寸和形状。
3. 刚性:夹具的构造应具有足够的刚性,以保证在加工过程中不发生变形或振动,影响活塞的加工质量。
4. 操作性:夹具应具有良好的操作性,方便夹紧和解放活塞,提高生产效率。
5. 耐用性:夹具应选用耐磨、耐腐蚀的材料,确保使用寿命长,减少更换和维修次数。
综上所述,活塞的机械加工工艺及夹具设计对于活塞的质量和精度至关重要。
通过合理的加工工艺和夹具设计,可以提高活塞的加工效率和质量,满足使用要求。
在活塞的机械加工工艺中,精加工是非常重要的步骤。
精加工的目的是通过磨削、镗孔等操作来达到活塞设计要求的尺寸和平滑度。
下面我们将详细介绍一些常用的精加工工艺。
磨床是一种常用的精加工设备,可用于加工活塞的外圆和端面。
活塞环加工工艺过程

活塞环加工工艺过程
嘿,朋友们!今天咱就来讲讲活塞环加工工艺过程,这可是个很有意思的事儿呢!
你想想看,那活塞环就像是发动机里的小卫士,默默守护着发动机的正常运转。
要把它制造出来,那可得经过一系列精细的步骤。
首先得有合适的材料吧,就像厨师做菜得有好食材一样。
这材料可得精挑细选,得有足够的强度和耐磨性。
然后呢,就是加工啦!
加工的第一步就像是给小卫士塑形,把材料变成活塞环的大致形状。
这可不是随便弄弄就行的,得精确到毫米级别呢!不然怎么能和发动机完美配合呀。
接下来,就是各种打磨、修整,就像给小卫士精心打扮一样。
把那些粗糙的地方都磨平,让它变得光滑又漂亮。
在这个过程中,可不能马虎哦!要是有一点点差错,那这活塞环可能就没法好好工作啦。
你说,这像不像我们做事情,得认真仔细,不能有丝毫懈怠?
然后还有很关键的一环,就是检测。
这就好比给小卫士做体检,看看它是不是健康强壮。
只有通过了严格检测的活塞环,才有资格进入发动机这个大舞台,发挥它的作用呀。
你说这活塞环加工工艺是不是很神奇?从一块普通的材料,经过这么多道工序,最后变成了守护发动机的重要部件。
咱再想想,生活中很多事情不也是这样吗?看似简单的成果背后,往往都有着复杂的过程和辛勤的付出。
就像我们想要取得好成绩,那得付出多少努力和汗水呀!
所以啊,可别小看了这活塞环加工工艺,它里面蕴含着的可是大大的智慧和努力呢!让我们一起为这些制造活塞环的工匠们点赞吧,他们真的太了不起啦!这就是我对活塞环加工工艺过程的看法,朋友们,你们觉得呢?。
活塞的机械加工工艺设计规程设计
活塞的机械加工工艺设计规程设计活塞是内燃机的关键零部件之一,其质量和精度对发动机的运行和性能都有很大影响。
为了确保活塞的质量和性能,需要进行机械加工工艺设计规程的设计。
1.活塞的机械加工工艺设计规程包括以下内容:(1)活塞的加工工艺流程:活塞的加工工艺应包括铸造、锻造、机械加工等环节。
规程应包含整个加工过程的流程图和每个环节的具体工艺要求。
(2)活塞的机械加工工艺参数:活塞的机械加工工艺参数包括加工顺序、切削刃数、切削速度、进给量、工艺装备等。
这些参数的设计应考虑到活塞材料的性质和加工难易程度,以及加工后的尺寸和表面粗糙度要求等。
(3)活塞的检测和测量方法:规程应明确活塞的检测和测量方法,包括尺寸、形状、表面光洁度等方面的测量要求和方法。
(4)活塞的调试和改进方法:活塞加工后需要进行调试和改进,以确保活塞的质量和性能。
规程应包括相应的调试和改进方法和要求。
2.活塞的机械加工工艺设计规程的设计要注意以下几点:(1)活塞材料的选择:活塞通常采用高强度铝合金材料,规程应明确活塞材料的选择要求,并考虑到活塞的工作环境和负荷,以确保材料的强度和耐磨性能。
(2)加工过程的控制:加工过程的控制是确保活塞质量的关键。
规程应包括对每个加工环节的工艺要求,以及工艺参数的控制方法,以确保加工过程的稳定性和一致性。
(3)活塞尺寸和表面粗糙度的要求:活塞的尺寸和表面粗糙度对于活塞的密封性能和摩擦性能有很大影响。
规程应明确活塞尺寸和表面粗糙度的要求,以及相应的检测和测量方法。
(4)工艺装备和工装的选择:工艺装备和工装的选择直接影响到活塞的加工效率和质量。
规程应明确工艺装备和工装的选择要求,以确保加工过程的稳定性和高效性。
机械加工工艺设计规程的制定对于提高活塞的加工质量和效率具有重要意义。
规程的设计应综合考虑活塞材料、加工过程和工艺装备等因素,以确保活塞的质量和性能达到要求。
同时,规程的严格执行和监督也是保证规程有效性的关键。
活塞的机械加工工艺规程设计说明

目录1.零件的分析 (1)1.1零件的作用 (1)1.2.零件的工艺分析及其技术要求 (1)2.工艺规程设计 (3)2.1. 确定毛坯的制造形式及毛坯尺寸确定的 (3)2.2. 基面的选择 (4)2.3. 制定工艺路线 (5)2.4. 机械加工余量、工序尺寸 (6)2.5. 确定切削用量及基本工时 (8)总结 (13)参考文献 (14)1.零件的分析1.1零件的作用活塞是曲柄连杆机构中的重要零件之一,是发动机的心脏,它主要有三个作用。
第一是使发动机作功;第二是密封,它能使发动机活塞顶以上的空间保持密封,使发动机能连续工作;第三是传热,它能将发动机点燃爆发时的高温传给气缸,再由气缸壁外侧水套的循环水将热量带走。
1.2.零件的工艺分析及其技术要求图1-1零件图1.2.1.零件的工艺分析1)时效处理是为了消除铸件的应力,第二次时效处理是为了消除粗加工和铸件残余应力。
以保证加工质量。
2)活塞环槽的加工,分粗加工和精加工,这样可以减少切削力对环形槽尺寸的影响,以保证加工质量。
3)活塞环槽的加工,装夹方法可采用心轴,在批量时可提高生产效率,保证质量。
4)活塞环槽mm 02.008+尺寸检验,采用片塞规进行检查,片塞规分为通端和止端两种。
片塞规具有综合检测功能,即能检查尺寸精度,同时也可以检查环槽两面是否平行,如不平行,片塞规在环槽不能平滑移动。
5)活塞环侧面与mm 034.0080+Φ轴心线的垂直度检验,可采用心轴装夹工件,再将心轴装夹在两顶尖之间,这时转动心轴,用杠杆百分表测每一环槽的两个侧面,所测读数最大与最小差值,即为垂直度误差。
6)活塞外圆008.0134-Φmm 与034.0080+Φmm 轴心线的同轴度检验,可采用心轴装夹工件,再将心轴装夹在两顶尖之间,这时转动心轴,用百分表测出活塞外圆跳动的读数最大与最小差值,即为同轴度误差。
1.2.2.零件的技术要求(1)活塞环槽侧面与034.0080+Φmm 轴心线的垂直度公差为0.02mm ; (2)活塞外圆008.0134-Φmm 与034.0080+Φmm 轴心线的同轴度公差为0.04mm ; (3) 左右两端90Φmm 端面与034.0080+Φmm 轴心线的同轴度公差为0.02mm ;(4) 由于活塞环槽与活塞环配合精度要求较高,所以活塞环槽加工精度相对要求较高;(5) 活塞上环槽02.008+入口处的倒角为0451⨯;(6) 材料HT200,铸造后时效处理; (7)未注明倒角0451⨯。
活塞零件的机械加工工艺规程
活塞零件的机械加工工艺规程活塞是内燃机中的重要部件,其质量和性能直接影响着发动机的工作效率和寿命。
活塞零件的加工工艺规程是保证活塞零件质量和性能的重要保障,本文将从加工前的准备工作、加工工序、质量控制等方面详细介绍活塞零件的机械加工工艺规程。
二、加工前的准备工作1.材料选用:活塞零件材料应选用高强度、高耐热的金属材料,如铝合金、锻钢等。
2.工艺设计:根据活塞零件的结构尺寸和要求,设计出合理的工艺路线和加工方案。
3.机床选择:根据活塞零件的加工难度和数量,选择适合的加工设备,如数控车床、数控铣床等。
4.刀具选择:根据加工工艺和材料特性,选择合适的切削工具和刀具。
5.工装夹具设计:根据加工要求和工艺路线,设计合理的夹具和定位装置,以保证加工精度和一致性。
三、加工工序1.粗加工:根据工艺路线,将材料切割成粗坯,然后进行车削、铣削等粗加工工序,以将粗坯加工成逐渐接近活塞零件净尺寸的形状。
2.精加工:在进行精加工工序之前,需要先进行热处理和表面处理等工艺处理,以保证活塞零件的机械性能和耐腐蚀性能。
然后进行车削、铣削、钻孔、螺纹等精加工工序,以将活塞零件加工成最终的净尺寸和形状。
3.表面处理:最后进行表面处理工序,如抛光、喷涂等,以提高活塞零件的表面光洁度和美观度。
四、质量控制1.尺寸精度控制:通过使用精密测量仪器和专业的测量方法,对加工后的活塞零件的尺寸进行严格的检测和控制,以保证零件的尺寸精度和一致性。
2.表面质量控制:对加工后的活塞零件的表面进行质量检测,如表面光洁度、平整度、无损伤等,以保证零件表面质量。
3.机械性能控制:通过对加工后的活塞零件进行拉伸试验、硬度测试等,以验证零件的机械性能是否符合要求。
4.工艺记录和管理:对加工过程中的各个环节进行记录和管理,以便后续追溯和分析问题。
五、总结活塞零件的机械加工工艺规程是保证活塞零件质量和性能的重要保障,需要在加工前进行充分的准备工作,严格控制加工工序和质量控制,以保证活塞零件的机械性能和耐用性。
活塞的机械加工工艺规程设计
目录1.零件的分析 (1)1.1零件的作用 (1)1.2.零件的工艺分析及其技术要求 (1)2.工艺规程设计 (3)2.1. 确定毛坯的制造形式及毛坯尺寸确定的 (3)2.2. 基面的选择 (4)2.3. 制定工艺路线 (5)2.4. 机械加工余量、工序尺寸 (6)2.5. 确定切削用量及基本工时 (8)总结 (13)参考文献 (14)1.零件的分析1.1零件的作用活塞是曲柄连杆机构中的重要零件之一;是发动机的心脏;它主要有三个作用..第一是使发动机作功;第二是密封;它能使发动机内活塞顶以上的空间保持密封;使发动机能连续工作;第三是传热;它能将发动机点燃爆发时的高温传给气缸;再由气缸壁外侧水套内的循环水将热量带走..1.2.零件的工艺分析及其技术要求图1-1零件图1时效处理是为了消除铸件的内应力;第二次时效处理是为了消除粗加工和铸件残余应力..以保证加工质量..2活塞环槽的加工;分粗加工和精加工;这样可以减少切削力对环形槽尺寸的影响;以保证加工质量..3活塞环槽的加工;装夹方法可采用心轴;在批量时可提高生产效率;保证质量..4活塞环槽mm 02.008+尺寸检验;采用片塞规进行检查;片塞规分为通端和止端两种..片塞规具有综合检测功能;即能检查尺寸精度;同时也可以检查环槽两面是否平行;如不平行;片塞规在环槽内不能平滑移动..5活塞环侧面与mm 034.0080+Φ轴心线的垂直度检验;可采用心轴装夹工件;再将心轴装夹在两顶尖之间;这时转动心轴;用杠杆百分表测每一环槽的两个侧面;所测读数最大与最小差值;即为垂直度误差..6活塞外圆008.0134-Φmm 与034.0080+Φmm 轴心线的同轴度检验;可采用心轴装夹工件;再将心轴装夹在两顶尖之间;这时转动心轴;用百分表测出活塞外圆跳动的读数最大与最小差值;即为同轴度误差..1活塞环槽侧面与034.0080+Φmm 轴心线的垂直度公差为0.02mm ;2活塞外圆008.0134-Φmm 与034.0080+Φmm 轴心线的同轴度公差为0.04mm ; 3 左右两端90Φmm 内端面与034.0080+Φmm 轴心线的同轴度公差为0.02mm ;4 由于活塞环槽与活塞环配合精度要求较高;所以活塞环槽加工精度相对要求较高;5 活塞上环槽02.008+入口处的倒角为0451⨯;6 材料HT200;铸造后时效处理;7未注明倒角0451⨯..2. 工艺规程设计2.1.毛坯的选择因为活塞对耐磨性和强度要求较高;其精度对车床的加工精度有很大影响;所以要选用材料为HT200;有导热性好、重量轻、易加工等优点..为了克服铸造缺陷;获得优秀的毛坯;采用压铸制造;在机加工以前先切去浇冒口;然后进行热处理.. 材料为HT200;精度等级在8-10之间;取IT=3.6mm;尺寸公差等级为10;加工余量在3-4之间;加工余量等级为G ;即毛坯的尺寸为mm mm 139142⨯Φ..1调质处理硬度为28~32HRC;以改善切削加工性能;为切削加工做准备..2零件左侧局部外圆要求有较高硬度和耐磨性;故需淬火处理;要求硬度达到45~50HRC..3材料为HT200;未注圆角1×45°..2.2. 基面的选择由于毛坯的精度较高;所以毛坯的外表面、内圆及顶面可直接作为粗基准;如粗车外圆、环槽、顶部、裙部及端面..由于液态模锻后的毛坯内孔与外圆的同轴度及内孔、外圆对内顶面的垂直度误差均较小;因此;车削后顶部及裙部的壁厚均匀;可为以后的半精加工及精加工留有较均匀的余量..活塞属薄壁筒形零件;径向刚度很差;而主要表面尺寸精度及个主要表面之间的位置精度要求又较高;所以在产品设计时就针对活塞的结构特点;设计了专供加工时定位用的辅助精基准——止口内孔及端面..在回油槽、外圆、环槽、顶面等加工时;就采用了该精基准定位..这不仅符合“基准统一”和“工序集中”原则;而且便于轴向夹紧;可采用一套夹具即可..该零件图中较多尺寸及形位公差是以内孔及端面为设计基准的..因此;采用先加工内孔;然后以内孔为精基准加工外圆..根据各加工表面的基准如下表所示:1 选择外圆表面作为粗基准定位加工孔;为后续工序加工出精基准;这样使外圆加工时的余量均匀;避免后续加工精度受到“误差复印”的影响..2 选择孔作为精基准;这样能在一次装夹中把大多数外圆表面加工出来;有利于保证加工面间相互位置精度..表2-1加工表面的基准2.3.制定工艺路线制定加工方案的一般原则为:先粗后精;先近后远;先外后内;程序段最少;走刀路线最短以及特殊情况特殊处理..制定工艺路线要保证加工质量;提高生产效率;降低成本..根据生产类型是成批生产;零件的几何形状、尺寸精度及位置精度等技术要求;以及加工方法所能达到的经济精度;在生产纲领已确定的情况下;可以考虑采用专用机床配以专用夹具;并尽量使工序集中来提高生产效率..除此之外;还应当考虑经济效果;以便使生产成本尽量下降..拟定加工路线如下:2.4. 机械加工余量、工序尺寸加工余量可采用查表修正法确定;确定工序尺寸的一般加工方法是;由加工表面的最后工序往前一步推算;最后工序的工序尺寸按零件图样的要求标注..当无基准转换时;同一表面多次加工的工序尺寸只与工序或工步的加工余量有关..当基准不重合时;工序尺寸用工艺尺寸链解算..中间工序尺寸按“单向、入体”原则标注;但毛坯和孔心距尺寸公差带一般去双向对称布置..中间工序尺寸的公差可以从相应的加工经济精度表中查得..1. 活塞mm 034.0080+Φ内孔工序5和10的加工余量、工序尺寸及其公差的确定按照粗车→精车加工方案;查阅加工余量手册;有粗车余量Zj=6mm 、精车余量Zj=4mm ;查机械制造技术基础课程设计指导教程第四章各个表;确定各工序尺寸的加工精度等级和表面粗糙度为;粗车:IT12;Ra 为1.6m μ、精车:IT7;Ra 为12m μ;根据上诉结果;再查标准公差数值表可确定各公步的公差值分别为;粗车;0.3mm 、精车:0.034mm..综上所述;该工序加工该定位孔各工步的工序尺寸及公差分别为;粗车mm 3.0076+Φ、精车mm 034.0080+Φ..2. 活塞外圆表面008.0134-Φmm 工序5、6、9、10和11的加工余量、工序尺寸及公差的确定按照粗车→半精车→精车的加工方案;查阅机械加工余量手册;有工序间的余量:粗车余量Zj=4mm 、半精车余量Zj=2.5mm 、精车余量Zj=1.5mm..查机械制造技术基础课程设计指导教程第四章各个表;确定各工序尺寸的加工精度等级和表面粗糙度分别为;粗车:IT12;Ra12.5、半精车IT10;Ra5、精车:IT7;Ra3.5..综上所述;该工序加工各工步的工序尺寸及公差分别为:粗车mm 04.0138-Φ、半精车mm 016.05.135-Φ、精车mm 008.0134-Φ..3.活塞mm 02.008+槽工序9和11的加工余量、工序尺寸及公差的确定按照半精车→精车的加工方案;查阅机械加工余量手册;有工序间的余量:半精车余量Zj=1mm 、精车余量Zj=2mm..查机械制造技术基础课程设计指导教程第四章各个表;确定各工序尺寸的加工精度等级和粗糙度分别为;半精车IT10;Ra3.2、精车:IT7;Ra1.6..综上所述;该工序加工各工步的工序尺寸及公差分别为:半精车mm 048.006+、精车mm 02.008+..4.活塞凹槽mm mm 890⨯Φ工序9、10和11的加工余量、工序尺寸及公差的确定按照半精车→精车的加工方案;查阅机械加工余量手册;有工序间的余量:半精车余量Zj=1mm 精车余量Zj=1mm..查机械制造技术基础课程设计指导教程第四章各个表;确定各工序尺寸的加工精度等级为:半精车:IT10、精车:IT7..综上所述;该工序加工各工步的工序尺寸及公差分别为:半精车mm 789⨯Φ、精车mm 890⨯Φ..5.车中间环槽mm mm 01.012440-Φ⨯工序11的加工余量、工序尺寸及公差的确定按照精车的加工方案;查阅机械加工余量手册;有工序间的余量:精车余量Zj=2mm..查机械制造技术基础课程设计指导教程第四章各个表;确定各工序尺寸的加工精度等级为精车:IT7..综上所述;该工序加工工步的工序尺寸及公差为精车mm mm 01.012440-Φ⨯..2.5. 确定切削用量及基本工时在车床上加工的工序;一般都用硬质合金车刀和镗刀;加工灰铸铁零件采用YG 型硬质合金;粗加工用YG6;半精加工用YG8;精加工用YG10;切槽宜用高速钢1.工序51粗车内孔至mm 76Φ1选择刀具:选用45°弯头车刀;2确定切削用量a. 确定背吃刀量:粗车内孔至mm 76Φ的余量为6mm;所以一次走刀完成即ap1=3mm..b. 确定进给量f :查切削用量简明手册:加工材料HT200、车刀刀杆尺寸为16×25mm 、工件直径70mm 、切削深度ap=3mm;则进给量为0.6~08mm/r..再根据C6140车床说明书;取进给量f =0.6mm/r..c. 确定切削速度Vc :查切削手册表1.27和1.28;查得C v =158;x v =0.15;y v =0.4;m=0.2;修正系数K Mv =1;K sv =0.5;K krv =1;K tv =1;刀具寿命为T=60min..V c = C v /T m a p x v f y v K v=158×1×1×1×0.5/600.2×30.15×0.60.4=37m/mind. 确定机床转速n:n=1000V c/πd w=1000×37/3.14×76=155r/min按机床说明书见工艺手册见表4.2-8得相近的机床转速为200r/min;所以实际切削速度为48m/min..2粗车端面见平1选择刀具:选用45°端面车刀2确定切削用量a. 确定背吃刀量:粗车端面见平加工余量为2mm;所以一次走刀完成即ap1=2mm..b. 确定进给量f:查切削用量简明手册:加工材料HT200、车刀刀杆尺寸为16×25mm、工件直径142mm、切削深度ap=2mm;则进给量为0.8~1mm/r..再根据C6140车床说明书见切削手册取进给量f =1mm/r..c. 确定切削速度Vc:查切削手册表1.27和1.28;查得C v=158;x v=0.15;y v=0.4;m=0.2;修正系数K Mv=1;K sv=0.5;K krv=1;K tv=1;刀具寿命为T=60min..V c= C v/T m a p x v f y v K v=158×1×1×1×0.5/600.2×20.15×10.4=32m/mind. 确定机床转速n:n=1000V c/πd w=1000×32/3.14×142=71.8r/min按机床说明书见工艺手册见表4.2-8得相近的机床转速为80r/min;所以实际切削速度为35.7m/min..3粗车外圆1选择刀具:选用90°外圆车刀2确定切削用量a. 确定背吃刀量:粗车外圆mm的余量为4mm;所以一次走刀完成即138ap1=2mm..b. 确定进给量f:查切削用量简明手册:加工材料HT200、车刀刀杆尺寸为16×25mm、工件直径142mm、切削深度ap=2mm;则进给量为0.8~1.2mm/r..再根据C6140车床说明书见切削手册取进给量f=0.8mm/r..c. 确定切削速度Vc:查切削手册表1.27和1.28;查得C v=158;x v=0.15;y v=0.4;m=0.2;修正系数K Mv=1;K sv=0.5;K krv=0.73;K tv=1;刀具寿命为T=60min..V c= C v/T m a p x v f y v K v=158×1×1×0.73×0.5/600.2×20.15×0.80.4=26m/mind. 确定机床转速n:n=1000V c/πd w=1000×26/3.14×142=58r/min按机床说明书见工艺手册见表4.2-8得相近的机床转速为100r/min;所以实际切削速度为44.7m/min..2.工序71半精车外圆至φ135.5mm1选择刀具:选用90°外圆车刀;2确定切削用量a. 确定背吃刀量:半精车外圆至φ135.5mm的余量为1.5mm;所以一次走刀完成即ap1=0.75mm..b. 确定进给量f:查切削用量简明手册:加工材料HT200、车刀刀杆尺寸为16×25mm、工件直径138mm、切削深度ap=0.75mm;则进给量为0.8~1.4mm/r..再根据C6140车床说明书见切削手册取进给量f =0.8mm/r..c. 确定切削速度Vc:查切削手册表1.27和1.28;查得C v=158;x v=0.15;y v=0.4;m=0.2;修正系数K Mv=1;K sv=0.6;K krv=1;K tv=0.83;刀具寿命为T=60min..V c= C v/T m a p x v f y v K v=158×1×1×0.83×0.6/600.2×0.750.15×0.80.4=39.2m/mind. 确定机床转速n:n=1000V c/πd w=1000×39.2/3.14×138=90.5r/min按机床说明书见工艺手册见表4.2-8得相近的机床转速为200r/min;所以实际切削速度为86.7m/min..2半精车切槽8mm至6mm;并至φ115.5mm1选择刀具:车槽刀;2确定切削用量a. 确定背吃刀量:半精车切槽8mm至6mm;的余量为1mm;所以一次走刀完成即ap1=0.5mm..b. 确定进给量f:查切削用量简明手册取进给量f =0.3mm/r..c. 确定切削速度Vc:查切削手册表1.27和1.28;查得C v=158;x v=0.15;y v=0.4;m=0.2;修正系数K Mv=1;K sv=0.6;K krv=1;K tv=0.83;刀具寿命为T=60min..V c= C v/T m a p x v f y v K v=158×1×1×0.83×0.6/600.2×0.50.15×0.80.4=42.3m/mind. 确定机床转速n:n=1000V c/πd w=1000×42.3/3.14×138=97.6r/min按机床说明书见工艺手册见表4.2-8得相近的机床转速为160r/min;所以实际切削速度为69.4m/min..其余工序的计算过程与工序5的方法大致相同.总结为期一周的课程设计已经接近尾声;回顾整个过程;我们组共同努力;不断的查阅资料并和同学们积极地探讨;使理论与实践更加接近;加深了理论知识的理解;强化了生产实习中的感性认识..通过此次设计;使我们基本掌握了零件的加工过程分析、工艺文件的编制等..学会了查相关手册、选择使用工艺装备等等..总的来说;这次设计;使我们在基本理论的综合运用及正确解决实际问题等方面得到了一次较好的训练..提高了我们的思考、解决问题创新设计的能力;为以后的设计工作打下了较好的基础..由于能力所限;设计中还有许多不足之处;恳请各位老师、同学们批评指正参考文献1刘长青.机械制造课程技术指导.武汉:华中科技大学出版社2孟少农.机械加工工艺手册.北京:机械工业为出版社;19923陆同.机械制造常用资料及新旧标准对照手册. 北京:机械工业出社4赵瑾.互换性与测量技术技术基础. 武汉:华中科技大学出版社;2000 5周泽华.金属切削理论;北京:机械工业出版社;19926陆剑中.金属切削原理与刀具.北京:机械工业出版社;20137陈明.机械制造工艺学.机械工业出版社.北京:机械工业出版社;2012 8赵家齐.机械制造工艺学课程设计指导书.北京:机械工业出版社;2000 9艾星、肖诗纲.切削用量简明手册.北京:机械工业出版社;199410李益民.机械制造工艺学设计简明手册.武汉:哈尔滨出版社11黄健求.机械制造技术基础.北京:机械工业出版社;201112王绍俊主编.机械制造工艺设计手册.北京:机械工业出版社;1984 13李名望.机床夹具设计实例教程.北京:化学工业出版社;200914成大先.机械设计手册.北京:化学工业出版社;199915陈立德.机械制造装备设计课程设计.北京:高等教育出版社;2010。
汽车制造工艺学课程设计活塞零件的机械加工工艺规程的编制
械与电子工程学院汽车制造工艺学课程设计课程名称:汽车制造工艺学设计课题:活塞零件的机械加工工艺规程的编制序言本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
活塞加工工艺规程及其夹具设计是包括零件加工的工艺设计、工序设计和专用夹具的设计三部份。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺线路;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件和其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足的地方,并在以后设计中注意改良。
关键词:工艺、工序、切削用量、夹紧、定位、误差。
目录序言 (3)一. 零件分析 (4)零件作用 (4)零件的工艺分析 (5)二. 工艺规程设计 (6)肯定毛坯的制造形式 (6)基面的选择 (7)制定工艺线路 (10)机械加工余量、工序尺寸及毛坯尺寸的肯定 (11)肯定切削用量及大体工时 (13)三夹具设计 (16)问题的提出 (16)定位基准的选择 (17)定位误差分析 (19)夹具设计及操作简要说明 (20)总结 (21)参考文献 (22)(附)机械加工工艺进程卡片 *1套机械加工工序卡片 *1套绪论我国的汽车行业正在飞速发展,汽车的动力部份也在不断改良,内燃机作为一种可移动的动力源已普遍应用于生产和生活的各个领域。
活塞是内燃机的关键零件,其结构复杂,加工工序多。
目前,国内活塞行业所用加工机床除引进外,大多为国产通用机床或在此基础上进行较为简易改造的设备,一条生产线一般由17-20台设备组成,采用粗放型生产方式,设备精度低,工件需多次装夹定位,加工进程积累误差大,工件精度低、稳定性差、废品率高、劳动生产率低,生产现状和设备远远不能知足市场竞争的需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造工艺学课程设计班级 B120231姓名王志强学号 B********2014 年 03 月 14 日课程设计任务书机械工程系机械设计制造及其自动化专业学生姓名王志强班级 B120231 学号 B12023118 课程名称:机械制造工艺学设计题目:活塞环的机械加工工艺规程设计设计内容:1.产品零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1份4.机械加工工艺工序卡片1份5.课程设计说明书1份设计要求:大批生产设计(论文)开始日期 2014 年 03 月 03 日设计(论文)完成日期 2014 年 03 月 07 日指导老师邹聆昊课程设计评语机械工程系机械设计制造及其自动化专业学生姓名王志强班级 B120231 学号 B12023118 课程名称:机械制造工艺学设计题目:活塞环的机械加工工艺规程设计课程设计篇幅:图纸共 2 张说明书共 16 页指导老师评语:年月日指导老师目录1.零件的分析 (1)1.1.零件的作用 (1)1.2.零件的工艺分析 (1)1.2.1.零件图样分析 (2)1.2.2.零件的技术要求 (3)2.工艺规程设计 (4)2.1.确定毛坯的制造形式 (4)2.2.基面的选择 (5)2.3.制定工艺路线 (6)2.4.机械加工余量、工序尺寸及毛坯尺寸的确定 (7)2.5.确定切削用量及基本工时 (8)总结 (11)参考文献 (12)附表A1-A4:机械加工工艺过程综合卡片附表B1-B9:机械加工工艺(工序)卡片1. 零件的分析1.1.零件的作用活塞环作用包括密封、调节机油(控油)、导热(传热)、导向(支承)四个作用。
密封:指密封燃气,不让燃烧室的气体漏到曲轴箱,把气体的泄漏量控制在最低限度,提高热效率。
漏气不仅会使发动机的动力下降,而且会使机油变质,这是气环的主要任务;调节机油(控油):把气缸壁上多余的润滑油刮下,同时又使缸壁上布有薄薄的油膜,保证气缸和活塞及环的正常润滑。
在现代高速发动机上,特别重视活塞环控制油膜的作用;导热:通过活塞环将活塞的热量传导给缸套,即起冷却作用。
据可靠资料认为,活塞顶所受的的热量中有70~80%是通过活塞环传给缸壁而散掉的;支承:活塞环将活塞保持在气缸中,防止活塞与气缸壁直接接触,保证活塞平顺运动,降低摩擦阻力,而且防止活塞敲缸。
1.2.零件的工艺分析1.该工艺安排是将毛坯造成筒形状,粗车切下后再进行单件加工。
若单件铸造毛坯单件加工,其工艺安排,只是粗加工前的工序与筒形状毛坯不同,其他工序基本相同。
2.活塞环类零件在磨床上磨削加工时,多采用磁力吸盘装夹工件,因此在加工后,必须进行退磁处理。
3.为了保证活塞环的弹力,加工中对活塞环在自由状态下开口有一定的要求,因开口铣削后不能满足图样要求,所以增加一道热定型工序,热定型时需在专用工装上进行,其活塞环的开口处用一个键撑开,端面压紧,键的宽度要经过多次试验后得出合理宽度数据之后,再成批进行热定型。
4.对45°开口的加工采用专用工装进行装夹工件,但每批首件应划线对刀,以保证加工质量。
5.活塞环的翘曲度是将工件放在平台进行检查,采用0.06mm塞尺进行检查,当塞尺未能通过翘曲的缝隙时为合格。
6.漏光度的检查,采用专用检具或在合格的缸体内用光照进行检查。
7.上、下端面平行度的检查,可将活塞环放在平台上,用百分表测量上端面各部;其读数最大值与最小值之差为平行度误差值。
1.2.1. 零件图样分析1.活塞环属于环类零件,其直径与壁厚相差较大,在加工中易发生翘曲变形。
环的端面翘曲度应小于0.07mm。
2.活塞环上、下平面平行度公差为0.05mm。
3.弹力允差±20%以内,弹力19.7kg。
4.漏光检查,环的外圆柱面与量具间隙不大于0.05mm,整个圆周上漏光不能多于2处,单处弧长不能超过25°弧长,两处弧长之和不能超过45°弧长,并且漏光出距开口处不能小于30°。
5.在磁性工作台上加工之后,须进行退磁处理。
6.环的金相组织应为分布均匀的细片状珠光体。
不允许有游离的渗碳体存在。
7.热处理硬度为91~107HRB。
8.材料为HT200。
图1-1 零件图1.2.2.零件的技术要求1.热处理硬度91~107HRB。
2.环的端面翘曲度<0.07mm。
3.上、下端面平行度公差为0.05mm。
4.弹力允差±20%以内,弹力19.7kg。
5.漏光检查,环的外圆柱面与量具间隙不大于0.05mm,整个圆周上漏光不能多于2处,单处弧长不超过25°弧长,两处弧长之和不大于45°弧长,且开口处不少于30°。
6.退磁处理。
7.环的金相组织是分布均匀的细片状珠光体,不允许有游离的渗碳体存在。
8.材料HT200。
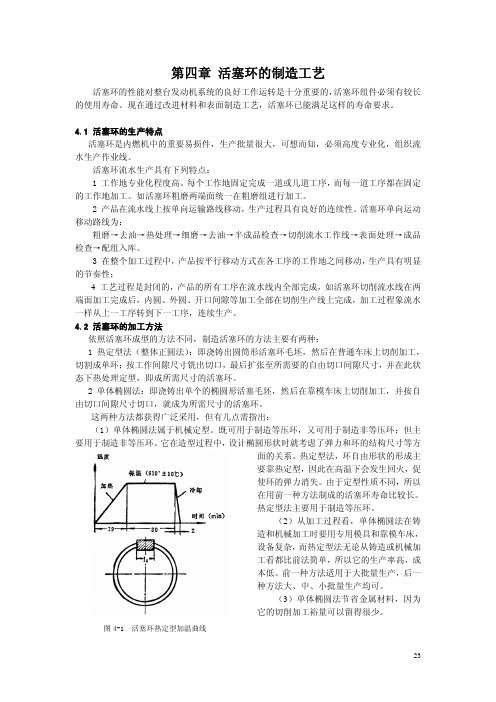
2.工艺规程设计2.1. 确定毛坯的制造形式依照活塞环成型的方法不同,制造活塞环的方法主要有两种:1.热定型法(整体正圆法):即浇铸出圆筒形活塞环毛坯,然后在普通车床上切削加工,切削成单环;按工作间隙尺寸铣出切口,最后扩张至所需要的自由切口间隙尺寸,并在此状态下热处理定型,即成所需尺寸的活塞环。
2.单体椭圆法:即浇铸出单个的椭圆型活塞毛坯,然后在靠模车床上切削加工,并按自由切口间隙尺寸切口,就成为所需尺寸的活塞环。
这两种方法都获得广泛应用,但有几点须指出:1)单体椭圆法属于机械定型。
既可用于制造等压环,有可用于制造非等压环;但主要用于制造非等压环。
它在造型过程中,设计椭圆形状时就考虑了弹力和环的结构尺寸等方面的关系。
热定型法,环自由形状的形成主要靠热定型,因此在高温下会发生回火,促使环的弹力消失。
由于定型性质不同,所以在用前一种方法制成的活塞环寿命比较长。
热定型主要用于等压环。
2)从加工过程看,单体椭圆法在铸造和机械加工时要用专用模具和靠模车床,设备复杂,而热定型法无论从铸造或机械加工看都比前法简单,所以它生产率高,成本低。
前一种方法适用于大批量生产,后一种方法大、中、小批量生产均可。
目前活塞环的铸造方法主要有单体叠箱铸造、双片叠箱铸造、筒体砂型铸造和筒体离心铸造,按毛坯的形状来分又可分为正圆和椭圆两种。
正圆的优点是型板制作简单、加工设备简单。
缺点是要进行热定型、开口对面应力大,开口处径向压力低,热稳定性差,弹力消失厉害。
椭圆环的优点与正圆环的相反。
为了很好的满足活塞环的特殊要求,以及批量化的工作效率要求,我们选择的毛坯为正圆,采用热定型法进行加工。
图2-1 毛坯图2.2. 基面的选择1.定位基准的选择活塞环的两端面的一切加工尤其是外圆和内圆加工的基准面。
同时,两端面的加工质量对活塞环的性能影响很大。
因此,有必要将两端面的加工作为活塞环加工工艺中最初工序,并且要求尽可能提高加工精度。
这就符合统一基准原则。
在后续工序中,除了使用两端面为定位基础外,根据各工序的特点,再选择内圆或外圆定位,实现各工序的定位。
活塞环两端面的加工是以其自身作定位基准,以外圆的导向反复加工,加工精度高,环高公差一般为0.01~0.05mm,同一片环环高公差0.008mm,表面粗糙度0.5,保证这些精度要求,对以后叠放成组加工时减小环高积累误差的影响,有着重要的意义。
2.外圆仿形加工基准的选择外圆仿形加工可选择外圆定位与内圆定位两种方法,这两种定位方法都采用心轴螺母装夹。
1)外圆定位即选定毛坯外圆为定位基准。
这种定位方式无内衬支承,有三各同时移动的卡爪组成定位元件,卡爪与一组环的外圆接触。
这种定位方法的优点是外圆加工余量均匀,但由于定位元件与夹紧装置分离,因此,三爪的位置是可调的,以保证环的几何中心与心轴的轴线重合,由于内部无支承件,所需夹紧力较大。
2)内圆定位即选择毛坯内圆为定位基准。
这种定位方法是在夹紧心轴上内衬铝套定位,内圆定位具有装夹简单,操作方便的特点。
但由于毛坯面粗糙,支承铝套磨损大,因而定位精度低,铝套消耗量大在外圆仿形加工和铣切开口后的其他工序中所用精基准都是选用外圆与端面,与设计基准重合。
2.3.制定工艺路线制定加工方案的一般原则为:先粗后精,先近后远,先外后内,程序段最少,走刀路线最短以及特殊情况特殊处理。
制定工艺路线要保证加工质量,提高生产效率,降低成本。
根据生产类型是成批生产,零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下,可以考虑采用专用机床配以专用夹具,并尽量使工序集中来提高生产效率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
表2-1 活塞环加工的工艺路线2.4. 机械加工余量、工序尺寸及毛坯尺寸的确定加工余量可采用查表修正法确定,确定工序尺寸的一般加工方法是,由加工表面的最后工序往前一步推算,最后工序的工序尺寸按零件图样的要求标注。
当无基准转换时,同一表面多次加工的工序尺寸只与工序(或工步)的加工余量有关。
当基准不重合时,工序尺寸用工艺尺寸链解算。
中间工序尺寸按“单向、入体”原则标注,但毛坯和孔心距尺寸公差带一般为双向对称布置。
中间工序尺寸的公差可以从相应的加工经济精度表中查得。
1.毛坯尺寸的确定由铸造要求确定毛坯尺寸为φ308mm×φ350mm×500mm。
2.外圆表面的加工余量及工序尺寸的确定按照粗车→粗车→精车的加工方案,查阅《机械加工余量手册》,有工序间的余量:粗车余量Z=2mm;粗车余量Z=2.5mm;精车余量Z=0.5mm。
工序尺寸为:粗车φ346-0.36-0.50mm;粗车φ341-0.36-0.50mm;精车φ340-0.36-0.50mm。
3.内圆表面的加工余量及工序尺寸的确定按照粗车→粗车→精车的加工方案,查阅《机械加工余量手册》,有工序间的余量:粗车余量Z=3mm;粗车余量Z=1.7mm;精车余量Z=0.5mm。
工序尺寸为:粗车φ314+0.32+0.19mm;粗车φ317.4+0.35+0.21mm;精车φ318.4+0.35+0.21mm。
2.5. 确定切削用量及基本工时以工序5为例:1.粗车端面见平1)选择刀具:选用45°弯头车刀。
2)确定切削用量a)确定背吃刀量:粗车端面见平,一次走刀完成即ap=2mm。
b)确定进给量:查《切削用量简明手册》:加工材料HT200、工件直径350mm、切削深度ap=2mm,则进给量为0.5~0.7mm/r。
再根据CA6140车床说明书,取进给量f =0.51mm/r。
c)确定切削速度Vc:确定切削速度Vc:查(切削手册)表1.27和1.28,查得C v=208,x v=0.2,y v=0.4,m=0.28,修正系数K Mv=1,K sv=0.8,K krv=1,K tv=1,刀具寿命为T=60min。
V c=(C v/T m a p x v f y v)K v=208×1×1×1×0.8/(600.28×20.2×0.510.4)=35.7m/min 可求主轴转速为min/1.42350min//7.351000rmmmn=⨯⨯=π,参照《实用机械制造工艺设计手册》表5-4所列CA6140车床的主轴转速,取转速min/80rn=。