PSI验货流程
装船前检验
非洲是有不少国家强制做装船前检验,即:PSI(Pre-Shippment Inspection),另外有一部分国家强制做CoC(等于PSI+文件审核),少部分强制目的港检验。
无论是PSI还是CoC都要求装运前检验。
以下国家强制做PSI:AngolaBangladeshBeninBurkina FasoCentral African Rep.ChadCongoDem.Rep.CongoMauritaniaBurundiCameroonComorosCote d'IvoireEquatorial GuineaGuinea(Conakry)HaitiLiberiaMaliMozambiqueSenegalSierra LeoneNigerUzbekistanIran以下国家需要目的港检验,即DI(Destination Inspection)TogoGhanaTanzania以下国家强制CoC认证:NigeriaKenyaAlgeria上述PSI,COC,DI均由进口国政府指定IFIA成员中的某家或某几家机构办理。
以下三个国家指定商检CIQ:EygptEthiopiaSierra Leone伊朗即将进入做CIQ监装证书时代伊朗标准与工业研究院谅解备忘录>的行动计划》,中国输伊朗的法定检验目录内的工业产品将于2011年12月1日起开始实施装运前检验。
这是我国继对出口到塞拉利昂、埃塞俄比亚、埃及等国的产品实施装运前检验后第四个实施装运前检验的国家,检验内容包括对产品质量、安全、卫生、数量等项目的检验和监装,但不包括核价。
伊朗是我国重要的贸易伙伴,2010年中伊双边贸易额达293.82亿美元,而且增长潜力巨大。
CIQ埃及继续代价代理中,台湾线从12.1号开始伊朗也要做CIQ证书了伊朗标准与工业研究院谅解备忘录>的行动计划》,中国输伊朗的法定检验目录内的工业产品将于2011年12月1日起开始实施装运前检验。
菲律宾psi装船前检验制度
菲律宾psi装船前检验制度篇一:装船前检验注意事项装船前检验注意事项注意事项:1. 对出口货物进行装船前检验,出具CIQ证书,需要提供的报检单据:商检凭单、装箱单、发票、合同、报检委托书、报关单,以上单据均需正本。
如果有随车配件出运,车与配件均要办理商检凭单并提供相应报检单据。
2. CIQ证书内容会严格按照报检装箱单和发票内容填写,如信用证对发货人、收货人和货物描述等有特殊要求,请在提供装箱单、发票时,所显示内容与信用证一致。
3. 凡需要在出运港进行装船前检验和出具CIQ证书的出口货物,无论出口货物是否为法检货物,均需要由原产地商检局出具商检凭单,方可在出运港申请检验。
4. 凭单上需特别标注以下内容:第一:未监装字样;第二:货物价值在合理范围内;1第三:车辆底盘号和发动机号5. 商检凭单所检数量和包装需和实际出口货物和包装严格相符。
外运发展河北分公司 2009年4月30日篇二:装船前检验非洲是有不少国家强制做装船前检验,即:PSI(Pre-Shippment Inspection),另外有一部分国家强制做CoC(等于PSI,文件审核),少部分强制目的港检验。
无论是PSI还是 CoC都要求装运前检验。
以下国家强制做PSI:AngolaBangladeshBeninBurkina FasoCentral African Rep.ChadCongoDem.Rep.CongoMauritaniaBurundiCameroonComoros2Cote d'IvoireEquatorial GuineaGuinea(Conakry)HaitiLiberiaMaliMozambiqueSenegalSierra LeoneNigerUzbekistanIran以下国家需要目的港检验,即DI(Destination Inspection)TogoGhanaTanzania以下国家强制CoC认证:NigeriaKenyaAlgeria上述PSI,COC,DI均由进口国政府指定IFIA成员中的某家或某几家机构办理。
必维BV装船前检验常见问题解答FAQ
6 REF. OF IMPORT DOC.: 7 VALIDITY DATE:7/23/2011
If you intend to ship goods free of charge, please give the list and their values: 9 IMPORTANT - PLEASE READ CAREFULLY
限公司,7号仓库 (此处填写检验地点的名称和详细地址) 19 PRICE BREAKDOWNS
Currency:
Person to contact: Mr. BCD Teleph. : 86 21 867654321/13812345678 Telefax: 86 21 12345678
12 Date of inspection: 2010. 9. 1 (此处填写预定检验日期)
商的信息,需在出现进口商信息的地方加注“出口商的信息和 Made In China
9) 假冒产品不能出口
10) 包装上的重量必须与实际及箱单一致。正负偏差不能超过 5%
11) 至少在检验前一天, 必须提供详细的装箱单.列明品名, 品牌, 款号, 数量, 重
量, 体积等明细.
12) 检验现场必须提供精准的过重的衡器, 比如电子称, 台秤等.
安哥拉,刚果金,贝宁,利比里亚,中非,乍得,几内亚,科特迪瓦,马里,索马里, 印度尼西亚加纳,都是由进口商在进口国 BV 办公室或相关机构申请检验编号。
4. 必须做 BV 装船前检验吗? 是的,BV 公司由进口国政府授权执行装船前检验。
5. 货物没做装船前检验而出运了怎么办?
根据进口国的不同要求,有可能可以进行目的港检验。目的港检验需要特别申请并 且进口商要支付罚金。如进口国无目的港检验,则未经检验的货物必须转运至第三地进 行 BV 检验在获取检验证书后方能清关。
汽车配件验货的流程

汽车配件验货的流程英文回答:Automotive Parts Inspection Process.The automotive parts inspection process is a critical step in ensuring the quality and safety of vehicles. It involves a series of checks and tests to verify that parts meet the required specifications and are free from defects. The inspection process can be conducted at various stages of the manufacturing and assembly process, including:Incoming Inspection:Parts are inspected upon arrival at the manufacturing facility to verify their conformity to the purchase order requirements.Checks include dimensional accuracy, material composition, surface finish, and packaging integrity.In-Process Inspection:Parts are inspected during the manufacturing process to ensure they meet specifications.This includes inspections of raw materials, castings, forgings, and machined parts.Final Inspection:Parts are inspected before being assembled into the vehicle.This inspection focuses on verifying the overall quality and completeness of the part.Methods of Inspection:Various methods are used to inspect automotive parts, including:Visual Inspection: Examines parts for defects, damage, or contamination.Dimensional Inspection: Uses measuring instruments to verify part dimensions.Material Inspection: Tests the material compositionand properties to ensure they meet the specifications.Functional Testing: Evaluates the performance of the part under simulated operating conditions.Non-Destructive Testing: Uses techniques such as X-ray, ultrasonic, and eddy current testing to detect internal defects without damaging the part.Inspection Criteria:Inspection criteria are based on the partspecifications and customer requirements. They may include:Dimensional tolerances.Surface finish requirements.Material properties.Performance specifications.Safety and regulatory standards.Inspection Report:An inspection report is generated for each batch of parts inspected. The report includes:Part number and description.Inspection date and time.Inspection results and conclusions.Inspector's signature.Quality Control:The inspection process is part of a comprehensive quality control system that ensures the overall quality and reliability of automotive parts. This system may include:Statistical process control.Six Sigma methodologies.Continuous improvement initiatives.中文回答:汽车配件验货流程。
外贸验货员验货流程
余下的货物进行再抽验 10%,若后面的质量合格,那我们就将前面的不合格 的货全部降等;当然,同样后面的质量仍不合格,那就示整批货物为不合 格。 7. 抽验的操作程序: A. 把产品样品放在检验平台(场所)内,按照检验流程和根据相关 的合同文件,笔记和图片认真仔细地检验核对; 对产品的数量,外观,包 装与麦头,功能等进行检验。 B. 根据质量要求,按照报告形式同时填入表中。 C. 对在检验过程中,发现的一些特殊和不清楚的疵点,可以当场询 问工厂的质检人员,并取疵样。 D. 在检验的过程中,一定要从严把握。 E. 在进行随机抽查中,要做到认真细致,要按照逻辑办事,不要怕 麻烦。 8. 确定所有检验项目(见检验流程表)是否存在有漏验。 9. 内在质量要求工厂进行测试,并提供报告,一些有疑问的疵点也 要求工厂测试。 10.检验的过程中,如出现有质量问题,应及时向公司汇报,讨论具 体处理的方案,同时也当场通知工厂的负责人,进行协调沟通,使问题能 够及时准确地得到解决。 11.对包装的情况进行检查,根据公司具体包装要求,逐一进行核对。 12.向工厂索要厂检报告,必要是要求提供批量样品,如不能隔日回 公司,应提前寄回公司,分别将各天的检验报告传真回公司,如有疑问的 痴样,也应寄回公司,以便及早确认。 13.每天汇报生产和检验的进度,征求公司的意见和次日工作的安排。 14.结束检验,离开工厂。 以上仅供参考。
然后回复公司。 三. 后期工作: 1 下载照片并发 email 到相关同事,在 email 里要加上对各图片的简单 驻解 2 整理样品打上标签,安排当天或羿日寄出到香港办公室 3 把正本验货报告归档 4 出差同事如来不及回办公室,要先致电通知直属上司并交待好工作 第三方验货公司验货员的工作流程与外贸公司类似,但他们验货过程 中对资料的核对更加详细,对拍照要求更加严格。因为他们只是在产品要 出货前才拿到资料,做最终的一个出货检验,而且经常是无样品对照检验。 一般验货流程 一. 检验的内容: 要根据不同的产品,不同的要求,严格检验,所检验的项目要全面, 详细不能错过,没有或不能检验的项目要在检验报告上明确显示。 二. 检验准备: 1. 在采购部传递信息后,根据〈〈QA 部工作职责〉〉的有关规定做 出验货时间安排。 2. 提前了解生产的工厂,生产的品种,了解合同的大致内容,熟悉 生产要求和我司的质量要求,熟悉检验标准,要求和检验的重点。 3. 了解大致要求后,要对所验的货物主要有哪些疵点,要做到心中 有数。对容易出现的问题要重点抓住,要有灵活应变的处理方法,在验货 时要做到认真细致。 4. 了解大货出来的时间,并安排准时到达工厂。 5. 准备好检验的必备的东西(见验货必备的东西说明)以及自己所 需的生活用品。 三. 执行检验: 1. 到厂后,与工厂联系人初步的接触,了解工厂的概况,包括体制, 建厂时间,工人人数,机台情况,工厂效益情况等。特别留意质量控制情 况,要求他们对质量的重视,要严格检验。与检验的人员初步沟通,大致 了解一下工厂的人事状况,如:成品部,质检部以及生产的负责人等。 2. 到工厂检验车间观看工厂检验员的检验,了解工厂的检验严格与 否,并了解工厂的检验依据,检验制度,以及对一些严重的疵点的处理方 法;同时也可到生产车间,了解我司货物的生产情况等问题,做到心中有 数。 3. 落实检验场所(如检验平台),设备(如克重机器,卷尺,计算 器等)。 4. 通常情况下应先征求工厂的意见和安排检验。一般情况下,应征 求厂家提供检验平台。 5. 在检验时,我们应要求工厂的人进行配合,以便更好的操作。 6. 确定检验的数量: A. 一般情况下,是要根据不同数量,根据《抽样管理规范》进行随 机抽查。 B. 对抽取的货物进行严格检验,如最终质量合格,那就停止检验, 示整批货物为合格;若出现有少许的或接近或超过评判标准,那就必须对
sip验货报告

SIP验货报告1. 引言SIP(System in Package)是一种集成电路封装技术,能够将多个芯片组件封装在同一封装内。
在SIP的生产过程中,验货是至关重要的环节,目的是确保产品质量和性能达到规定标准。
本文将介绍SIP验货的步骤和注意事项。
2. 验货步骤2.1 材料准备在进行SIP验货之前,需要准备以下材料:•验货设备:包括显微镜、测量仪器等。
•验货标准:根据产品规格要求,确定验货的标准和指标。
2.2 外观检查首先进行外观检查,目的是确认SIP封装的外观是否符合要求,是否有明显的缺陷或损伤。
外观检查主要包括以下内容:•封装表面:检查封装表面是否平整,有无凹陷或凸起。
•引脚检查:检查引脚的数量、排列是否正确,引脚是否完整,有无弯曲或损坏。
2.3 引脚焊接检查引脚焊接是SIP验货中的关键步骤,焊接质量直接影响产品的可靠性和性能。
在引脚焊接检查中,需要注意以下几点:•引脚间距:检查引脚间距是否均匀,是否符合设计要求。
•焊接质量:检查焊点是否均匀、光滑,有无焊接缺陷,如焊接不良、虚焊等。
2.4 确认电气性能验货的最后一步是确认SIP的电气性能。
这可以通过进行电气测试来实现。
在进行电气测试时,需要使用测试仪器对SIP进行以下测试:•电阻测试:测试SIP内部电路的电阻值是否符合要求。
•电容测试:测试SIP内部电路的电容值是否符合要求。
•功能测试:测试SIP的功能是否正常,是否能够完成既定任务。
3. 注意事项在进行SIP验货时,需要注意以下几点:3.1 验货环境验货环境应保持清洁、干燥,并具备适当的光照条件。
避免灰尘和湿气对验货结果的影响。
3.2 验货操作在进行验货操作时,操作人员应具备相关的专业知识和技能。
遵循正确的验货步骤,并严格按照验货标准进行验货。
3.3 验货记录每次进行SIP验货时,都应详细记录验货的结果,包括外观检查、焊接检查和电气性能测试的结果。
记录可以用于追溯和问题分析。
4. 结论SIP验货是确保产品质量和性能的重要环节。
外贸验货一般步骤

外贸验货一般步骤1 确定产品的数量以及堆放,如果有货盘的要求,要核对相关a. 按要求进行抽样S-I OR S-IIb. 一般抽样之后,我习惯于先提取一箱,核对包装资料,配件等,是为了防止批量性的短装或者其他有可能的质量问题(如果有封样,核对封样)c 安排4到5台机器进行跑机测试2 校对正侧唛头3 检查纸箱的尺寸,印刷及材料质量4 检查内包装的文字,条形码,印刷,颜色,认证标志,材料质量及包装方式,如是吹塑箱,检查表明颜色,扣锁,材料质量5 检查附件是否齐全,功能及外观是否完好,说明书的版本是否准确6 检查箱的图案颜色同电动工具的颜色是否相符7 按AQL标准指定抽样(L-1,CRI=0,MAJ=1.5,MIN=4.0)8 跑机15分钟,检查运转情况9 跑机结束后每台打高压,测量相关参数,并且做拆机检验10测十台以上的电压,电流,功率,转速11若是Ⅰ类工具每台测接地电阻12检查每台机器的外观(机器上的标贴,机壳合缝,毛刺,色差),噪音,振动,火花,以及实用功能.13 检查每台工具的开关14 按AQL标准指定在大货里随机抽样(S-3,CRI=0,MAJ=1.5,MIN=4.0)15 测电源线及接线柱引线承受拉力,16装/拆产品,对照该产品CDF表(认证产品关键零部件清单)检查内部关键部件是否一致17 检查内部结构,工艺,部件,线径,接地标记,接线方式,漏爬电距离18 测量绕组至铁芯的距离19 测量记录转子,定子的尺寸20 对照记录电容21 检查插头及连线的长度22 记录检测结果23 请厂方代表签字附:1. 可以将功能,电源线拉力等一些测试放在一起做;2. 可以让厂方提供生产线的检验的返修记录,记录在报告上;3. 在一定的批次中进行耐久,负载和实用测试;。
出货检验流程及注意事项

出货检验流程及注意事项When it comes to the shipment inspection process, it is essential to follow a systematic and thorough approach to ensure the quality and integrity of the goods being delivered. 在进行出货检验流程时,需要遵循系统化和周密的方法,以确保交付的货物的质量和完整性。
First and foremost, it is crucial to establish clear criteria and standards for inspecting the items before they are shipped out. 首要之务是为出货前检验货物建立清晰的标准和准则。
This includes defining what constitutes a defect or non-conformance, as well as setting acceptable tolerances for deviations from the specified requirements. 这包括界定什么构成缺陷或不符合要求,以及设定可接受的偏差容差。
Furthermore, it is important to have a well-documented inspection procedure that outlines the steps to be taken, the responsible parties, and the criteria for acceptance or rejection of the goods. 此外,有必要建立一份详细记录的检验程序,概述应采取的步骤、责任方,以及货物接受或拒绝的标准。
屈臣氏-到厂验货-psi
跌落高度(㎜)
撞击速度( m/s)
Page 1 of 4
0~10
760
3.9
10~19
610
3.5
19~28
460
3.0
28~45
310
2.5
45~68
200
2.0
测试步骤: 1、确认产品包装箱是 6 面体,如果不是找出方法定义出面、边、角,并画
出识别图。 2、找出产品包装箱的接合边,并把接合边放在检验者的右侧,即面对面 5。 3、如果不是 6 面体时,把最小的面面对检验者。
1.1.21 磨擦试验: 所有纺织品是暗色和中等色的或是上面有印刷 样本数依据: 1 个/色/存货包装单位(SKU) 1、干磨擦测试: 轻轻的以白色棉织品向纺织品的表面暗色/中色区磨 10 次 2、湿磨擦测试(水): 轻轻的以白色棉织品向向纺织品的表面暗色/中色区磨 10 次 3、分别记录纺织品与印刷的测试结果 4、如果在测试用白色棉织品上有痕迹时,在记录栏记上「待判」(pending)。 在测试前后均应拍照记录。发生磨痕的样品应封贴后由供货商寄客户。 5、检验员应该使用灰阶等级(grey scale)记录磨痕。
1.2 化妆品的到厂检验
1.2.1 TPC 细菌检 (略,待问)
1.2.2 封样 每一次出货依照 1 个/存货包装单位(SKU)取样,并做封样,由 SGS 带回做 为留样与测试用。如果数量较大时,应由供货商协助寄送。
1.2.3 供货商品检报告 验货员应向供货商索要品检报告。
屈臣氏-到廠驗貨-psi.doc
样本数依据: S-1 如果产品拆除包装时会毁损包装材时,例如泡壳、收缩膜、瓦楞纸板。如果 供货商拒绝拆开包装时,可依照 S-4 取样。
验货指导手册
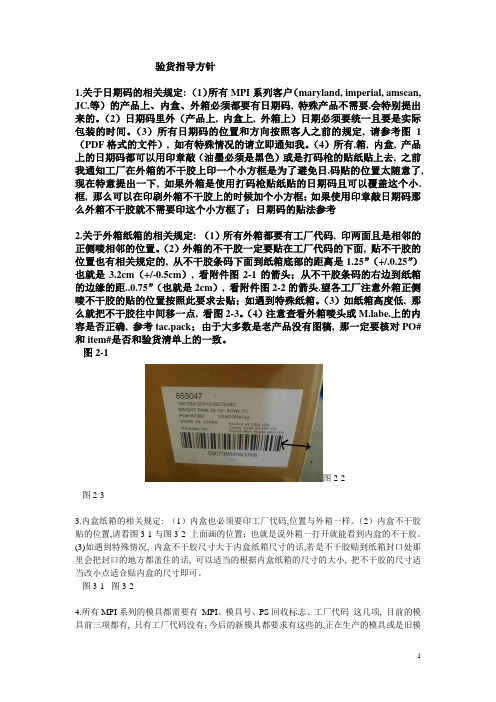
验货指导方针1.关于日期码的相关规定: (1)所有MPI系列客户(maryland, imperial, amscan, JC.等)的产品上、内盒、外箱必须都要有日期码, 特殊产品不需要.会特别提出来的。
(2)日期码里外(产品上, 内盒上, 外箱上)日期必须要统一且要是实际包装的时间。
(3)所有日期码的位置和方向按照客人之前的规定, 请参考图1(PDF格式的文件), 如有特殊情况的请立即通知我。
(4)所有.箱, 内盒, 产品上的日期码都可以用印章敲(油墨必须是黑色)或是打码枪的贴纸贴上去, 之前我通知工厂在外箱的不干胶上印一个小方框是为了避免日.码贴的位置太随意了, 现在特意提出一下, 如果外箱是使用打码枪贴纸贴的日期码且可以覆盖这个小.框, 那么可以在印刷外箱不干胶上的时候加个小方框;如果使用印章敲日期码那么外箱不干胶就不需要印这个小方框了;日期码的贴法参考2.关于外箱纸箱的相关规定: (1)所有外箱都要有工厂代码, 印两面且是相邻的正侧唛相邻的位置。
(2)外箱的不干胶一定要贴在工厂代码的下面, 贴不干胶的位置也有相关规定的, 从不干胶条码下面到纸箱底部的距离是1.25”(+/.0.25”)也就是3.2cm(+/-0.5cm), 看附件图2-1的箭头;从不干胶条码的右边到纸箱的边缘的距..0.75”(也就是2cm), 看附件图2-2的箭头.望各工厂注意外箱正侧唛不干胶的贴的位置按照此要求去贴;如遇到特殊纸箱。
(3)如纸箱高度低, 那么就把不干胶往中间移一点, 看图2-3。
(4)注意查看外箱唛头或be.上的内容是否正确, 参考tac.pack;由于大多数是老产品没有图稿, 那一定要核对PO#和item#是否和验货清单上的一致。
图2-1图2-2图2-33.内盒纸箱的相关规定: (1)内盒也必须要印工厂代码,位置与外箱一样。
(2)内盒不干胶贴的位置,请看图3-1与图3-2 上面画的位置;也就是说外箱一打开就能看到内盒的不干胶。
必维国际BV装船前检验常见问题解答FAQ
量, 体积等明细.
12) 检验现场必须提供精准的过重的衡器, 比如电子称, 台秤等.
13) 超过 20 立方的货物必须按 FCL 检验, 如果按 LCL 检验,则必须提供散货或(拼
箱)提单出证,否则出具不合格证书(NNRF)。
必维国际检验集团 Bureau Veritas 装船前检验(PSI) 常问问题 FAQ
PUDONG SHANGHAI,CHINA
Telefax: 86 21 5831 8321
Teleph: 86 21 5835 2011
4 BUREAU VERITAS REF.: BDH 2010 54321
5 IMPORTERS: Bangladesh Trade Co.
8 DESCRIPTIONS OF THE GOODS:
7
BV装船前检验流程图
进口国海关 进口商Importer
Purchase Order 购买合同
进口商收到 PFI
进口国BV Liaison Office(LO)
出口国BV办公室 亚太地区中心RC上海 出口商Exporter
Proforma invoice 出具形式发票
进口商去目的港BVLO) 申请BV检验编号ID
4) 对于用回收料(Recycle)制造的产品,请务必提供回收料入库证明单.
5) 对于 LED 手电筒,请务必在箱单上注明每款尺寸(长度,直径)及电池型号.
6) 对于钢材制品,请务必在申请时提供 Mill certificate 或质保书。
7) 凡是出口一次性打火机或可充气不带灯的打火机,请务必提供出口报关预录单原件。
2 REQUEST FOR INSPECTION
3 EXPORTER:Shanghai ABCDE Co., LTD.,/上海ABCDE有限公司
验货基本步骤-外贸验货员网

纺织品验货教材验货基本步骤:一、验货前准备,包括验货表格、品质标准资料、确定验货时间,准备相关验货工具等,并与主管作沟通与确认。
二、实地验货,按产品品质标准资料,对照验化表格逐一进行验货,拍照及对验货进行相关数据记录。
三、整理验货资料,报告验货情形及结果。
四、针对验货发现问题与主管讨论进一步的处理方法,需工厂配合的,追踪工厂切实落实。
验货前准备、验货后的报告等更多细节可参考验货管制制度及其施行细则的有关内容,这里主要针对实地验货的部分作进一步说明,尽可能将应该要注意的问题点列出来,并说明一些检验方法。
根据产品生产的不同阶段,可以分为产前(进料)检验、产中(制程、工艺)检验、产后(最终)检验等,每个阶段都有其重要的意义。
这里主要针对产后检验的情形,产后检验是最全面的,也会包含前面检验的内容。
不同阶段的检验,除主管安排,重要是自己有意识去计划,这样才能尽早发现问题并将问题克服掉,否则解决成本会高出很多,搞不好会被客人索赔及影响客人对我们的信任。
验货基本流程一、验货前的准备:1、“工欲善其事、必先利其器”,验货人员首先要计划与准备以下:a. 确定验货的产品与时间、路线,联系工厂作好必要的验货准备,如验货场地,设备(如打卷机)等。
b. 准备验货表格,将基本信息填入,包括验货的比率与数量等c. 产品品质标准资料,包括下工厂的订单资料(含包装唛头等信息)、产品标准表格(平时或验货前建立)等。
d. 标准样品 (确认样,参考样,问题样等)e. 准备验货必须的工具如相机(足电或带多一块备用电池)、条码机(足电)、笔(含记号笔)、尺(卷尺,游标卡尺,螺旋测微器等)、空白标签,箭头标签、拆箱刀,要称重量的还要带上电子秤,称克重的带上克重机,视情形带上NOTEBOOK,以便及时的反馈信息。
最后找一个包包把资料、样品、工具等都装好。
包包公司会准备。
别忘记了带钱。
2、与主管针对以上进行讨论并最终确定验货标准、数量、验货表格、时间、验货与回报方式等。
验货工作流程HYPERLINK

工厂的质量管理人员叫QC,也就是quality control的缩写。
他们的工作以生产过程中品质控制为主。
外贸公司和第三方验货公司的Inspector(检查员)才算是验货员。
他们的工作以最终检验为主,在出货前把关。
验货员的工作就是严谨、仔细的检查产品质量,客观、公正的反应产品质量情况,并如实填写验货报告。
工作内容:查验供货方所供货物是否符合国家法律法规或国家有关标准规定的质量要求;及时避免交货上的延误和产品的缺陷,在第一时间采取应急和补救措施;减少或避免由于收到劣质产品而引起的消费者投诉、退换货及商业信誉的损失;降低因销售劣质产品而引发赔偿、行政处罚的风险;核实货物的质量和数量,避免合同纠纷;比较和选择最佳的供货商并获得相关的信息和建议;减少为监控和检验产品所支出的高额管理费和人工费.验货服务的种类生产前检验:验货人员通过随机抽样对生产的原材料、初加工产品、零部件进行检验。
生产过程中的检验:验货人员对生产线上的半成品或刚下线的产成品进行检验,检查纰漏和偏差,报告厂方,并提出纠正错误和偏差的有效方法。
产成品交付前抽样检验:验货人员在产品生产及包装完成待交运前,(一般是100%生产出来80%包装好),对货物的数量、工艺、功能、颜色、尺寸规格和包装等细节进行检查。
抽样方法是按照ISO2859/NF X06-022/ANSI/ASQC Z1.4/BS 6001/DIN 40080等国际认可的标准进行。
同时遵照买家AQL抽样水平。
监督装运:验货人员在最终产品付运前的抽样检验之后,在工厂基地、仓库或装箱传输过程中,协助厂家确认所用装箱是否符合应有的清洁状况和装箱条件等。
工厂评估:验货人员按客户的要求指派工厂审查员对生产企业的工作条件、生产状况、设施、制造设备、制造方式及质量保证管理及人员情况等进行检查,并提出相应的说明和意见书,不仅可为客户调查可能引起质量事故的问题,还将提供整改意见。
外贸公司验货员的工作流程如下:一. 前期准备:1出差同事出发前最少在前一天要致电与对方工厂联系好,避免到厂后没货可验或负责人又不在等情况出现2带照相机并需确保有足够电量, 名片,卷尺,手工刀,小量封口胶袋(装办用)...等用品3细阅落货通知书(验货资料)和以前的验货报告,签办和其他有关资料,如有疑问,必须在验货前解决4出差同事出发前必须先了解交通路线,天气情况.二. 到达接待单位/工厂:1致电通知公司同事已到达目的地2在正式验货前,要先了解订单的情况,如全批货完成了没有? 如没有全批完成,那完成了多少?已打好包装的成品有多少?没完成的是否正在做?(如实际数量与发单同事所通知的资料有所出入,要先致电回公司报告),如货正在生产中,那必须也要去看生产过程,尽量在生产过程中把问题找出来,告知工厂并要求改善?还有余数什么时候可完成?另已完成的货物,必须拍下和看看堆放情况并需点数(可点箱数/卡板数), 注意,此等情况要写在验货报告备注上。
验货检验流程Examine goods and examine the procedure
业务经理需要在第一时间內浏览订单客户服务负责删除订单的价格并分发订单复印件给品检人员,区域QC经理及在工厂的QA 人员跟单人员负责将订单输入GMS(产品数据资料) 最初的PDS资料由工程开发部门记录数据由工程开发部门在样品出货前加以核实客户服务部门将参展检讨资料加入PDS资料中数据由QA在产前检讨过程中加以核实后,由客户服务部门负责更新产前样检讨细节需要由客户服务部门填加进PDS中数据由QA在第一批产品出货前加以核实后.由客户服务部门负责更新所有数据在每次生产过程中均由QA重新核实客户服务部门将相关的客人投诉资料填进PDS中在参展时的要求和更改由业务经理或公司客户代表记录客户服务部门翻译此检讨资料并分发给工厂,QA经理和相关QC,QA在产前样检讨前,工厂/业务经理/QA经理以及相关QC,QA一起检讨参展资料在生产过程中,QA需要查阅此资料在每批产品生产前QA需要再次查阅此资料纸箱抗破强度的测试,不得小于275磅每张订单的含水率通过证明书,要求和木材在备料阶段的含水率在6%-7.8%之间面板材料的结构测试检讨中芯板第二或第四夹层/薄片/实木/曲木产品素材在生产过程中烟水率控制在10%以下夹板各层的方向树脂部件的冷热循环测试(没有收缩和开列现象)滑轨强度/滑轨材质和加工要求涂膜厚度至少4密耳油漆附着力(百格测试和胶带拉力测试)静态载重测试(桌子和椅子)五金盐雾测试五金强度测试(拉手和圆把手)在平均含水率为4%的恒温室中放置10天原始颜色标准应该由客人代表签字品检队伍负责将原始颜色标准(不管是色板还是大件)保存在远离日光和灰尘的良好的环境下第一批新产品的产前样颜色必须由品质业务经理或品质经理或相关责任人确认品质经理负责确保执行以下流程,办公室留底一块签好的色板/工厂包装有一块签好的色板/涂装线上有一块签好的色板第一批新产品的涂装线上生产色板由品质经理或涂装技术员(贸易或油漆公司认可的人员)色板的保管和保护是所有涂装技术员和QA的责任(包括每一批生产时间)面板结构雕刻标准部件标准薄片方向标准(面板,侧板,抽前板,门面板,最好是实物标准抽屉结构和外观标准,包括抽屉內外产前样大件由业务经理和品质经理一起确认第一批新产品的部件标准由品质经理确认订单生产时间品质部门负责保护和保管所有的标准产品品质重点是确保成功生产的重要要求,它是一张关于产品重点和要求快速浏览表在与工厂开产前样检讨会议前产品验货重点由业务经理编写,并且由客户服务部门翻译,分发给工厂,品质经理和品质人员产品验货重点是工厂可能出现的问题的一张总结表客户服务需要把客户抱怨更新及总结到产品验货重点里每次生产前品质经理必须浏览及更新产品验货重点每次新订单生产前如有需要产品品质重点由客户服务部门更新,并重新打印和分发给工厂,品质相关人员客户服务部门有责任从工厂处获知一份切实可行的新产品生产进度业务经理和QA经理就此份生产进度进行讨论.确保进度的可行性客户服务部门负责将此生产进度输入GMS中所有新产品都必须通过相关实验室的包装测试实验室技术员准备详细的包装报告,报告已被确认的每歀产品的包装细节,所有包装材料的简图和尺寸所有纸板要求至少是275磅的抗破强度,且每批产品所用的纸箱强度都需要得到实验室的认可客户服务部门有责任提供清晰的包装测试报告给相关的检验人员每生产一批产品,检验人员有责任对照和包装标准逐一检查每款产品的包装1检验人员有责任从备料阶段中任取样做含水率测试实验室进行测试并对通过测试的样品出示含水率通过证明书QA经理和QA,QC人员需要确保每个订单均有含水率通过证明书在批量组立前,每款产品要完全试组好一件这些试组的产品由以下人员一起进行检讨1)工厂组立车间主管2)工厂白身车间主管3)涂装主管4)工厂生产经理5)QA检验经理6)验货人员员,品质主管等将试组产品的检讨资料附到试组的白身产品上并保留到下批生产QA,QC负责保存所有的试组产品的检讨资料在批量上线前,检验人员要尽可能的对白身产品的品质进行控制,并要根据情况做好跟踪和处理工作由客户服务提供客人纸箱麦头要求给工厂客户服务负责复印客人纸箱麦头要求给检验人员或业务经理在产前样会议时确认纸箱麦头包装前检验人员确认纸箱麦头尽量在产品待包装前将工厂的纸箱麦头确认新产品的讯息由业务经理,检验经理整理,首次产品资料由业务经理和检验经理编写如生产问题发生时,产品检讨资料由品质检验人员更新到下批生产里如有需要由业务部门重新打印检讨记录给检验相关人员包装检验)我们要尽可能将所有检验的产品确保良好并要求工厂做到能有效的对品质生产进行保持确保每张订单至少有一个通过的开箱报告,所有的主管要负责业务经理和区域经理必须出席和确认第一批产品的开箱日常的开箱由检验部门执行客户服务部门根据组号和订单存档留底由检验人员(含业务人员)填写完成包括产品订单的材积检验人员负责将实际产品材积和订单所标材积进行对比,如果有较大出入请知悉克服服务部门如实际产品材积和订单所示材积有出入时,客户服务应知悉客人收到新订单时客户服务应该对客人是否已采用新的材积(装柜时间及更新) 跟单人员负责把订单输入GMS跟单人员负责分发订单的复印本给检验相关人员检验相关人员负责完整,及时填写THEWEEKLYSHIPPINGUPDATES&SHIPPINGSTATUS&OPENORDERREPORTS并反馈给跟单人员(每周资料更新,订单报告)跟单人员根据需要在GMS里更新生产状况,检验人员和业务经理确保数据的正确.(质量注意事项)由样品开发人员或检验人员填写由客户服务部门增加到产品检讨里应客户服务部门的要求增加到产品品质重点(确定标准)根据需要客户服务部门填写根据需要由样品开发人员或检验相关人员填写根据需要由客户服务增加到产品品质重点和产品检讨里由客户服务部门整理由客户服务部门将内容填加进产品检讨资料中客户服务部门将所有客人投诉资料发给检验员在整个生产过程中检验员必须反复研究客人投诉资料附件细节CONSTRUCTION(结构测试)桌子测试要求1>:腿部强度测试;离桌脚1英寸处放75磅重物,静置1分钟.2>:平均分布载重测试:将重物(根据桌子面而定)平均放在桌面30分钟3>:集中载重测试:将重物(根据桌子面而定)放在离桌子6寸处直径为12寸的圆盘上.4>:稳定性测试:将100磅的重物放在离桌子边1寸处直径为12寸的圆盘上.椅子测试要求1>:腿部强度测试;离桌脚1英寸处放75磅重物,静置1分钟.2>扶手强度测试:将一块寸宽的木板放在椅子扶手最薄弱处,把300磅重物平均分布在板上1分钟(垂直方向),将75磅的重物放在扶手上1分钟(水平方向)3>前腿部载重测试:将一块2〞×6〞的木板放在椅座前部,放300磅重物1分钟.4>椅座落下冲击测试:将重200磅,直径为16寸的砂袋从离座垫6寸高处自由落下10次.5>椅座载重及椅框耐久性测试:将300或500磅的重物置于座垫1分钟.6>摇摆测试:10000以上平均含水率测试1>检查湿度变化是否对家具造成损伤测试; 将产品的含水率降到4.3%观察相关的地方是否有不良的开裂,凸起,脱胶等现象.抽屉及门的稳定性及结构测试1>:将50磅的重物置于门或多个抽屉上1分钟.FININSH(涂装测试)1>涂膜测试:涂膜厚度计2>附着力测试:美国标准材料测试D-33593>冷热循环测试:美国标准材料D-1121,10个循环(\50℃30分钟,-20℃30分钟rest for 10cycles)4>涂膜耐压测试:将1,2,4/平方英寸的重量置于涂膜上48小时5>亮度测试:亮度计.包装测试(PACKING)1>冲击测试A斜面测试:总重量超过150磅的包装,以1.75米/秒的速度冲击.B落下测试:总重量在150磅以下的包装,冲击一个角,三条边,六个面.2>振动测试:振动14160或11760次材料测试(MATERIAL)1>包装箱抗破力测试:破裂试验机2>EPS密度测试:W/V=重量/体积.3>胶粘度测试:粘度计4>刨花板(P.B)中纤板(MDF)测试:硬度,平面抗拉力强度,握钉力,耐弯折5>夹板胶合剥离测试:拉力试验机6>木材拼板剥离测试:拉力试验机7>含水力测试(M.C)湿木重量/绝干木头重量=含水率。
货运质检应该遵循的流程
货运质检应该遵循的流程English Answer:1. Pre-Shipment Inspection (PSI)。
Determine the scope of inspection based on the buyer's requirements and the type of goods.Conduct a thorough physical inspection of the goods, including packaging, labeling, and quantity.Check for any defects, damages, or discrepancies.Prepare a detailed inspection report with photographs and documentation.2. During Shipment Inspection (DSI)。
Inspect the goods during loading and unloading to ensure proper handling.Verify the packaging and labeling to prevent damage or loss.Monitor the temperature and humidity during transportation to protect perishable goods.3. Post-Shipment Inspection (PSI)。
Inspect the goods upon arrival at the destination to ensure they are in good condition.Verify the quantity and quality of the goods against the purchase order.Document any damages or shortages and report them to the responsible parties.4. Sampling and Testing.Collect samples of the goods for laboratory testing to verify compliance with specifications.Perform chemical, physical, or microbiological teststo ensure safety, quality, and performance.5. Documentation and Reporting.Maintain accurate records of all inspections,including photographs, test results, and inspection reports.Provide timely and clear reports to the buyer, seller, and other relevant parties.6. Communication and Coordination.Communicate effectively with all stakeholders,including the buyer, seller, logistics providers, and regulators.Coordinate inspection schedules and facilitate the smooth flow of goods.7. Training and Certification.Train inspectors on proper inspection techniques and relevant standards.Obtain industry certifications to ensure credibility and adherence to best practices.8. Compliance with Regulations.Comply with all applicable regulations and standards, including ISO 9001, ISO 14001, and industry-specific guidelines.9. Continuous Improvement.Regularly review and improve inspection processes to enhance efficiency and accuracy.Seek feedback from stakeholders to identify areas for improvement.Chinese Answer:1. 装运前检验(PSI)。
外贸验货工作流程和注意点
验货工作流程第一:验货前的准备工具的准备:箱包一个、个人身份证明、照相机、笔、笔记本、直尺、电话(保持实时畅通)、个人衣物.第二:收到验货邮件通知。
1:收到公司邮件确认所验产品的数量材料,颜色和尺寸。
与厂家联系,确认产品的数量是否达到我公司的验货要求,并包装完成。
如未完成,在你到达的时间能否完成.如不能,需要与公司确认是否需要前往。
2:如公司有正确的样板,尽量带样板去。
第三:路线、乘车的选择。
1:时间安排。
接到验货通知之后尽最大努力早点赶到验货地点。
尽量在晚上做车,白天到达。
2:交通工具的选择。
在公司没有特殊安排的情况下一般选择大巴,火车,动车等。
时间紧.优先选择动车,高铁。
3:路线的选择。
在时间允许的范围内。
可以直接到达时尽量直接到达。
对于不能直接到达时要选择中转站进行中转。
①:关于中转站的选择。
中转站要距离目的地近,乘车方便,尽量只要一次中转就能到达目的地。
要熟悉地图,特别是中国沿海一带(广州、福建、浙江、江苏)。
第三:到达工厂。
1:在工厂所在地的车站时工厂是否安排人员接送。
如未安排人员接送可以直接与对方业务人员沟通在沟通后厂家仍不派人,就自己前往。
2:到达工厂后要给公司汇报已到达工厂。
(短信)第四:开始验货1:点数。
与资料上的数量进行对比。
确保箱数,重量,产品的数量准确无误。
并拍照。
(照片要清晰)2:核对外箱的正侧两面的唛头。
(公司的货号、商标、纸箱的规格、每箱的数量,箱中的产品,共有多少箱,箱号/唛头的颜色等)。
3:质量的要求.①:外箱的质量要求。
每一款货要进行摔箱测试。
对与拒绝摔箱的厂家要明确记入,及时汇报。
外箱上对于易碎、防潮等产品需要标签。
对于很重的产品外包装要打包带。
②:内盒的要求.要有小标签.对于精品、易碎品要用薄膜垫定位.其他产品要有气泡袋等包装。
③:产品的质量要求.每一款产品的质量要求各不相同,在接到验货资料之后马上要了解产品的质量要求。
在验货时对于我们与厂家有争议的,要让厂家拍照发他的直接客人确认。
气密性检测设备的流程

气密性检测设备的流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!1. 准备工作:确保检测设备处于正常工作状态,检查设备的电源、气源等连接是否稳定。