硅钢退火炉简介
无取向硅钢连续退火炉炉压控制方法介绍
在无取向硅钢连续退火机组中,为了将带钢的含碳量降到一定的范围,需要在炉内通入湿的保护气体,保护气体中的H 2O 可以与C 发生反映:H 2O+C=H 2+CO,完成脱碳过程。
在脱碳过程中,因为H 2O 与Fe 也会发生反应:H 2O+Fe=FeO+H 2[1],所以保护气体中需要加入一定浓度的氢气,用来还原被氧化的带钢。
因为氢气属于易燃易爆气体,所以在使用过程中需要格外的注意安全的问题。
为了控制炉内的氢气分布,需要精确控制各处的炉压值,使炉内的氢气可以按照设计好的路线流动,最终从温度较高的炉子入口处溢出,直接在空气中烧掉。
要防止氢气流向低温炉段,因为氢气在低温炉段聚集会有爆炸的危险。
为了实现上述目的,需要将炉内压力分布情况控制为从入口到出口程逐步递增的趋势。
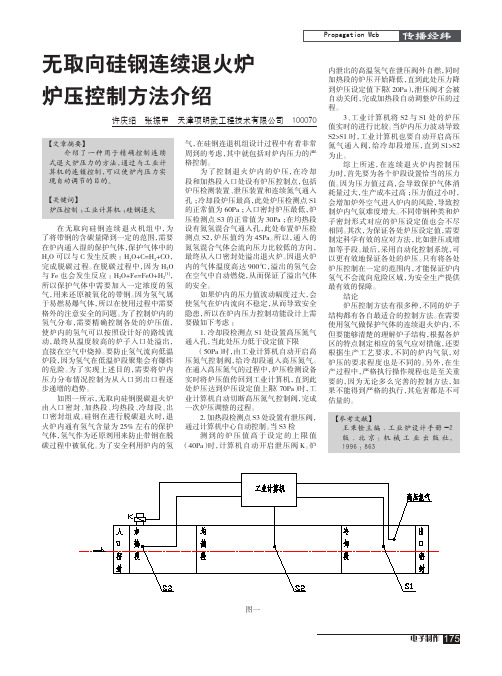
如图一所示,无取向硅钢脱碳退火炉由入口密封、加热段、均热段、冷却段、出口密封组成。
硅钢在进行脱碳退火时,退火炉内通有氢气含量为25%左右的保护气体,氢气作为还原剂用来防止带钢在脱碳过程中被氧化。
为了安全利用炉内的氢气,在硅钢连退机组设计过程中有着非常周到的考虑,其中就包括对炉内压力的严格控制。
为了控制退火炉内的炉压,在冷却段和加热段入口处设有炉压控制点,包括炉压检测装置、泄压装置和连续氮气通入孔;冷却段炉压最高,此处炉压检测点S1的正常值为60Pa ;入口密封炉压最低,炉压检测点S3的正常值为30Pa ;在均热段设有氮氢混合气通入孔,此处布置炉压检测点S2,炉压值约为45Pa。
所以,通入的氮氢混合气体会流向压力比较低的方向,最终从入口密封处溢出退火炉。
因退火炉内的气体温度高达900℃,溢出的氢气会在空气中自动燃烧,从而保证了溢出气体的安全。
如果炉内的压力值波动幅度过大,会使氢气在炉内流向不稳定,从而导致安全隐患,所以在炉内压力控制功能设计上需要做如下考虑:1.冷却段检测点S1处设置高压氮气通入孔,当此处压力低于设定值下限(50Pa)时,由工业计算机自动开启高压氮气控制阀,给冷却段通入高压氮气。
硅钢工艺及设备

硅钢连续退火生产工艺及装备2.8.3硅钢连续退火机组2.8.3.1设备选型电工钢连续退火及涂层机组用于生产高质量的中、低牌号无取向电工钢,以满足市场上日益增长的小型电机、微型电机、密闭电机、间歇电机、整流器用电工钢的需求。
退火机组是硅钢生产的重要工序。
2.8.3.3主要设备组成及技术性能1.00入口段设备1.01入口步进梁数量:1套位置:位于轧后库与机组入口之间,与机组中心线平行。
功能:将钢卷从轧后库运输到机组入口1#过渡鞍座上。
结构:步进梁主要由动梁、轨道、鞍座、拉杆和拖链等组成。
步进梁动梁由液压缸驱动横移和升降。
步进梁动梁、鞍座均为焊接钢结构型式。
主要技术参数:—卷重:max.25t—卷位:6个—输送重量:max.6×25=150t—卷位间距:3000mm—升降行程:约230mm—横移液压缸:Φ140/Φ100×3000mm×1—升降液压缸:Φ250/Φ160×845mm×2—润滑:干油润滑1.02入口过渡车数量:1套位置:位于1#、2#入口过渡鞍座之间,运行方向平行于机组中心线。
功能:将钢卷从1#过渡鞍座运输到2#过渡鞍座上。
结构:往返小车主要由车体、传动系统、轨道和拖链组成。
车体由液压缸、剪刀型活动支撑和行走轮组成。
齿轮电机驱动车体沿轨道移行,液压缸驱动车体升降。
升降液压缸由2个Φ160/Φ110液压缸组成。
传动系统由两台齿轮电机组成。
主要技术参数:卷重:max.25t升降液压缸:Φ160/Φ110×300mm×2移行距离:~6500mm齿轮电机:3kw,2台/套传动速度:max.15m/min润滑:干油润滑 1.031#、2#入口钢卷鞍座数量:2套(1卷/套)位置:分别位于1#、2#开卷机中心线操作侧延长线基础上。
功能:1#过渡鞍座用于从步进梁接受钢卷,并用1#钢卷小车向1#开卷机运输或用入口往返小车向2#过渡鞍座运输;2#过渡鞍座用于从入口往返小车接受钢卷并存放,或再向2#开卷机运输。
无取向硅钢退火作用

无取向硅钢退火作用无取向硅钢退火是一种常见的金属加工工艺,主要用于改善硅钢的磁性能和机械性能。
在无取向硅钢的制造过程中,经过冷轧和热轧后,需要进行退火处理,以消除内应力、改善晶粒结构和磁性能。
本文将重点介绍无取向硅钢退火的作用及其工艺过程。
无取向硅钢是一种特殊的电工钢,由于其低磁滞损耗、高磁导率和良好的磁饱和磁感应强度等特性,广泛应用于电力工业、电子工业和交通工业等领域。
无取向硅钢的性能取决于其微观结构和晶粒取向,而退火过程正是对这些因素进行调控的重要工艺。
无取向硅钢退火的主要目的是改善材料的磁性能和机械性能。
在冷轧和热轧过程中,硅钢中的晶粒会发生拉伸和变形,形成了一定的内应力,导致磁导率下降。
通过退火处理,可以消除这些内应力,使晶粒恢复正常的形态和取向,提高磁导率和磁饱和磁感应强度。
无取向硅钢退火的工艺过程一般包括加热、保温和冷却三个阶段。
首先,将硅钢样品加热到适当的温度,一般在800-950摄氏度之间。
然后,保温一段时间,使晶粒得到充分的生长和再结晶,消除内应力。
最后,通过适当的冷却速度,固定晶粒的取向和结构,使其达到最佳的磁性能。
无取向硅钢退火过程中的温度和时间是影响退火效果的关键因素。
温度过高或时间过长会导致晶粒长大过大,从而降低磁导率和磁饱和磁感应强度。
而温度过低或时间过短则无法充分消除内应力和改善晶粒结构。
因此,在实际生产中,需要根据具体的硅钢材料和要求,进行合理的温度和时间控制。
除了温度和时间,退火过程中的冷却速度也是影响退火效果的重要因素。
过快的冷却速度会导致晶粒无法充分长大,从而影响磁性能的提高。
因此,在退火过程中,需要选择合适的冷却速度,使晶粒得到适当的长大和固定。
无取向硅钢退火是一种重要的金属加工工艺,通过合理的温度、时间和冷却速度控制,可以改善硅钢的磁性能和机械性能。
在实际生产中,需要根据具体的要求和材料特性,进行合理的退火工艺设计和参数控制,以获得最佳的退火效果。
这将有助于提高无取向硅钢的应用性能,推动相关领域的发展和进步。
硅钢退火炉工艺流程
硅钢退火炉工艺流程英文回答:Silicon steel annealing is a heat treatment process used to improve the magnetic properties of silicon steel. Silicon steel, also known as electrical steel, is a type of steel alloy that is specifically designed to have low magnetic losses and high magnetic permeability. It is widely used in the production of electrical transformers, motors, and generators.The process of silicon steel annealing typically involves the following steps:1. Degreasing: The silicon steel sheets are thoroughly cleaned to remove any oil, grease, or dirt that may be present on the surface. This is usually done using a solvent or an alkaline cleaner.2. Decarburization: The silicon steel sheets are heatedin a controlled atmosphere to remove any carbon from the surface. This is important because carbon can reduce the magnetic properties of the steel. The decarburization process typically involves heating the sheets to a temperature of around 800-900°C for a specific period of time.3. Annealing: The silicon steel sheets are then heated to a specific temperature and held at that temperature for a certain period of time. This allows the steel to undergo a transformation, known as recrystallization, which helps to improve its magnetic properties. The annealing temperature and time are carefully controlled to ensure the desired magnetic properties are achieved.4. Cooling: After the annealing process is complete, the silicon steel sheets are slowly cooled to room temperature. This is done to prevent the formation of excessive internal stresses in the steel, which can affect its magnetic properties.5. Surface treatment: In some cases, the silicon steelsheets may undergo a surface treatment process after annealing. This can involve processes such as pickling, passivation, or coating, depending on the specific requirements of the application.Overall, the silicon steel annealing process is crucial for optimizing the magnetic properties of silicon steel. It helps to reduce magnetic losses and improve magnetic permeability, making it suitable for various electrical applications.中文回答:硅钢退火是一种热处理工艺,用于改善硅钢的磁性能。
不锈钢硅钢退火炉制作工艺技术
1、钢锉工具钢退火炉2、一种能够防止冷轧带钢罩式退火炉粘钢的对流盘3、一种防止退火炉带钢热瓢曲的控制方法4、一种控制板带钢连续退火炉碳套辊结瘤的方法5、冷轧连续带钢退火炉6、连续退火线退火炉内带钢的张力稳定装置7、同箱体内利用带钢降温余热的连续退火炉8、带钢连续退火炉烟气余热综合利用新工艺及其装置9、自动识别连续退火炉内带钢跑偏的方法10、用于冷轧带钢连续退火炉的冷却送风装置11、自动适应冷轧带钢带宽的罩式退火炉用直吹强对流板及其工作方法12、一种避免冷轧带钢粘结的高效率退火炉及其工作方法13、一种带钢连续热镀锌生产的退火工艺及退火炉14、罩式退火炉带钢钢卷叠放架15、一种不锈钢及钛钢连续退火炉喷冷装置16、钢带的连续退火炉、钢带的连续退火方法、连续熔融镀锌设备以及熔融镀锌钢带的制造方法17、用于连续退火炉的带钢测温辊18、带钢连续光亮退火炉19、一种热轧带钢退火炉旁通装置20、一种带钢退火炉炉辊辊面防结瘤装置21、退火炉内带钢纠偏装置22、一种防止连续退火炉内带钢划伤的装置23、自动适应冷轧带钢带宽的罩式退火炉用直吹强对流板24、一种避免冷轧带钢粘结的高效率退火炉25、用于带钢连续退火炉的一种柔性导辊装置26、连续退火炉带钢纠偏装置27、硅钢和普碳钢连续退火炉炉门密封装置28、电渣钢退火炉的降温控制装置29、一种带钢在连续退火炉内热拉伸的装置30、带钢光亮退火炉31、退火炉带钢张力补偿装置32、退火炉带钢冷却装置33、连续退火线退火炉内带钢的张力稳定装置34、一种退火炉内带钢稳定装置35、带钢光亮退火炉无氧化加热段36、带钢常化连续退火炉水冷却段37、一种带钢连续热镀锌生产线的节能型连续退火炉38、用于冷轧带钢连续退火炉的冷却送风装置39、一种钢线球化退火炉40、一种钢线退火炉用卸架41、冷轧连续带钢退火炉42、用于带钢连续退火炉的辐射加热及冷却管装置43、冷轧带钢连续退火炉内的保护气氛隔离装置44、带钢卧式连续退火炉入口密封装置45、不锈钢钢带罩式退火炉46、一种带钢连续退火炉的在线更换式电加热装置47、带钢连续镀锌线退火炉均热段全纤维保温结构48、退火炉带钢断带检测报警器49、一种台车式退火炉在线测量钢温的方法50、一种带钢退火炉炉辊辊面防结瘤装置51、一种冷轧带钢连续还原退火炉52、一种冷轧带钢还原退火炉53、连续退火炉快冷段带钢颤振消除方法54、卧式退火炉内带钢支撑辊系安装质量快速、精确检测方法55、一种钢线球化退火炉及其退火工艺56、不锈钢钢带罩式退火炉57、镀锌线退火炉生产SPCC钢种的退火工艺58、一种避免冷轧带钢粘接的方法及无粘接罩式退火炉59、钢带的连续退火炉、连续退火方法、连续热浸镀锌设备以及热浸镀锌钢带的制造方法60、一种退火炉内带钢缩颈量测量方法61、一种带钢在连续退火炉内热拉伸的方法和装置62、不锈钢丝退火炉63、硅钢连续退火炉陶瓷复合涂层炉底辊64、取向硅钢退火炉集中传动辊道安装精度控制方法65、用于罩式退火炉内钢卷测温装置的插条及其制备方法66、用于罩式退火炉内钢卷的测温装置及其使用方法67、一种消除冷轧硅钢连续退火炉无氧化水印缺陷的方法68、不锈钢光亮退火炉内三辊式稳定辊装置69、一种罩式退火炉钢卷堆垛组合优化方法70、一种带压紧装置的不锈钢光亮退火炉71、不锈钢光亮退火炉内纠偏装置及纠偏方法72、不锈钢罩式退火炉保护气氛的控制方法73、硅钢旋转式退火炉炉床旋转行程及速度的检测装置及方法74、硅钢旋转式高温退火炉炉床驱动装置75、一种高温环形退火炉的钢卷位置信息确定方法76、一种不锈钢镜面退火炉进口密封装置77、一种不锈钢镜面板退火炉顶部纠偏装置78、一种不锈钢镜面板退火炉快速冷却段的稳定辊装置79、不锈钢光亮退火炉石墨辊装置80、一种不锈钢光亮退火炉用安全阀装置81、不锈钢带光亮退火炉82、轴承钢等温球化退火炉上加热器的布置结构83、一种轴承钢等温球化退火炉84、立式无马弗不锈钢连续退火炉85、一种用于钛板及钢带退火的立式连续退火炉86、硅钢连续退火炉炉辊结瘤清除装置87、用于镀铝锌钢板的退火炉尾部88、钢带连续退火炉光板温度计连接结构89、退火炉H型钢固定结构90、一种不锈钢带光亮退火炉冷却装置的通风管道91、一种不锈钢带光亮退火炉冷凝器翅片92、一种不锈钢带光亮退火炉冷却装置的喷风口93、一种不锈钢带光亮退火炉冷却装置94、一种不锈钢带光亮退火炉冷却装置的托辊95、一种不锈钢带光亮退火炉冷却装置进气管96、一种不锈钢带光亮退火炉导流管道97、一种不锈钢带光亮退火炉冷却装置的冷凝器98、一种连续式不锈钢带连续光亮退火炉的冷却风机99、一种不锈钢带光亮退火炉冷却装置的水管100、不锈钢带连续光亮退火炉对流冷却装置101、电热式硅钢带连续光亮退火炉102、不锈钢光亮退火炉石墨辊装置103、不锈钢酸洗退火炉氧分析仪取样管104、钢带连续热镀锌折叠式还原退火炉105、在吹风口设有挡板的不锈钢带光亮退火炉106、不锈钢丝退火炉107、不锈钢带材真空连续退火炉108、水基定量脱碳白芯玛钢退火炉109、利用硅钢退火炉余热烟气的吸收式制冷系统110、一种用于硅钢环形退火炉上的安全过桥装置111、降低硅钢退火炉炉辊轴承温度装置112、氢罩式退火炉的钢卷承重板113、轴承钢等温球化退火炉上热量回收装置114、一种轴承钢等温球化退火炉115、轴承钢等温球化退火炉上加热器的布置结构116、罩式光亮退火炉中的精密极薄钢卷垂直堆放独立承重装置117、取向硅钢连续退火炉的防爆孔118、连续退火炉加热前区钢板温度检测控制装置119、不锈钢带光亮退火炉120、超薄钢带退火炉翻转装置121、高频自动控制钢带加热退火炉122、一种硅钢退火炉进气门装置123、一种硅钢退火炉炉底辊124、一种钢丝退火炉125、一种新型不锈钢线材电热退火炉控制装置126、钢丝退火炉127、超长中窄带硅钢卷连续退火炉128、不锈钢光亮退火炉内纠偏装置129、不锈钢退火炉炉温自动控制装置130、一种不锈钢光亮退火炉用安全阀装置131、一种节能型不锈钢丝连续退火炉132、一种用于钛带及钢带退火的卧式连续退火炉133、一种用于钛板及钢带退火的立式连续退火炉134、一种不锈钢退火炉冷却装置的冷凝器结构135、不锈钢退火炉炉温自动控制装置136、硅钢光亮退火炉137、一种用于不锈钢带连续退火炉的石墨辊支撑装置138、一种用于不锈钢带连续退火炉进口和出口密封装置139、无缝钢管退火炉专用氧量分析仪140、一种新结构无马弗钢带退火炉141、盘卷钢条热处理罩式退火炉用内罩142、硅钢旋转式高温退火炉炉床驱动装置143、硅钢旋转式退火炉液压驱动多缸自动平衡系统144、一种使连续退火炉中钢带悬浮的装置145、一种在线清除硅钢退火炉石英炉底辊结瘤的装置146、新型硅钢退火炉碳套辊密封块147、卧式无马弗不锈钢连续退火炉148、一种新型硅钢退火炉陶瓷辊装置149、炉顶可拆卸的隧道式不锈钢带光亮退火炉150、一种不锈钢带用退火炉炉胆151、一种不锈钢带用平底炉胆的退火炉152、一种不锈钢带用平底退火炉炉胆153、不锈钢光亮退火炉内三辊式稳定辊装置154、用于取向电工钢热处理的HITT单卷堆垛罩式退火炉155、竖立钢带环形连续退火炉156、取向硅钢用退火炉157、取向硅钢退火炉控制系统158、具有多道风冷装置的隧道式不锈钢带光亮退火炉159、一种不锈钢光亮退火炉温度测量装置160、不锈钢连续退火酸洗机组中退火炉排烟结构161、用于电工钢卧式退火炉的防爆装置162、不锈钢管光亮退火炉冷却装置163、一种冷轧硅钢常化酸洗退火炉出口密封装置164、一种高温环形退火炉的钢卷耐材支撑装置165、用于不锈钢带生产的退火炉清洗油箱166、硅钢环形退火炉台车的耐材结构167、新型硅钢热轧板常化退火炉168、硅钢环形退火炉内罩169、冷轧电工钢连续退火炉的加热段耐材砌筑组合结构170、轴承钢连续等温球化退火炉171、钢管固溶退火炉自动装卸传动设备172、连续式退火炉中高速行走钢板的预热系统173、不锈钢退火炉的圆盘换辊装置174、钢材试样连续退火炉175、连续式退火炉中高速行走钢板的预热系统176、在线钢丝退火炉余热收集装置177、一种多辊道钢管退火炉178、不锈钢连续光亮退火炉179、用于罩式退火炉内钢卷测温装置的新型插条180、一种用于钢带的可连续式退火炉181、硅钢退火炉182、用于电工钢连续退火炉高温加热段的石英陶瓷辊183、一种带压紧装置的不锈钢光亮退火炉184、无马弗不锈钢带光亮退火炉185、改进的低碳钢丝在线连续退火炉烧嘴186、防止钢带退火炉闪燃的装置187、不锈钢丝连续退火炉188、一种用于不锈钢光亮退火炉的新型五分割挡板装置189、一种多晶硅切割不锈钢丝退火炉190、不锈钢退火酸洗生产线退火炉的全水冷段设备191、钢管退火炉出料装置192、一种钢管退火炉193、一种用于钛带及钢带退火的卧式连续退火炉194、硅钢连续退火炉炉辊结瘤清除装置195、用于不锈钢带生产的退火炉清洗油箱196、一种用于不锈钢光亮退火炉的新型五分割挡板装置197、冷轧电工钢连续退火炉的加热段耐材砌筑组合结构198、轴承钢连续等温球化退火炉及退火工艺199、降低硅钢退火炉炉辊轴承温度装置200、一种长程辊底式固溶退火炉及利用其提高奥氏体不锈钢产品硅含量的方法201、无取向电工钢带退火炉202、用于取向电工钢热处理的HITT单卷堆垛罩式退火炉203、监控退火炉内钢带跑偏的方法204、不锈钢连续退火酸洗机组中退火炉排烟结构205、用连续退火炉对冷轧不锈钢卷材进行完全去应力退火的工艺206、一种新型硅钢退火炉陶瓷辊装置207、轴承钢等温球化退火炉上热量回收装置208、轴承钢等温球化退火炉209、罩式光亮退火炉中的精密极薄钢卷垂直堆放独立承重装置210、退火炉炉内气氛气体的露点降低方法、其装置及冷轧退火钢板的制造方法211、退火炉炉内气氛气体的露点降低方法、其装置及冷轧退火钢板的制造方法212、钢带的连续退火炉及连续退火方法213、不锈钢带连续光亮退火炉214、一种冷轧钢带退火炉余热循环再利用方法215、一种硅钢卧式连续退火炉陶瓷辊装置216、钢丝退火炉217、不锈钢带光亮退火炉218、一种含无氧化段硅钢连续退火炉起车升温方法付款方式:1、本套技术资料160元2、资料都为电子版的,资料包括相关配方制备工艺等,客户也可以根据自己需要选择适合自己的进行打印。
冷轧硅钢工程连续退火炉气密试验技术研究与应用

冷轧硅钢工程连续退火炉气密试验技术研究与应用发布时间:2021-07-26T16:09:25.957Z 来源:《基层建设》2021年第13期作者:金海阳[导读] 摘要:硅钢连续退火炉是一种卧式连续退火工业炉,连续退火炉长度一般在200m-300m之间,气密试验采取整体实验时,炉膛体积较大每次充气时间长压力上升慢、炉膛内压力小造成泄漏点泄漏量小,喷洒肥皂水查漏效果不明显。
中国二十冶集团有限公司摘要:硅钢连续退火炉是一种卧式连续退火工业炉,连续退火炉长度一般在200m-300m之间,气密试验采取整体实验时,炉膛体积较大每次充气时间长压力上升慢、炉膛内压力小造成泄漏点泄漏量小,喷洒肥皂水查漏效果不明显。
对泄漏点补焊、加胶密封后、再充气的过程中炉压提升速度慢,检漏效率较低。
本课题将就冷轧硅钢工程连续退火炉气密试验关键施工技术进行研究。
给出有效解决方法,缩短退火炉气密性试验时间,为炉体配管、炉辊无负荷联动调试的提前展开创造了条件。
关键词:硅钢;退火炉;气密性1、主要研究工作内容本课题主要就冷轧硅钢工程连续退火炉气密试验关键施工技术进行研究。
硅钢连续退火炉各种炉段其工艺性能,内部耐材结构形式不同,涉及高铝砖砌筑、纤维背板、纤维模块、不锈钢衬板等多种规格耐火材料,由于施工工艺,施工进度也不一致。
有些炉段施工完成快、有些炉段完成慢,特别是气密试验前RTF辐射管需安装到耐材砌筑好的炉壳内,外壳与炉壳要求全部满焊。
SF电阻带接线柱需待耐材砌筑完开好孔后才具备安装条件。
采取整体气密试验时在耐材砌筑完成后还需几天才能转入气密试验,各道工序无法有效搭接、穿插,对于压缩关键工序施工时间,缩短安装进度极其不利。
一种分段检漏整体试压气密试验法,根据耐材砌筑进度并结合设备安装特点,在连续退火炉炉体气密实验中对连续退火炉科学分段,每个分段单独检漏,然后逐次连通整体试压,分段检漏炉膛体积相对较小,查漏区域也小更有利于寻找泄漏部位,分段检漏时注入压缩空气时炉压提升的快,较高的炉压会使泄漏点容易查找。
退火炉

退火炉培训在整个硅钢退火工艺中最重要的工艺环节就是是带钢的炉内退火过程,带钢经过连续退火要达到以下两个目的:(1)将冷变形后的金属加热到再结晶温度以上,保温一定的时间,使形变后破碎、纤维状的晶粒从新结晶成均匀的等轴晶粒以消除形变硬化和残余残余应力,恢复金属的塑性,改善机械性能;0与带钢中的C (2)在SF段通入湿的氮氢保护气体,利用保护气体中的H2进行反应达到脱碳降低铁损的作用,以保证磁性、硬度和磁时效符合要求条件。
1、退火工艺1.1 冷轧带钢在退火前要先用碱液去除表面上的轧制油和污垢,然后采用高温高温短时迅速的将带钢加热到退火温度,然后通入湿气进行脱碳,最后将带钢进行冷却,炉子的出口和入口用氮气密封保证退火炉炉压稳定。
(冷轧带钢在退火前要先用碱液去除表面上的轧制油和污垢,防止带入炉内破坏保护气氛,影响脱碳效率,甚至引起增碳现象。
油污也使钢带表面质量变坏,引起炉底辊结瘤而后造成钢带划伤等缺陷。
)整个退火炉主要分为预热、无氧化加热段、辐射管加热段,均热段、控冷段,快冷段。
(1)PH预热段利用NOF排出烟气的物理热、NOF未燃烬气体和SF流过来的氢气燃烧的化学热预热带钢,该炉段为氧化性气氛;(2)NOF无氧化加热段NOF采用高速隧道烧嘴明火加热的方式将带钢快速加热到规定的温度,同时控制空气和煤气的空燃比(0.92-0.98)使煤气过剩防止带钢氧化,该炉段为无氧化气氛。
(3)RTF辐射管加热段为了防止NOF内带钢氧化、断带、降低磁性,带钢在NOF内的加热温度不宜过高,该炉段采用煤气在辐射管燃烧然后通过热辐射的方式将带钢继续加热到工艺所要求的温度。
(4)SF电阻带均热段通过电阻带加热的方式来均与的加热带钢保证带钢横向温度的均匀性,通入湿的0与带钢中的C进行反应达到脱碳降低铁损氮氢保护气体,利用保护气体中的H2的作用。
(5)SRJC控冷段控冷段共有8台变频风机,采用均匀缓冷的方式将带钢冷却到要求的工艺温度。
宝钢 硅钢 退火
宝钢硅钢退火硅钢简介硅钢,也被称为电工钢或冷轧非取向硅钢,是一种特殊的冷轧钢材。
它主要由铁、硅、铝和碳等元素组成,其中硅元素的含量较高,一般在2%至4.5%之间。
硅钢具有优异的电磁性能,广泛应用于电力、电子、通信和汽车等领域。
硅钢的主要特点是低磁滞、低铁损、高磁导率和高饱和磁感应强度。
这些特性使得硅钢在电机和变压器等电力设备中具有重要的应用价值。
硅钢的优异性能是通过退火工艺实现的。
硅钢退火工艺硅钢退火是指将冷轧硅钢在一定温度下加热,并在适当的时间内冷却至室温,以改善其磁性能和机械性能的一种热处理方法。
硅钢退火工艺通常包括连续退火和间歇退火两种方式。
连续退火连续退火是指将硅钢连续送入退火炉进行加热和冷却。
连续退火的工艺流程包括预热、加热、保温和冷却四个步骤。
1.预热:将冷轧硅钢在退火炉中进行预热,使其温度逐渐升高,以减少冷轧硅钢与退火炉内壁的温度梯度。
2.加热:将预热后的硅钢继续加热至一定温度,通常在800℃至900℃之间。
加热过程中,硅钢内部的晶粒会重新长大,减少晶界的数量,提高硅钢的磁导率。
3.保温:在一定温度下保持一段时间,使硅钢中的组织达到平衡状态。
保温时间的长短会影响硅钢的磁性能和机械性能。
4.冷却:将保温后的硅钢迅速冷却至室温。
冷却速度的快慢会影响硅钢的磁滞和铁损等性能。
间歇退火间歇退火是指将硅钢在退火炉中进行加热和保温,然后将其取出进行冷却。
间歇退火的工艺流程包括加热、保温和冷却三个步骤。
1.加热:将硅钢放入退火炉中进行加热,温度通常在800℃至900℃之间。
2.保温:在一定温度下保持一段时间,使硅钢中的组织达到平衡状态。
3.冷却:将保温后的硅钢取出,通过空气冷却或水冷却等方式迅速冷却至室温。
间歇退火相比连续退火,可以更好地控制硅钢的磁性能和机械性能,但生产效率较低。
宝钢硅钢退火工艺宝钢是中国最大的钢铁企业之一,也是硅钢的主要生产厂家之一。
宝钢在硅钢退火工艺方面具有丰富的经验和先进的设备。
硅钢知识简介

目录关于硅钢的类型及性能←一、关于硅钢的类型及性能←二、硅钢板主要用语说明三我国硅钢片牌号表示方法(无取向)←三、我国硅钢片牌号表示方法(无取向)四、我厂的硅钢线的简易的工艺流程及简图和生产规规格←五、退火炉段←六、炉喉←七、炉内保护气体吹扫←八、炉压与脱碳的关系(对炉压差要有整体认识)←九、设备运行的视频←十、硅钢检验一、关于硅钢的类型及性能一关于硅钢的类型及性能←1、电工钢板的类别)无取向硅钢结晶不带方向性←(1)、无取向硅钢结晶不带方向性.自由排列的产品。
对所有的磁性特性致自由排列的产品。
对所有的磁性特性一致机机转机材所以用在发电机、电动机等旋转机铁芯材料及电源变压器、稳压器、小型静止电气上使用。
←(2)、取向硅钢通过特殊制作工艺结晶用个方向轧制方向排列大幅结晶用一个方向(轧制方向)排列,大幅提高特性。
←取向性硅钢板的用途轧制方向的磁性特性好,但轧制方向以外的磁性特性相对差最大限度体现轧制方向特性的各种变压器,磁放大器等和静止电气铁芯材料来使用.大型旋转机也有使用的时候。
大型旋转机也有使用的时候(3)、晶向)晶向硅钢板取向无取向硅钢板◈轧制方向磁性好◈所有方向磁性均匀、硅钢的性能要求2硅钢的性能要求←A、铁损低。
质量的最重要指标,世界各国都以铁损值划分牌号铁损越低牌号越高质量也高损值划分牌号,铁损越低,牌号越高,质量也高。
←B、磁感应强度高。
在相同磁场下能获得较高磁感片用制机或变压器铁体积的硅钢片,用它制造的电机或变压器铁芯的体积和重量较小,相对而言可节省硅钢片、铜线和绝缘材料等。
叠装系数高矽钢片表面光滑平整和厚度均←C、叠装系数高。
矽钢片表面光滑,平整和厚度均匀,制造铁芯的叠装系数提高。
←D、冲片性好。
对制造小型、微型电机铁芯,这点更重要。
←E、表面对绝缘膜的附着性和焊接性良好。
二、硅钢板主要用语说明铁损←1、铁损)硅钢板呈现产品特性重要的尺度在铁芯磁化过←1) 硅钢板呈现产品特性重要的尺度。
卧式连退炉培训资料(1)

连续退火炉及涂层干燥炉 培 训 资 料第一章 连续退火炉及涂层干燥炉设备 连续退火炉是冷轧硅钢带连续退火机组的中心环节,是硅钢进行热处理的关键设备。
第一节炉子设备概述1.1 连续退火机组炉子的组成硅钢连续退火机组的炉子部分主要包括:连续退火炉部分、涂层干燥炉部分、涂后冷却段部分。
1.1.1 连续退火炉的组成连续退火炉有13个部分组成,见图1-1。
图1-1 连续退火炉及涂层干燥炉的组成其组成主要包括:1)进口密封室、2)预热段(PH)、3)无氧化炉(NOF)、4)1#炉喉、5)加热炉 (RTF) 、6)2#炉喉、7)均热炉(SF)、8)3#炉喉、9)炉体膨胀节、10)4#炉喉、11)循环气体喷射冷却段(RJC)、12)出口密封室、13)FJC1.1.2 涂层干燥炉的组成涂层干燥炉分两个部分:14)干燥炉(DF-DS)、15)烧结炉(DF-BS)1.1.3 涂后冷却段的组成14)空气喷射冷却段(AJC)1.2 各部分的功用1.2.1 进口密封室进口密封室的主要功用是维持恒定的炉压和防止空气渗进炉内。
其结构由一根水冷密封辊和一个密封门、密封用氮气通入装置(喷氮管)及非常用氮气喷嘴所组成。
1.2.2 预热段(PH)预热段主要目的是利用NOF排出烟气的物理热、NOF未燃尽气体和SF流过来的氢气燃烧的化学热,预热带钢至要求温度。
该炉段为弱氧化气氛。
配置10套只供空气不给煤气的补燃烧嘴。
1.2.3 无氧化加热炉(NOF)无氧化加热炉采用经精脱硫的煤气(H2S<0.015g/m3)作为燃料,并用燃烧效率极高的高速煤气烧嘴,进行直接燃烧。
空燃比一般设定为0.85~0.95之间,即采用煤气过剩的燃烧方式燃烧。
因而其能对进入炉内的钢带无氧化地、均匀而快速地加热,这样既缩短了对钢带的加热时间,又缩短了炉子的长度。
炉底辊采用耐热钢制的水冷辊。
1.2.4 1#炉喉1#炉喉是设置于NOF炉和HF炉之间的—个断面相当狭窄的钢带通道,它的设置主要是为防止NOF的燃烧废气渗入到后面的HF及SF内去,以免污染炉内的控制气氛。
用于取向硅钢生产的隧道式高温退火炉研究

通讯作者:刘宝志(1982—),男,高级工程师; E -mail :liubaozhi 001@ ; 收稿日期:2019-08-22用于取向硅钢生产的隧道式高温退火炉研究刘鹏程,刘宝志,李 刚,黄 斌,王 强,张 浩,李守军,戚 伟(包头市威丰稀土电磁材料股份有限公司,内蒙古包头014040)摘 要:介绍了用于取向硅钢生产的隧道式高温退火炉的主要设备配置及功能,并对比分析了其在占地面积、生产效率、节约能耗、产品性能一致性及投资等方面的优点,为我国取向硅钢高温退火提供了新的生产装备和工艺参考。
关键词:取向硅钢;隧道式高温退火炉;单体罩式炉中图分类号:TG 115.1 文献标识码:A 文章编号:2096-7101(2019)02-0054-04Stud y on hi g h -tem p erature annealin g tunnel furnace used in thep roduction of oriented silicon steelLIU Pen g chen g ,LIU Baozhi ,LI Gan g ,HUANG Bin ,W ANG Qian g ,ZHANG Hao ,LI Shou j un ,QI W ei(Baotou W eifen g Rare Earth Electroma g netic M aterials Co.,Ltd.,Baotou 014040,China )Abstract :This p a p er introduced the main e q ui p ment confi g uration and functions of hi g h -tem p eratureannealin g tunnel furnace used in the p roduction of oriented silicon steel ,and anal y zed its advanta g es in the as p ects of floor area ,p roduction efficienc y ,ener gy savin g ,p roduct p erformance consistenc y and investment ,which p rovides a new t yp e p roduction e q ui p ment and p rocess reference for the hi g h -tem p erature annealin g of oriented silicon steel in China.Ke y words :oriented silicon steel ;hi g h -tem p erature annealin g tunnel furnace ;monomeric bell furnace取向硅钢的生产过程中,为了获得理想的晶体取向,获得单一(110)[001]织构(即Goss 织构),必须进行高温二次再结晶退火。
一种隧道式取向硅钢连续高温罩式退火炉[实用新型专利]
![一种隧道式取向硅钢连续高温罩式退火炉[实用新型专利]](https://img.taocdn.com/s3/m/b74003c0647d27284a7351b6.png)
专利名称:一种隧道式取向硅钢连续高温罩式退火炉专利类型:实用新型专利
发明人:刘鹏程,刘宝志,尹文斌,喻光明,李刚
申请号:CN201620417521.1
申请日:20160510
公开号:CN205635721U
公开日:
20161012
专利内容由知识产权出版社提供
摘要:本实用新型公开一种投资小、操作方便、能耗低、产能高的隧道式取向硅钢连续高温罩式退火炉;采用的技术方案为:一种隧道式取向硅钢连续高温罩式退火炉,钢构基础固定设置在隧道式退火炉本体内侧底部,轨道设置在钢构基础上,小车用于装载需要退火的取向硅钢卷,小车匹配设置在轨道上,内罩套装在小车上隧道式退火炉本体内部两侧沿其纵向设置有多个燃烧器,每个燃烧器上均设置有测温系统,隧道式退火炉本体内部还设置有气氛管路系统,气氛管路系统用于为取向硅钢卷退火过程提供保护气,隧道式退火炉本体外侧顶部设置有排烟系统,排烟系统通过排烟管道与隧道式退火炉本体内部的燃烧器的排烟口连通;本实用新型可广泛应用于取向硅钢加工领域。
申请人:包头市威丰稀土电磁材料股份有限公司
地址:014060 内蒙古自治区包头市稀土高新区滨河新区机电园区东方希望大道23#
国籍:CN
代理机构:太原高欣科创专利代理事务所(普通合伙)
代理人:胡新瑞
更多信息请下载全文后查看。
什么叫退火炉它的工作原理是什么

什么叫退火炉它的工作原理是什么2010-10-07将电炉金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。
退火的一个最主要工艺参数是最高加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,如碳素钢以铁碳平衡图为基础(图1)。
各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。
各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。
重结晶退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。
其退火温度为各该合金的相变温度区间以上或以内的某一温度。
加热和冷却都是缓慢的。
合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。
这种退火方法,相当普遍地应用于钢。
钢的重结晶退火工艺是:缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,保持适当时间,然后缓慢冷却下来。
通过加热过程中发生的珠光体(或者还有先共析的铁素体或渗碳体)转变为奥氏体(第一回相变重结晶)以及冷却过程中发生的与此相反的第二回相变重结晶,形成晶粒较细、片层较厚、组织均匀的珠光体(或者还有先共析铁素体或渗碳体)。
退火温度在Ac3以上(亚共析钢)使钢发生完全的重结晶者,称为完全退火,退火温度在Ac1与Ac3之间(亚共析钢)或Ac1与Acm之间(过共析钢),使钢发生部分的重结晶者,称为不完全退火。
前者主要用于亚共析钢的铸件、锻轧件、焊件,以消除组织缺陷(如魏氏组织、带状组织等),使组织变细和变均匀,以提高钢件的塑性和韧性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结构:―入口密封辊:1 结构 入口密封辊 1 个,空心水冷钢辊, 个 空心水冷钢辊 单独交流变频调速齿轮电动机通过皮带传动。 ―出口密封辊:耐热钢辊2 出口密封辊 耐热钢辊2 个,布置在带钢上 个 布置在带钢上 下方,单独交流变频调速齿轮电动机通过皮带 传动。 ―水冷辊:空心钢辊(带导流板),单独交流 变频调速齿轮电动机通过链条或皮带驱动。 ―碳套辊:由空心钢辊芯和碳套组成,单独交 流变频调速齿轮电动机直接驱动。 ―耐热辊:两端填充绝热材料的耐热钢辊,单 独交流变频调速齿轮 动机 接驱动 独交流变频调速齿轮电动机直接驱动
分类 保护气体循环 喷射冷却器 (RJC) 控制冷却SRJC
不同点 循环风量的控 制方面。控制 冷却段的循环 风机采用交流 变频调速电机, 通过调节风量 调节风 控制带钢的冷 却速度,使带 钢在该段按工 艺速度冷却。
为了保证带钢 冷却的均匀性 控制冷却段采 用喷吹箱结构, 风道设有调节 用挡板,以控 制各通道的风 量,使带钢宽 使带钢宽 度方向冷却速 度保持一致。C
控冷段和快冷 段循环喷射的 过程完全相同。 每段都有炉壳、 喷箱、循环通 道、循环风机、 循环风机 换热器等组成, 分节制作。为 防止空气进入 炉内,除炉壳 采用气密焊接 快速冷却段的 快冷段采用喷 外,所有与外 界相通的传动 风量则不可调, 管结构 轴轴承处均采 始终以其最大 用特殊密封, 风量循环喷射 例如循环风机 冷却带钢,快 的轴承及炉辊 速冷却到200℃ 传动侧轴承等, 以下。 以保证设备安 全
技术参数: 技术参数 —全长73620mm,炉膛宽1700mm(宽) —外壳材质:碳钢,内壳及喷箱均为不锈钢 —控冷段循环风机:8 控冷段循环风机:8 台 流量x 压力:425m3/min×1.37kPa(150℃), 马达22kW 工作温度-5~400℃ 马达22kW,工作温度 5~400℃ —快冷段循环风机:9 台 流量 压力:650m3/min×2.06kPa(20℃),马 流量x 压力 / ( ℃) 马 达37kW,工作温度-5~400℃
位置:―入口密封辊位于钢结构平台上炉子入口处。 位置 入口密封辊位于钢结构平台上炉子入口处 ―水冷辊(20#钢)位于钢结构平台上进口密封室、 PH/NOF、1 号炉喉。 ―碳套辊(Cr25Ni20)位于钢结构平台上RTF、SF 炉段、 炉喉、RJC 段。 ―出口密封辊(20#钢)位于钢结构平台上炉子出口处。 出 密封辊( 钢)位于钢结构平台上炉子出 处 ―耐热辊(Cr23Ni13)分别位于炉子DSC、AJC 各炉段。 功能 功能:―入口密封辊和出口密封辊用于炉子进出口处密 入口密封辊和出口密封辊用于炉子进出口处密 封,与带钢同步运行。 ―其他各炉辊用于支撑炉内带钢,与带钢同步运行。
织构,晶粒尺寸 磁性能
问题: 1、计算各炉段的时间?(各个炉段的长度, 工艺段的速度最大是150m/min) 2、SF段时间是决定带钢速度的因素之一吗? 段时间是决定带钢速度的因素之 吗 3、退火后消除了加工硬化,提高了塑性、 韧性等,是否产生延伸率,若有延伸率与 再结晶时间有何关系?与张力大小有何关 系?
水冷辊 150*2500mm (15根)
碳套辊180*1800mm
耐热辊150*2100mm (DSC)2根
PH NOF
RTF
20
1
SF
55 2
SRJC RRJC
出 口 密 封 室
1#FTH
入口密封辊150*2500mm
2#FTH
3#FTH
4#FTH
RJ C
出 密封辊 出口密封辊 125*2100m
碳套辊150*1800mm(34 碳套辊150*1800 (34 根)
冷却水从传动侧(Ds)进入水冷炉底辊辊身两个 套筒的夹层,流经螺旋叶片,以达到强化冷却 效 果,然后由工作侧(WS)排入集管漏斗再排 至水处 至水处理。其进水处接头轴承密封要求比较高。 其进水处接头轴承密封要求 较高 水冷辊有许多优点:强化了冷却效果,有效地 降低了炉底辊表面温度;增大辊身与钢带 表 面的温差,炉辊辊身的温度一般不超过 650℃; 可防止炉底辊表面结瘤 保护了钢带表面 质 可防止炉底辊表面结瘤,保护了钢带表面 量。
碳套损坏的原因有如下几种: (1)与钢带长期 碳套损坏的原因有如下几种 ( )与钢带长期 接触,摩擦,造成损耗,尤其是边部损耗大; (2)装配时不注意 碰到其它物体造成断裂 (2)装配时不注意,碰到其它物体造成断裂; (3)在400℃以上炉底辊因事故而停止运转造成 弯曲变形 (4)400℃以上时,空气渗入炉内 弯曲变形; (4)400℃以上时 空气渗入炉内 加快了氧化; (5)氮气中含氧量大于2000PPM 加快了碳套氧化 (6)固定销子脱落造成碳套 加快了碳套氧化; 损坏; (7)碳套辊结瘤 碳套辊在不同的温度下与空 (7)碳套辊结瘤。 气接触时的消耗量相差极大,在高温下与空气 接触极易耗损。 接触极易耗损
主要技术参数: 主要技术参数 ―入口密封辊(水冷):Ф150×2500mm,1 根 ―水冷辊(PH/NOF、1#FTH):Ф150×2500mm,15 根 ―碳套辊(RTF、SF、2、3#炉喉):Ф180×1800mm, 20+55+1+2=78根,辊芯为耐热钢 —碳套辊(RJC):Ф150×1800mm,34 碳套辊(RJC):Ф150×1800mm,34 根,辊芯材质为耐热钢 ―出口密封辊:Ф125x2100, 2 根 ―耐热钢空心辊(DSC):Ф150×2100mm,2 根 ―耐热钢空心辊(AJC、DF 耐热钢空心辊( 段) 段):Ф150×1700mm,36 根 ―穿带辊(DF 段): Ф76×1700mm, 5 根 ―交流变频调速齿轮电动机:2.2kW×380r/min 交流变频调速齿轮电动机:2.2kW 380r/min 165 ―交流变频调速齿轮电动机:4kW×380r/min 2
1250 ℃ 1150 ℃ 950 ℃ 850 ℃ 750℃
带钢温度
950 ℃
200 ℃ 15m 19m 40m 129m 73.62m
PH/NOF
RTF
SF
RJC
目的 再结晶温度和时间的影响规律 目的:再结晶温度和时间的影响规律
热轧W1300&600各2快 冷轧板条0.5mm各2快 再结晶升温速度10C/s 再结晶温度时间: 3min 5min 780C 820C 860C 再结晶温度时间: 3min 5min 800C 850C 900C
一、保护气体循环喷射冷却器(RJC) 二、出口密封室 三、炉辊及传动(包括涂层炉,共167套) 四、工艺温度
PH NOF
RTF
SF
SRJC
RRJC
出 口 密 封 室
1#FTH
2#FTH
3#FTH
4#FTH
功能—用来按规定的冷却速度冷却带钢。 功能 用来按规定的冷却速度冷却带钢 结构—由控制冷却段和快速冷却段组成。控冷段和快冷段循环 喷射的过程完全相同。每段都有炉壳、喷箱、循环通道、循环 风机 换热器等组成 分节制作 不同点主要在于循环风量的 风机、换热器等组成,分节制作。不同点主要在于循环风量的 控制方面。控制冷却段的循环风机采用交流变频调速电机,通 过调节风量控制带钢的冷却速度,使带钢在该段按工艺速度冷 却 快速冷却段的风量则不可调 始终以其最大风量循环喷射 却。快速冷却段的风量则不可调,始终以其最大风量循环喷射 冷却带钢,快速冷却到200℃以下。为了保证带钢冷却的均匀性, 控制冷却段采用喷吹箱结构,风道设有调节用挡板,以控制各 通道的风量,使带钢宽度方向冷却速度保持一致 通道的风量,使带钢宽度方向冷却速度保持 致。快冷段采用 快冷段采用 喷管结构。为防止空气进入炉内,除炉壳采用气密焊接外,所 有与外界相通的传动轴轴承处均采用特殊密封,例如循环风机 的轴承及炉辊传动侧轴承等,以保证设备安全。
出口密封室的功用是,为了防止因炉内压力变化而使外部空气侵入炉 出口密封室的功用是 为了防止因炉内压力变化而使外部空气侵入炉 内,而破坏炉内气 氛,使得钢带及碳套辊发生氧化,以及避免发生 爆炸危险。密封室顶部设置有一对辉光加热器,是防止爆炸的安全装 置。 功能—用来密封来自RJC 的保护气体和阻止空气进入RJC。还采用气 封、密封帘、密封辊、辉光加热器等多种装置和措施,阻止空气进入, 保证安全生产。 结构—为碳钢气密焊的箱体结构。由炉壳、密封门、密封辊、密封帘、 辉光加热器等组成 。密封门借助于手动卷扬上下升降以调整它与密 封辊的间隙;密封辊置于炉子进口处带钢通过线的上下方。 技术参数 技术参数: —炉长2500mm,炉膛净空尺寸1700mm(宽) —密封辊:碳钢2 根,外径125mm —密封帘:置于炉辊上方,陶瓷纤维布帘的下沿始终与带钢上表面接 触。