佛吉亚卓越体系知识手册、2015.5.8
佛吉亚卓越体系知识手册

佛吉亚卓越体系知识手册简介佛吉亚卓越体系是一种管理思想和管理工具,被广泛应用于企业管理和组织管理。
它的核心理念是通过卓越的领导和管理来实现企业卓越。
本手册将介绍佛吉亚卓越体系的相关知识和应用。
概念佛吉亚卓越体系是基于美国质量管理专家乔治·佛吉亚的管理思想和体系而发展起来的。
该体系的核心理念是不断改善和卓越,以满足顾客需求,提高组织绩效。
它包括7个方面的要素:•领导•战略规划•客户导向•流程管理•绩效评估•人员发展•持续改进这些要素构成了佛吉亚卓越体系的核心模型,也是实现组织卓越的关键要素。
应用佛吉亚卓越体系已被广泛应用于企业和组织的管理中,成为国际公认的管理标准。
它的应用可帮助组织实现以下效益:提高产品和服务质量通过以客户为导向的管理理念,佛吉亚卓越体系可协助组织不断改进,提高产品和服务质量,从而满足客户需求。
提高绩效和效率佛吉亚卓越体系强调流程管理和人员发展,帮助组织提高绩效和效率,提高员工工作效率和组织运作效能。
降低成本和风险通过持续改进和控制流程,佛吉亚卓越体系可有效降低组织成本和风险,提高组织竞争力。
实施要成功实施佛吉亚卓越体系,需要注意以下几点:领导力的重要性领导力是实施佛吉亚卓越体系的关键因素。
领导者需要发挥良好的领导力,引领组织不断改进、探索和创新。
基于数据的决策佛吉亚卓越体系注重数据分析和客户反馈,需要建立科学的数据收集体系和数据分析模型,为组织的决策提供科学依据。
组织文化的塑造佛吉亚卓越体系需要建立高效的团队和组织文化,需要培养员工对于卓越和改善的认知和价值观念,以推动组织不断改进。
结论佛吉亚卓越体系是一种管理思想和管理工具,被广泛应用于企业和组织的管理中。
通过卓越的领导和管理,佛吉亚卓越体系可帮助组织提高产品和服务质量,提高绩效和效率,降低成本和风险,成为卓越的组织。
FES手册

佛吉亚卓越体系知识手册FES Knowledge Handbook佛吉亚卓越体系概述 FES Overview1. 什么是FES?FES 是佛吉亚卓越体系(Faurecia Excellence System ),以员工激励和供应商伙伴关系为基础,在股东和客户的管理之下,通过开发和生产实现质量、成本和交付的卓越循环。
2. 佛吉亚卓越体系是怎样的一个体系?“佛吉亚卓越体系” 是我们的管理体系 (包括质量和健康/安全/环境的管理)3. 佛吉亚卓越体系是怎样的一种方法?佛吉亚卓越体系是针对营运的一种方法:• 它全面地阐述了佛吉亚是如何在核心过程的实施与持续改进中起作用并取得成果。
• 它为实现佛吉亚目标提供了一种系统的方法。
• 它包含着许多工具和技巧用来帮助每个佛吉亚员工取得进步并为集团的成功做出献。
4. 佛吉亚卓越体系是遵从哪些体系建立的?• 汽车业质量要求参考: ISO/TS 16949• 环境管理要求: ISO 14001• 安全要求如: OHSAS 180005. FES 包含哪几个子系统 sub-system ?FES 包含6个子系统。
分别是EE, SP, LS, DS, PS, CS 。
EE: Employee Empowerment 员工激励 SP: Supplier Partnership 供应商伙伴关系DS: Development Subsystem 研发子系统PS: Production Subsystem 生产子系统LS: Leadership Subsystem 领导力子系统 CS: Customer Subsystem 客户子系统6. 什么是过程Process ?通过重复使用一些资源(人力,材料,工具,信息,FES 文件)来完成输入要素到输出要素的转移的连续性行为。
每个过程必须是增值的。
7. 什么是FCP?FCP 全程是FES Core Procedure 佛吉亚卓越体系核心程序支持系统 实现过程 管理过程EE基本知识1. 什么是EE?EE:Employee Empowerment 员工激励,将员工组织在自主的小组中,致力于实现QCDP的目标并以此方式持续改进QCDP。
生产-佛吉亚卓越体系-65项布局建议

佛吉亚卓越体系
设计布局的建议(65项标准)
换模
适应性
缩短生产周期取决于生产小批量不同种产品的能力。
为保证工装能频繁更换,工位和相关设备须尽可能地适用。
换模应尽可能的简单。
操作工(男工和女工)应都能独立更换工装。
夹具应能快速安置(如,手动快卸、U型垫圈、梨型槽)。
换模过程中,工装移动需使用设备(如使用手推车),且严格遵守安全规程。
连续安装(即没有停止控制)不被采用。
推荐从后部更换工装,因为从前面移除工装,操作工需要停下来同时处理进来的和出去的工装。
TS5大手册培训辅导资料

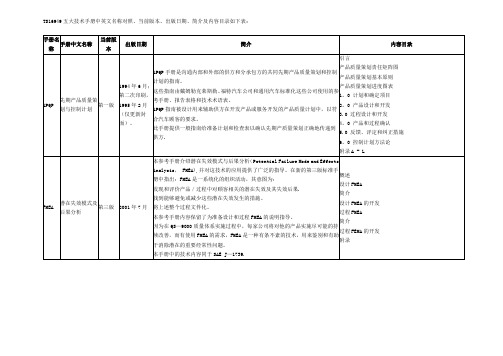
TS5大手册培训辅导资料1TS的5大手册名称1.1APQP-CP《产品质量先期策划-控制计划》1.2PPAP《生产件批准》1.3FMEA(DFMEA,PFMEA)《潜在失效模式和后果分析(设计,过程)》1.4SPC《统计过程控制》1.5MSA《测量系统分析》2TS的5大手册目前所用最新版本是什么?1)APQP(CP)产品质量先期策划(控制计划)手册第二版。
2)PPAP生产件批准手册第四版。
3)FMEA(DFMEA,PFMEA)潜在失效模式和后果分析(设计,过程)手册第四版。
4)SPC统计过程控制手册第二版。
5)MSA测量系统分析手册第四版。
3TS的5大手册分别体现在T S标准的哪些条款中?1、如果顾客没有明确提出特殊要求,那么,组织应该如何选择适用的参考手册?答:如果顾客没有明确指定使用哪些参考手册,我国的企业一般会选择使用由美国AIAG发布的通用手册。
这些参考手册的中文版曾经由中国汽车技术研究中心发行。
德国VDA发布的通用手册,国内也有使用,其中文版由德国IQM上海科美商务咨询有限公司发行。
国内与法国或意大利的汽车生产商合资的企业,一般采用FIEV或ANFIA发布的通用手册,其二方审核的检查清单(或评价准则)多引用这些通用手册中的规定。
美国三大汽车公司具有版权的五本参考手册包括:APQP、PPAP、FMEA、MSA和SPC。
在使用这五本参考手册时,组织应该注意使用最新的版本。
比如PPAP、MSA、FMEA,现在使用的是第四版,APQP、SPC现在使用的是第二版。
使用这些汽车行业较为普及的先进工具是希望能从这些工具的背后看到共性,使高效率、低成本的企业文化在使用工具的过程中,逐步形成。
2、《产品质量先期策划和控制计划》(APQP)(2008年11月1日生效的第二版)参考手册的内容是什么?答:这里只能简要地介绍如下:APQP是美国汽车工业行动集团(AIAG)克莱斯勒、福特和通用三大汽车公司发布的顾客通用参考手册之一。
《TS五大手册培训》课件

2023
PART 05
五大手册的发展趋势与未 来展望
REPORTING
手册内容的变化与更新
手册内容不断更新
修订旧章节
随着技术的不断进步和标准的不断完 善,五大手册的内容也在不断更新和 变化,以适应新的市场需求和变化。
对于一些过时的章节,五大手册也会 进行修订和改进,以保持其时效性和 准确性。
增加新章节
2023
PART 02
五大手册的具体内容
REPORTING
手册一:生产安全管理
安全生产规章制度
制定和实施安全生产规章制度 ,确保员工了解并遵守。
隐患排查与整改
定期进行隐患排查,及时整改 消除安全隐患。
总结词
生产安全是企业的生命线,该 手册旨在确保生产过程中的安 全与健康。
安全培训
定期开展安全培训,提高员工 的安全意识和技能。
REPORTING
成功案例一:某企业的生产安全管理实践
总结词
全面规划、严格执行
详细描述
该企业高度重视生产安全,通过制定全面的安全管理制度和操作规程,确保员工 严格遵守。同时,定期进行安全培训和演练,提高员工的安全意识和应对突发事 件的能力。
成功案例二:某企业的质量管理改进历程
总结词
持续改进、追求卓越
效率等。
总结经验教训
根据评估结果,总结实施过程 中的成功经验和存在的问题, 为今后的工作提供借鉴。
持续改进
针对存在的问题,制定改进措 施,持续优化和完善手册的执 行过程。
反馈与分享
将实施过程中的经验和教训进 行分享,促进团队之间的交流 与学习,提高整个团队的执行
能力。
2023
PART 04
五大手册的案例分析
质量意识培训教材.

Foxlink Confidential
<9>
6)質量與我
1 与经济利益 相关 与自身工作 顺利相关 责任心的表 现或方便他 人 其它
6 7
在得到别人高质量的产品 时, 自己是否为别人提供了高质 量的产品?
Foxlink Confidential
<10>
Thanks for you check the PPT. See you to next report.
Foxlink Confidential
<26>
中国
Foxlink Confidential
<2>
2)質量問卷調查
XX公司質量概念理解度--問卷調查
120 40.00% 100 35.00% 80 100 30.00% 25.00% 60 45.00% 40.00%
22.00%
20.00%
40 10.00%
50
50 10.00%
5)質量的特性
质量的广义性: 在质量管理体系所涉及的范畴内,企业的相关 方对企业的产品、过程或体系都可能提出要 求。而产品、过程和体系又都具有固有特性, 因此,质量不仅指产品质量,也可指过程和体 系的质量。
Foxlink Confidential
<6>
5)質量的特性
质量的广义性: 在质量管理体系所涉及的范畴内,企业的相 关方对企业的产品、过程或体系都可能提出 要求。而产品、过程和体系又都具有固有特 性,因此,质量不仅指产品质量,也可指过 程和体系的质量。
Foxlink Confidential
<7>
LPI卓越领导力的五种行为习惯

LPI Originator创始研究者詹姆士巴里· 波斯纳· 库泽斯(LPI) 4/e Copyright © 2013上海无真忧企业管理咨询有限公司通过强调共同目标和建立信任来促进合作 通过分享权力来增强他人的实力明确自己的理念使行动与共同理念保持一致,为他人树立榜样 展望未来,想象令人激动的各种可能 诉诸共同愿景,感召他人为共同的愿景奋斗通过追求成长、发展、的道路来猎寻机会进行试验和冒险,从错误中学习 通过表彰个人的卓越表现来认可他人的贡献通过创造一种集体主义精神来庆祝价值的实现和胜利LPI MISSIONLPI的使命To liberate the leader in each individual.释放每个人的领导力上海无真忧企业管理咨询有限公司(LPI) 4/e Copyright © 2013ESSENTIAL STUDY研究的基石How ordinary people lead others in accomplishingextraordinary things?平凡的人们是如何带领他人做到不平凡的结果的?上海无真忧企业管理咨询有限公司(LPI) 4/e Copyright © 2013LPI PROVIDE卓越领导者的五种行为习惯®提供30‐index / 10‐scalepoint leadership behaviors assessing tool and commentating for self and observers.5组共30项指标的卓越领导力行为习惯360度评估和报告解读(包括被评估者本人及其上级、下属、平级和相关合作伙伴)。
A series of behavioral statements that described actions leaderstake when getting extraordinary things done in organizations.详细的卓越领导力行为习惯描述清单和发展指南手册。
佛奥企业文化建设操作手册

佛奥企业文化建设操作手册企业文化是当今企业管理体系中最不可捉摸而又经常发出不和谐之声“幽灵”。
一方面我们震慑和憧憬于葛鲁夫大喊“企业文化是INTEL核心竞争力”和西南航空高唱“对手唯一不能模仿就是我们文化”,另一方面我们又迟疑和迷惘于企业文化到底能起到多大作用以及如何让它起到作用,总之企业文化似乎是一个只能看到结果却不知道过程、只可以意会不可以实实在在把握“模糊”管理工具。
然而,研究表明创建或者说企业文化行动有两大普遍遭受忽视关键:第一,企业文化是战略而不是战术,它是基于组织和人力资源战略运营基础上,企业文化能够产生可度量竞争优势(这一点可以匹敌其它任何一种战略),尽管这种优势常常难以在短期完整地发挥出来,但企业文化缺乏战略性安排不能对企业重大问题进行表决却是当今“文化疲软”通病;第二,企业文化必须有感知性安排(必须强调执行),以前企业文化运作误区在于执迷不悟于神秘“价值观”(这是“口号派”真谛)、津津乐道于无所不包“文化手册”(这是“红宝书派”资本),都是典型“飞天式”,不重实施结果必然是不能实施,企业文化也在惊天动地之后变得虚无缥缈最终归于沉寂。
一、为什么需要企业文化?尽管企业文化不会影响到企业有形资源,却会对有形资源利用方式产生重大影响,这种影响是通过企业文化对企业员工价值取向和行为方式施加强有力导向和支配作用而产生。
1、企业文化6种功能企业文化能在组织中产生6种力量:凝聚力、激励力、约束力、导向力、互动力、辐射力。
(1)、凝聚功能:将个体凝结成高效统一组织(2)、激励功能良性机制催人奋进(3)、约束功能规范和约束组织、个人行为(4)、导向功能对组织、个体目标进行引导(5)、互动功能与组织中硬要素互动,促进组织进步(6)、辐射功能能进一步地影响到同业、社区、社会等2、企业文化3种价值创造上述功能是通过以下价值创造机理而来:(1)、管理成本降低企业文化可以减少员工单独处理信息要求,使员工经营活动集中于特定范围安排之中,减少决策成本,同时可以大大降低经营活动中不确定性。
五大手册新培训教材

培训咨询汽車行業核心技術工具理解和实施確利達顧問集團技術手冊繫列教材敬告读者朋友本出版物系Qualitech研究结果,版权所有。
未经Qualitech公司的书面许可,不得以任何Copy、电子、光学等方式复制,或在可恢复系统中储存、翻译、抄写或传递。
课堂守则團隊合作腦力激蕩精益製造産品質量先期策劃及控製計劃設計風險製造風險萬無一失潛在失傚模式及后果分析流程預防連續監控精益製造統計過程控製失之毫釐謬之仟里結果準確測量繫統分析客戶要求必須滿足量産準備生産件批準程序技術手冊之間的關繫産品先期策劃及控製計劃Deming Wheel处置Act策划Plan实施Do 检查Check關于策劃质量策划Quality Planning确定质量以及采用质量体系要素的目标和要求的活动。
ISO8402: 1994多方论证方法Multi-disciplinary approach也叫“横向职能方法”(Cross-functional approach), 一组人为完成一项任务或活动而被咨询的活动。
多方论证的方法是试图把所有相关的知识和技能集中考虑的进行决策的过程。
注:多方论证方法通常包括组织的设计、制造、工程、质量、生产及其他适宜的人员。
还可能包括顾客的采购、质量、产品工程、顾客工厂人员以及分承包方顾客的呼声Voice Of CustomerVOC: 顾客积极和消极两方面的反馈,包括顾客的好恶、问题和建议。
KPC: Key Product Characteristics关键产品特性过程的呼声Voice Of ProcessVOP: 反馈给与过程有关人员的统计数据,以决定过程的稳定性和/或作为持续改进的工具的能力。
KCC: Key Control Characteristics关键过程/控制特性Voice of Customer QFD KCDS (KPC & KCC)FMEADOEAPQP Control Plan (MSA + SPC)Assembly Line典型质量策划流程Typical Quality Planning Process产品质量策划进度图表概念提出批准项目批准样件试生产投产策划策划产品设计和开发过程设计和开发产品与过程确认生产反馈﹑评定和纠正措施计划和产品设计过程设计产品和反馈﹑评定确定项目和开发验证和开发验证过程确认和纠正措施概念提出批准项目批准样件试生产投产策划策划产品设计和开发过程设计和开发产品与过程确认生产反馈﹑评定和纠正措施计划和产品设计过程设计产品和反馈﹑评定确定项目和开发验证和开发验证过程确认和纠正措施概念提出批准项目批准样件试生产投产策划策划产品设计和开发过程设计和开发产品与过程确认生产反馈﹑评定和纠正措施计划和产品设计过程设计产品和反馈﹑评定确定项目和开发验证和开发验证过程确认和纠正措施概念提出批准项目批准样件试生产投产策划策划产品设计和开发过程设计和开发产品与过程确认生产反馈﹑评定和纠正措施计划和产品设计过程设计产品和反馈﹑评定确定项目和开发验证和开发验证过程确认和纠正措施概念提出批准项目批准样件试生产投产策划策划产品设计和开发过程设计和开发产品与过程确认生产反馈﹑评定和纠正措施计划和产品设计过程设计产品和反馈﹑评定确定项目和开发验证和开发验证过程确认和纠正措施概念提出批准项目批准样件试生产投产策划策划产品设计和开发过程设计和开发产品与过程确认生产反馈﹑评定和纠正措施计划和产品设计过程设计产品和反馈﹑评定确定项目和开发验证和开发验证过程确认和纠正措施生産件批準程序生产批准批准表明该产品满足顾客的所有规范和要求,可进行生产及发货.临时批准表明公司在已经明确影响生产批准不合格的根本原因并且已经准备一份顾客同意的临时批准活动计划的情况下,可以限时限量生产出货, 为获得“生产批准”需再次提交,顾客已经修改了图样和规范, 达到和已生产产品一致.重新提交PPAP 的情况(1)新产品.(2) 对以前出货产品的不合格处进行纠正.(3) 使用新的工程设计规范/物料(4) 使用了其它可选择的结构和原材料.(5) 使用新的或改造的工具(易损工具除外) 和模具,包括使用附加的替代的工具.(6) 对现在的工具﹑设备重新更换/调整, 除生产同一号的产品时的易损工具的更换外.(7) 当流程或制造方法发生改变时.(8) 当工具和设备迁移时.(9) 外发分包的材料或服务的来源改变时.(10)当工具停止使用十二个月以上, 现再次使用时.由于客户对产品质量的担心,应客户要求暂停生产时.提交等级等级1----只向顾客提交保证书(对指定的我外观项目,还应提供一份外观批准报告)等级2----向顾客提交保证书和产品样品和有限的支持数据等级3----向顾客提交保证书和产品样品及完整的支持数据等级4----提交保证书和顾客规定的其它要求等级5----在供方制造厂备有保证书,产品样品及完整的支持性数据以供评审潜在失效模式及后果分析我們可以發現:•失效模式: 什么能出毛病?•后果: 失效会有什么效果?•严重度: 效果多严重?•失效原因: 什么可以引起失效模式?•发生度: 是它发生的可能性有多大?•现行控制: 现行控制在什么位置?•预防控制: 预行控制在什么位置?•探测度: 发现效果好吗?•风险顺序: (RPN) 全部的危险是什么?•推荐行动: 什么可能被做减少危险?Package Type: ___________Equipment / Process Type: ___________Equipment Name: _______________Process Name: __________________ Manufacturing Sites: ______________Owner: _________________Team Members: ___________________Date: _____________Rev: ______Updated ResultUnit/Process Flow Step Equip/ProcessFailure ModeEffectSEVCause ofFailureOCCCurrentControlDET1CurrentContainmentDET2RPN1RPN2RecommendedActionOwnerDate Done/StatusSEVOCCDET1DET2RPN1RPN2必須掌握的邏輯思維更高一层系统汽车制造商最终使用者都是DFMEA 所要考虑的对象,但最主要的是针对最终使用者。
佛吉亚卓越体系知识手册、2015.5.8

佛吉亚卓越体系知识手册、2015.5.8佛吉亚卓越体系知识手册b)避免检验标准过严或过松(3)对于每一个缺陷,我们必须尽可能清楚的展示接受的极限,通过展示一个可能接受的极限(用绿色标识)和一个不可能接受的极限(用红色标识)。
(4)极限样件在以下情况下更新:a)在客户抱怨之后(新的样件)。
b)当零件的可接受极限改变后24、什么是QRCI?分哪几种?(1)快速反应持续改进Quickly Respond Continuous Improvement(2)分为:a) Line QRCI(生产线QRCI)—生产线主管主导,每日回顾b) UAP QRCI(UAP QRCI)—UAP经理主导,UAP3个主要问题,每日回顾。
c) Plant QRCI(工厂QRCI)—工厂经理主导,顾客投诉,24小时内采取遏制措施,每日回顾。
25、什么是QRCI的六要素?(1)真实的地点(2)真实的零件(3)真实的数据(4)快速反应(5)逻辑思维(6)在岗培训26、减小变差的是步法是什么?(1)定义问题(2)验证检查过程(3)观察过程(4)清除特征原因(5)验证过程的稳定性(6)识别可能的变异原因(7)识别流入的参数(8)控制流入的参数(9)验证变差的减少(10)关闭过程并使其标准化27、S/R(安全法规件)评审要点有哪些?(1)每个工厂将每年一次被评估。
(2)从有安全法规件风险的工厂和供应商开始。
(3)评审目标得分>90%并且无障碍点。
(4)审核中一旦发现障碍点,需要立即制定纠正措施并在审核中得到认可。
(5)完成障碍点的措施应在60天完成。
(6)项目应在SOP3个月之前得到评估。
(7)审核员来自集团业务部(business)或区分(division)而不是来自工厂或项目。
(8)评审的结果应向业务部和集团质量经理汇报。
(9)行动计划的确认在评审后3个月内完成。
SR training to操作者

12
佛吉亚S/R 20个强制准则
6~14 S/R焊接 (1st part OK) 1、每个焊缝都需要有标准可以比较 2、每班开始的时候都要验证防错 3、破坏性或金相检测合格 4、不合格件返修必须遵守指导书 5、工装工具要被检查(清洁, 夹紧) 热处理 1.零件图纸 需要标识:原材料的规格(化学成分、机械性能),热处理的形式(渗碳、渗氮 等),表面和芯部硬度(上限和下限),热处理的区域和深度。 2.过程控制(设置和记录) 控制参数包括:热处理设备参数(温度、传送速度、温度曲线图),淬火参数 (油温、时间) 3.首件“产品验证” 每班开始和每一新批次的首件必须记录相应的过程参数以确保以下要求的追溯性: 表面和芯部硬度(上限和下限) 4 .过程流程 应做如下标识管理:在零件的盛具上和存放区域上要求有如下标识 (a)待热处理(b)热处理合格(c)热处理不合格
佛吉亚承诺对安全与法规特性的零缺陷。 佛吉亚安全法规标准: 1)对顾客及在佛吉亚内部完全透明. 2)当发现安全/法规缺陷时必须采取第一风险警报. 3)在产品FMEA中如果严重度为10或风险顺序数大于10,必须实施 强有力的设计方案. 4)在安全/法规工位,产生缺陷时不合格件必须停线,并且必须采用自动 系统防止产品发往顾客. 5)在SOP前新的安全/法规设备必须由项目质量工程师验证,而在验证 (工厂质量经理的职责)前不允许SOP. 6)不许越过防差错装置. 7)如果防差错系统失效,必须停止操作,进行修理,如果无法停线修理, 质量部必须设立质量墙检查临时方案. 8)安全法规参数在未对产品重新验证(认可)前不允许更改. 9)只有有资格的人员可以进行安全/法规参数的输入及在设备上修改. 10)返修过程必须确保与正常过程流程中的产品具有同样的质量水平.
3
二、R_法规 特性定义
佛吉亚卓越体系知识手册2015.5.8

佛吉亚卓越体系概述FES Overview3、佛吉亚卓越体系是怎样的一种方法?佛吉亚卓越体系是针对营运的一种方法:@它全面地阐述了佛吉亚是如何在核心过程的实施与持续改进中起作用并取得成果。
@它为实现佛吉亚目标提供了一种系统的方法。
@它包含着许多工具和技巧用来帮助每个佛吉亚员工取得进步并为集团的成功做贡献。
5、FES包含哪几个子系统sub-system?FES包含6个子系统。
分别是EE、SP、LS、DS、PS、CS。
支持系统:EE:Employee Empowerment员工激励SP:Supplier Partnership供应商伙伴关系实现过程:DS:Development Subsystem开发子系统PS:Production Subsyetem生产子系统管理过程:LS:Leadership Subsystem股东子系统CS:Customer Subsystem客户子系统7、什么是过程Process?通过重复使用一些资源(人力、知道、材料、工具、FES文件)来完成输入要素到输出要素的转移的连续性行为。
每个过程必须是认为有增加价值。
8、什么是FCP?FCP是FES Core Procedure佛吉亚卓越体系核心程序9、佛吉亚的五个价值观是什么?透明度、团队合作、持续改进、企业家精神、尽职尽责EE基本知识1、什么是EE?EE:Employee Empowerment员工激励,将员工组织在自主的小组中,致力于实现QCDP 的目标并以此方式持续改进QCDP。
2、什么是GAP?什么是UAP?GAP:Autonomous Production Group自主生产小组UAP:Autonomous Production Group自主生产单元3、什么是佛吉亚垂直精炼的组织机构?组织汇报关系不超过4层,即:工厂经理、UAP经理、主管、自主生产小组。
4、GAP的人数最少,最多,最好是多少?最少2人,最多8人,最佳5人。
TS16949五大技术手册中英文名称对照
找到能够避免或减少这些潜在失效发生的措施。
将上述整个过程文件化。
本参考手册内容保留了为准备设计和过程FMEA的说明指导。
因为在QS—9000质量体系实施过程中,每家公司将对他的产品实施尽可能的持续改善,而有使用FMEA的需求,FMEA是一种有条不紊的技术,用来鉴别和有助于消除潜在的重要经常性问题。
术语
参考文献
表格范例
名词索引
PPAP
生产件批准程序
第三版
1999年9月;第二次印刷2000年8月
生产件批准程序(PPAP)定义了生产件批准的一般要求,包括生产和散装材料。PPAP的目的是用来确定供方是否已经正确理解了顾客工程设计记录和规格的所有要求,并且是在执行依报价时的产量条件下的实际零件量产过程中,来持续满足这些要求的潜在能力。
将“初期(Preliminary)过程能力要求”修改为“初期(Initial)过程研究",目的是根据现有数据的数量和类型,既可使用Cpk,又可使用Ppk,与统计过程控制(SPC)参考手册保持一致;
对顾客何时要求通知和/或提交的说明;
编入对PPAP的IASG认可的解释
对散装材料的要求(见附录 ─ 散装材料)
测量系统分析主要着重在测量系统的读值是否可以被重复读取,然而这新版手册还包括了非重复测量系统的程序(例如:破坏性试验);并且强调测量是一个长期寿命的过程,需要在这期间内进行常规的测量系统研究.
测量系统总指南
用于评估测量系统的基本概念
对简其它测量概念
附录A—D
重型货车制造 ─ 特别附录
扩展的术语词汇表。
注:第二版可持续使用到2000年2月1日,之后除非您的顾客另有指定,不然将作废。
佛吉亚卓越管理体系之QRQC ppt课件

Investigation Action
Responsible / Deadline
Result Defect reproduced?
Factor validated?
要求描述要清晰,大家都能理解
D2
D5 - Causes of Occurrence
D4 D5
D6
5W & 2H:
(who , what, When ,Where , Why )
如何做QRQC 案例
总结回顾
10’ 20’ 30’
Total
30’
2hours
15’ 15’
精品资料
• 你怎么称呼老师? • 如果老师最后没有总结一节课的重点的难点,你
是否会认为老师的教学方法需要改进? • 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭 • “不怕太阳晒,也不怕那风雨狂,只怕先生骂我
Where / by whom detected and how?
Where / by whom created and how?
IS NOT & DIFFERENCES
between defect locations, operators, machines, references, shifts, days…
D4 & D5 - 5 Why's
O = OK, X= NOK, = Doubt , V= ver ify Action
D6 - Corrective Action Plan Responsible Deadline
Check by shift
D8 - Lessons learned
Action
Responsible
美国ANAG五大手册的关联
五大手册应用的特点
管理者支持
产品质量策划小组成功的关键之一是高层管理者 高层管理者对 产品质量策划小组成功的关键之一是高层管理者对 此工作的兴趣 承诺和支持。 兴趣、 此工作的兴趣、承诺和支持。小组在每一产品质量 策划阶段结束时应将新情况报告给管理者以保持其 兴趣,并进一步促进他们的承诺和支持。 兴趣,并进一步促进他们的承诺和支持。 在小组的要求下,可以更频繁地报告新情况和/或要 在小组的要求下,可以更频繁地报告新情况和 或要 求帮助,这种新情况报告是正式的, 求帮助,这种新情况报告是正式的,留有提问和解 答的机会。 答的机会。产品质策划小组的功能目标就是通过表 明已满足所有的策划要求和/或关注问题已写入文件 明已满足所有的策划要求和 或关注问题已写入文件 并列解决的目标来保持管理者的支持。 并列解决的目标来保持管理者的支持。管理者参加 产品质量策划会议对确保项目成功极其重要。 产品质量策划会议对确保项目成功极其重要。
五大手册应用的特点
第二阶段的工作内容
输入 设计目标 可靠性和质量目标 可靠性和质量目标 初始材料清单 初始材料清单 初始过程流程图 过程流程 初始过程流程图 产品和 产品和过程特殊特性 特殊特性 的初始清单 的初始清单 产品保证计划 管理者支持 设计小组的输出
设计失效模式及后果分析(DFMEA) 设计失效模式及后果分析(DFMEA) 可制造性和装配设计 设计验证 设计评审 制造样件制造样件-控制计划 工程规范 材料规范 图样和规范更改 工程图样(包括数学数据) 工程图样(包括数学数据) 多功能小组的输出(作为第三阶段的输入) 多功能小组的输出(作为第三阶段的输入) 新设备、 新设备、工装和设施要求 产品和过程特殊特性 量具/ 量具/试验设备要求 小组可行性承诺和管理者支持
佛吉亚卓越体系知识手册、2015.5.8

佛吉亚卓越体系知识手册、2015.5.8佛吉亚卓越体系知识手册PSE基本知识1、什么是PSE?Production System Efficiency 生产系统的有效性2、什么事目视化管理?简单地说就是用眼睛看看就知道哪里错了。
利用“一目了然的工具”来组织现场生产活动,达到提高劳动生产率的一种管理方式。
以视觉信号为基本手段,一公开化为原则,尽可能的将公司要求和意图让任何人都看得见,达到自主管理,监督的目的。
3、什么是5S?所谓5S就是指对生产要素(主要是物的要素)所处状态不断进行整理、整顿、清扫、清洁和提高素养的活动。
由于整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(Seiketsu)和教养(Shitsuke)这五个词日语中罗马拼音的第一个字母都是“S”所以简称5S。
4、什么是标准化作业?为生产工序中每一个产线员工都建立起准确的工作程序,通常包括下面四个因素:a) 节拍时间:是指一个生产工序或一条线,能够符合客户需求的生产速度。
b) 准确的工作顺序:产线员工在节拍时间里,要按照规定顺序来工作。
c) 标准库存(包括机器里的):用来保证生产过程能够平顺运转。
d) 合理的作业指导描述,包含安全注意事项,质量观察和技巧描述,以及清晰的图片描述。
简单来说标准化操作就是对于一项任务将目前认为最好的实施方法标准。
它应当是最省时、最省力、最简单的方法。
5、我们为什么要遵守标准化作业?标准化的目的主要是把企业内成员所积累的技术、经验,通过文件的方式来加以保存,而不会因为人员的流动,整个技术经验跟着流失。
达到个人知道多少,小组就知道多少,也就是将个人的经验(财富)组、公司的财富;更因为有了标准化,每一项工作即使换了不同的人来操作,也不会因为不同的人,在效率和品质上出现太大的差异。
、6、5S和标准化有何关系?或者说为什么说5S是标准化的基础,两者相辅相成?(1)通过推行5S管理,使得生产现场处于可控的状态,原材料和工具都放置在正确的位置,操作过程才能按准确的工作顺序进行,标准化才具有实施的可能。
卓越绩效五大支柱
中层管理
NWT
NWT
自然工作团队
Setting up the nwt’s process measurement
建立自然工作团队流程测量
供应商 Supplier
确认需求 Agreed-to Requirements
Agreed-to Feedback on 确认反馈
确认效率 Agreed-to efficiency
海报宣传活动-福特和供应商-为各自的绩效而骄傲
• Monthly quality control publications - give credit for achievements
月度QC出版物-对所取得的成就给予肯定
• Plant achievem© 2e00n7,tHaarwrinagtrodn s
Performance Board 绩效板
New Ideas 新的想法
Ideas in
Progress 执行中的想法
Performance Projects 绩效项目
Improvement Plans
改进计划
Photo of 团队 the team 照片
•NWT names 自然工作团队名称
•Area mission 团队使命描述 statement
Phase I
Phase II
PlanOrganizing
for Improvement
Analyze-
Understanding the Process
阶段一:计划 阶段二:分析
Phase III
Phase IV
Phase V
Streamlining The Process
Implementation, Measurements
(价值管理)课件波多里奇卓越绩效标准核心价值观和框架54页(DOC76页)

目录一.波多里奇卓越绩效标准核心价值观和框架二.波多里奇卓越绩效标准1.领导作用2.战略策划3.以顾客和市场为中心4.测量、分析和知识管理5.以人为本6.过程管理7.经营结果三.关键术语词汇表四.波多里奇卓越绩效标准条款说明五.评分系统一.波多里奇卓越绩效标准核心价值观和框架1.核心价值观标准的目的:马尔克姆·波多里奇国家质量奖评奖标准是组织自我评价、评奖和为申请组织提供反馈报告的基础。
此外,该标准在增强美国竞争力方面还有三个很重要的作用:·有助于改进组织经营方面的实践、能力和结果;·促进在全美各类组织中交流并分享最佳的运作方法;·作为一种理解并管理组织经营的工具,指导策划,并提供学习的机会。
标准的意图:标准被设计成用来帮助组织运用整合的方法,使组织的绩效管理达到以下结果:·向顾客传递一种不断改进的价值观,有助于市场的成功;·改进组织整体效率和能力;·组织和个人的学习。
核心价值观:本标准是建立在下面这套相互关联的核心价值观和概念基础之上:·领导的远见卓识;·以顾客为导向追求卓越;·组织的和个人的学习;·尊重员工和合作伙伴;·灵敏性;·关注未来;·管理创新;·基于事实的管理;·社会责任;·重在结果及创新价值;·系统观点。
这些价值和概念,将在下面详细说明,包含了在高绩效组织中所具有的信念和行为。
以此为平台把主要经营需求整合在一个关注结果的框架内,这种框架为行为和反馈提供了基础。
领导的远见卓识:一个组织的高层领导应制定发展方向,创建以顾客为中心的清晰明确的价值观和较高的期望。
这些发展方向、价值观和期望应全面平衡组织受益者的需求。
领导应确保为追求卓越建立战略、体系、方法,激励创新,并培养知识和能力。
战略和价值观应有助于指导组织所有的活动与决策。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
佛吉亚卓越体系概述FES Overview3、佛吉亚卓越体系是怎样的一种方法?佛吉亚卓越体系是针对营运的一种方法:@它全面地阐述了佛吉亚是如何在核心过程的实施与持续改进中起作用并取得成果。
@它为实现佛吉亚目标提供了一种系统的方法。
@它包含着许多工具和技巧用来帮助每个佛吉亚员工取得进步并为集团的成功做贡献。
5、FES包含哪几个子系统sub-system?FES包含6个子系统。
分别是EE、SP、LS、DS、PS、CS。
支持系统:EE:Employee Empowerment员工激励SP:Supplier Partnership供应商伙伴关系实现过程:DS:Development Subsystem开发子系统PS:Production Subsyetem生产子系统管理过程:LS:Leadership Subsystem股东子系统CS:Customer Subsystem客户子系统7、什么是过程Process?通过重复使用一些资源(人力、知道、材料、工具、FES文件)来完成输入要素到输出要素的转移的连续性行为。
每个过程必须是认为有增加价值。
8、什么是FCP?FCP是FES Core Procedure佛吉亚卓越体系核心程序9、佛吉亚的五个价值观是什么?透明度、团队合作、持续改进、企业家精神、尽职尽责EE基本知识1、什么是EE?EE:Employee Empowerment员工激励,将员工组织在自主的小组中,致力于实现QCDP 的目标并以此方式持续改进QCDP。
2、什么是GAP?什么是UAP?GAP:Autonomous Production Group自主生产小组UAP:Autonomous Production Group自主生产单元3、什么是佛吉亚垂直精炼的组织机构?组织汇报关系不超过4层,即:工厂经理、UAP经理、主管、自主生产小组。
4、GAP的人数最少,最多,最好是多少?最少2人,最多8人,最佳5人。
5、主管管理的人数最多和最好为多少?最多25人,最佳15人。
6、UAP的人数最多和最好为多少?最多200人,最佳120人。
7、EE的七个基础是什么?人员生产组织OHP日常沟通Daily Communication主管和班长角色SV/GL Role工位掌握Mastery of Workstations合理化建议Improvement Ideas任务转移Task Transfer管理培训Managing Training8、成为一个GAP必须具备的条件有哪些?@同一生产线(或同一区域)@同一工作时间@一起工作的@稳定的小组@2-8人,最佳5人@有主管(且主管最多管理25人)@每个小组有组长,并有组长备份人员(万一组长不在)@小组有支持功能(质量、维护、工艺、物流)9、操作工的角色是什么?稳定GAP中的一员:@执行标准化作业@反映遇到的问题@致力于持续改进,提供合理化建议/参与问题解决小组10、GAP班长的角色是什么?防止GAP产生偏差:@保证标准化作业(检查、培训、指导)@保证生产(替岗、增援)@在GAP内协调工作@改进工作流程11、主管的角色(第一级直线经理)是什么?确保QCDP的实现:@管理人员@负责问题的解决@负责持续改进12、什么是多岗位?多岗位是在GAP中一个人完全掌握多个工位的能力,并且在这些工位上都能遵守作业指导书,达到质量标准和效率标准。
在GAP小组中,每个人必须至少在2个工位上达到3级。
13、多岗位的目的是什么?@适应产量变化的需求@应对缺勤状况@通过轮岗减低繁重工位对人体的影响@发展GAP的自主性14、多岗位的级别如何测量?一级:理解而且能够运用标准(包括HSE)二级:只能够流出合格产品三级:能够达到标准化作业时间+5%的范围四级:已经掌握工位而且培训出另外一个人达到三级15、谁是多岗位培训的老师?@在该工位上达到三级水平的组长或操作工@新项目培训返回的操作工或工艺/产品工程师是培训老师参与开发和工艺设计的工艺/产品工程师是培训老师16、如何保证多岗位的级别的有效性?操作工通过级别评定后的每个月必须在此岗位上工作、培训或联系达到4小时,以保证该级别持续有效。
18、什么情况下多岗位的级别要重新评定?(1)评审原则未被遵守,该级别无效,倒退一级。
(2)由于小工艺改动而引起的CT改变,自三级开始重新评定。
(3)工作内容中增加或减少质量点,自二级开始重新评定。
(4)操作工违反工位上安全/质量/工艺的规则,自一级开始重新评定。
(5)工艺流程或产品发生重大变化,自一级开始重新评定,19、多岗位如何目视化管理。
展现在GAP板上必须是手动更新GAP板上的状态GAP板上的状态必须是和实际相吻合的20、常见GAP绩效指标有哪些?质量:内外部客户抱怨交付:PPH/SW变差,停机事件跟踪人员:合理化建议21、什么事合理化建议?合理化建议使能改善团队的工作条件,是工作流程更加有效,或改善经营状况的人和类型的反馈意见(无论该建议是如何简单或是初步形成的建议)22、合理化建议的目的(1)随时解决发生的问题(2)实现QCDP的目标(3)关系到工厂的每个人(4)持续改进23、公司员工可利用哪几种途径提出合理化建议?(1)填写合理化建议提案表,填完后放入GAP看板上合理化建议“稿件”栏或交于经理/主管(2)在GAP的班前会、GRCI或各种问题解决的会议的机会讨论合理化建议(3)在班长和主管的例行会议,UAP的TOP5会或部门的TOP5/月会上讨论合理化建议。
(4)员工和经理/主管讨论他们的合理化建议(5)在各种日常审核过程中,产生合理化建议24、哪些建议不属于合理化建议(1)非建议性之批评案件或个人诉苦事项(2)涉及个人生活隐私、薪资、人事异动的任免问题(3)单纯个人希望或仅指摘问题缺点,而无具体改善内容(4)补救修理操作不属于合理化建议(5)请求修理遗漏问题不属于合理化建议(6)与其它合理化建议内容相同,合理化建议相同时,以经理/主管采纳的签字时间早的计算交件数。
其余均不计算件数。
合理化建议相同且经理/主管采纳的签字时间也全部相同时,每个GAP小组只计算一件。
25、合理化建议的答复期限?实施期限?合理化建议自提出,5日内要予以答复;3个月内要实施完毕。
26、GAP板上要包括哪些信息?(1)GAP展示板:供应商,客户,产品,GAP成员,GAP布局与5S责任区,支持功能(质量/工艺/物流/维修/EE)急救队&消防(2)GAP绩效指标内外部客户抱怨,返工件数,PPH/SW变差,停机时间跟踪,班长日工作表,5S检查表(3)多岗位多岗位建议,合理化展示(4)信息:班组之星,生产快速反应卡,安东灯使用规则,工厂&部门&GAP当月优先项,考勤,新闻,安全警告,控制计划,失效模式分析(5)持续改进:月度重点行动计划,HSE核心小组审核报告,主管&班长面对面交流,班组改善展示,分层审核(6)LINE QRCE:证据,QRCE签到表,收敛计划27、TOP5的定义TOP5是每天工作开始前举行的,对GAP来说大约持续五分钟。
它是一种沟通和交流的工具。
TOP5内容包括前一个班和当班前一天的QCPD绩效指标和相关问题。
讨论合理化建议,工艺,安全问题。
公司通知或信息。
QSE基本知识1、什么是QSE?质量系统有效性Quality System Efficienccy2、QSE包括哪些内容?包括:设计阶段的7个质量基础、生产阶段的7个质量基础和变差减少等3、7QB(7个质量基础)的内容是什么?收件合格(OK 1 Part)、防错(Poka-yoke)、自检(Self-inspection including Stop at defect)、终检(Final inspection including Tempory Quality Wall)、红箱子(Red Bins)、受控下返工(Rework under Control)、快速反应持续改进(QRCI)4、何时要进行OK Fist Part(收件合格)?目的是什么?包括确认哪些内容?强制原则有什么?(1)启动时机:换班(强制必须进行);另外在工装或原材料更换换模、设备故障,质量问题、安全问题时需要重新启动。
检查项目应该根据启动情况而变化。
(2)目的是:开始生产前确认生产线有能力生产合格品。
(3)包括:HSE、5S、培训、防错、过程参数、产品特性。
a)HSE—是否穿戴劳动保护,设备保护在适当位置,危险材料的处理,安全设备的检查等等。
b)5S—遵守5S标准(整洁,所有可用的工装,在正确的位置),在物料架上正确的外购件,空的红箱子。
c)培训—每一个操作者有资格运行他/她的工位。
d)防差错—工作正常e)过程参数—根据控制计划要求,包括预防性维护f)产品特性—根据控制计划要求,包括所有检验项目要求。
g)检查清单必须不可擦掉h)对于计量型的参数,要记录数值而不是OK或NOKi)虽然Gap班长对整个生产过程负责,但最好是尽可能地授权给生产线的操作工。
但不能授权的是:零件的检查和操作工的培训。
j)可能的话,首件检查是在每个检查过的项目处画上记号k)备份模式必须是实用的紧急措施,而不是像“通知Gap班长”这样的空话(4)强制原则:a)首件合格指导书和首件合格检验清单来自与控制计划,包括:HSE,5S,培训,防错,过程参数,产品特性。
上面要清楚描述合适应用首件合格程序。
有一个专门的位置来展示首件。
b)每一个检查项,检查方法,合格的标准以及备份模式要被清楚定义。
c)班长确认首件合格检查,生产不能启动。
如果要启动,则必须应用被验证过的备份模式。
期间的可疑零件要被管理。
5、Poka-yoke(防差错系统)如何验证?验证失效时,如何反应?(1)验证—开始生产前、生产中断后必须根据Poka-yoke验证Poka-yoke的有效性(2)标识—若验证有效,将Poka-yoke标签绿色向外:一旦验证失效,保持红色标识向外(3)反映规则—立即通知GAP Leader或主管。
在放错功能恢复前,必须启动防错系统备份模式或停止生产。
(4)对于S/R特性,备份模式要求:a)100%手工检查(如扭矩扳手)b)100%在检查特性上目视标识c)保持备份模式下生产产品的追溯记录6、自检的含义是什么?(1)自检指操作工完成一项操作后,由他自己检验产品的质量,自检是达到自动质量的一个行动(2)自检意味着:a)操作工在完成一项操作后立即检查产品的质量。
①自检指导书②检验路径b)由操作工判断他生产的零件是否合格。
③缺陷样件④极限样件c)如果零件不合格,塔将被隔离(参考红箱子)。
如果零件合格,则把它传递到下一道工序。
d)如果操作工将缺陷流出,那么⑤生产线能立即停止以便流出缺陷的作业员能看到缺陷零件。