喷气织机引纬机构
喷气织机的引纬运行流程
喷气织机的引纬运行流程英文回答:The operational process of a jet loom involves several steps to ensure the smooth weaving of fabric. First, the warp yarns are wound onto a warp beam, which is then mounted onto the loom. The warp yarns are then threaded through the heddles and reed, which are part of the loom's shedding mechanism. The heddles are small wire or metal frames that hold the warp yarns, while the reed is a comb-like structure that keeps the warp yarns evenly spaced.Once the warp yarns are threaded, the next step is to set the desired pattern and tension. This is done by adjusting the shedding mechanism, which raises and lowers the heddles to create the shed. The shed is the opening through which the weft yarn is inserted during weaving. The tension of the warp yarns is also adjusted to ensure proper weaving.With the shedding mechanism and tension set, the next step is to start the weaving process. The weft yarn, which is wound onto a pirn or a shuttle, is inserted through the shed. The shuttle carries the weft yarn across the width of the fabric, while the reed pushes the weft yarn tightly against the previously woven fabric.As the weaving process continues, the shuttle moves back and forth across the loom, alternating between theleft and right sides. This creates a continuous weaving motion, with the fabric gradually forming. The speed at which the shuttle moves can be adjusted to control the weaving speed.Throughout the weaving process, it is important to monitor the tension and alignment of the warp and weft yarns. Any issues with tension or alignment can result in defects in the fabric, such as uneven weaving or broken yarns. Therefore, the weaver must constantly check and make adjustments as needed.Once the desired length of fabric is woven, the processis completed by cutting the fabric from the loom and removing it from the warp beam. The fabric is then ready for further processing, such as washing, dyeing, or finishing.中文回答:喷气织机的引纬运行流程包括多个步骤,以确保织物的平稳织造。
喷气织机引纬机构
喷气织机引纬是以压缩空气为引纬载体,利用压缩空气通过小孔释放时产生的高速气流将纬纱牵引穿过梭口,完成其引纬功能的。
引纬功能的优劣很大程度上决定着喷气织机的优劣。
因此,引纬系统是喷气织机的关键之一。
早期的喷气织机引纬系统,是用一种多孔喷管直接向梭口中喷射气流进行引纬。
这种引纬方式气流扩散严重,气流速度在梭道中下降很快,梭道出口侧的气流紊乱,不能有效地牵引纬纱,引纬的有效长度不足1m,纬缩和缺纬等织疵难以避免,而且引纬所需要的气压较高,动力消耗大。
为了改变上述的气流状态,研究和发展了管道喷气引纬。
管道片有效地减少了气流的扩散,提高了梭道出口侧的气流速度,为顺利引纬提供了有利的条件。
管道片引纬显著地提高了布面质量,并使引纬有效长度达到1m以上,引纬需要的气压降低,动力消耗亦减少。
因此管道片引纬的应用,使喷气织机可以用来装备生产车间,成为最早商品化的喷气织机(图2—2)。
由图2—2可见,它的优点是空气耗量较小,可以用普通筘打纬,钢筘费用低。
但由于打纬时,管道片需摆至织口下方,打纬机构需要适应管道片向下摆动的要求,不利于高速运转。
管道片与经纱的摩擦,要求原纱及上浆质量较高,织物经密也受到限制。
主、辅喷嘴接力引纬,异形筘引导气流引纬方式克服了上述问题。
它的不断完善,使喷气织机成为高速、高效、优质、阔幅、省力、自动化程度高的有发展潜力的织机。
喷气织机的引纬系统是由气源净化、气压调节或气流调节、气路、主、辅喷嘴,异形筘、储纬器、纬纱供纱架,控制主、辅喷嘴气流开关的电磁阀等装置组成。
喷气织机的空气输送系统是由空气压缩机出来的压缩空气,经过配管到达织机上的空气过滤器,过滤后的空气经过气压调节箱内的调压阀调节压力后,分送到喷射装置的各执行器件。
图2—3为ZA209i型喷气织机的空气输送系统。
压缩空气输送进织机,先经过滤器,滤除杂质,然后进气压调节箱,分路调压后,输至主气包和辅气包中,再经气路的开关电磁阀输至主喷嘴、辅喷嘴、剪切喷、延伸喷和纬纱处理系统的上吹、吸收和保持装置。
(仅供参考)喷气织机五大机构原理

(仅供参考)喷⽓织机五⼤机构原理织造学织物的形成织物是由纱线或者纤维制成的产品,主要包括机织物、针织物和⾮织造布。
由两组相互垂直的纱(线)在织物上交织⽽成的织物称为机织物,简称织物。
沿织物长度⽅向排列的纱线称为经纱。
沿织物宽度⽅向排列的纱线成为纬纱。
织物形成过程中的五⼤运动(1)开⼝:按照经纬纱交织规律,把经纱分成上下两⽚,形成梭⼝的开⼝运动;(2)引纬:把纬纱引⼊梭⼝的引纬运动;(3)打纬:把引⼊梭⼝的纬纱推向织⼝的打纬运动;(4)送经:把织物引离织物形成区的卷取运动;(5)卷取:把经纱从织轴上放出输⼊⼯作区的送经运动。
开⼝1.开⼝要求:(1)控制综框升降运动--梭⼝(2)控制综框升降顺序--组织2.开⼝运动和开⼝机构开⼝运动:经纱上下分开的运动;开⼝机构:在织机上完成开⼝运动的机构;(1)凸轮开⼝机构:综⽚数少适⽤于简单组织;(2)连杆开⼝机构:综⽚数少适⽤于简单组织:(3)多臂开⼝机构:综⽚数多适⽤于组织循环经纱数较多的变化或联合组织;(4)提花开⼝机构:适⽤于复杂的⼤花纹织物,每根经纱的升降都单独控制。
⼀、梭⼝梭⼝:在开⼝时,经纱随综框的运动被分为上下两层,所形成的菱形空间AB1CB2,就是梭⼝;综平:当织机主轴转到上下层经纱相互平齐的位置时,梭⼝闭合,称为综平;织⼝:A点、经纱、和织物的交织处;前部梭⼝:AB1B2,后部梭⼝:B1B2C;梭⼝对称度:L1/L2;梭⼝长度L:织⼝到停经架中导棒的距离(AC的距离);梭⼝⾼度H:开⼝时,经纱随综框作上下运动时的最⼤位移(垂直);梭⼝的种类1.中央闭合梭⼝(1)开启时,上下层经纱的动程和张⼒变化相似,可以⽤摆动后梁调节张⼒;(2)平均张⼒相对较⼩;(3)有平综时间,便于处理断头;(4)上下层同时运动,为开清梭⼝;(5)梭⼝稳定性不好,经纱磨损⼤;2.全开梭⼝(1)经纱运动数⽬少,梭⼝较稳定,有利于引为;(2)经纱在交⼤张⼒情况下停留时间较长,易损伤断头;(3)全幅经纱⽆平综机会,需另设置平综装置;(4)经纱磨损少,节省动⼒;(5)各页综框的经纱张⼒不均匀。
喷气织机引纬部分专件管理的实践

3 生产 中几 个 问题 的解 决 方 法
3 1 边纱松驰 , 成开 口不 良 , . 造 停经 片下沉 , 无故 经停
置, 增加边纱综框高度和开 口 , 量 改变边纱综丝穿法并 对主峰疵点采取了对应措施 , 使该品种的产质量得到 提高和改善, 机一等品率达 9 %, 下 0 布机效率达 9 . 4
为标 准气压 , 保证 气压 的稳定 ; 车工每下 布登记在 机 值
到达时间 :3 。 20
主喷气 压 : .8 P 02M a 辅 喷气 压 :.6 P 一 03M a
剪切气 压 : .2 P 0 1M a
前标识表上 , 运检工同时随下布洗筘 , 保证引纬通畅; 各班运检工保持纱尾为一般品种的 16 长, .倍 各班教 练班 中检查废边纱作用 良好 , 保证出口侧边纱张力补
偿。
常 喷气 压 :.8 P 00M a 该参数 设定使辅 喷 嘴给 气 时 间提 前 4, 后 一组 。最 和延伸 喷嘴给气时 间延长 3o同时有 利 于清 洁 H ×2 O, 1
探头上的灰尘, 提高灵敏度 , 减少纬缩 . 百脚疵点的产
生。
4 结束 语
我们通过一系列试验, 合理优化工艺参数, 最终采
1 0 一 24 o 1 o 一 3 O 4。 0 6 。 4  ̄
用 专用工具 刮擦筘 槽 中的污尘 , 证引纬气 道畅通 ; 保 检
修工每天对所管区域全部机 台的 H × 做清洁并调 1 2
整感 度 , 保证 H1 ×2接 收信 息 的灵敏 度 ; 检 工 每 天 重 4 0台车更换 空气过 滤器 , 用气 压表 逐 台调测 机 台气 压
喷气织机五大运动

喷气织机五大运动:开口\引纬\打纬\送经\卷取开口在开口过程中,经纱由综框带动作升降运动形成梭口,综框运动的性质对经纱的断头有着很大的影响。
在梭口的形状和尺寸确定后,综框运动规律就成为影响开口运动效果的根本因素,对保证织造顺利进行和提高织机生产率及织物质量有着重要意义。
引纬剑杆织机引纬方法是用往复移动的剑状杆叉入或夹持纬纱,将机器外侧固定筒子上的纬纱引入梭口。
剑杆的配置有单剑杆引纬和双剑杆引纬之分。
单剑杆引纬仅在织机的一侧安装比布幅宽的长剑杆及其传剑机构,由它将纬纱送入梭口至另一侧,或空剑杆伸入梭口到对侧握持纬纱后,在退剑过程中将纬纱拉入梭口完成引纬。
双剑杆引纬在织机两侧都装有剑杆和相应的传剑机构,这两根剑杆分别称之为送纬剑和接纬剑。
引纬时,纬纱由送纬剑送至梭口中央,然后交付给对侧也已运动到梭口中央的接纬剑上,两剑再各自退回,由接纬剑将纬纱拉过梭口。
这两种型式相比,单剑杆引纬时,纬纱不经历梭口中央的交接过程,故较可靠,剑头结构简单,但剑杆尺寸大,增加占地面积,且剑杆动程大,限制车速的提高。
而双剑杆引纬时,剑杆轻巧,结构紧凑,便于达到宽幅和高速,梭口中央的纬纱交接现已很可靠,极少失误,因此目前广泛采用的是双剑杆引纬。
片梭织机的引纬方法是用片状夹纱器将固定筒子上的纬纱引入梭口。
喷气织机的引纬方法是用压缩气流牵引纬纱,将纬纱带过梭口。
喷水织机是利用水作为引纬介质,通过喷射水流对纬纱产生摩擦牵引力,使固定筒子上的纬纱引入梭口。
喷水织机的水射流集束性好,加之水对纬纱的摩擦牵引力也大,从而使喷水织机的纬纱飞行速度、织机速度都居各类织机之首。
打纬打纬机构沿织机前后摆动,而引纬沿织机的左右运动,这就要求打纬与引纬协调配合,打纬机构的摆动应为引纬运动留有足够的空间和时间。
常用的打纬机构按其结构型式的不同,可分为连杆式打纬机构、共轭凸轮打纬机构及圆筘片打纬机构。
打纬机构还可按其打纬动程变化与否分为恒定动程的打纬机构、变化动程的打纬机构。
喷气织机

喷气织机机构介绍1.引纬机构各种无梭织机的主要区别就在于其引纬机构。
喷气织机引纬流程:(1)储纬器作用:*保持一定的纬纱容量,均衡引纬张力,变间歇引纬为筒子的连续退绕。
*定长作用(用于喷气织机)(2)主喷嘴中国传统用的喷嘴,实际上是一根管子,前面是直的,后面进气部分是弯的,纬纱的进纱瓷眼位于喷管直线部分的中心线上。
这种喷管既简单,管中气流对纬纱的作用长度又长,牵引作用较大。
主喷嘴中的气流对纬纱的牵引力可用下式表示:DdxvuFfllπρρ2)(2121-=⎰+式中:ρf—气流对纱线的摩擦因数,ρf在0.25~0.33之间,根据纱线的直径和表面性质而异;ρ0—空气密度,在常态下取1.25kg/m2;u—作用在微段dx上空气的瞬时速度,m/s;v—纱速,m/s;D—纱的直径;l1—伸出在喷嘴前的纱长,m;l2—管中气流对纬纱的作用长度,m。
由于主喷嘴不是很长,断面也较小,热量的散失近似不加考虑,故气体在管中的流动可以看作是绝热过程。
喷管是等断面的,在圆孔中半径为r处的气流成紊流状态,流速呈对数规律分布,近似可用1/7次方表示:711⎪⎪⎭⎫⎝⎛-=rruur射流的基本公式:在50至60年代,当时没有使用管道片,喷气射流经过测试得到的经验公式有两种:*. 双曲线公式:22/311196.0⎥⎥⎦⎤⎢⎢⎣⎡⎪⎭⎫⎝⎛-=RrRxvvαα为喷头特征系数,例如α=0.1*. 指数公式:30/1xevv-=使用管道片后的经验公式:105/1xevv-=流速的测定:在稳态气流场的任一位置气流产生的总压:22vppρ+=静总可得:ρpv∆=2只要测得任一测点总压与静压的差值Δp,就可测得测点的瞬时流速。
因为在射流中,p静<< p总,p静可忽略。
(3)异型筘与辅助喷射系统到目前为止,用管道片的喷射系统有逐步减少的趋势,因为迄今未研究出理想的全封闭管道系统,对于辅助喷嘴补给气流的做法已成必须.而应用管道片后对织物品种的生产往往受到限制。
2024织机的五大运动
织机的五大运动目录•引言•开口运动•引纬运动•打纬运动•卷取运动•送经运动•总结与展望01引言目的和背景目的介绍织机的五大运动,帮助读者了解织机的工作原理和运作过程。
背景织机作为纺织工业的核心设备,其性能和运动方式直接影响到纺织品的质量和生产效率。
分类根据织物的种类和生产工艺的不同,织机可分为多种类型,如喷气织机、剑杆织机、喷水织机等。
定义织机是一种用于将纱线或长丝通过交织或编织等方式制成织物的机器。
工作原理织机通过五大运动的协同作用,将经纱和纬纱交织在一起形成织物。
这五大运动包括开口运动、引纬运动、打纬运动、送经运动和卷取运动。
织机简介02开口运动开口运动概念开口运动定义在织机工作过程中,通过开口机构使综框做上下往复运动,把穿在综丝上的经纱分成上下两层,形成梭口,为引纬创造条件。
开口运动的重要性开口运动是织机五大运动之一,是实现织物织造的关键步骤,对织物的质量和生产效率有着重要影响。
开口机构及作用开口机构组成开口机构主要由凸轮、连杆、综框、回综弹簧等部件组成。
开口机构作用在凸轮的控制下,通过连杆使综框做上下往复运动,从而实现经纱的分层和梭口的形成。
开口运动与其他运动配合开口运动与时间配合开口运动的时间配合是指开口运动与其他织机运动在时间上的协调关系,如与引纬运动、打纬运动等的配合。
开口运动与空间配合开口运动的空间配合是指开口机构在形成梭口时,上下层经纱之间的空间位置关系,以及梭口大小、清晰度的控制等。
03引纬运动引纬运动概念定义引纬运动是将纬纱从织机的一边引到另一边,形成织物横向的纱线密度,与经纱交织构成织物。
重要性引纬是织机五大运动中最为关键的一环,其性能直接影响到织机的生产效率和织物的质量。
引纬机构及作用引纬机构包括钢筘、剑杆、喷气或喷水等装置,用于带动纬纱完成穿越织口的动作。
作用将纬纱按照预定的轨迹和时间要求,从织机的一侧引到另一侧,与经纱交织形成织物。
引纬方式及选择利用剑杆带动纬纱穿越织口,适用于多品种、小批量的织物生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
喷气织机引纬是以压缩空气为引纬载体,利用压缩空气通过小孔释放时产生的高速气流将纬纱牵引穿过梭口,完成其引纬功能的。
引纬功能的优劣很大程度上决定着喷气织机的优劣。
因此,引纬系统是喷气织机的关键之一。
早期的喷气织机引纬系统,是用一种多孔喷管直接向梭口中喷射气流进行引纬。
这种引纬方式气流扩散严重,气流速度在梭道中下降很快,梭道出口侧的气流紊乱,不能有效地牵引纬纱,引纬的有效长度不足1m,纬缩和缺纬等织疵难以避免,而且引纬所需要的气压较高,动力消耗大。
为了改变上述的气流状态,研究和发展了管道喷气引纬。
管道片有效地减少了气流的扩散,提高了梭道出口侧的气流速度,为顺利引纬提供了有利的条件。
管道片引纬显著地提高了布面质量,并使引纬有效长度达到1m以上,引纬需要的气压降低,动力消耗亦减少。
因此管道片引纬的应用,使喷气织机可以用来装备生产车间,成为最早商品化的喷气织机(图2—2)。
由图2—2可见,它的优点是空气耗量较小,可以用普通筘打纬,钢筘费用低。
但由于打纬时,管道片需摆至织口下方,打纬机构需要适应管道片向下摆动的要求,不利于高速运转。
管道片与经纱的摩擦,要求原纱及上浆质量较高,织物经密也受到限制。
主、辅喷嘴接力引纬,异形筘引导气流引纬方式克服了上述问题。
它的不断完善,使喷气织机成为高速、高效、优质、阔幅、省力、自动化程度高的有发展潜力的织机。
喷气织机的引纬系统是由气源净化、气压调节或气流调节、气路、主、辅喷嘴,异形筘、储纬器、纬纱供纱架,控制主、辅喷嘴气流开关的电磁阀等装置组成。
喷气织机的空气输送系统是由空气压缩机出来的压缩空气,经过配管到达织机上的空气过滤器,过滤后的空气经过气压调节箱内的调压阀调节压力后,分送到喷射装置的各执行器件。
图2—3为ZA209i型喷气织机的空气输送系统。
压缩空气输送进织机,先经过滤器,滤除杂质,然后进气压调节箱,分路调压后,输至主气包和辅气包中,再经气路的开关电磁阀输至主喷嘴、辅喷嘴、剪切喷、延伸喷和纬纱处理系统的上吹、吸收和保持装置。
常喷和贮纬器所需的压缩空气直接由辅气包经节流阀供给,不需要电磁阀控制。
气包除具有储气功能外,还起稳压作用。
主气包用来储存主喷嘴用的压缩空气。
在多色时,特别是纬纱差异较大时,每个主喷嘴对应一个主气包。
辅气包主要用来储存辅喷嘴用压缩空气。
辅喷嘴耗气量占全部耗气量的80%左右(参见气路配管见图2—4,各部分名称和作用见表2—2)。
1.气源净化为保证喷气织机的良好运转,供给织机的压缩空气的质量极为重要。
从压缩机输出的压缩空气中含有一些水分、油滴和灰尘,如直接用于引纬会引起主辅喷嘴及管路中附着物逐渐增加,气流沿程压力损失增大,造成能耗增加,严重时会造成气路堵塞;引起电磁阀动作灵敏度下降,影响动作定时的准确性;引起调压阀灵敏度降低,影响引纬气压的稳定;引起零件生锈,污染纱线,产生疵点,影响织物下机一等品率。
因此,压缩空气需经气源净化装置处理,滤掉粒度较大的各种杂物后,才能用于引纬。
经气源净化装置处理过的压缩空气,也并非十分纯净,仍然含有一定量的微小的水、油粒子和细小灰尘。
压缩空气的纯洁程度,由气源净化装置中的过滤器精度决定。
当然,压缩空气越洁净越好,但是过滤器精度越高,其产生的压降越大,即能耗越大,气流量越小,因此要合理选择空气过滤器。
过滤器精度一般要求为含油量小于0.01mg/kg,除尘精度为0.3цm。
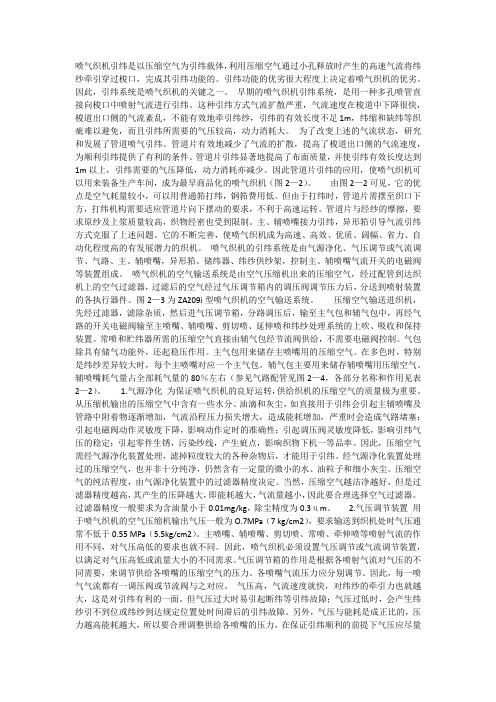
2.气压调节装置用于喷气织机的空气压缩机输出气压一般为O.7MPa(7 kg/cm2),要求输送到织机处时气压通常不低于0.55 MPa(5.5kg/cm2)。
主喷嘴、辅喷嘴、剪切喷、常喷、牵伸喷等喷射气流的作用不同,对气压高低的要求也就不同。
因此,喷气织机必须设置气压调节或气流调节装置,以满足对气压高低或流量大小的不同需求。
气压调节箱的作用是根据各喷射气流对气压的不同需要,来调节供给各喷嘴的压缩空气的压力。
各喷嘴气流压力应分别调节。
因此,每一喷气气流都有一调压阀或节流阀与之对应。
气压高,气流速度就快,对纬纱的牵引力也就越大,这是对引纬有利的一面。
但气压过大时易引起断纬等引纬故障;气压过低时,会产生纬纱引不到位或纬纱到达规定位置处时间滞后的引纬故障。
另外,气压与能耗是成正比的,压力越高能耗越大,所以要合理调整供给各喷嘴的压力,在保证引纬顺利的前提下气压应尽量低。
各调压阀名称和作用:(1)常喷调压阀:是设定主喷嘴常喷气流大小的调压阀。
常喷气流的作用是在非引纬时间内对纬纱进行控制,使其不逃离主喷嘴,以保证引纬的连续。
(2)剪切喷调压阀:是设定主喷嘴剪切喷气流大小的调压阀。
剪切喷气流的作用是在供纱侧剪刀作用时,对纬纱进行控制,防止纬纱在张力作用下脱离主喷嘴,以保证引纬的连续。
(3)主喷调压阀:是设定主喷嘴引纬气流大小的调压阀。
引纬气流的作用是在辅喷气流的配合下将纬纱牵引穿越织口完成引纬。
(4)辅喷调压阀:是设定辅喷嘴引纬气流大小的调压阀。
辅喷引纬气流的作用是对主喷引纬气流的能量进行补充,以使引纬气流的速度恒定,保证在规定范围内对纬纱有效牵引。
织机转速提高时,应相应地提高主、辅喷嘴的压力。
3.气路有各种规格的塑料管,管接头,多目座、单向阀、节流阀用来将气源净化、气压调节、主辅气包、各电磁阀、主喷嘴、辅喷嘴等按一定的顺序连接起来。
形成满足使用要求的气流通道。
软管、管接头的大小规格依据不同气流量大小而定。
直径略大有利于减少沿程压力损失。
4.主喷嘴主喷嘴是气流引纬的关键零件,它的性能直接影响着引纬效果。
喷气织机上,引纬工作主要是由主喷嘴、辅喷嘴及异形筘共同完成的。
主喷嘴的作用是:将进入主喷嘴的压缩空气,按工艺要求进行调制,加速并充分地作用于纬纱表面,使纬纱从静止加速到引纬所需的飞行速度。
将纬纱输送到异形筘槽内并确定纬纱正确进入异形筘槽内的角度和位置。
喷气织机主喷嘴数量根据织物决定,有单喷、双喷、四喷、六喷、八喷。
在织造单色织物时可设一个或两个。
用双喷织造单色织物,可提高织物布面质量和织机速度,这是因为两个主喷嘴轮流供纬,可相对降低纬纱在筒子上的退绕速度,降低纬纱断头率,减少纬纱条干不匀对织物的影响。
新型喷气织机为了实现高速时的稳定引纬,加装了辅助主喷嘴,辅助主喷嘴与主喷嘴构成串联组合关系,可以缩短纬纱加速时间,从而为喷气织机提高运行速度或拓宽筘幅创造了条件。
2A型主喷嘴的结构见图2—5。
喷气织机主喷嘴由三部分组成,即喷嘴体B、喷嘴芯A、导纱管c。
喷嘴内气流通道则由气流加速区、纬纱引射区和纬纱加速区组成。
由储纬器引来的纬纱从人口k进入引纬流道l。
由主气包来的高压气流从气流入口a进入喷嘴。
5.辅助主喷嘴用于配合主喷嘴用较低的气压对纬纱进行加速,可减少纬纱断头率,在宽幅或高速运行等纬纱张力较大的场合应用效果明显。
会增加织机气耗量,在窄幅或中低速织布时不宜采用。
第一气室b为环状,气流进入第一气室时沿轴线方向及圆周方向流动,产生高速涡流。
整流槽c为沿圆周分布的许多轴向条沟,第一气室的高速涡流在流过沟槽时得到流动方向的调整,成为轴向气流。
第二气室d也是环状,但气流在第二气室已成为轴向流动的高压气流。
然后,气流由锥状收缩管e加速,达到接近音速的流速。
喉部f是截面最小的环形缝隙流道,气流通过喉部后,流速可达到当地音速。
经过h处后,流速会快速下降。
导纱管c为变截面管流流道,一端插进喷嘴体,与喉部相连,另一端伸人大气,并对准筘槽,喷嘴芯A的头端成圆柱状,伸进导纱管腔,与导纱管内壁形成圆环状缝,气流自出口h流出时,速度已接近音速以便能在纬纱引射区i内形成有力的引射区而将纬纱引人喷嘴内,高速气流在较长的导纱管c内对纬纱进行充分作用使纬纱获得足够高的速度飞进梭口。
主喷嘴安装时要特别注意,若安装位置不合适将会严重影响纬纱的飞行状态。
主喷嘴应尽可能靠近布边,同时其轴心线应对准异形筘槽的中心线为佳。
6.辅助喷嘴又称接力喷嘴,简称辅喷嘴它向着纬纱行进方向的斜上方喷射气流。
辅助喷嘴结构图见图2—6。
(1)辅助喷嘴的作用:在纬纱到达之前喷射,带动纬纱前方空气运动,减少空气对纬纱的阻力;使纬纱前端产生相对负压,对纬纱有吸引作用;补充主喷气流的能量,使引纬气流保持一定的速度,以接力的方式将纬纱送过梭口;克服纬纱重力,使之在筘槽中心略偏上的位置飞行。
在正常运转时,辅助喷嘴的气耗总量和气压与机上筘幅有关。
辅助喷嘴的性能与外观质量直接影响到织机速度、织造效率、能耗大小和织物质量。
因此对辅助喷嘴的性能有如下要求:喷嘴出口风速高,各喷嘴问风速的一致性好;气流集束性好,射程尽可能远;有准确的喷射角度;内腔和表面光滑。
(2)辅助喷嘴的类型:辅助喷嘴的外形和尺寸因机型和织物品种不同而有所不同。
辅助喷嘴的分类,一般是根据其喷孔的数目和形状分成圆形孔和非圆形孔两大类。
圆形孔可分为单孔、双孔、五孔、七孔、十孔、十九孔和二十一孔等;非圆形孔可分成长方形孔、海星状孔等。
由于各种辅助喷嘴在其气流进口处的管径、管子长度、压扁形状、孔数及孔径等都存在着差异,在供气压力相同的条件下,各种辅助喷嘴的出口风速不尽相同。
在生产中,单孔和多孔都得到了广泛的使用。
日本津田驹系列采用单孔辅助喷嘴、丰田JA采用双孔,而欧洲各国多采用多孔的辅助喷嘴。
辅助喷嘴喷孔示意图见图2—7。
辅助喷嘴在筘座上的分布如图2—8所示,一般情况下,辅助喷嘴以5个为一组,也有2个、3个或4个为一组,每组喷嘴受控于一个电磁阀。
因此,同组几个辅助喷嘴的开闭时间是一样的。
辅助喷嘴数与筘幅有关,各组喷嘴喷射时间互相衔接,各喷嘴间距通常为60—80 mm,标准设定80 mm。
为避免纬纱飞至接近出口侧时,纱线质量的影响引起速度减小和纬纱头端飘动的现象,可以减小出口侧辅喷嘴的间距,以确保纬纱头端保持高速飞行和伸直。
(3)辅助喷嘴的调整:使用光电频闪仪观察纬纱飞行状态。
根据纬纱飞行的不同状态调整辅助喷嘴。
最理想的纬纱飞行姿势如图2—9(a),大的“波形”纬纱在筘槽中心偏上方飞行的状态是最理想的。
如图2—9(b),小的“波形”纬纱不规则时,辅助喷嘴应进行以下调整:安装角度变小;安装高度升高;提高气压;清扫钢筘。
整个纬纱都在筘槽中心偏下方飞行时,辅助喷嘴应作如下调整:加大安装角度;缩短安装间距。
(4)延伸喷嘴:延伸喷嘴也叫牵伸喷嘴,安装在最末一只辅助喷嘴之后,位于布幅之外。
延伸喷嘴的结构与辅助喷嘴相似,供气时间长,可牵引纬纱伸直。
当主、辅喷嘴先后关闭后,延伸喷嘴仍继续保证喷射,以免在综平前纬纱反弹。
用于防止纬纱反弹产生纬缩等,多用于纬纱为强捻长丝或包芯纱等场合。
采用较高的气压会增加织机气耗量(图2—10)。
7.气流控制阀喷气织机用的气流控制阀有机械式和电磁式两种形式,是控制主辅喷嘴喷射定时的执行元件。
要求其具有较高的开闭频率、高速响应特性。